3.3. Exponential Equation and Correction
It can be known from last section that, when the strain rate is higher than 0.05 s
−1, the exponential equation can be used. When the strain is 0.1, the deformation activation energy,
Q, is calculated by the following formula:
Q is the deformation activation energy,
b is the material constant,
S is the slope of
σ-
T−1 line, as shown in
Figure 4a, and
R is the gas constant.
After calculating the
b and
Q values, the corresponding
lnA values can be calculated by using the stress and Equation (5), under different high-temperature deformation conditions.
Table 3 shows the values of the parameters for strain 0.1.
In general, during high-temperature plastic deformation, the value of deformation activation energy and microstructure can determine the deformation mechanism [
14]. The deformation activation energy
Q in α+β phase region is 789.836 kJ/mol, much higher than the α-Ti (169 kJ/mol) [
13] and β–Ti diffusion energy (153 kJ/mol) [
27]. It indicates that the softening mechanism may be dominated by dynamic recrystallization in the α+β phase region. In contrast to α-phase of HCP structure, the β phase of the BCC structure has a stronger deformation feasibility and less activation energy. This is the result of the excellent active slip system and high diffusion coefficient [
28]. In the β phase region, the
Q value is 189.6516 kJ/mol. It indicates that dynamic recovery plays an important role in the softening mechanism. When the value of
Q is same as the diffusion activation energy, the thermal deformation is controlled by the diffusion-related process [
28]. The
Q value in that single-phase region is very close to that in the β–Ti phase region (153 kJ/mol). Deformation mechanism may be caused by diffusion recovery.
Substituting the calculated parameters into Equation (5), for the α+β phase region, the Equation (11) is obtained; for the β phase region, the Equation (12) is obtained.
The predicted data can be obtained through the calculation of Equations (11) and (12). The experimental and predicted data fit well. The constitutive equation has good prediction ability, and it can reasonably conjecture the flow stress.
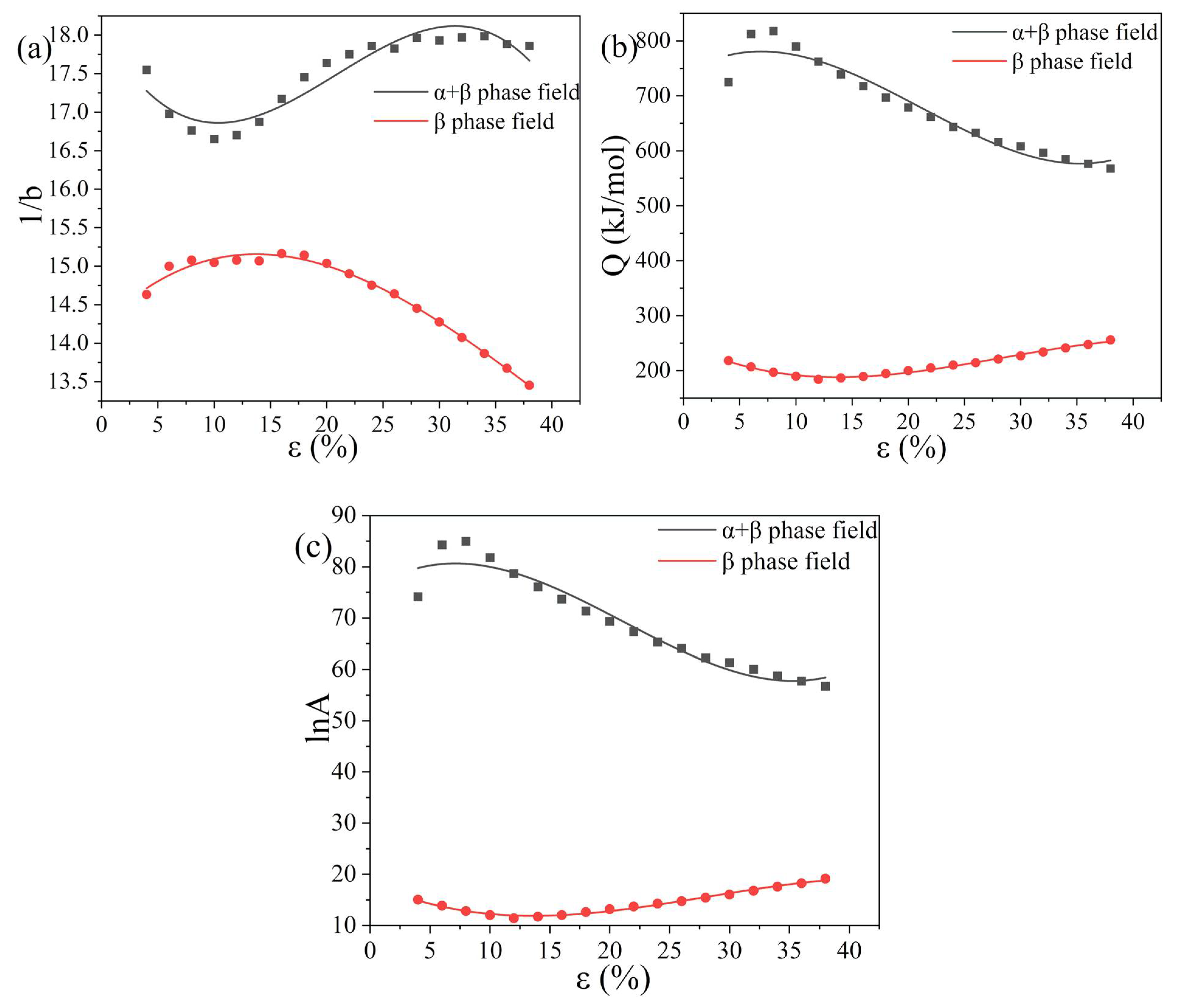
By the same method, the constants (b, Q, and lnA) are calculated in different strains. The range of experimental strains is 0–0.38. The interval strain is set at 0.02, and the starting value is set at 0.04.
When thermal deformation begins to occur, the softening mechanism of the microstructure gradually increases. However, it cannot be balanced with the process hardening effect. The increase of crystal defects, such as dislocations and vacancies, causes lattice distortion. A large amount of deformation activation energy is stored, the Q value rises rapidly. When the flow stress reaches the critical value, the dynamic recrystallization nucleates rapidly, and the deformation activation energy is consumed greatly. As the growth rate of the volume fraction of nucleation rate decreases, the Q value begins to decrease.
When the strain is 0.07, the
Q value begins to decrease, as shown in
Figure 5b. It can be seen that, in the α+β phase region, discontinuous yield occurs. Dislocation accumulation [
29] or locking leads to energy increase, which promotes a large number of nucleation and growth of dynamic recrystallization. The
Q value is greater than the α-Ti diffusion energy (169 kJ/mol). The deformation activation energy required by dynamic recrystallization is ensured. When the strain reaches 0.25, the dynamic recrystallization is basically complete, and quantities of tiny, recrystallized grains are formed.
Dynamic recrystallization occurs more easily because the deformation temperature in the β phase region is higher than the transition temperature. Therefore, when the strain reaches 0.12, the dynamic recrystallization is completed. After nucleation, only a part of deformation activation energy is needed for grain growth. However, as the thermal deformation continues, the Q value gradually increases. The softening mechanism may be dominated by dynamic recovery. In the two-phase regions, the change of lnA value with strain is basically consistent with the Q value.
In fact, in addition to strain rate and deformation temperature, strain also has important influence on flow stress [
30,
31]. In order to get a more accurate equation, a third-order polynomial fitting is used. The results are shown in
Table 4 and
Table 5.
3.4. Hyperbolic Sine Equation and Correction
The hyperbolic sine equation is used for strain rates of 0.01, 0.005, and 0.001 s
−1. In
Table 2, when the strain was chosen as 0.1, by linear fitting (as shown in the
Figure 6), the values of stress index
n was 3.726 and 2.347.
The deformation activation energy
Q can be calculated by Equation (17).
Q is the deformation activation energy,
n is the material constant,
S is the slope of ln(sinh(
ασ))-
T−1 (as shown in
Figure 7), and
R is the gas constant.
After calculating the
n,
α, and
Q values, the corresponding
lnA values can be calculated by using the stress and Equation (6).
Table 6 shows the values of the parameters for strain 0.1.
In the α+β phase region, the Q value decreases with the decrease of the strain rate. However, the deformation activation energy has less change in the β phase region.
Substituting the calculated parameters into Equation (6), for the α+β phase region, Equation (18) is obtained; for the β phase region, Equation (19) is obtained.
The constants (α, n, Q, and lnA) in the hyperbolic sine equation are calculated by the same method. The range of experimental strain was 0–0.38. Therefore, the interval strain was set at 0.02, and the starting value was set at 0.04.
In
Figure 8a, when the strain rose, the
α value showed an overall upward trend. The
α value differed widely in the two-phase regions. As shown in
Figure 8b, the value of
n increased and then decreased, and the peak value was about 4 in the α+β phase region. At the beginning of thermal deformation, the value of
n rose rapidly, due to grain boundary sliding. With the increase of strain, the dislocation viscous slip mechanism gradually occupied a dominant position. In the β phase area, the value of
n is always between 2.25 and 2.45. The grain boundary movement and dislocation sticking-slip mechanism played a significant role in the microstructure [
32,
33].
In
Figure 8c, in the α+β phase region, work hardening plays a more important role than softening mechanisms when strain begins to occur, which makes the
Q value rise rapidly. After reaching the peak value, the softening mechanism gradually dominates. As the strain increased, the dynamic recrystallization nucleated rapidly, and the softening mechanism became dominant. The strain reached 0.35, and the dynamic recrystallization was basically completed. However, in the β phase region, the smaller variation of the
Q value indicates that the strain rate was less influential on the microstructure, which was close to the self-diffusion energy of the α-Ti phase (169 kJ/mol), thus ensuring the deformation activation energy needed for dynamic recrystallization. The softening mechanism may be dominated by dynamic recovery, and the
α phase may self-diffuse. In the two-phase regions, the change of
lnA values, with strain, was basically consistent with the
Q value.
The strain rate sensitivity coefficient
m is related to the strain rate. It can well-reflect whether the material is superplastic by
m = 1/
n [
34]. In
Figure 8e, the difference in m-values between the two different phase regions is obvious. The fluctuation of the
m-value is larger when the deformation temperature is lower than the transition temperature. However, as the deformation temperature increased, the mechanisms associated with dislocation annihilation drove microstructural evolution [
35]. The flow stress was gradually stable, and the change of the m value was small.
When the third-order polynomial fitting was used, the relationship between the parameters and strain is shown in Equations (20)–(23). The results are shown in
Table 7 and
Table 8.
By constructing a third-order polynomial equation, the material constants at different strains can be calculated. After the material parameter is obtained, the rheological stress of different conditions can be predicted by Zener–Hollomont parameter equation [
28,
36]:















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}