
New Equipment and Method for Refining the Solidified Grain Structure


Abstract
:1. Introduction
2. Methods of Grain Refinement
2.1. Grain Refinement by Grain Refinement Material
- (i)
- It must be wetted in the solidified solid phase;
- (ii)
- It must be in a solid state at the solidification temperature, i.e., it must not melt or dissolve during the technological process;
- (iii)
- It must not sediment or float (particles must have nearly identical densities);
- (iv)
- It must not significantly change the workpiece’s physical and mechanical properties.
2.2. Grain Refinement by Own Particles
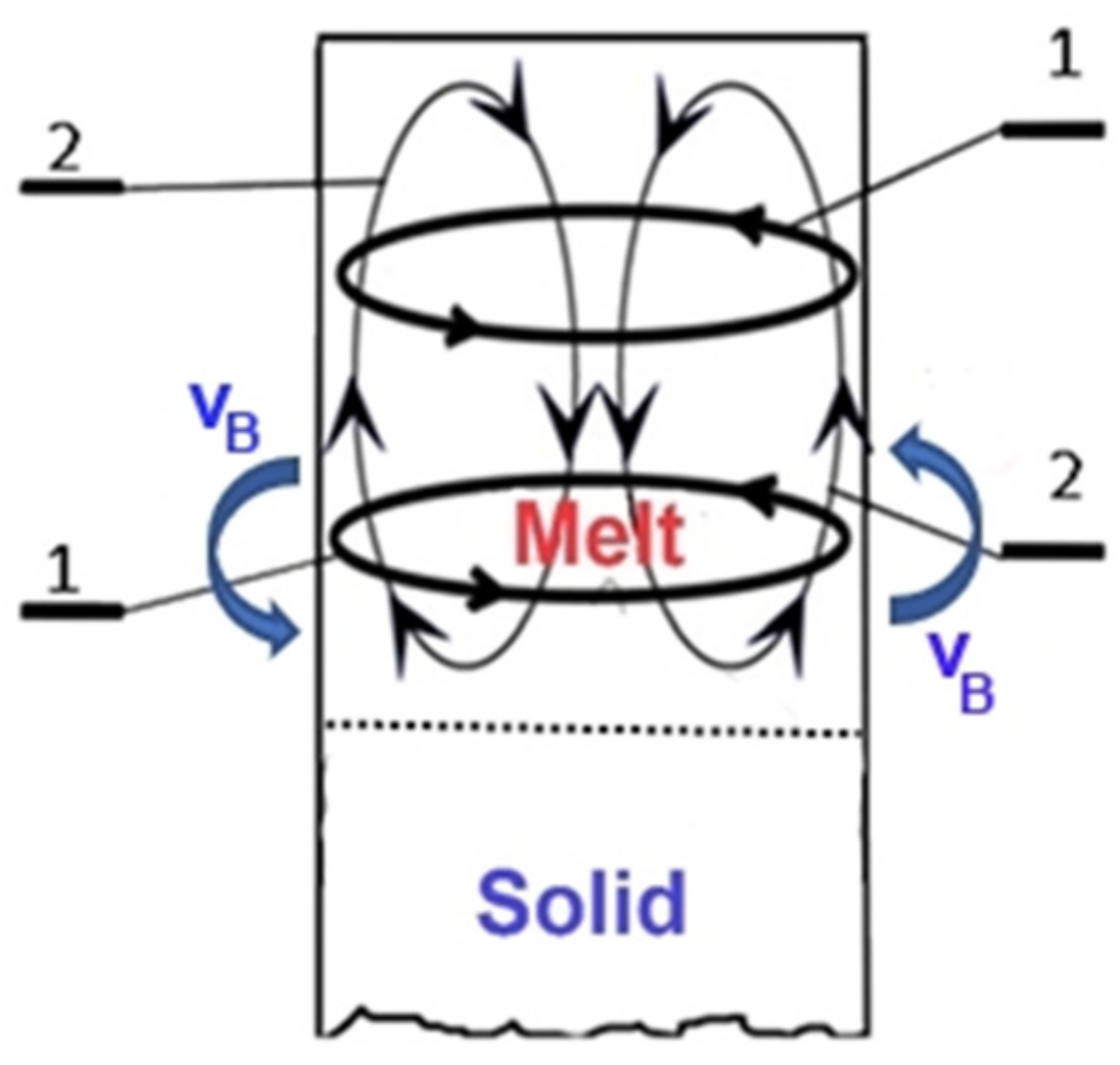
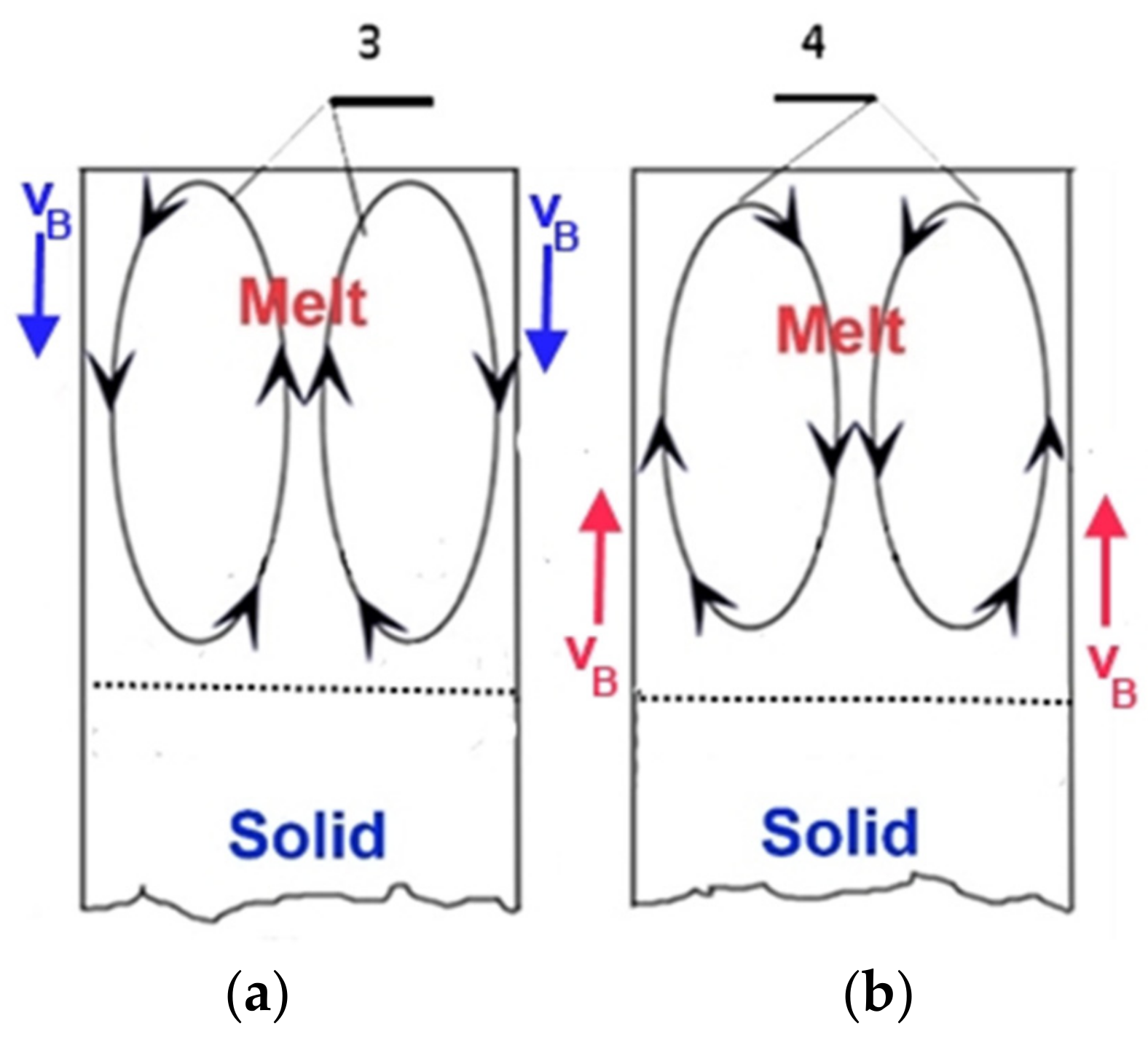
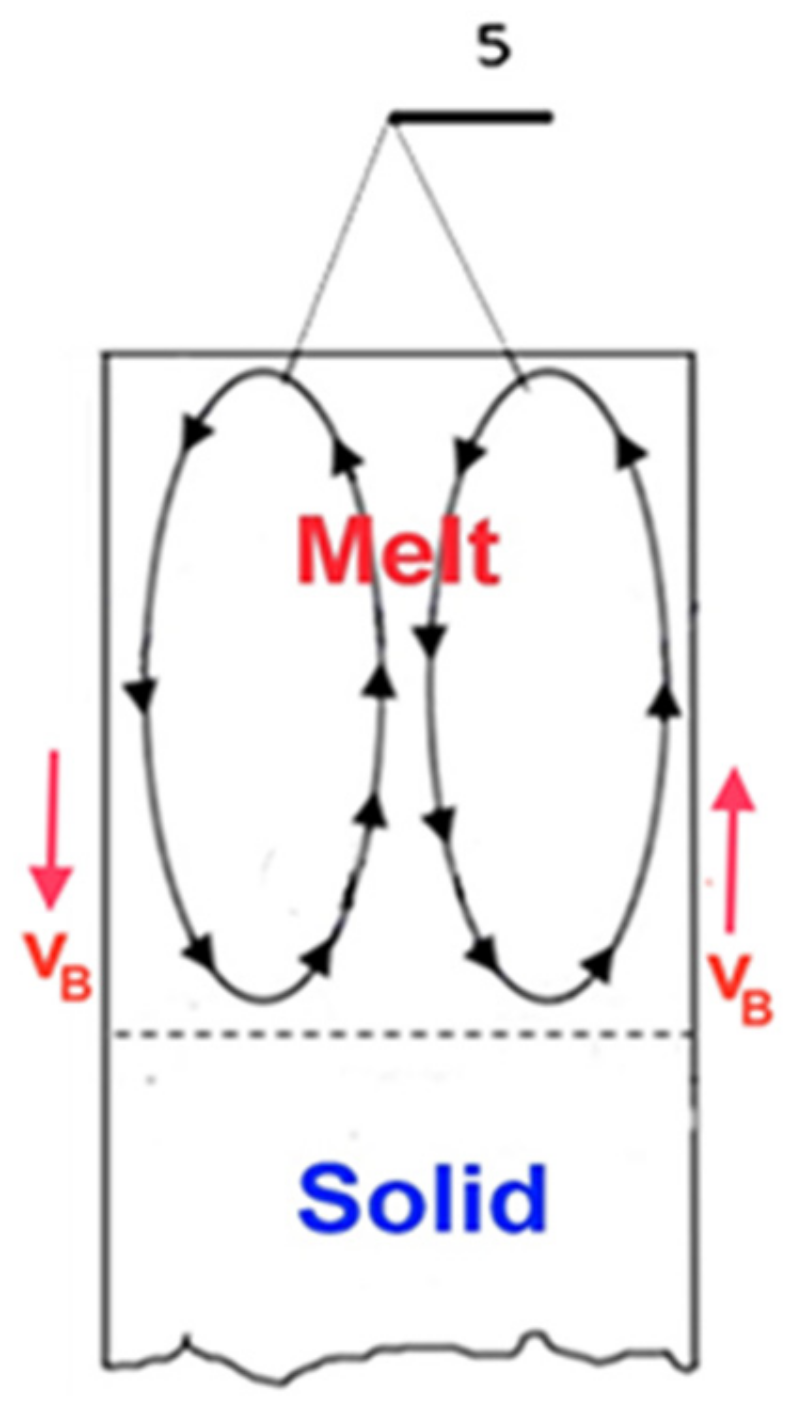
2.3. Grain Refinement by Magnetic Field Stirring
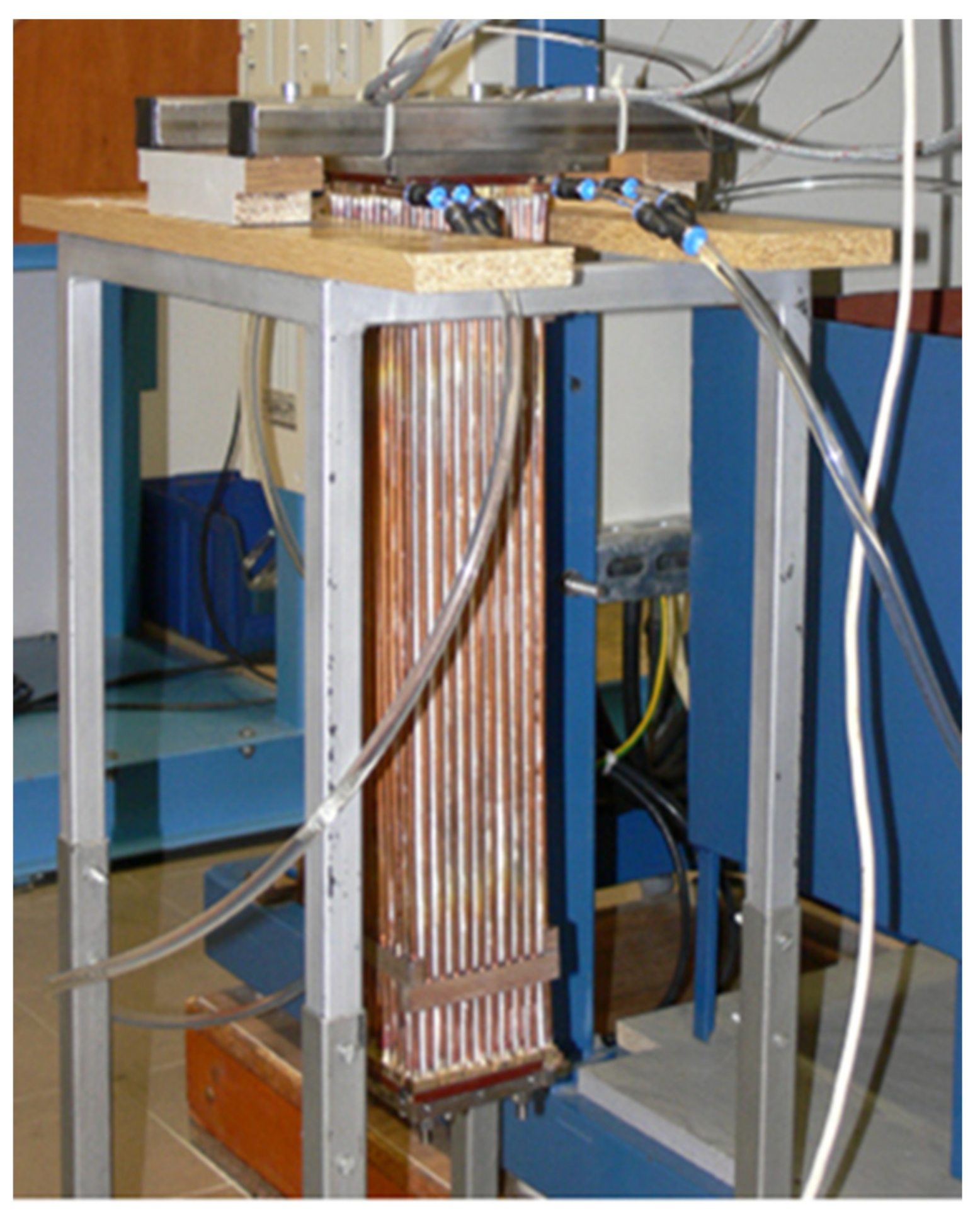
3. New Equipment
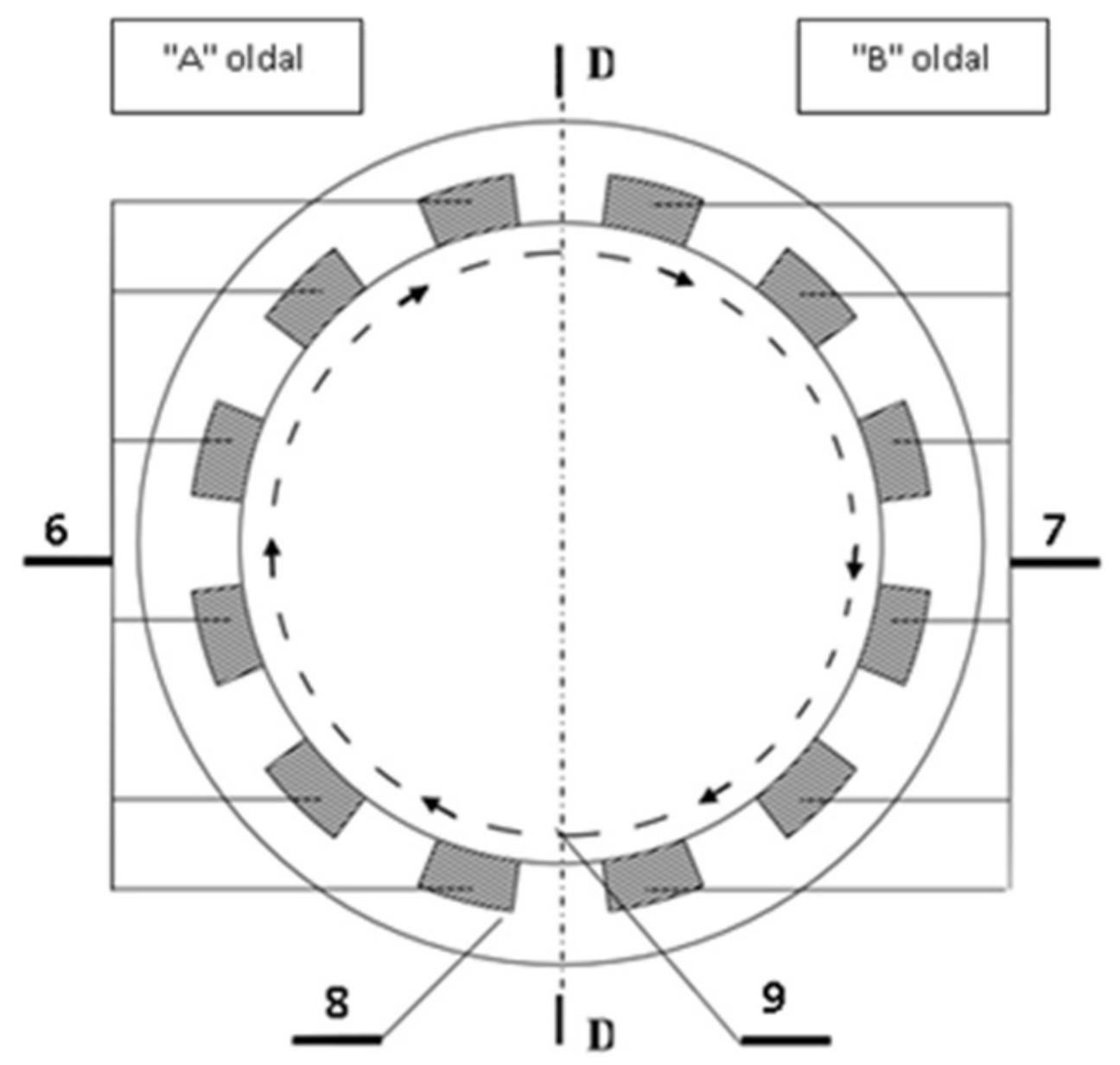
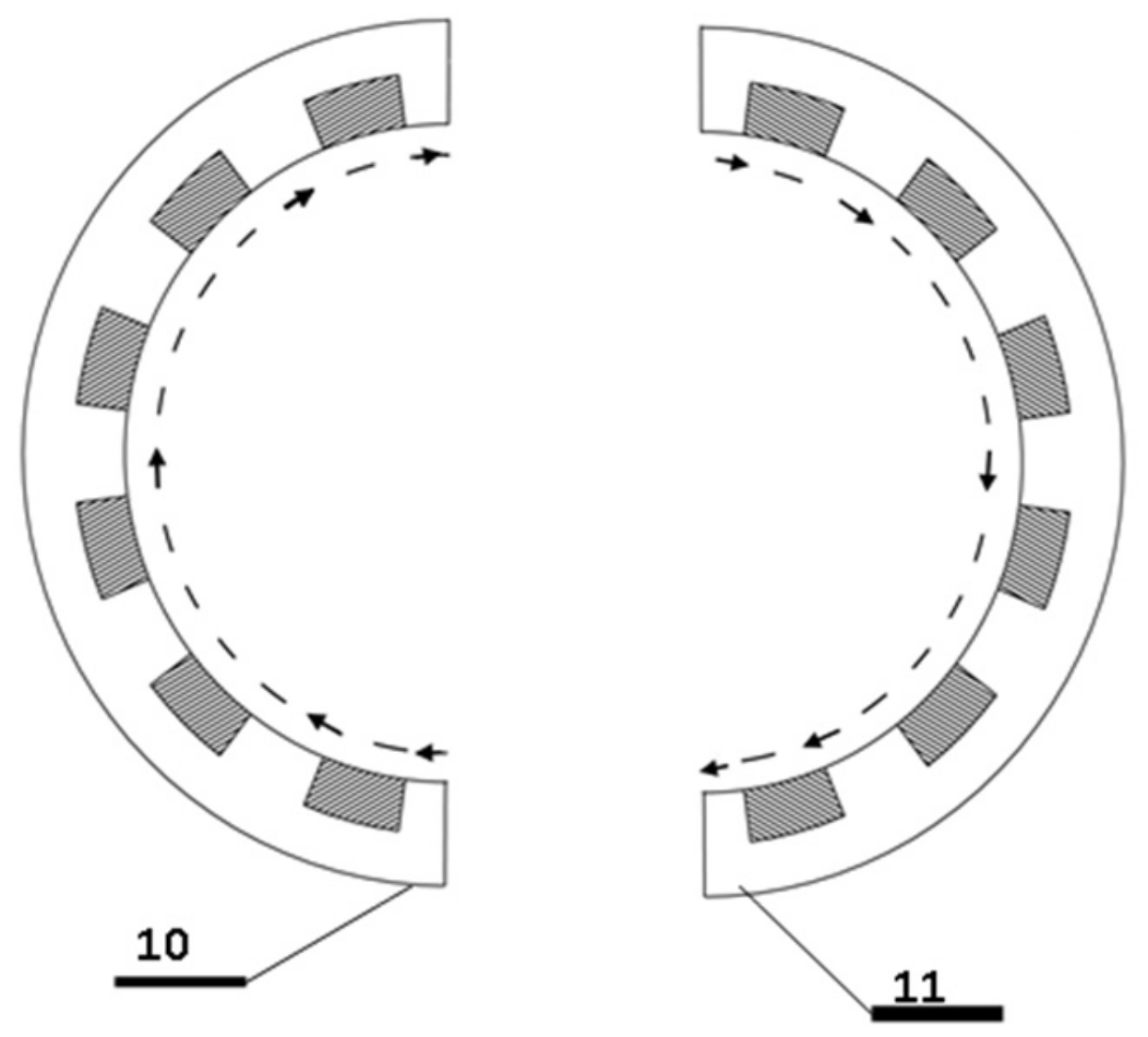
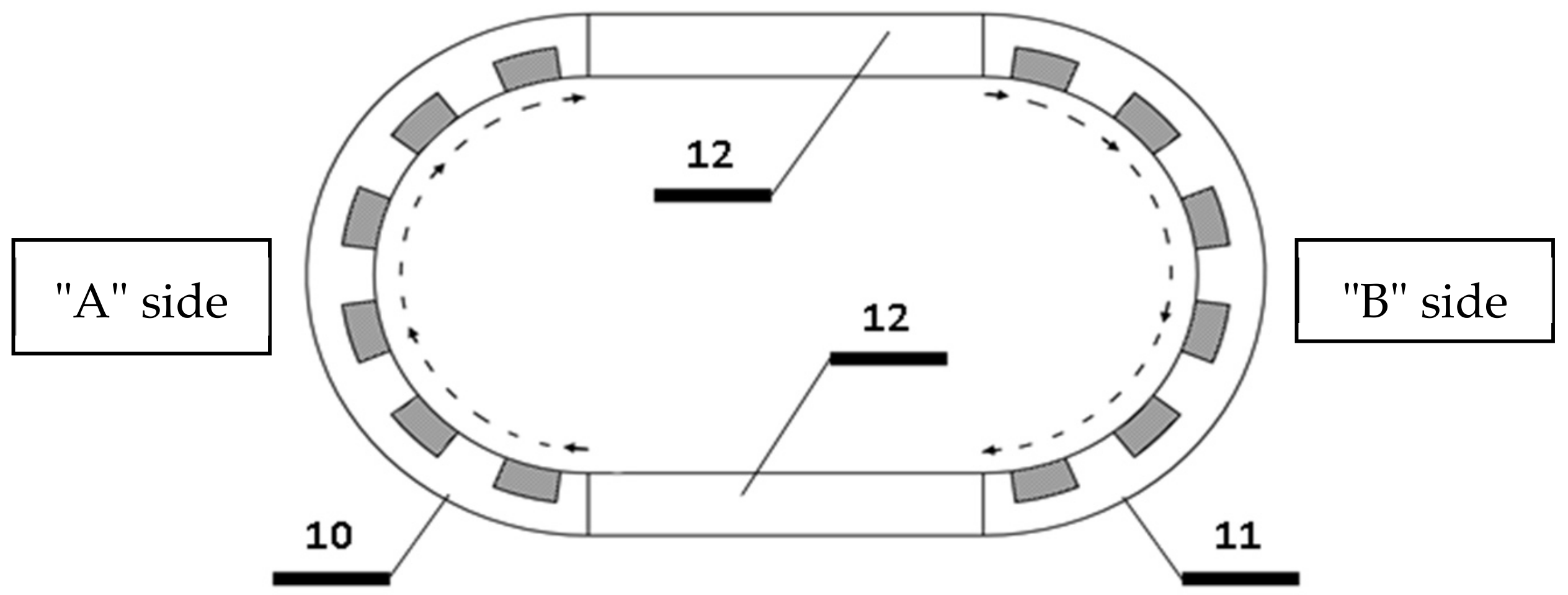
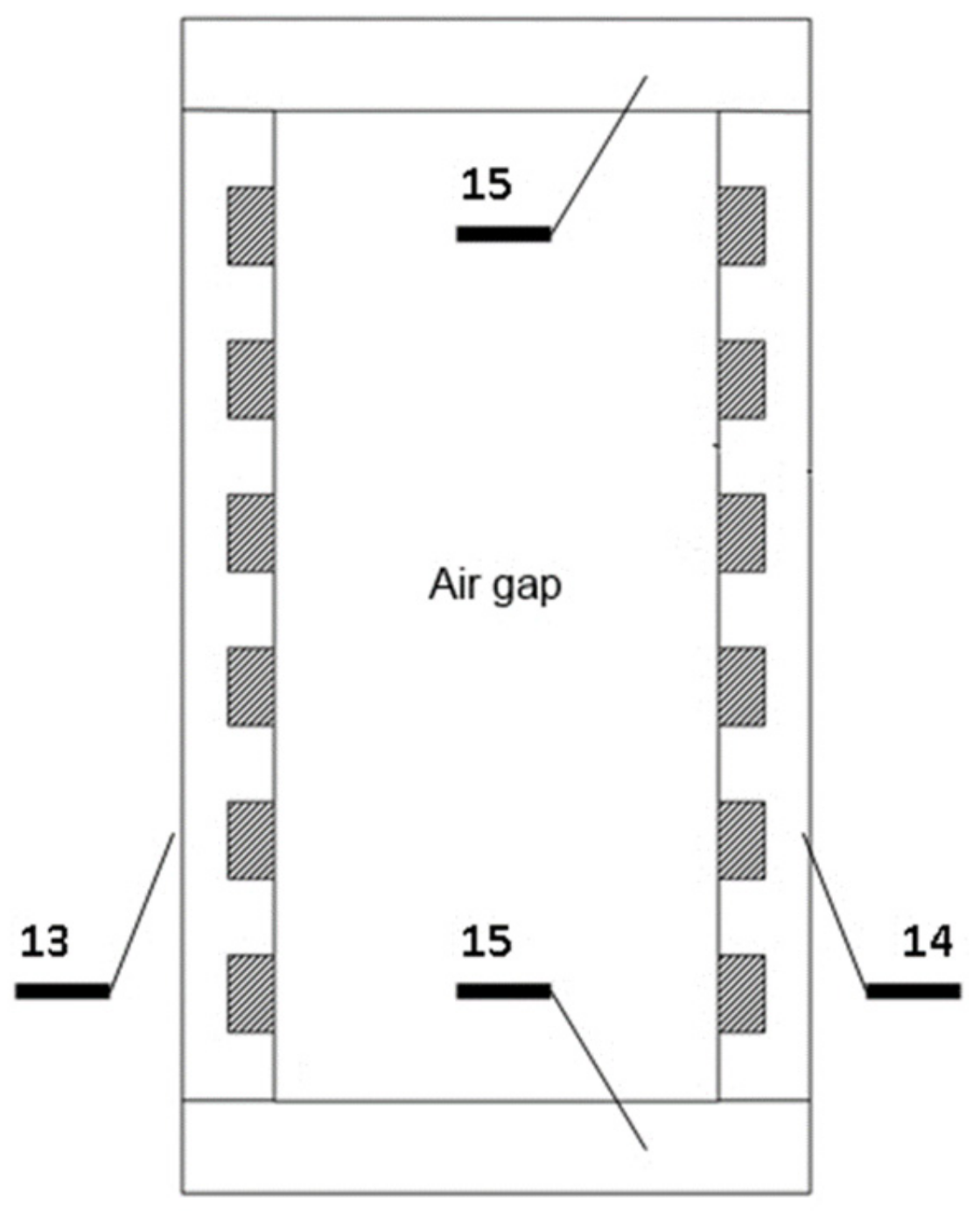
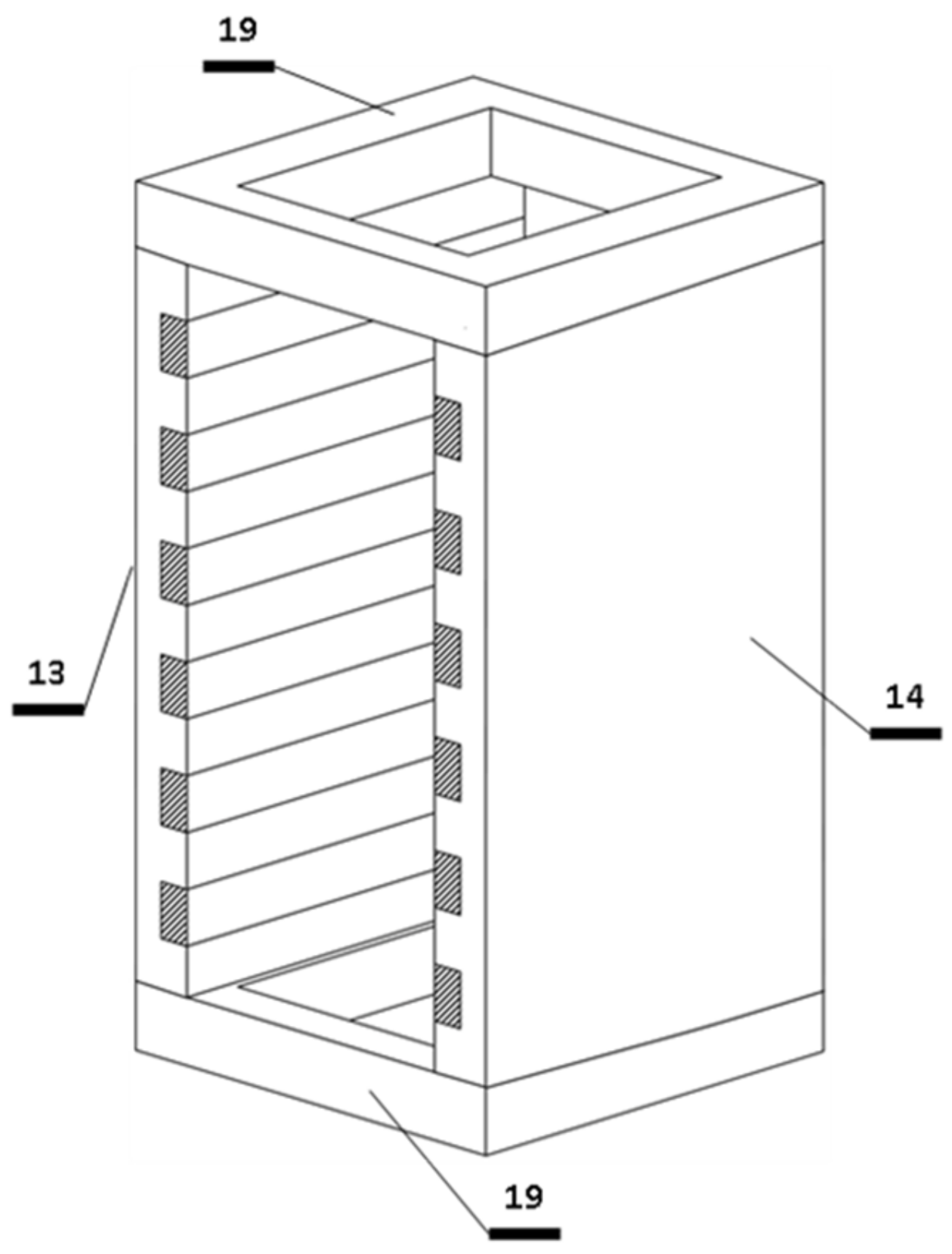
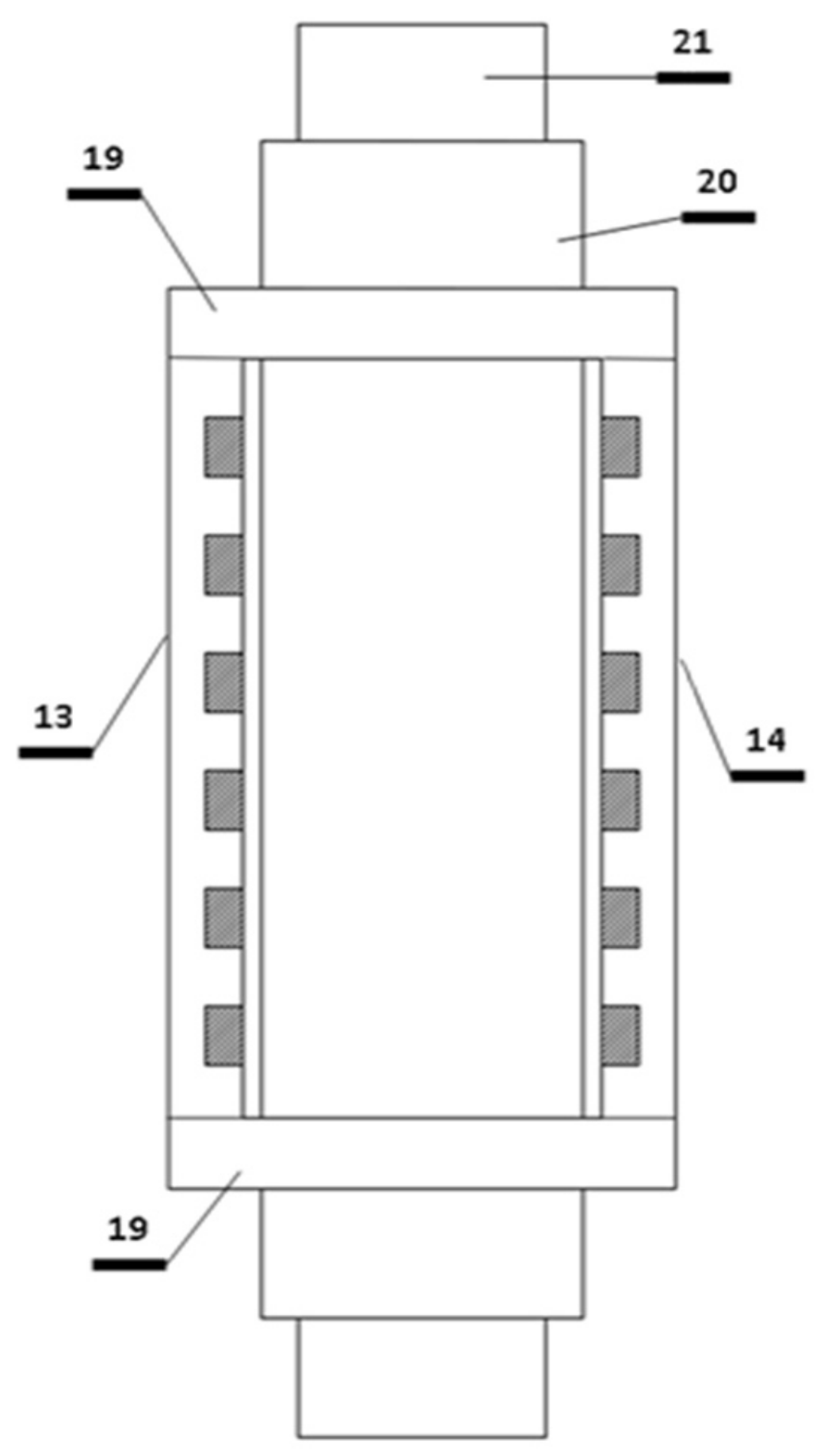
3.1. The Principle of the Developed TMF Facility
- (i)
- TMF twin inductor (“13”, “14”, “19”);
- (ii)
- Thermal insulation and heating–cooling mantle of solidification channel (“20”);
- (iii)
- Solidification channel (“21”).
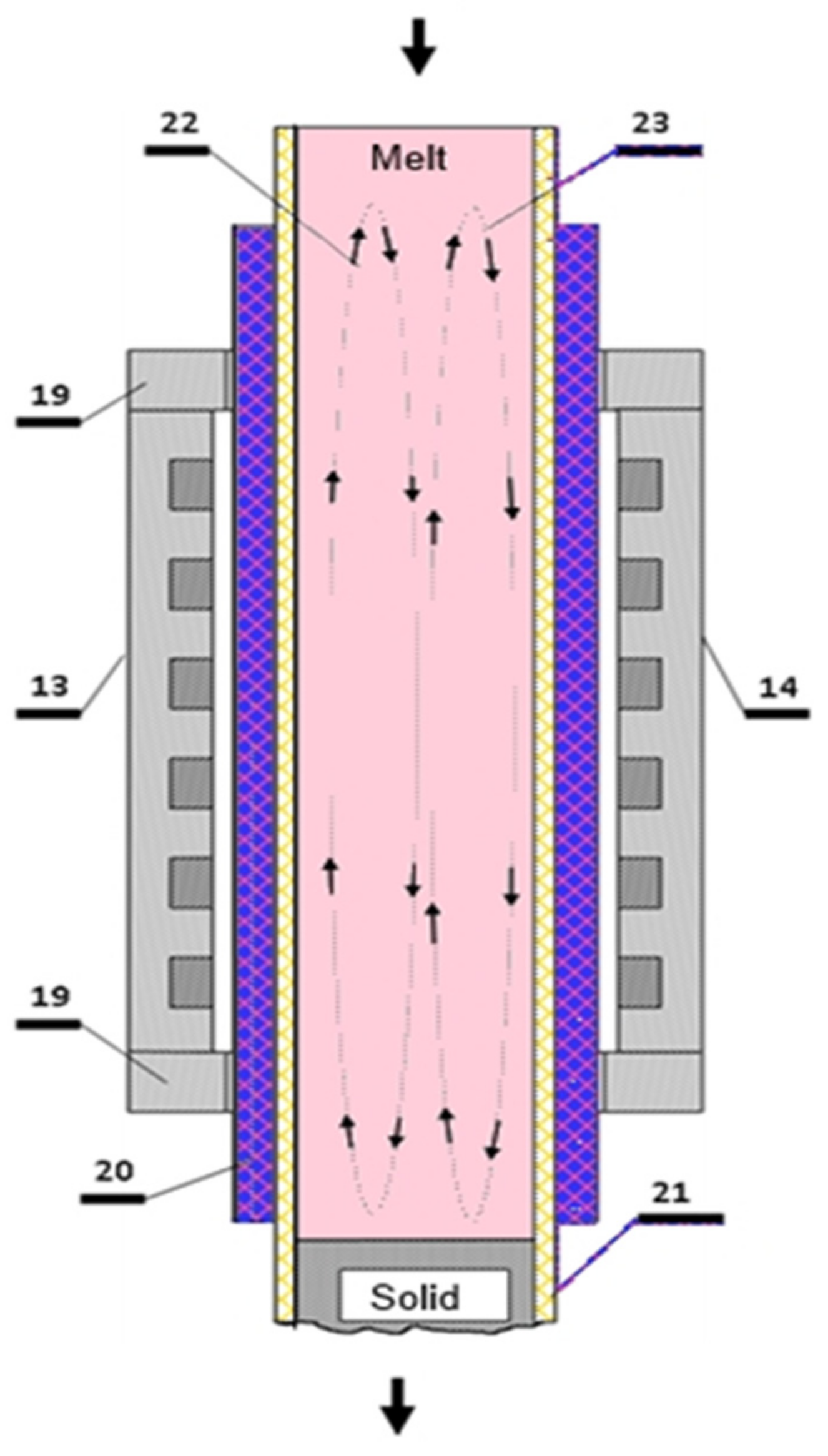
3.2. Solidification Facility with Traveling Magnetic Field Stirrer
4. Experiments
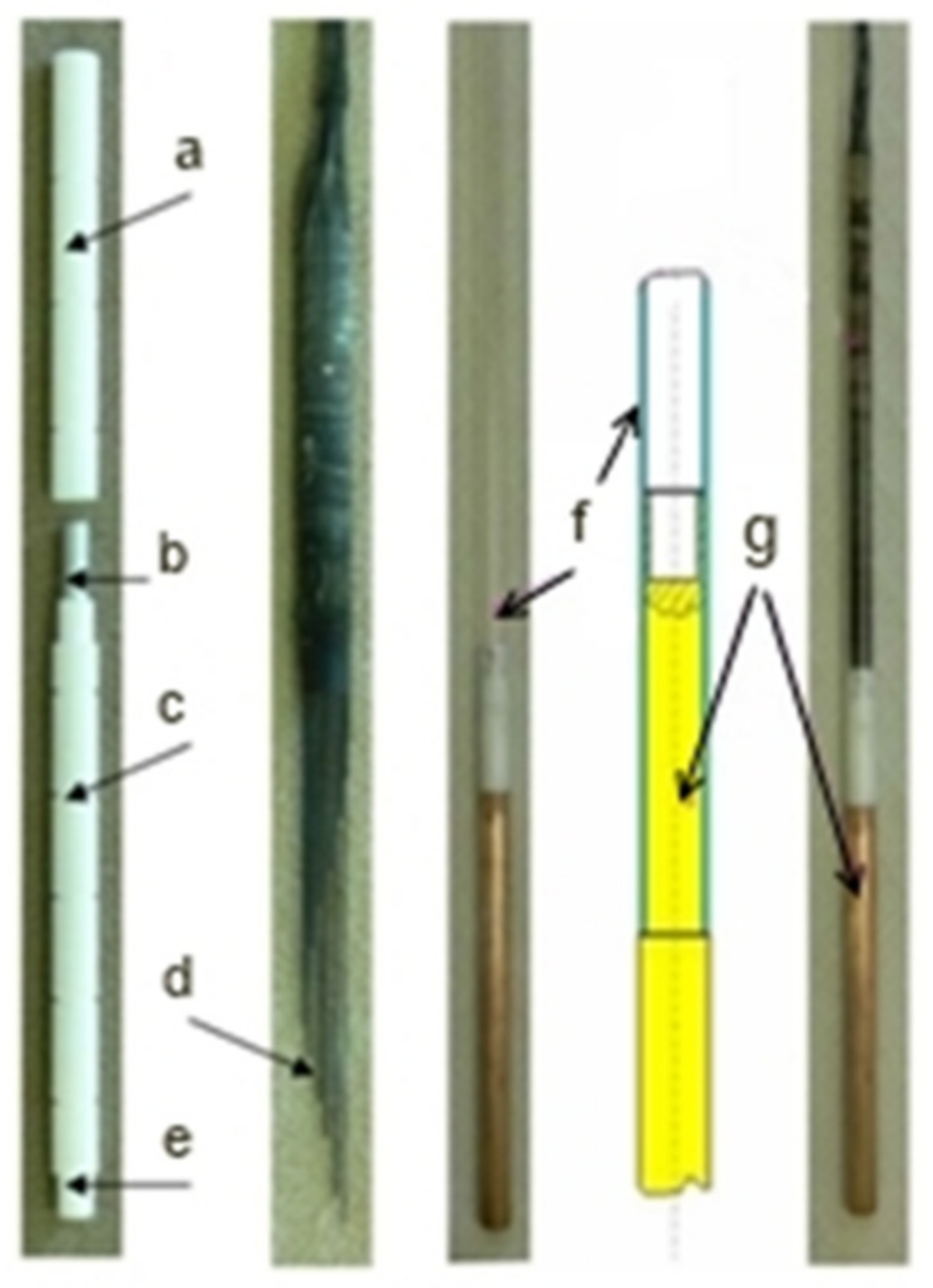
4.1. Sample and Sample Holder
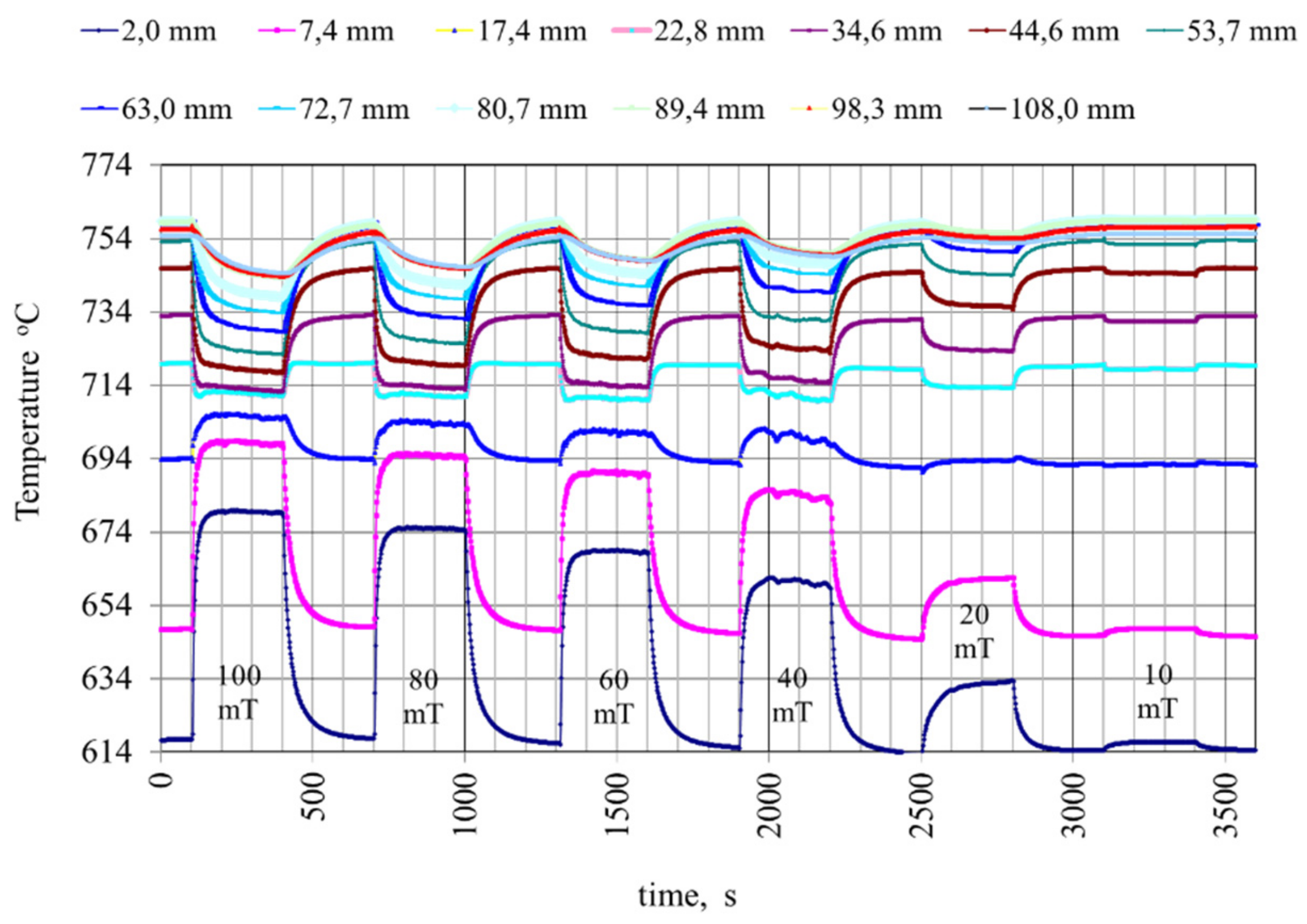
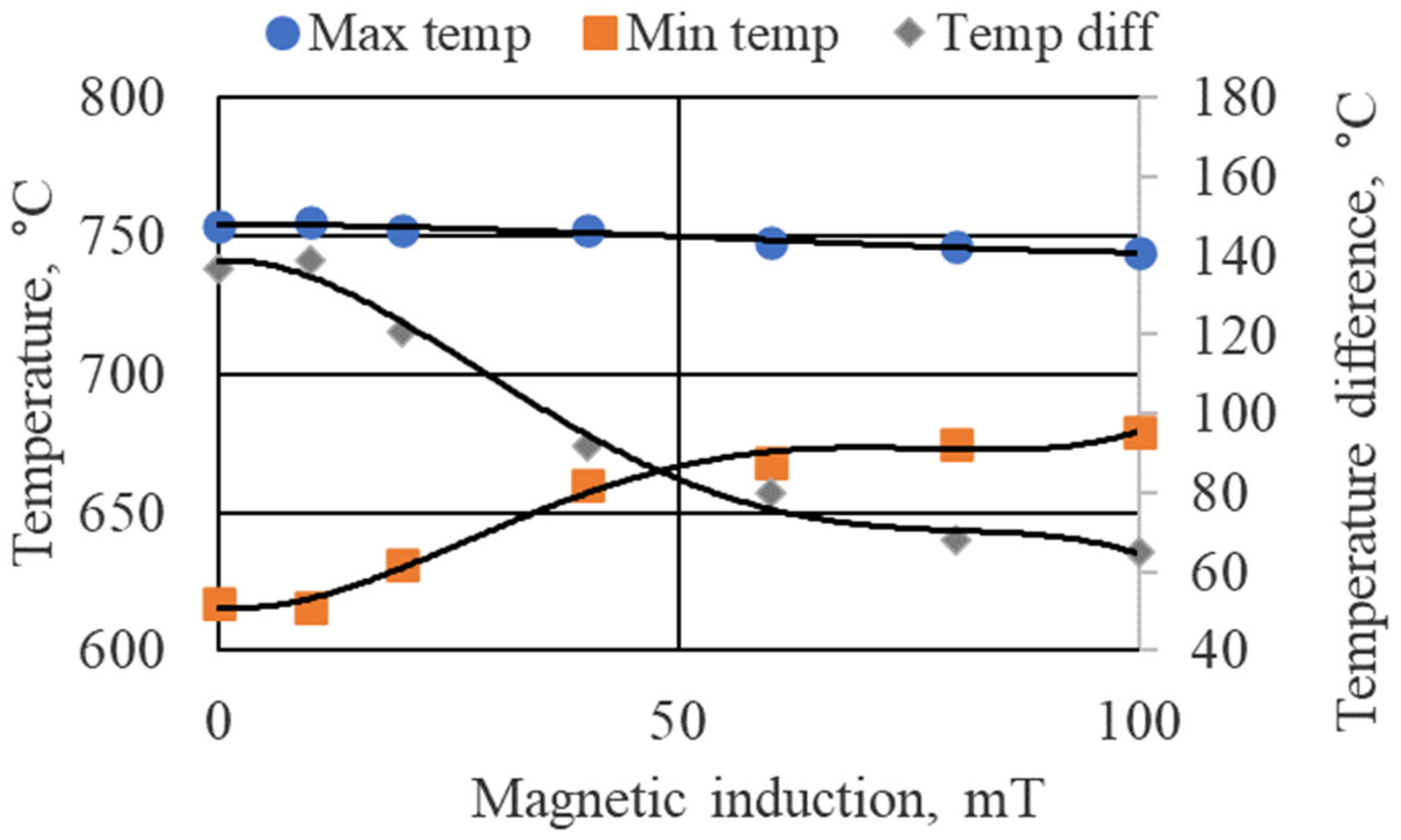
4.2. Experiment 1: The Effect of Stirring on Temperature Distribution in the Melt
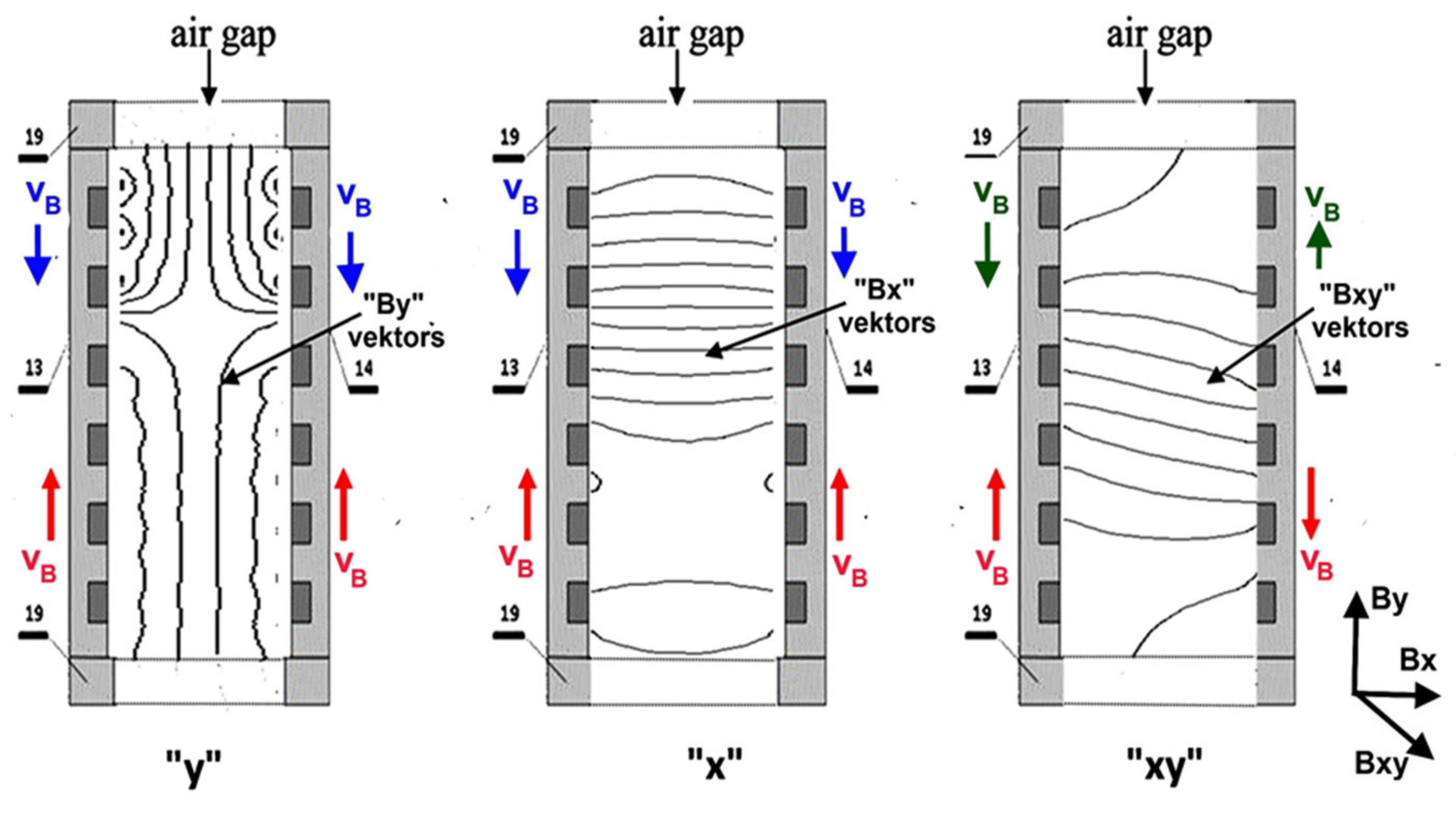
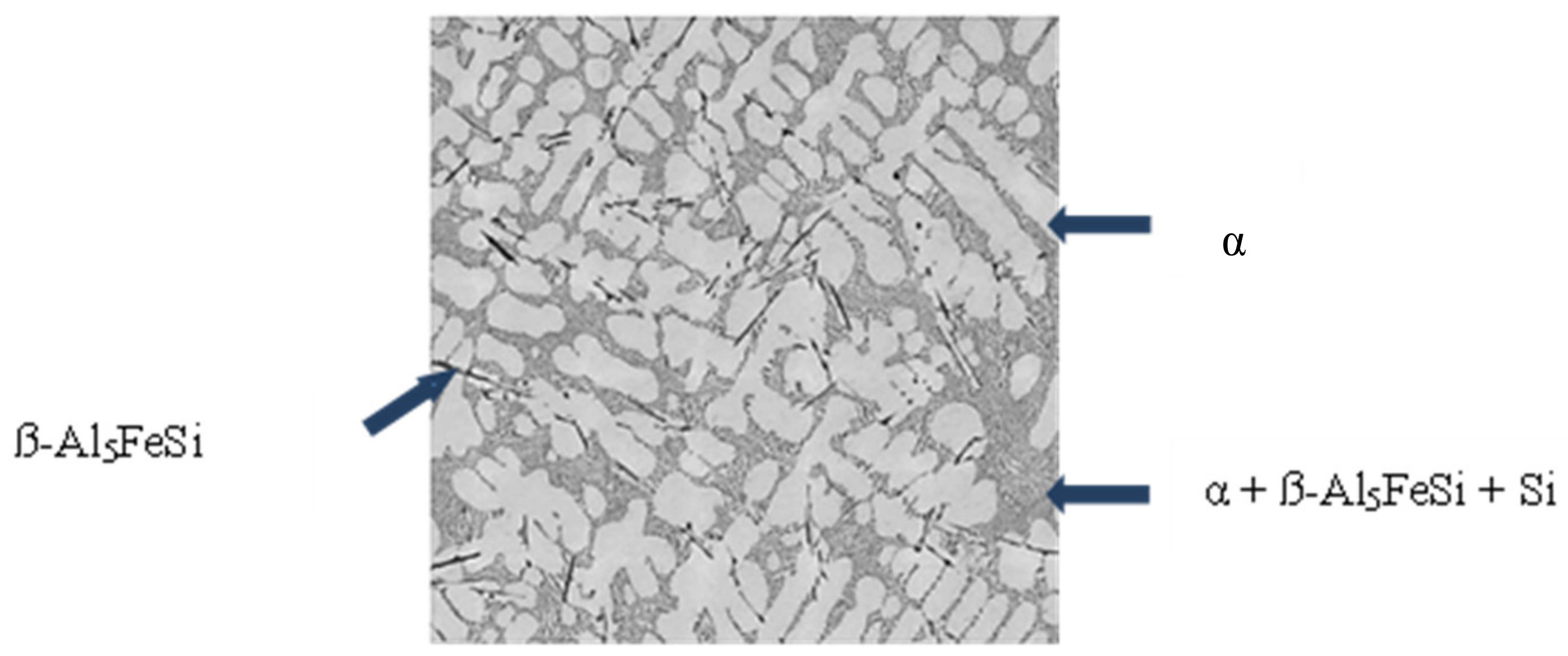
4.3. Experiment 2: Comparison of the Effect of the Different Types of Magnetic Field on the Solidified Microstructure
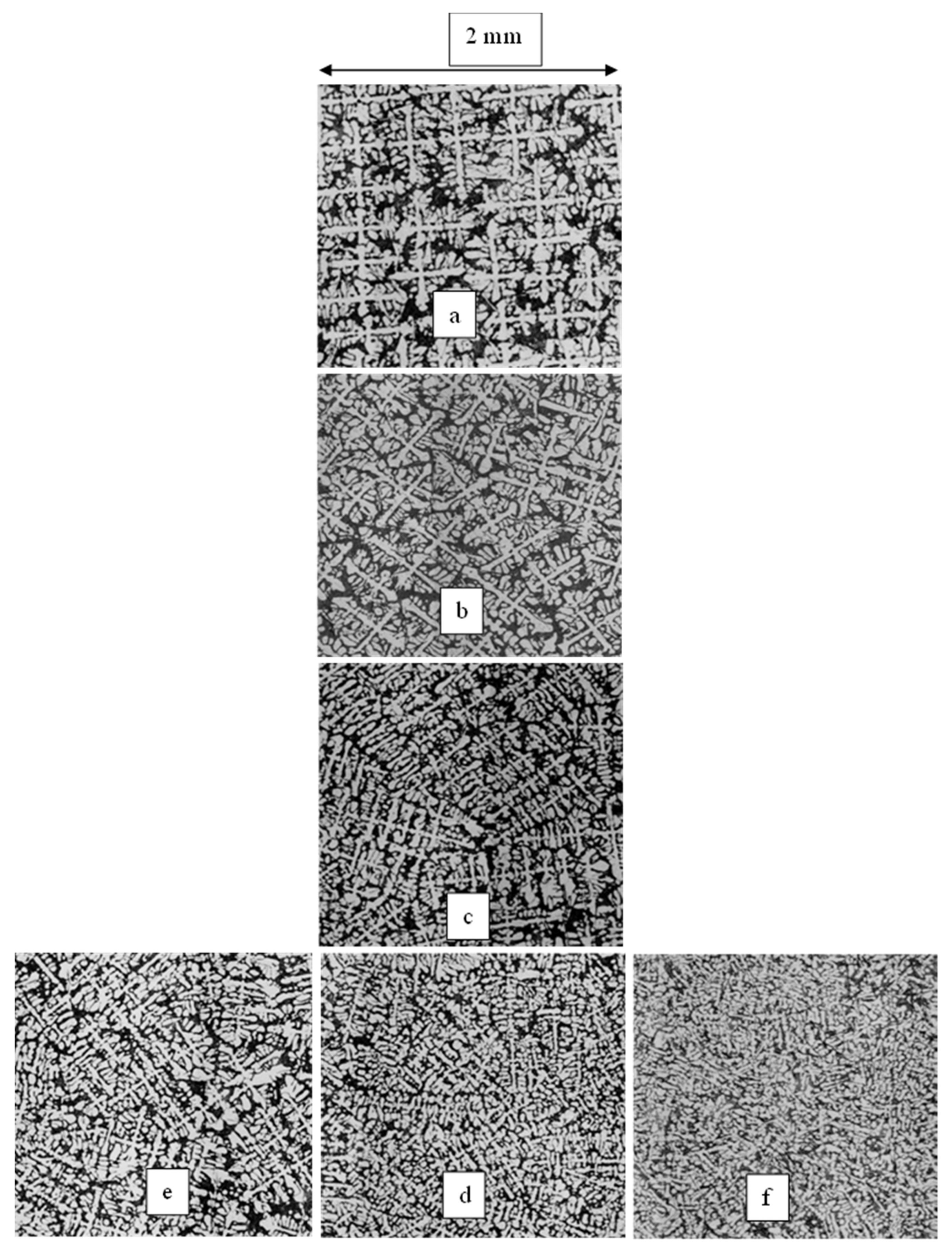
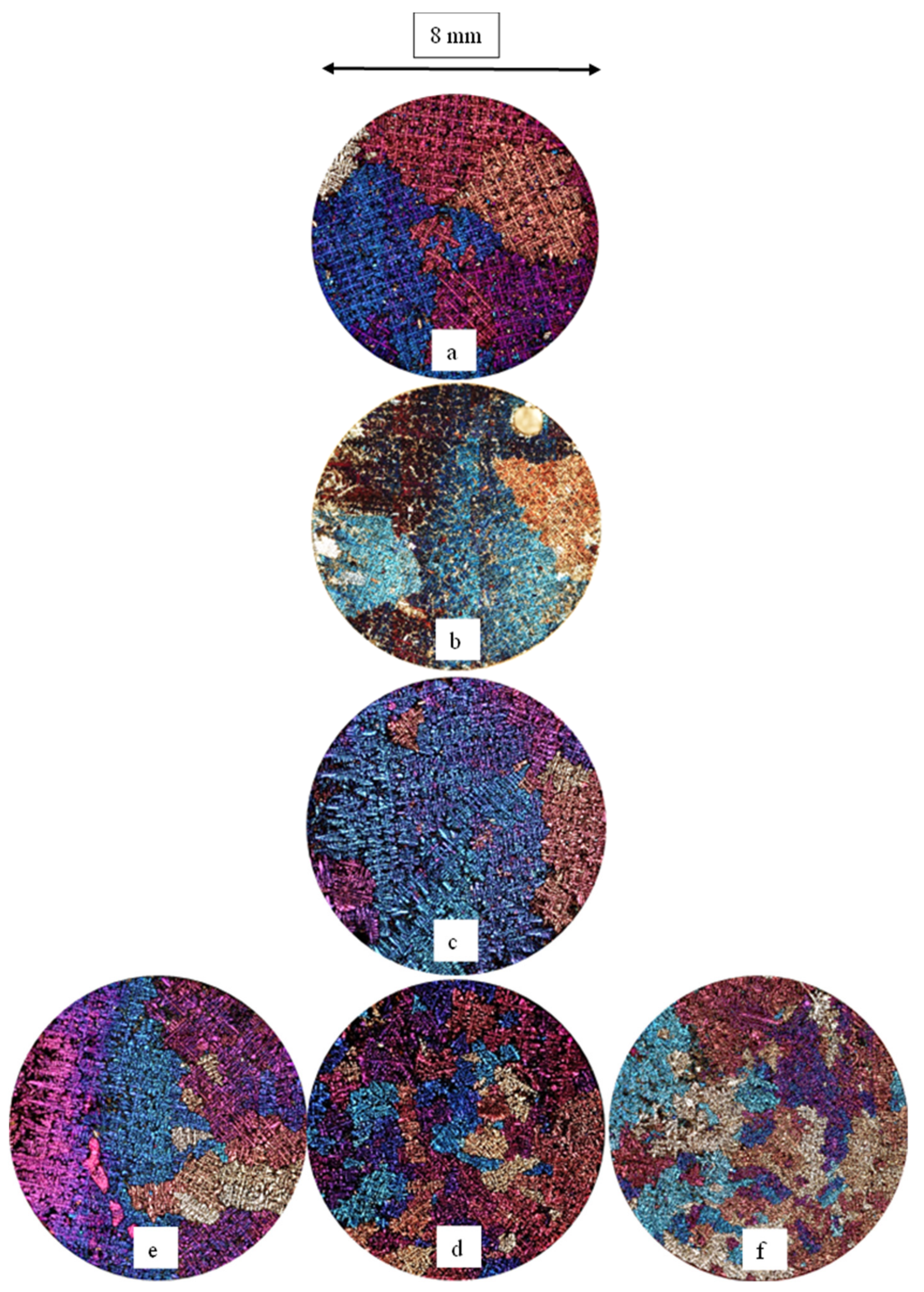
4.3.1. Effect on Grain and Dendritic Structure
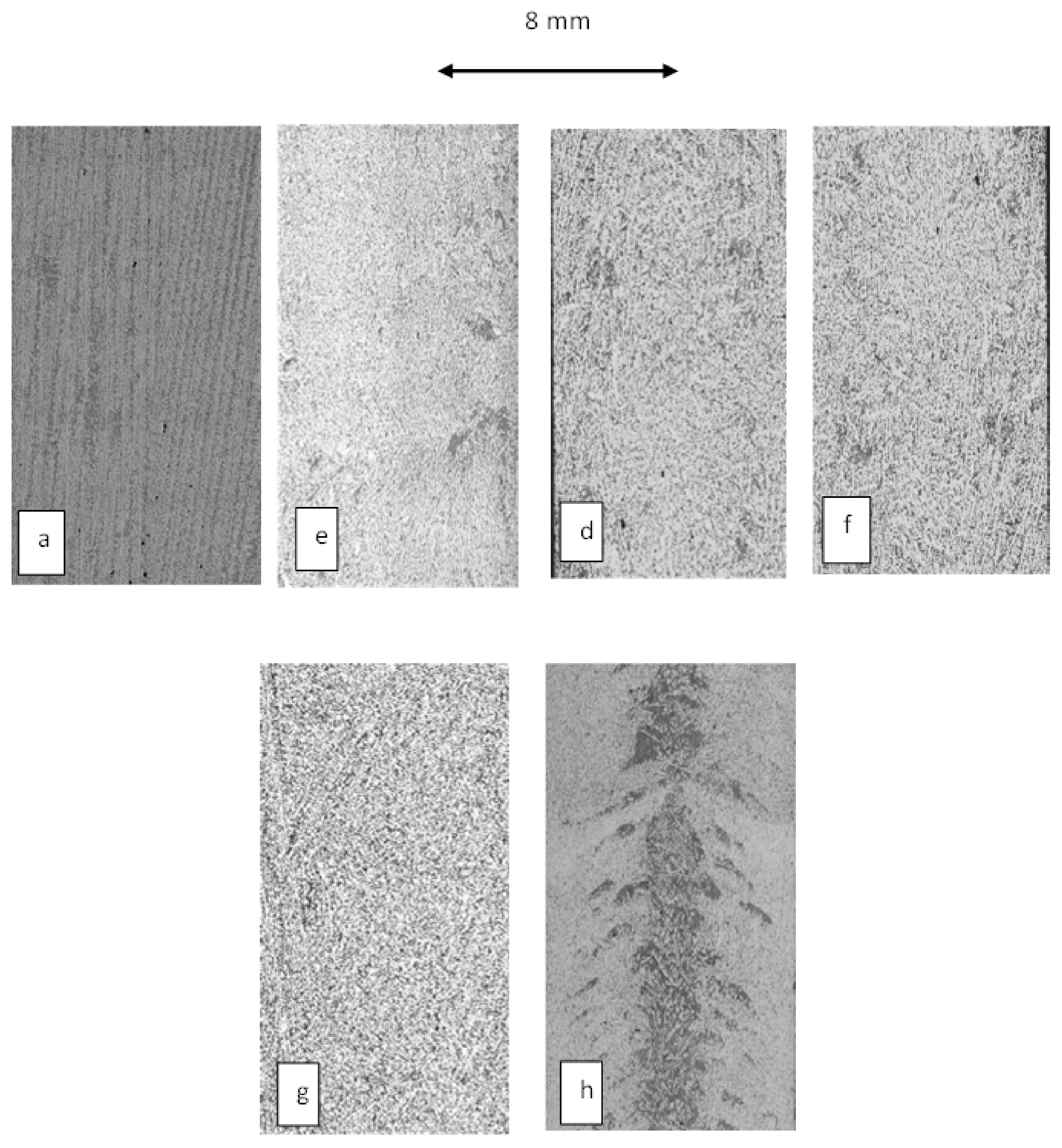
4.3.2. Effect on the Macrosegregation
4.4. Experiment 3: Effect on the Columnar/Equiaxed Transition (CET)
5. Summary and Conclusions
6. Patent
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sigworth, G.K.; Kuhn, T.A. Grain Refinement of Aluminium Casting Alloys; AFS Transactions; American Foundry Society: Schaumburg, IL, USA, 2007; pp. 1–12. [Google Scholar]
- Easton, M.; Davidson, C.; St John, D. Grain Morphology of As-Cast Wrought Aluminium Alloys. In Proceedings of the 12th International Conference on Aluminium Alloys, Yokohama, Japan, 5–9 September 2010; pp. 173–178. [Google Scholar]
- Kori, S.A.; Murty, B.S.; Chakraborty, M. Development of an Efficient Grain Refiner for Al-7Si Alloy Mater. Sci. Eng. A 2000, 280, 58–61. [Google Scholar] [CrossRef]
- Li, H.T.; Xia, M.; Jarry, P.; Scamans, G.M.; Fan, Z. Grain Refinement in a AlZnMgCuTi Alloy by Intesive Melt Shearing: A Multi-step Nucleation Mechanism. J. Cryst. Growth 2011, 314, 285–292. [Google Scholar] [CrossRef] [Green Version]
- Zimmermann, G.; Sturz, L.; Walterfang, M.; Dagner, J. Effect of Melt Flow on Dendrites Growth in AlSi7-Based Alloy During Directional Solidification. Int. J. Cast Met. Res. 2009, 22, 335–338. [Google Scholar] [CrossRef]
- Zimmermann, G.; Vitusevych, W.T.; Sturz, L. Microsturcture Formation in AlSi6Cu4 Alloy with Forced Melt Flow Induced by a Rotating Magnetic Field, Mater. Sci. Forum 2010, 649, 249–254. [Google Scholar] [CrossRef]
- Nikrityuk, P.A.; Eckert, K.; Grundmann, R. A Numerical Study of Unidirectional Solidification of a Binary Metal Alloy under Influence of a Rotating Magnetic Field. Int. J. Heat Mass Transf. 2006, 49, 1501–1515. [Google Scholar] [CrossRef]
- Eckert, S.; Nikrityuk, P.A.; Räbiger, D.; Eckert, K.; Gerbeth, G. Efficient Melt Stirring Using Pulse Sequences of a Rotating Magnetic Field. Metall. Mater. Trans. 2007, 39B, 374–386. [Google Scholar]
- Veres, Z.; Roósz, A.; Rónaföldi, A.; Sycheva, A.; Svéda, M. The Effect of Melt Flow Induced by RMF on the Meso- and Micro-Structure of Unidirectionally Solidified Al–7wt.% Si alloy Benchmark Experiment Under Magnetic Stirring. J. Mater. Sci. Technol. 2022, 103, 197–208. [Google Scholar] [CrossRef]
- Zaidat, K.; Ouled-Khachroum, T.; Vian, G.; Garnier, C.; Mangelinck-Noe, N.; Dupouya, M.D.; Moreau, R. Directional Solidification of Refined A1–3.5wt% Ni Under Natural Convection and Under a Forced Flow Driven by a Travelling Magnetic Field. J. Cryst. Growth 2005, 275, e1501–e1505. [Google Scholar] [CrossRef]
- Su, Y.-Q.; Xu, Y.-J.; Zhao, L.; Guo, J.-J.; Fu, H.-Z. Effect of Electromagnetic Force on Melt Induced by Travelling Magnetic Field. Trans. Nonferrous Met. Soc. China 2010, 20, 662–667. [Google Scholar] [CrossRef]
- Zou, Q.C.; Jie, J.C.; Liu, S.C.; Wang, T.M.; Yin, G.M.; Li, T.J. Effect of Travelling Magnetic Field on Separation and Purification of Si from Al-Si Melt During Solidification. J. Cryst. Growth 2015, 42, 68–73. [Google Scholar] [CrossRef]
- Qin, L.; Shen, J.; Feng, Z.; Shang, Z.; Fu, H. Microstructure Evolution in Directionally Solidified Fe-Ni Alloys Under Travelling Magnetic Field. Mater. Lett. 2014, 115, 155–158. [Google Scholar] [CrossRef]
- Min, Z.; Shen, J.; Feng, Z.; Wang, L.; Wang, L.; Fu, H. Effects on Melt Flow on the Primary Dendrites Pacing of Pb-Sn Binary Alloy During Directional Solidification. J. Cryst. Growth 2011, 320, 41–45. [Google Scholar] [CrossRef]
- Leyuan, Q.; Qiulin, L.; Wei, L. Modelling and Experiments on Electromagnetic Separation of Inclusions from Aluminum Melt under Combined Magnetic Field. Rare Met. Mat. Eng. 2014, 43, 8. [Google Scholar]
- Yanjie, H.; Li, Q.; Liu, W. Effect of Combined Magnetic Field on the Eliminating Inclusions from Liquid Aluminum Alloy. Mater. Lett. 2011, 65, 1226–1228. [Google Scholar]
- Rónaföldi, A.; Roósz, A. Method and Equipment for Refinement of Solidified Grain Structure. H.U. Patent 2,311,69, 19 May 1970. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Type | Magnetic Induction B, mT | Type of Grains | Grain Number on the Cross Section | Average Area of Grains mm2 | Average Diameter mm | PDAS µm | Specific Surface of α Phase mm2/mm3 |
|---|---|---|---|---|---|---|---|---|
| a | No stirring | 0 | Columnar | 11.00 | 2.28 | 0.85 | 449 | 126 |
| b | “x” | 40 | Columnar | 10.00 | 2.51 | 0.89 | 438 | 132 |
| c | “y” | 40 | Columnar | 20.00 | 1.26 | 0.63 | 269 | 158 |
| d | “xy” | 40 | Equiaxed | 94.00 | 0.27 | 0.29 | - | 251 |
| e | “xy” | 20 | Columnar | 24.00 | 1.05 | 0.58 | 366 | 163 |
| f | “xy” | 80 | Equiaxed | 140.00 | 0.18 | 0.24 | - | 206 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rónaföldi, A.; Veres, Z.; Svéda, M.; Roósz, A. New Equipment and Method for Refining the Solidified Grain Structure. Metals 2022, 12, 658. https://doi.org/10.3390/met12040658
Rónaföldi A, Veres Z, Svéda M, Roósz A. New Equipment and Method for Refining the Solidified Grain Structure. Metals. 2022; 12(4):658. https://doi.org/10.3390/met12040658
Chicago/Turabian StyleRónaföldi, Arnold, Zsolt Veres, Mária Svéda, and András Roósz. 2022. "New Equipment and Method for Refining the Solidified Grain Structure" Metals 12, no. 4: 658. https://doi.org/10.3390/met12040658
APA StyleRónaföldi, A., Veres, Z., Svéda, M., & Roósz, A. (2022). New Equipment and Method for Refining the Solidified Grain Structure. Metals, 12(4), 658. https://doi.org/10.3390/met12040658