
Quantifying the Effects of Grain Refiners Al-Ti-B and La on the Microstructure and Mechanical Properties of W319 Alloy


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
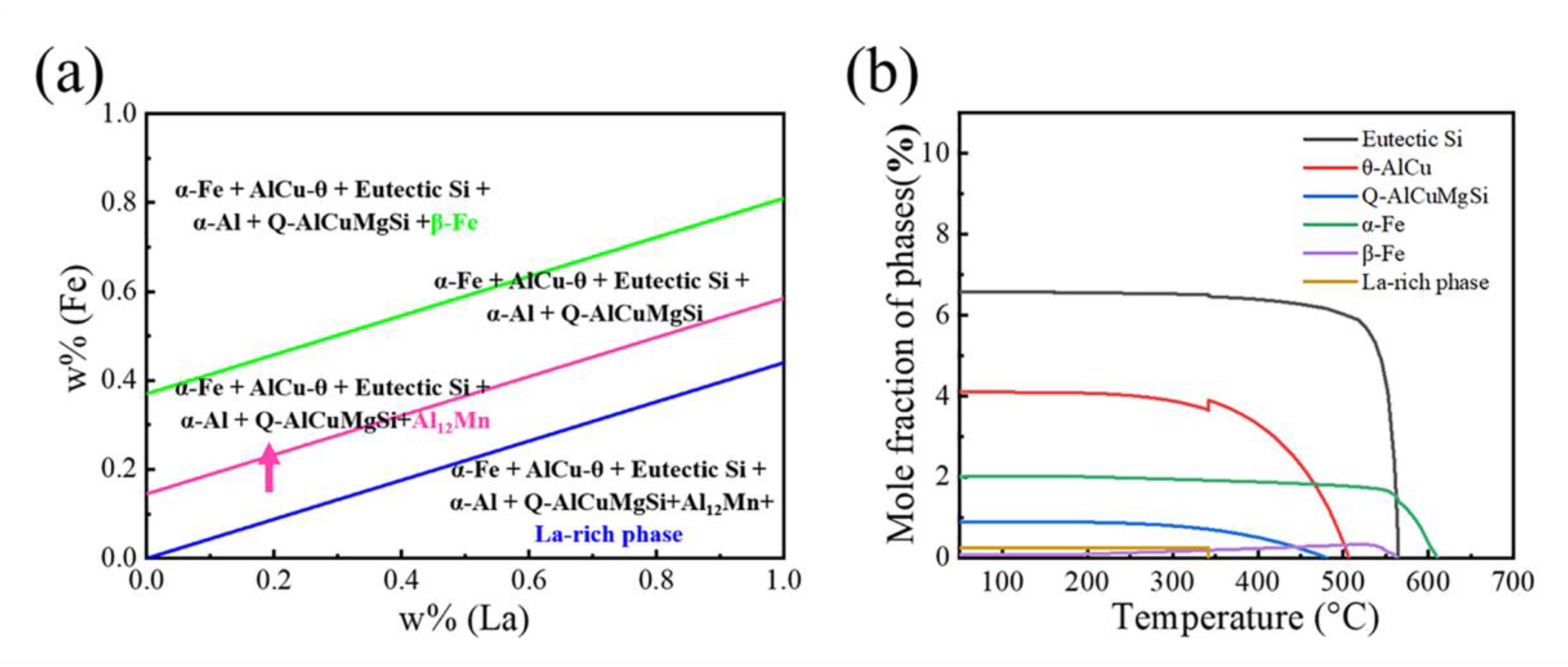
2.1. Thermodynamic Simulation
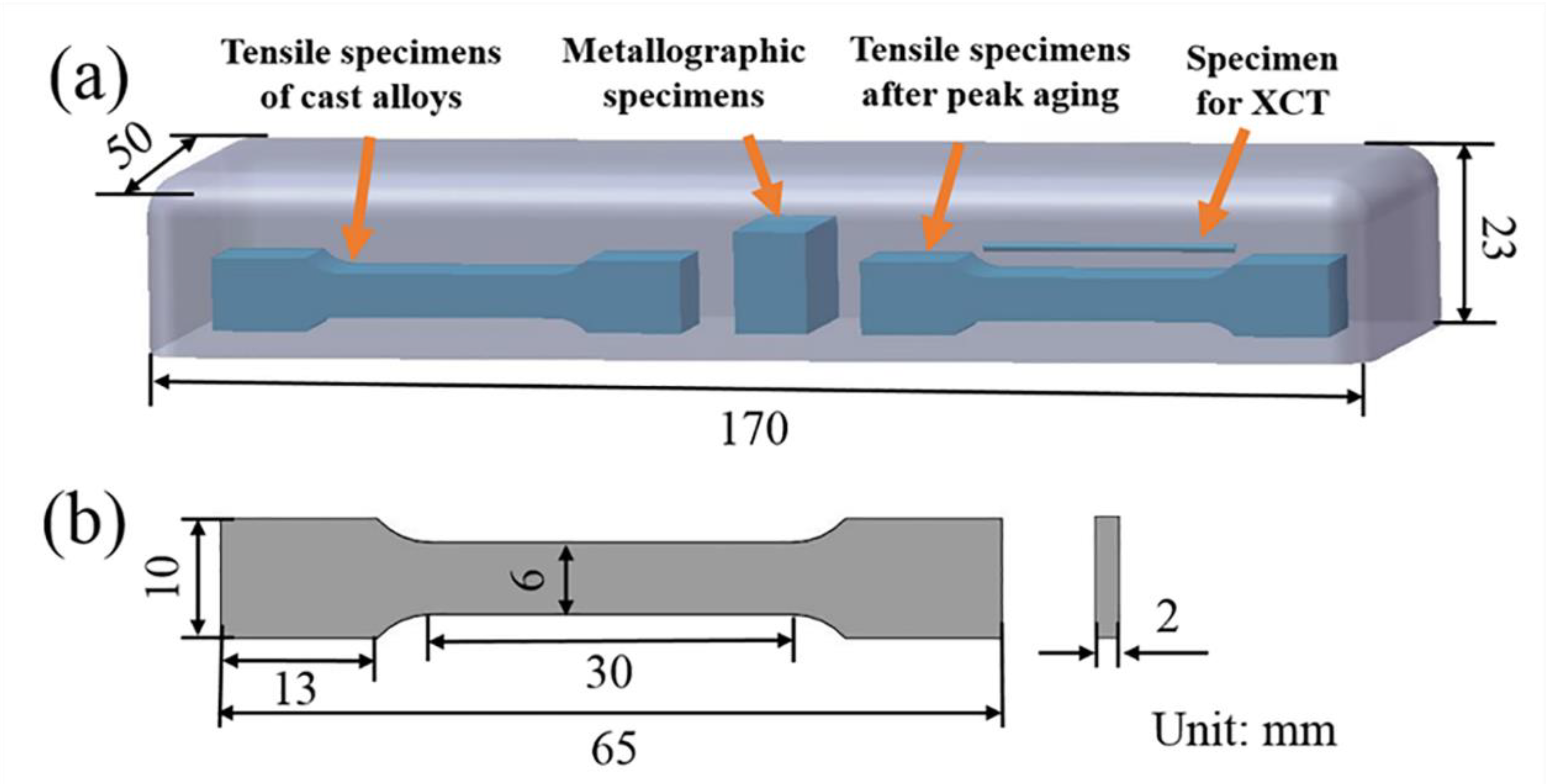
2.2. Sample Preparation
2.3. Characterization and Analysis Methods
3. Results
3.1. As-Cast Microstructure Characteristics
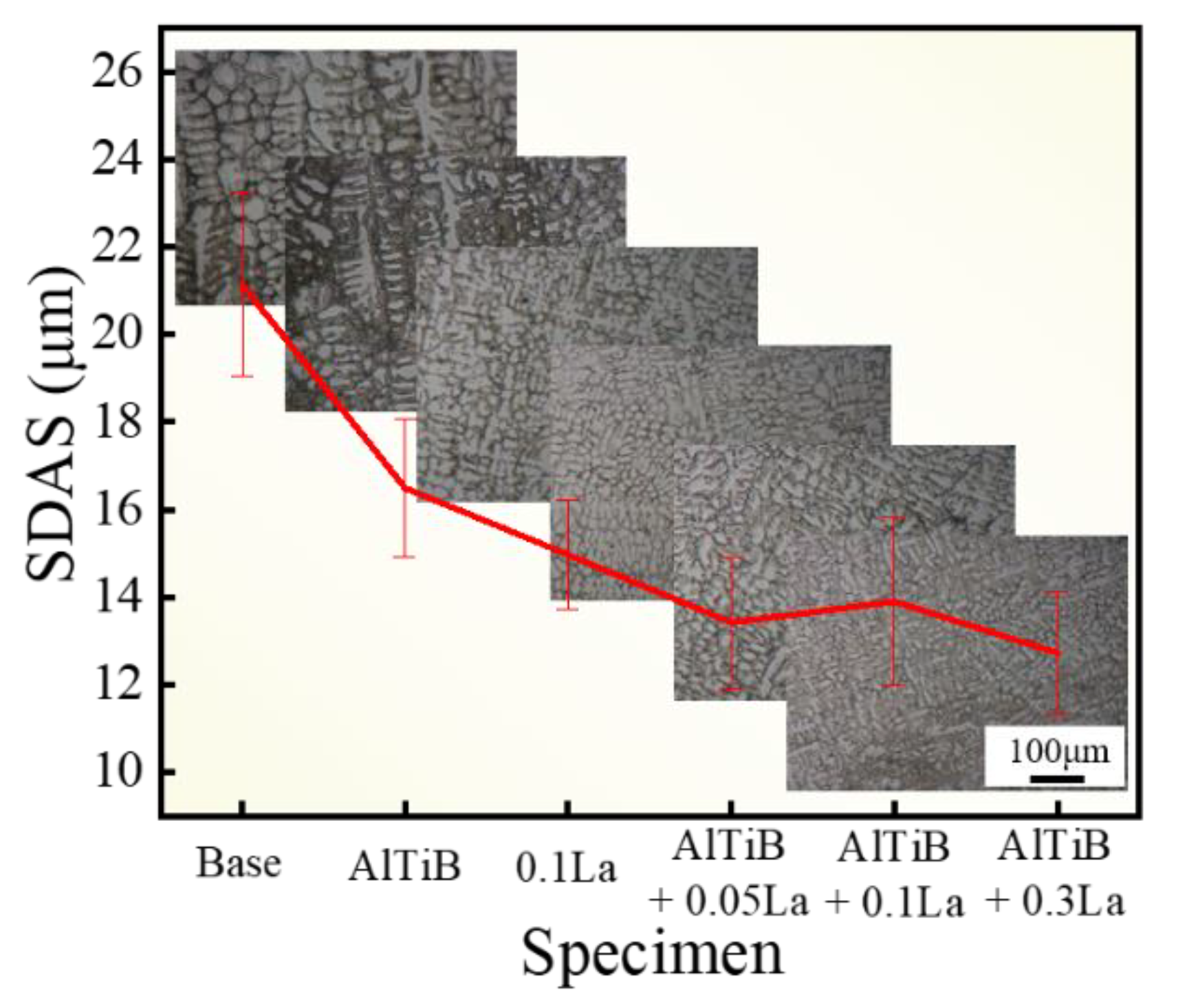
3.1.1. Quantitative and Statistical SDAS
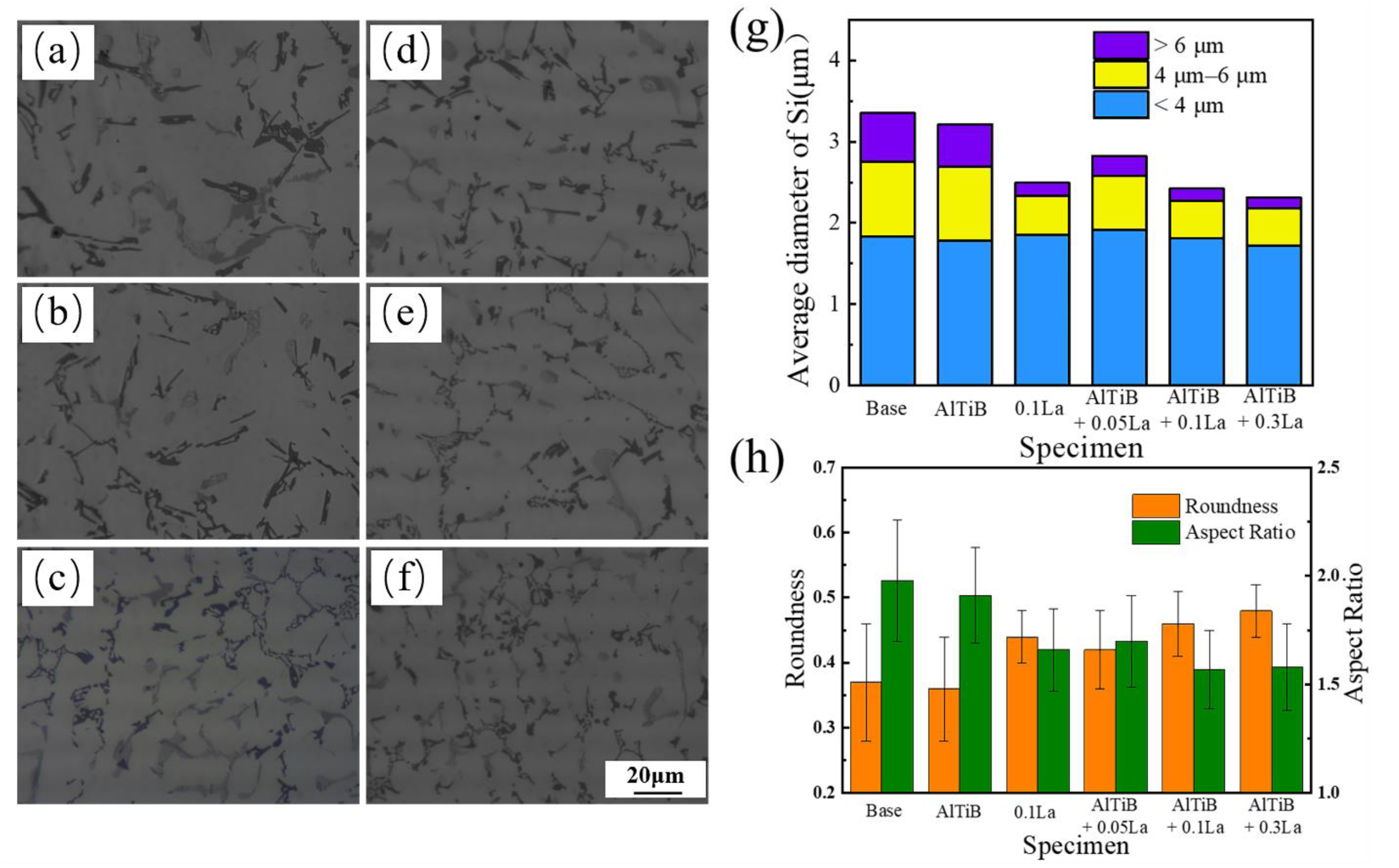
3.1.2. Morphology and Size Statistics of Eutectic Si
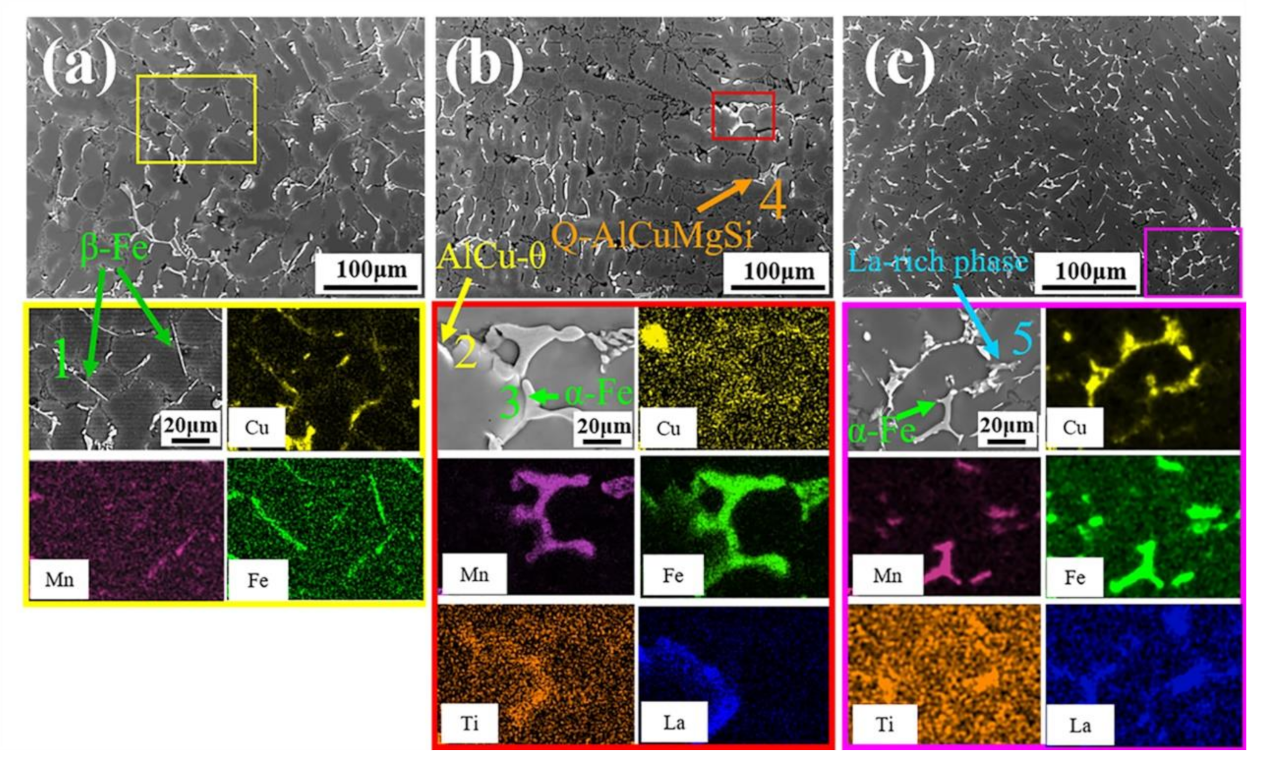
3.1.3. Two-Dimensional observation of As-Cast Intermetallics
3.2. As-Cast Performance Characterization
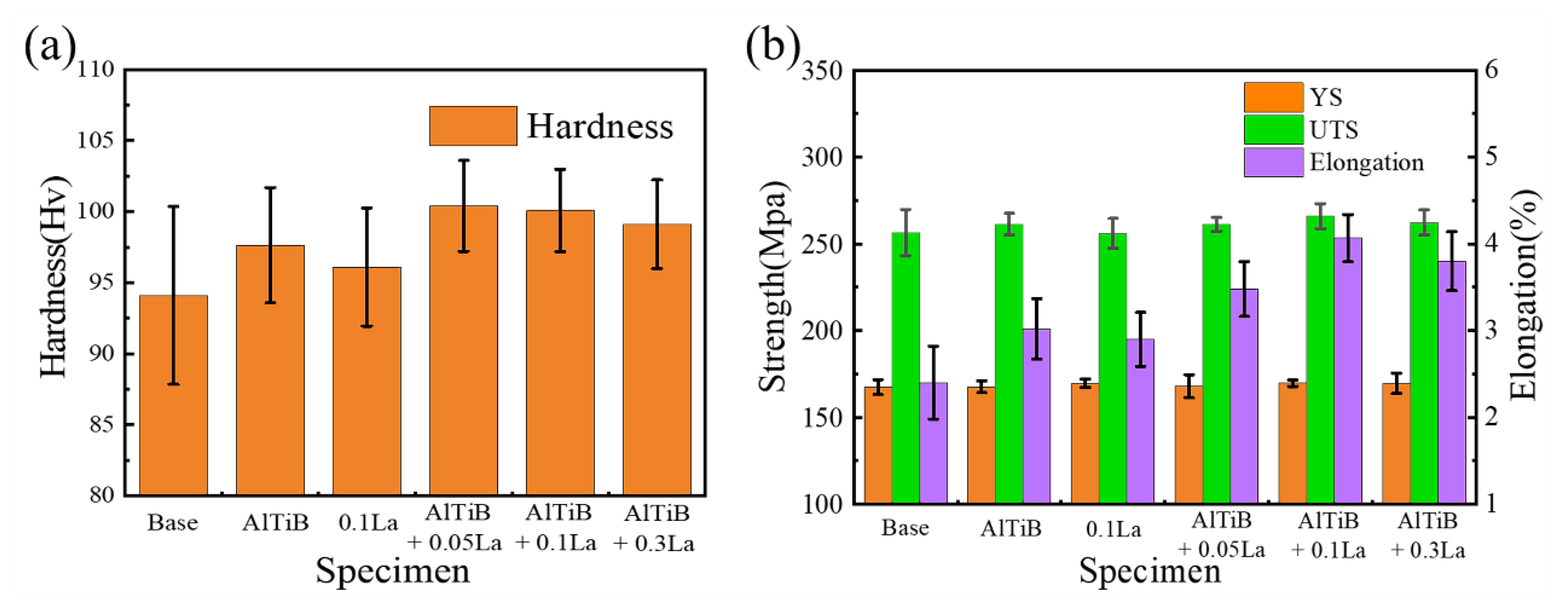
3.2.1. As-Cast Mechanical Properties Testing
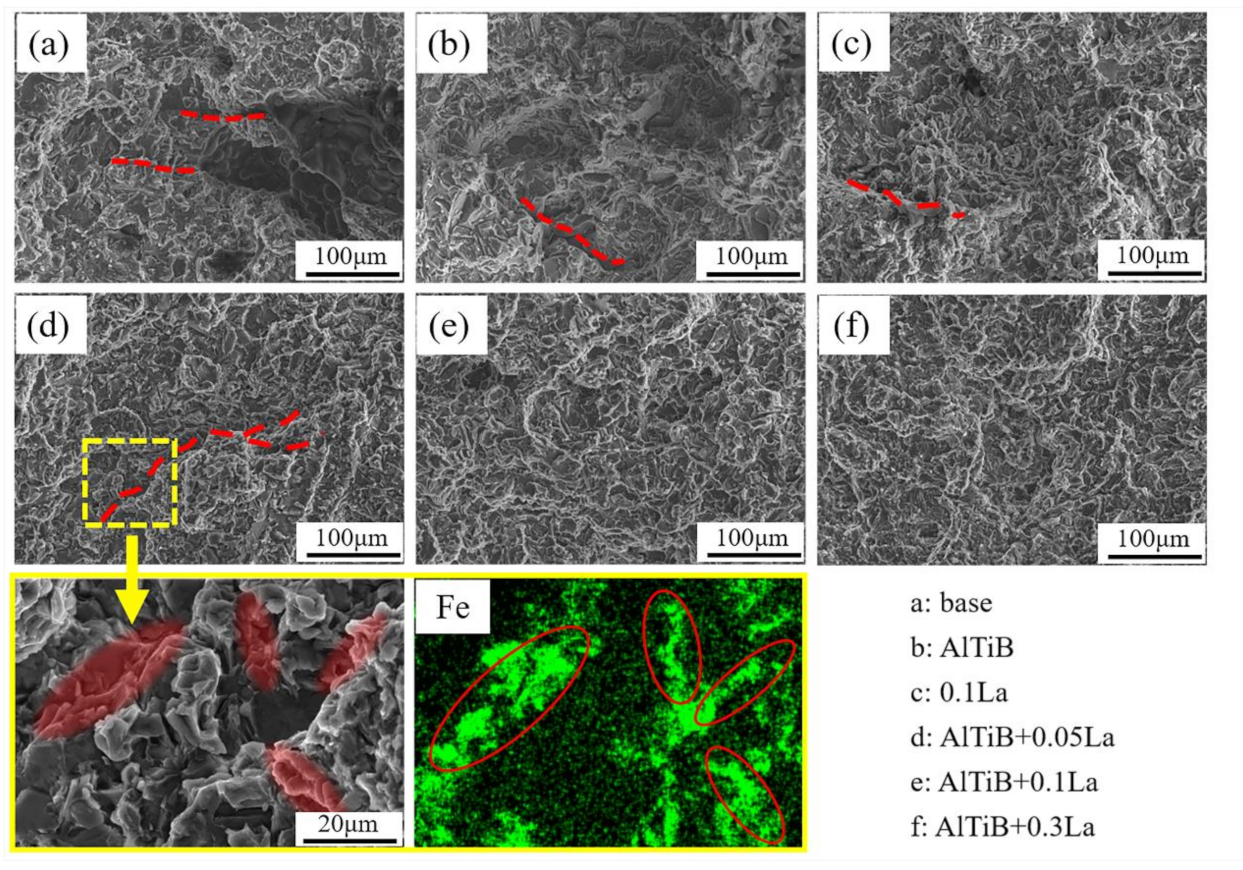
3.2.2. As-Cast Fracture Characteristics
3.3. Microstructure Characteristics after Peak Aging
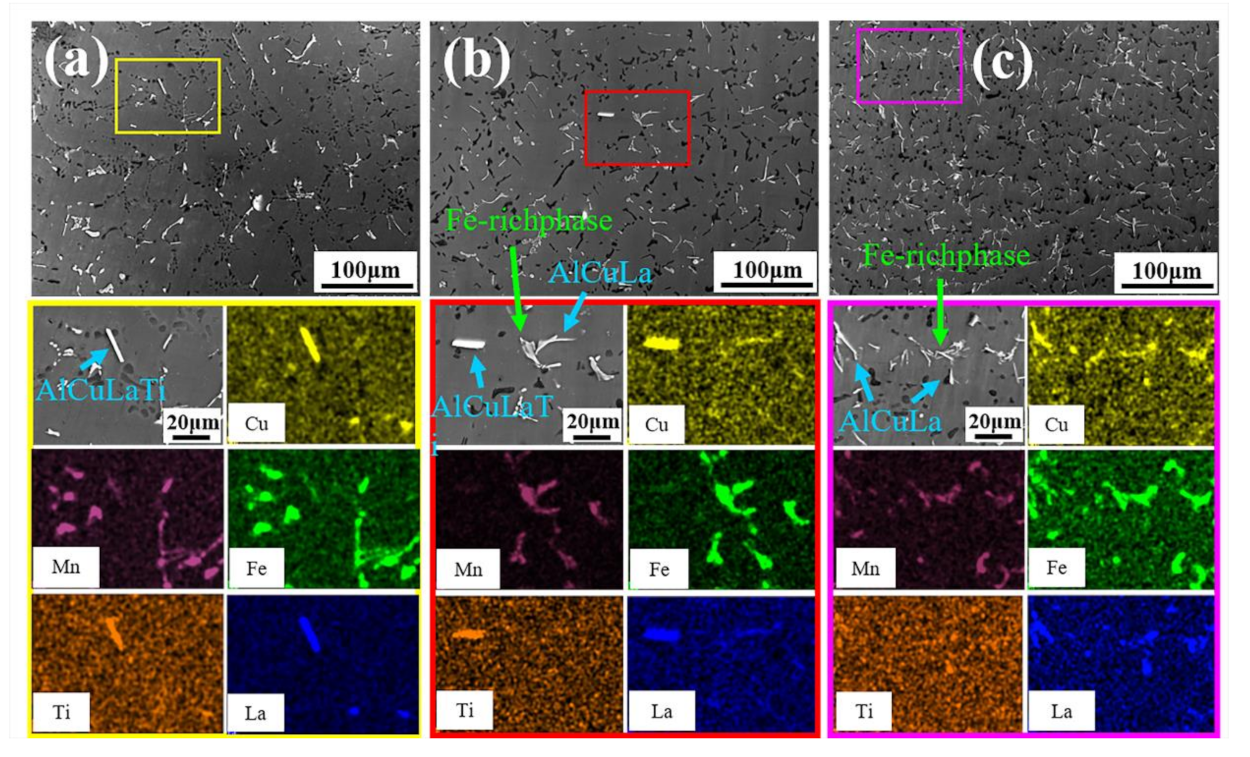
3.3.1. Two-Dimensional Observation of Intermetallics after Peak Aging
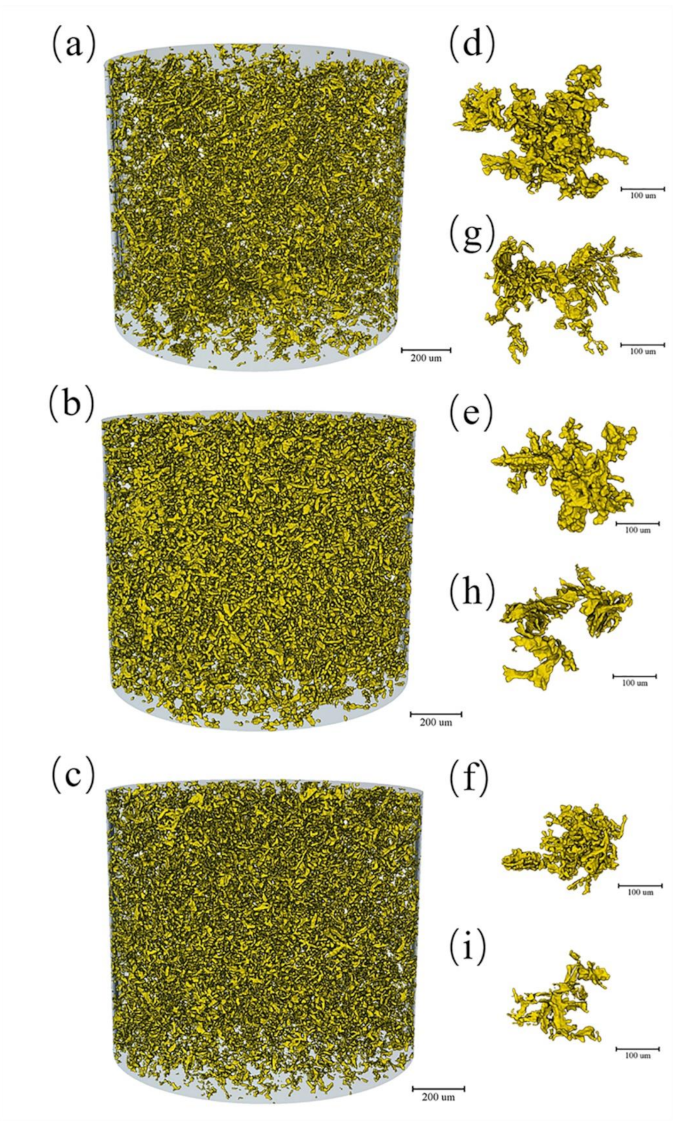
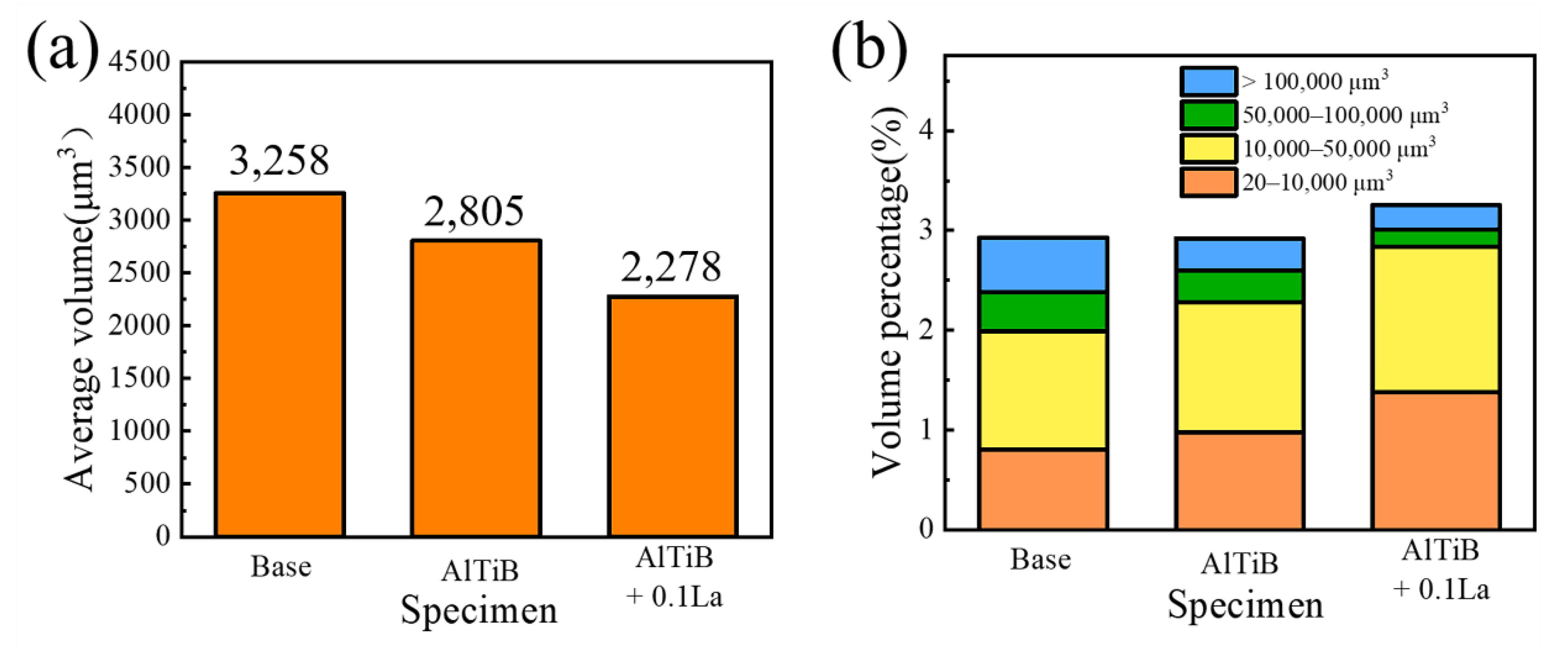
3.3.2. Three-Dimensional Characterization of Intermetallics after Peak Aging
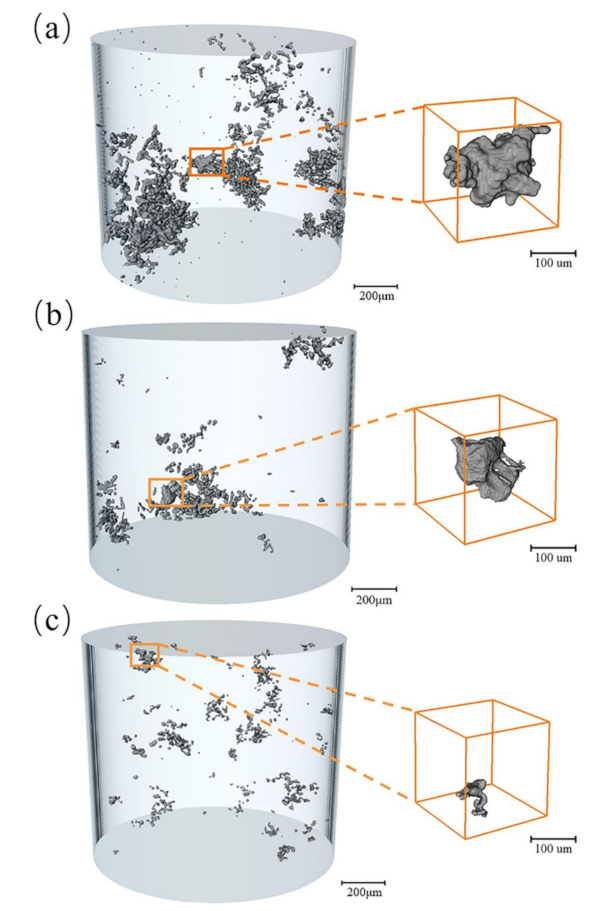
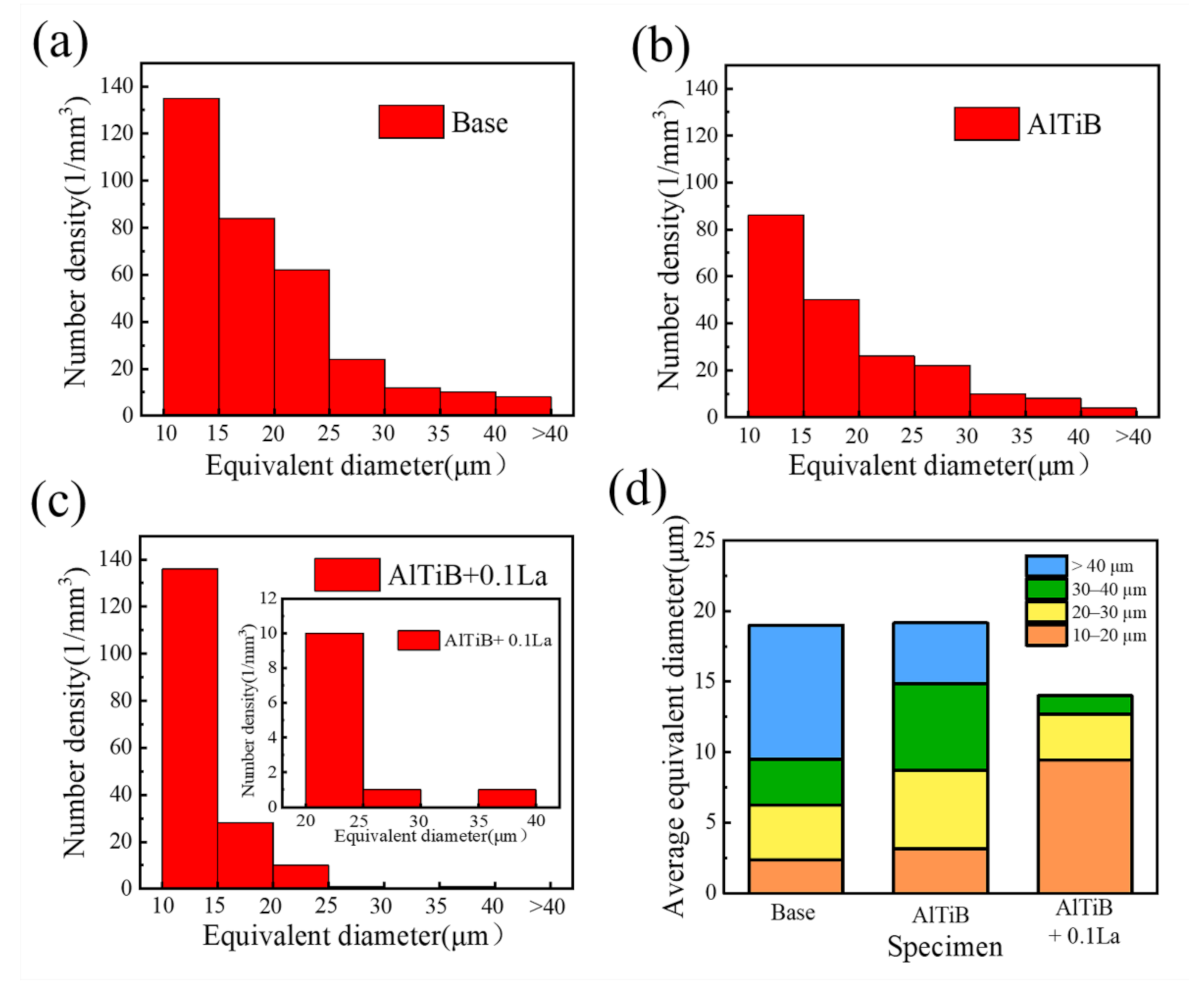
3.3.3. Three-Dimensional Characterization of Microporosity after peak aging
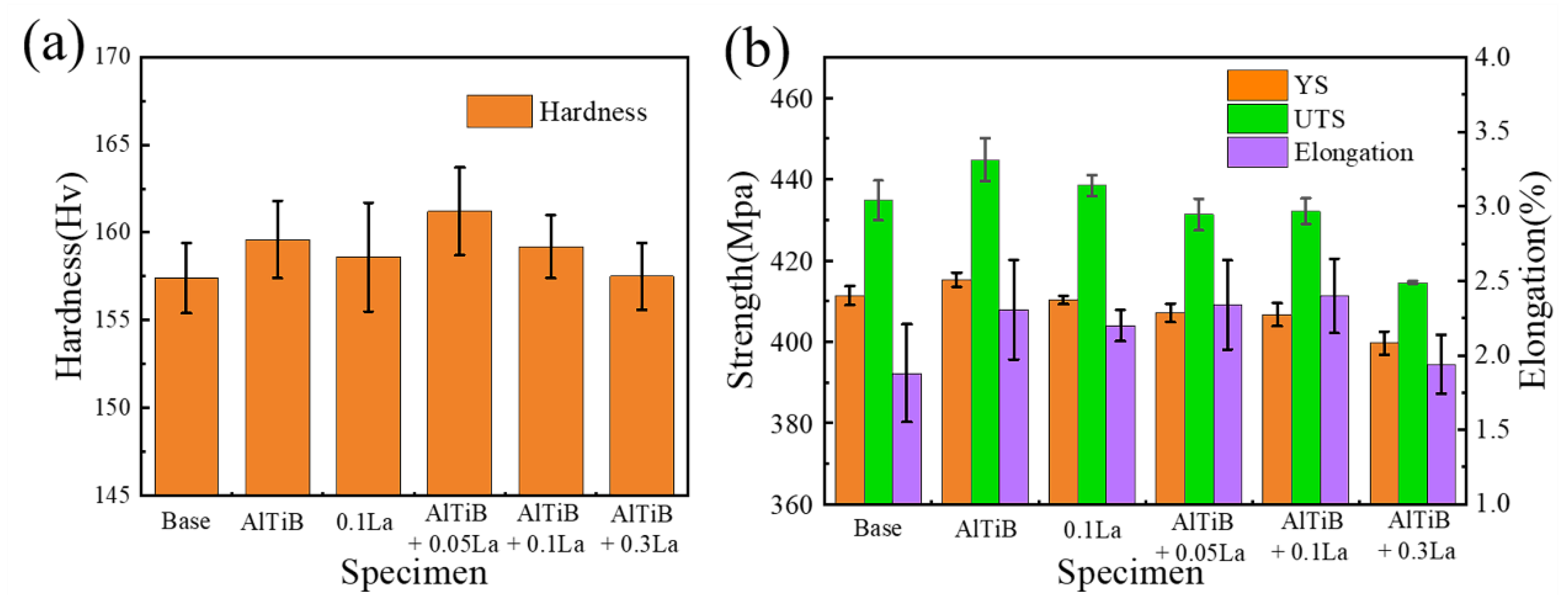
3.4. Mechanical Property Test after Peak Aging
4. Discussion
4.1. Effect of Al-Ti-B Addition on Microstructure and Properties
4.2. Effect of Composite Addition of Al-Ti-B and La on Microstructure and Properties
5. Conclusions
- (1)
- Both Al-Ti-B and La alone can have good refining effects, and the combined addition can boost their refining capacity, where the SDAS of the sample with Al-Ti-B + 0.3La is reduced by 39.8% compared with that of base;
- (2)
- La has a significant refining effect on eutectic Si, promoting the conversion of sheet eutectic Si to fibrous and granular; similarly, La can reduce the negative effects of Fe-rich intermetallics by promoting the conversion from β-Fe to less harmful α-Fe;
- (3)
- While Al-Ti-B reduces the size of micropores to a certain extent by limiting their growth space, La significantly inhibits the formation of hydrogen pores in addition to limiting their growth due to the cleaning effects of absorbing H by La, which results in a reduction of the average equivalent diameter of micropores by 30.0%;
- (4)
- In the as-cast state, the addition of La has a limited effect on the strength, which is basically maintained at 260.0 MPa in the six groups of samples, but can significantly improve the ductility, in which the elongation of AlTiB + 0.1La refined ones increases by 69.6% as compared to base;
- (5)
- Since the heat treatment did not dissolve a large number of intermetallic compounds generated by the reaction of La elements with Cu and Ti, it prevented the strength from being sufficiently enhanced and offset the improvement of the alloy by La to some extent. Corresponding to the mechanical properties of the alloy, the UTS of the Al-Ti-B-refined alloy reached 444.8 MPa, while the alloy with the combined addition of Al-Ti-B + 0.3La was only 414.6 MPa, a decrease of 6.8%, and the improvement in plasticity in the as-cast state disappeared.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hu, X.; Jiang, F.; Ai, F.; Yan, H. Effects of rare earth Er additions on microstructure development and mechanical properties of die-cast ADC12 aluminum alloy. J. Alloys Compd. 2012, 538, 21–27. [Google Scholar] [CrossRef]
- Yuan, W.; Liang, Z.; Zhang, C.; Wei, L. Effects of La addition on the mechanical properties and thermal-resistant properties of Al–Mg–Si–Zr alloys based on AA 6201. Mater. Des. 2012, 34, 788–792. [Google Scholar] [CrossRef]
- Wang, W.; Pan, Q.; Lin, G.; Wang, X.; Sun, Y.; Wang, X.; Ye, J.; Sun, Y.; Yu, Y.; Jiang, F.; et al. Microstructure and properties of novel Al-Ce-Sc, Al-Ce-Y, Al-Ce-Zr and Al-Ce-Sc-Y alloy conductors processed by die casting, hot extrusion and cold drawing. J. Mater. Sci. Technol. 2020, 58, 155–170. [Google Scholar] [CrossRef]
- Mohanty, P.; Gruzleski, J. Mechanism of grain refinement in aluminium. Acta Met. Mater. 1995, 43, 2001–2012. [Google Scholar] [CrossRef]
- Yu, L.; Liu, X. Ti transition zone on the interface between TiC and aluminum melt and its influence on melt viscosity. J. Mater. Process. Technol. 2007, 182, 519–524. [Google Scholar] [CrossRef]
- Ma, T.; Chen, Z.; Nie, Z.; Huang, H. Microstructure of Al-Ti-B-Er refiner and its grain refining performance. J. Rare Earths 2013, 31, 622–627. [Google Scholar] [CrossRef]
- Maxwell, I.; Hellawell, A. A simple model for grain refinement during solidification. Acta Met. 1975, 23, 229–237. [Google Scholar] [CrossRef]
- Yan, G.; Wenlin, C.; Zhen, G.; Liang, W. Effect of Rare Earth Metals on Mechanical and Corrosion Properties of Al-Zn-Mg-Cu-Zr Alloy. Rare Met. Mater. Eng. 2017, 46, 2070–2075. [Google Scholar] [CrossRef]
- Colombo, M.; Gariboldi, E.; Morri, A. Influences of different Zr additions on the microstructure, room and high temperature mechanical properties of an Al-7Si-0.4Mg alloy modified with 0.25%Er. Mater. Sci. Eng. A 2018, 713, 151–160. [Google Scholar] [CrossRef]
- Barkov, R.Y.; Prosviryakov, A.S.; Khomutov, M.G.; Pozdniakov, A.V. Effect of the Zr and Er Content on the Structure and Properties of the Al–5Si–1.3Cu–0.5Mg Alloy. Phys. Met. Metallogr. 2021, 122, 614–620. [Google Scholar] [CrossRef]
- Barkov, R.Y.; Mochugovskiy, A.G.; Khomutov, M.G.; Pozdniakov, A.V. Effect of Zr and Er Small Additives on the Phase Composition and Mechanical Properties of Al–5Si–1.3Cu–0.5Mg Alloy. Phys. Met. Metallogr. 2021, 122, 161–168. [Google Scholar] [CrossRef]
- Colombo, M.; Gariboldi, E.; Morri, A. Er addition to Al-Si-Mg-based casting alloy: Effects on microstructure, room and high temperature mechanical properties. J. Alloys Compd. 2017, 708, 1234–1244. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, J.; Wang, B.; Xue, C.; Liu, X. Quantifying the effects of Sc and Ag on the microstructure and mechanical properties of Al–Cu alloys. Mater. Sci. Eng. A 2021, 831, 142355. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, K.-H.; Fang, H.-C.; Qi, X.-W.; Liu, G. Effect of Yb addition on strength and fracture toughness of Al-Zn-Mg-Cu-Zr aluminum alloy. Trans. Nonferrous Met. Soc. China 2008, 18, 1037–1042. [Google Scholar] [CrossRef]
- Zheng, Q.; Zhang, L.; Jiang, H.; Zhao, J.; He, J. Effect mechanisms of micro-alloying element La on microstructure and mechanical properties of hypoeutectic Al-Si alloys. J. Mater. Sci. Technol. 2020, 47, 142–151. [Google Scholar] [CrossRef]
- Mao, G.; Liu, S.; Wu, Z.; Zhu, C.; Gao, W. The effects of Y on primary α-Al and precipitation of hypoeutectic Al-Si alloy. Mater. Lett. 2020, 271, 127795. [Google Scholar] [CrossRef]
- Ahmad, R.; Asmael, M.B.A. Influence of Lanthanum on Solidification, Microstructure, and Mechanical Properties of Eutectic Al-Si Piston Alloy. J. Mater. Eng. Perform. 2016, 25, 2799–2813. [Google Scholar] [CrossRef]
- Nogita, K.; McDonald, S.D.; Dahle, A.K. Eutectic Modification of Al-Si Alloys with Rare Earth Metals. Mater. Trans. 2004, 45, 323–326. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Lee, P.D.; Hamilton, R.W.; Li, M.; Allison, J. The kinetics of Fe-rich intermetallic formation in aluminium alloys: In situ observation. Scr. Mater. 2009, 60, 516–519. [Google Scholar] [CrossRef]
- Taylor, J.; Schaffer, G.; Stjohn, D. The role of iron in the formation of porosity in Al-Si-Cu-Based casting alloys: Part II. A phase-diagram approach. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1999, 30, 1651–1655. [Google Scholar] [CrossRef]
- Murali, S.; Raman, K.S.; Murthy, K.S.S. Morphological studies on β-FeSiAl5 phase in Al-7-Si-0.3Mg alloy with trace additions of Be, Mn, Cr, and Co. Mater. Charact. 1994, 33, 99–112. [Google Scholar] [CrossRef]
- Shi, Z.; Wang, Q.; Zhao, G.; Zhang, R. Effects of erbium modification on the microstructure and mechanical properties of A356 aluminum alloys. Mater. Sci. Eng. A 2015, 626, 102–107. [Google Scholar] [CrossRef]
- Li, Z.; Yan, H. Modification of primary α-Al, eutectic silicon and β-Al5FeSi phases in as-cast AlSi10Cu3 alloys with (La+Yb) addition. J. Rare Earths 2015, 33, 995–1003. [Google Scholar] [CrossRef]
- Dash, M.; Makhlouf, M. Effect of key alloying elements on the feeding characteristics of aluminum–silicon casting alloys. J. Light Met. 2001, 1, 251–265. [Google Scholar] [CrossRef]
- Moustafa, M.A. Effect of iron content on the formation of β-Al5Fe Si and porosity in Al–Si eutectic alloys. J. Mater. Process. Technol. 2009, 209, 605–610. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, K.; Wang, B.; Liang, T.; Han, J.; Wang, J. Accelerating pore nucleation and eutectic Si growth kinetics by increasing Cu and Sc for Al-Si-Mg alloys: In-situ observation. J. Alloys Compd. 2021, 869, 159173. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, M.; Wang, J. Quantifying the effects of cooling rates and alloying additions on the microporosity formation in Al alloys. Mater. Today Commun. 2021, 28, 102524. [Google Scholar] [CrossRef]
- Liu, K.; Wang, J.; Yang, Y.; Zhou, Y. Effect of cooling rate on carbides in directionally solidified nickel-based single crystal superalloy: X-ray tomography and U-net CNN quantification. J. Alloys Compd. 2021, 883, 160723. [Google Scholar] [CrossRef]
- Liu, K.; Wang, J.; Yang, Y.; Zhou, Y.; Yang, Y.; Cao, C. An integrated microporosity model of 3D X-ray micro-tomography and directional solidification simulations for Ni-based single crystal superalloys. Comput. Mater. Sci. 2021, 188, 110172. [Google Scholar] [CrossRef]
- Ghassemali, E.; Riestra, M.; Bogdanoff, T.; Kumar, B.S.; Seifeddine, S. Hall-Petch equation in a hypoeutectic Al-Si cast alloy: Grain size vs. secondary dendrite arm spacing. Procedia Eng. 2017, 207, 19–24. [Google Scholar] [CrossRef]
- Yan, K.-J.; Huang, W.-Q.; Zuo, Z.-X.; Ren, P.-R.; Li, D.-W.; Zhao, C.-Z.; Song, J.-N.; Zhang, X.-B. Microstructure based analysis and predictive modeling of cast Al7Si1.5Cu0.4Mg alloy mechanical properties. Mater. Today Commun. 2021, 30, 103102. [Google Scholar] [CrossRef]
- Ding, W.; Zhao, X.; Chen, T.; Zhang, H.; Liu, X.; Cheng, Y.; Lei, D. Effect of rare earth Y and Al–Ti–B master alloy on the microstructure and mechanical properties of 6063 aluminum alloy. J. Alloys Compd. 2020, 830, 154685. [Google Scholar] [CrossRef]
- Easton, M.; StJohn, D. An analysis of the relationship between grain size, solute content, and the potency and number density of nucleant particles. Met. Mater. Trans. A 2005, 36, 1911–1920. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, K.; Han, J.; Qian, F.; Wang, J.; Guan, S. Investigating the role of Cu, Zr and V on the evolution of microstructure and properties of Al-Si-Mg cast alloys. Mater. Today Commun. 2021, 26, 102055. [Google Scholar] [CrossRef]
- Li, J.H.; Suetsugu, S.; Tsunekawa, Y.; Schumacher, P. Refinement of Eutectic Si Phase in Al-5Si Alloys with Yb Additions. Metall. Mater. Trans. A. 2013, 44, 669–681. [Google Scholar] [CrossRef]
- Jia, K.; Yu, W.-B.; Yao, J.-M.; Zhang, S.; Wu, H. Al–9.00% Si–0.25% Mg alloys modified by ytterbium. Rare Met. 2017, 36, 95–100. [Google Scholar] [CrossRef]
- Li, Z.; Samuel, A.M.; Samuel, F.H.; Ravindran, C.; Valtierra, S. Effect of alloying elements on the segregation and dissolution of CuAl2 phase in Al-Si-Cu 319 alloys. J. Mater. Sci. 2003, 38, 1203–1218. [Google Scholar] [CrossRef]
- Rømming, C.; Hansen, V.; Gjønnes, J. Crystal structure of β-Al4.5FeSi. Acta Crystallogr. Sect. B Struct. Sci. Cryst. Eng. Mater. 1994, 50, 307–312. [Google Scholar] [CrossRef]
- Xue, C.; Zhang, Y.; Mao, P.; Liu, C.; Guo, Y.; Qian, F.; Zhang, C.; Liu, K.; Zhang, M.; Tang, S.; et al. Improving mechanical properties of wire arc additively manufactured AA2196 Al–Li alloy by controlling solidification defects. Addit. Manuf. 2021, 43, 102019. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Al | Si | Cu | Fe | Mg | Mn | Ti | La |
|---|---|---|---|---|---|---|---|---|
| Base | 89.13 | 7.18 | 3.56 | 0.44 | 0.29 | 0.30 | - | - |
| AlTiB | 89.45 | 7.12 | 3.39 | 0.44 | 0.28 | 0.30 | 0.03 | - |
| 0.1La | 89.20 | 7.10 | 3.48 | 0.43 | 0.29 | 0.29 | - | 0.11 |
| AlTiB + 0.05La | 89.25 | 7.20 | 3.38 | 0.42 | 0.26 | 0.31 | 0.03 | 0.06 |
| AlTiB + 0.1La | 89.14 | 7.15 | 3.49 | 0.43 | 0.28 | 0.30 | 0.03 | 0.09 |
| AlTiB + 0.3La | 88.81 | 7.20 | 3.55 | 0.42 | 0.29 | 0.30 | 0.03 | 0.31 |
| Number | Al | Si | Cu | Mg | Fe | Mn | La | Intermetallic |
|---|---|---|---|---|---|---|---|---|
| 1 | 93.08 | 1.75 | 3.99 | - | 1.18 | - | - | β-Fe |
| 2 | 94.36 | - | 5.64 | - | - | - | - | AlCu-θ |
| 3 | 80.60 | 8.05 | 2.06 | - | 5.25 | 4.04 | - | α-Fe |
| 4 | 91.41 | 3.79 | 1.76 | 3.04 | - | - | - | Q-AlCuMgSi |
| 5 | 88.01 | 2.86 | 7.67 | - | - | - | 1.46 | La-rich phase |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Wang, B.; Li, Q.; Wang, J.; Zhang, C.; Xue, C.; Yang, X.; Tian, G.; Liu, X.; Tang, H. Quantifying the Effects of Grain Refiners Al-Ti-B and La on the Microstructure and Mechanical Properties of W319 Alloy. Metals 2022, 12, 627. https://doi.org/10.3390/met12040627
Liu X, Wang B, Li Q, Wang J, Zhang C, Xue C, Yang X, Tian G, Liu X, Tang H. Quantifying the Effects of Grain Refiners Al-Ti-B and La on the Microstructure and Mechanical Properties of W319 Alloy. Metals. 2022; 12(4):627. https://doi.org/10.3390/met12040627
Chicago/Turabian StyleLiu, Xinxiu, Bing Wang, Quan Li, Junsheng Wang, Chi Zhang, Chengpeng Xue, Xinghai Yang, Guangyuan Tian, Xiaoguang Liu, and Hongqun Tang. 2022. "Quantifying the Effects of Grain Refiners Al-Ti-B and La on the Microstructure and Mechanical Properties of W319 Alloy" Metals 12, no. 4: 627. https://doi.org/10.3390/met12040627
APA StyleLiu, X., Wang, B., Li, Q., Wang, J., Zhang, C., Xue, C., Yang, X., Tian, G., Liu, X., & Tang, H. (2022). Quantifying the Effects of Grain Refiners Al-Ti-B and La on the Microstructure and Mechanical Properties of W319 Alloy. Metals, 12(4), 627. https://doi.org/10.3390/met12040627