
Recovery of Graphite and Cathode Active Materials from Spent Lithium-Ion Batteries by Applying Two Pretreatment Methods and Flotation Combined with a Rapid Analysis Technique

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Methods
2.2.1. Fenton Pretreatment
2.2.2. Roasting Pretreatment
2.2.3. Flotation Experiment
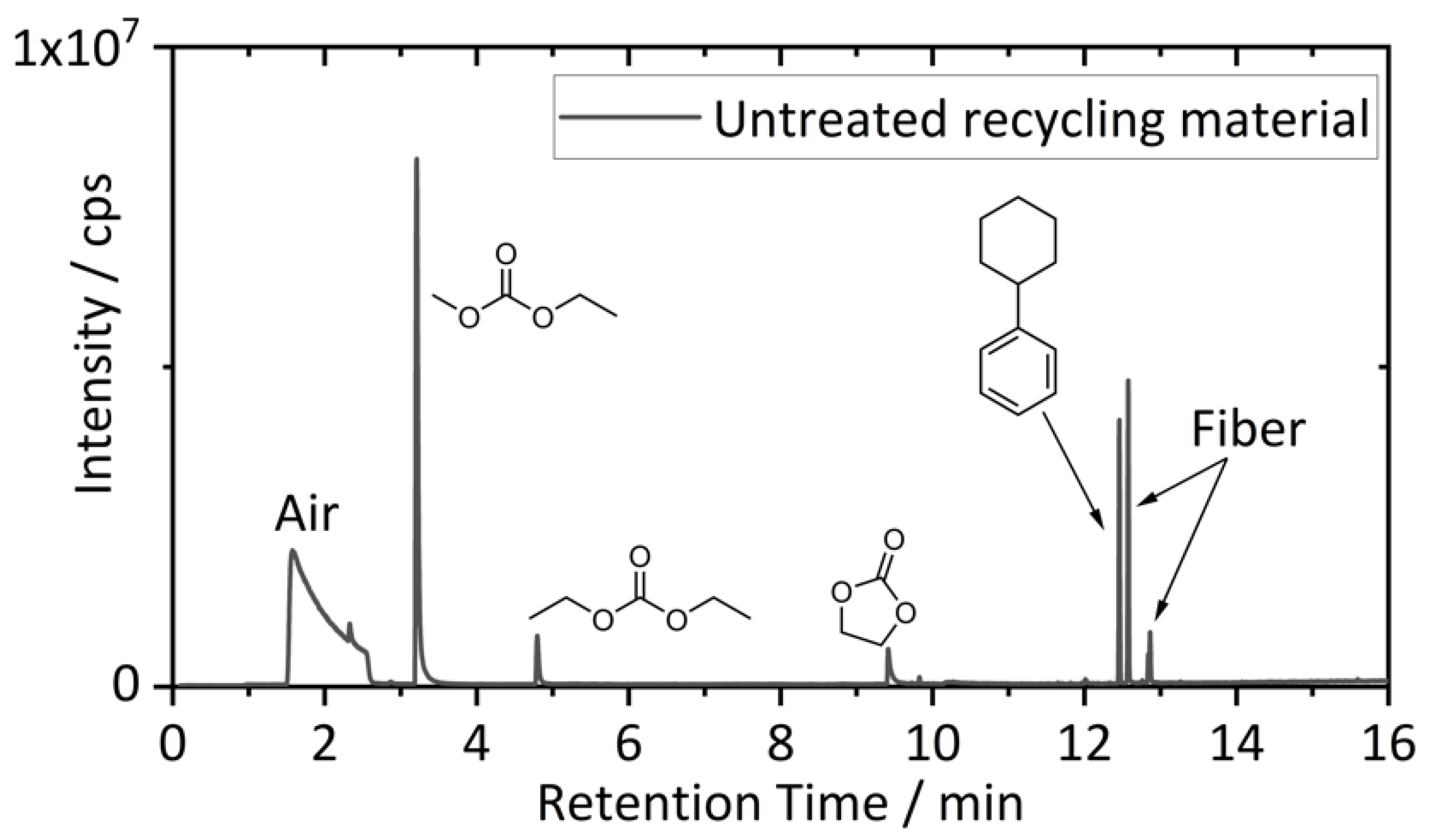
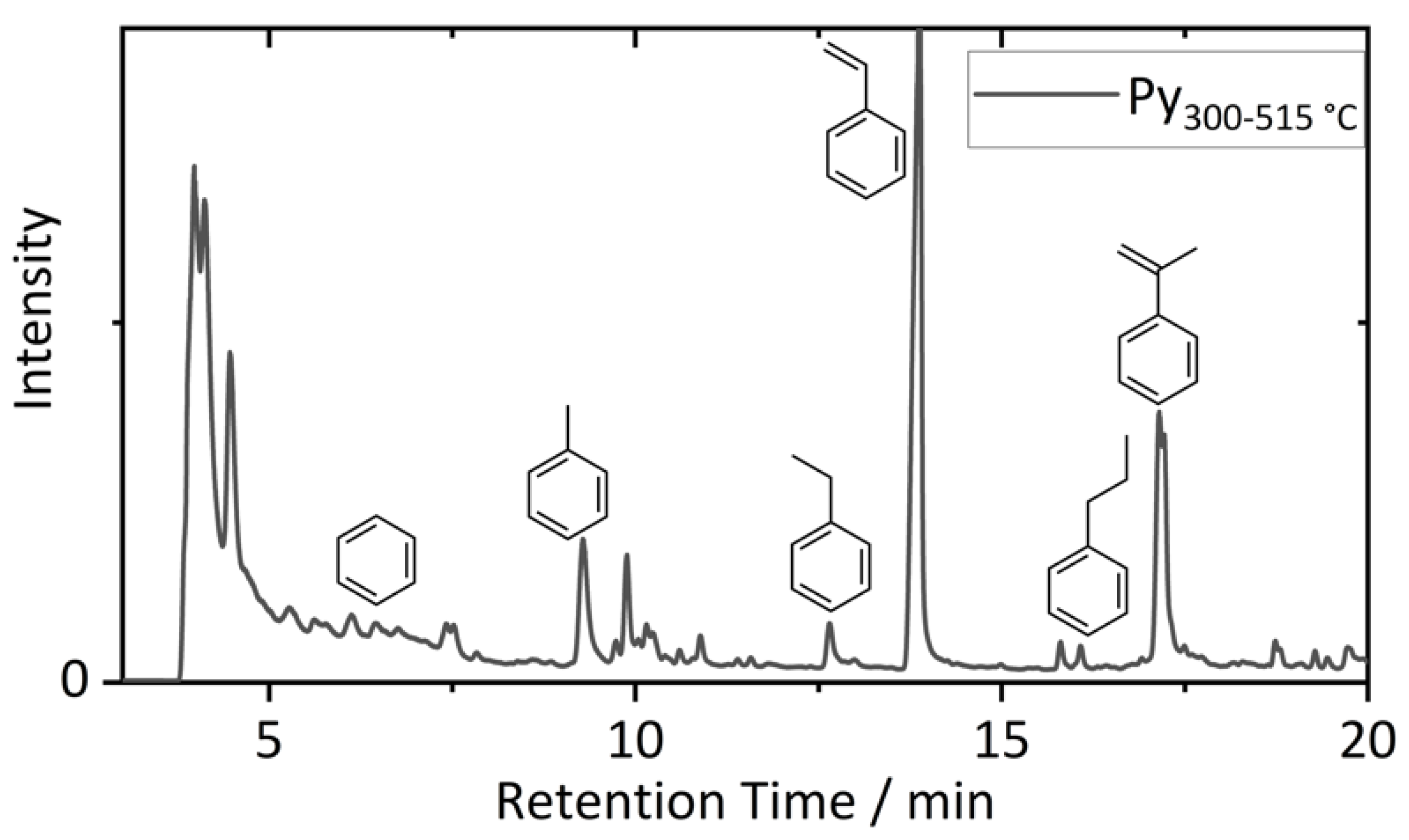
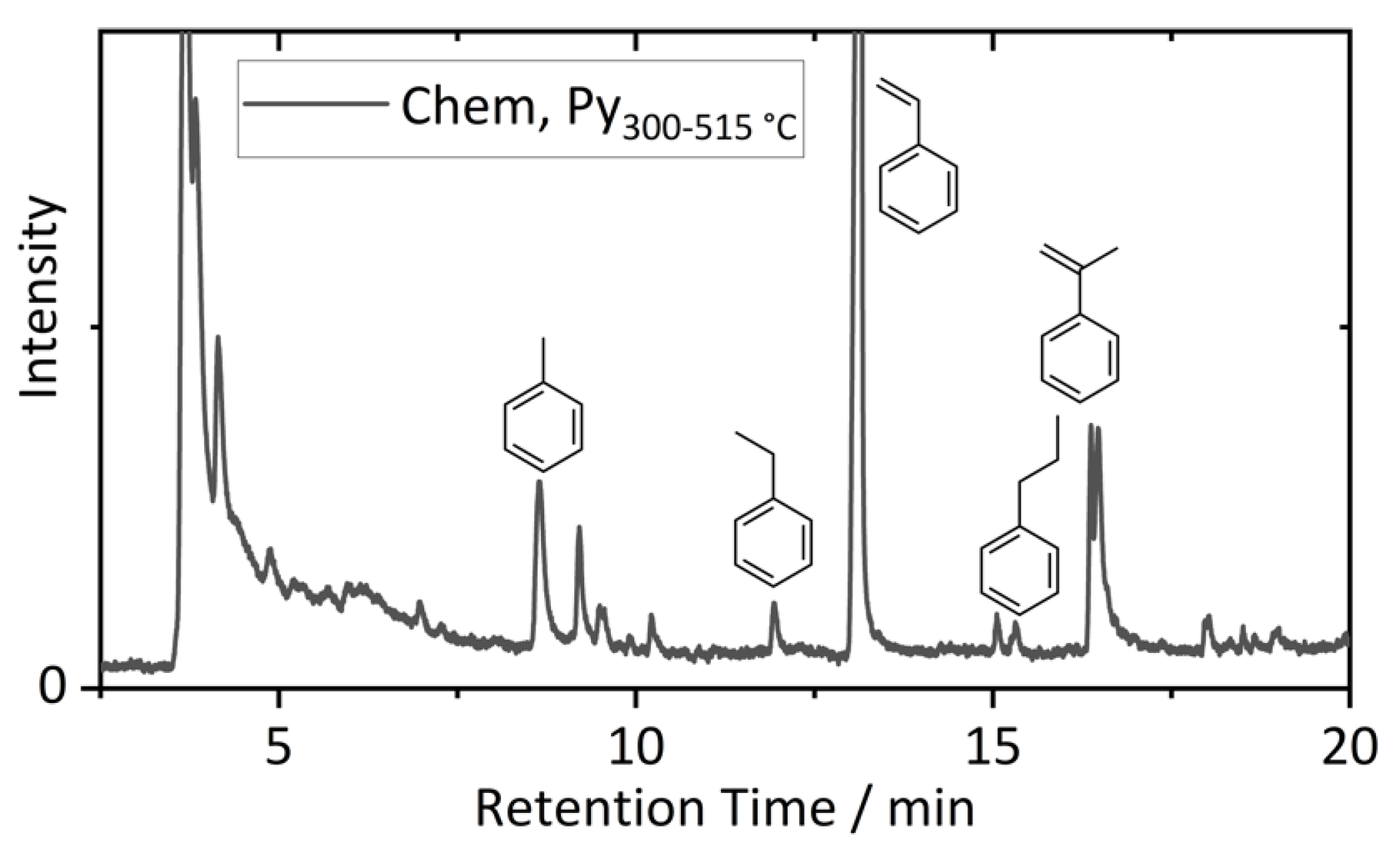
2.2.4. Analytical Methods
3. Results and Discussions
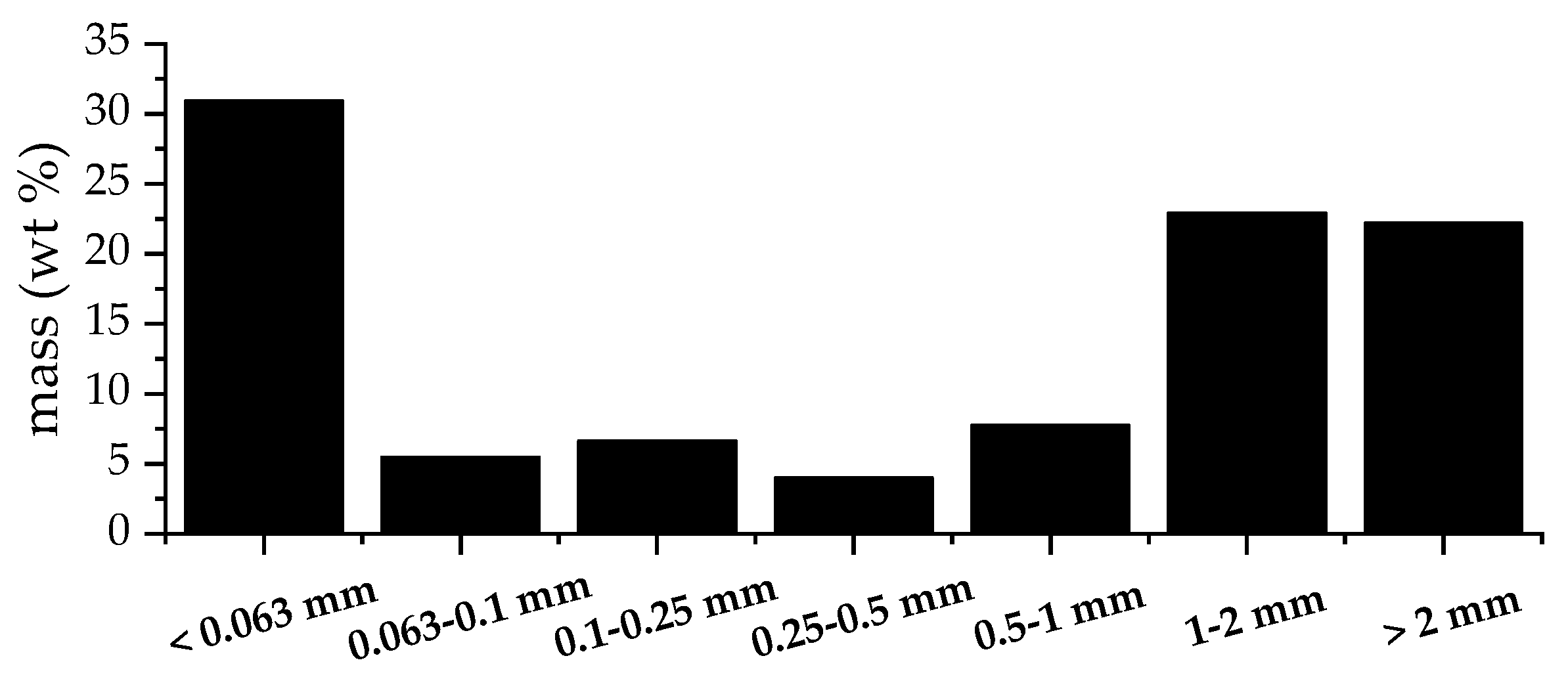
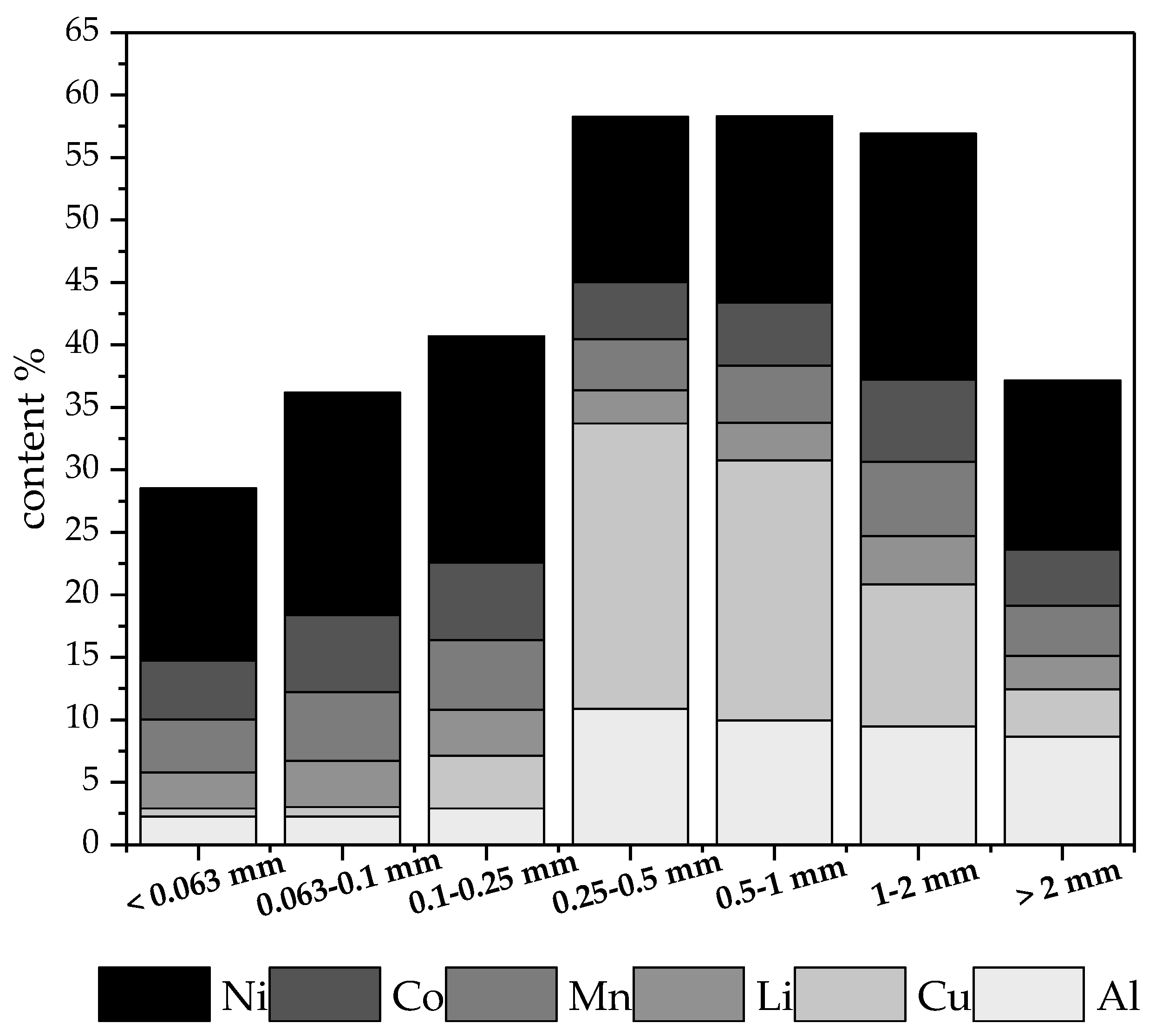
3.1. Particle Size and Elemental Distribution
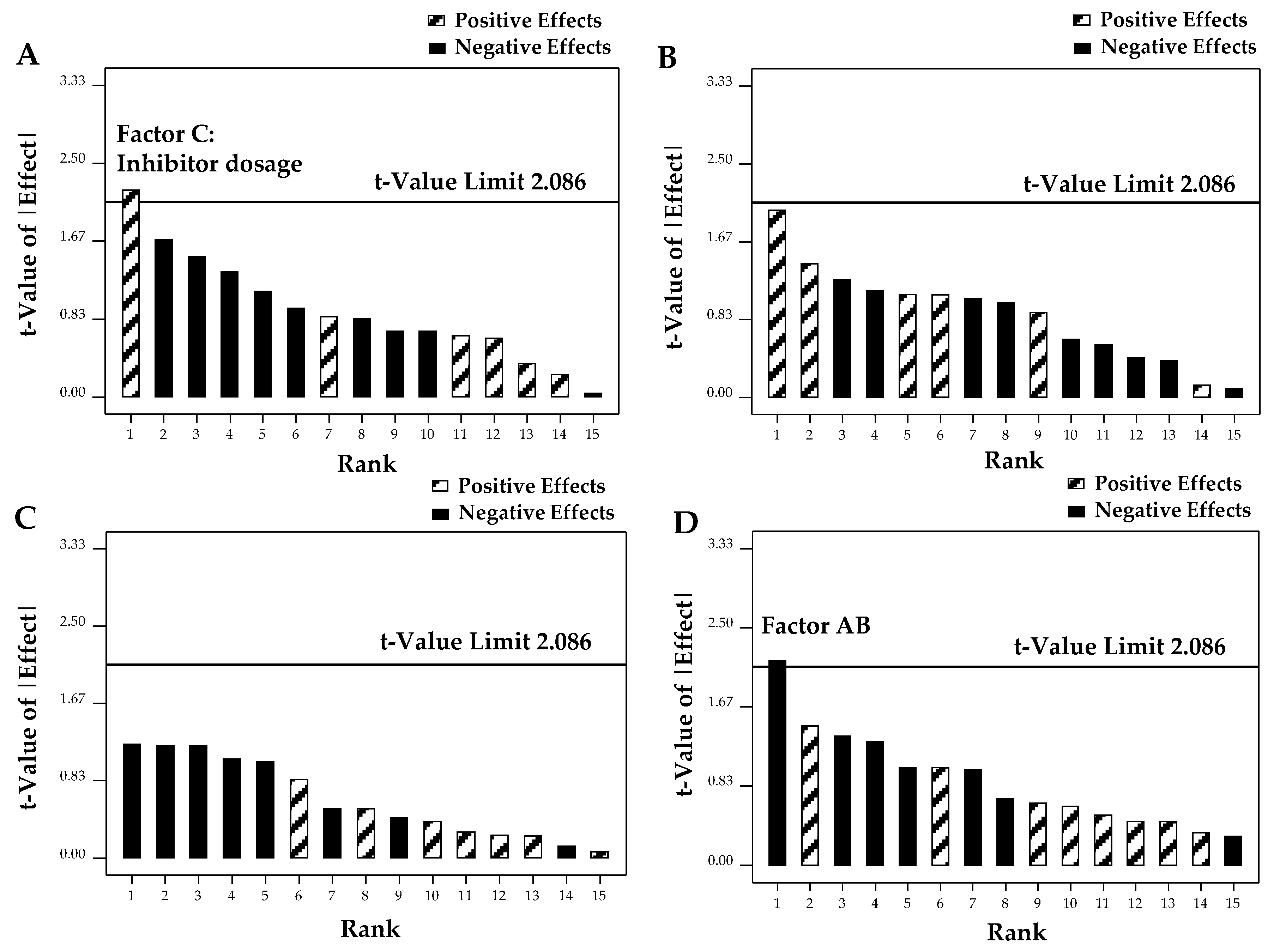
3.2. Flotation of Untreated Black Mass
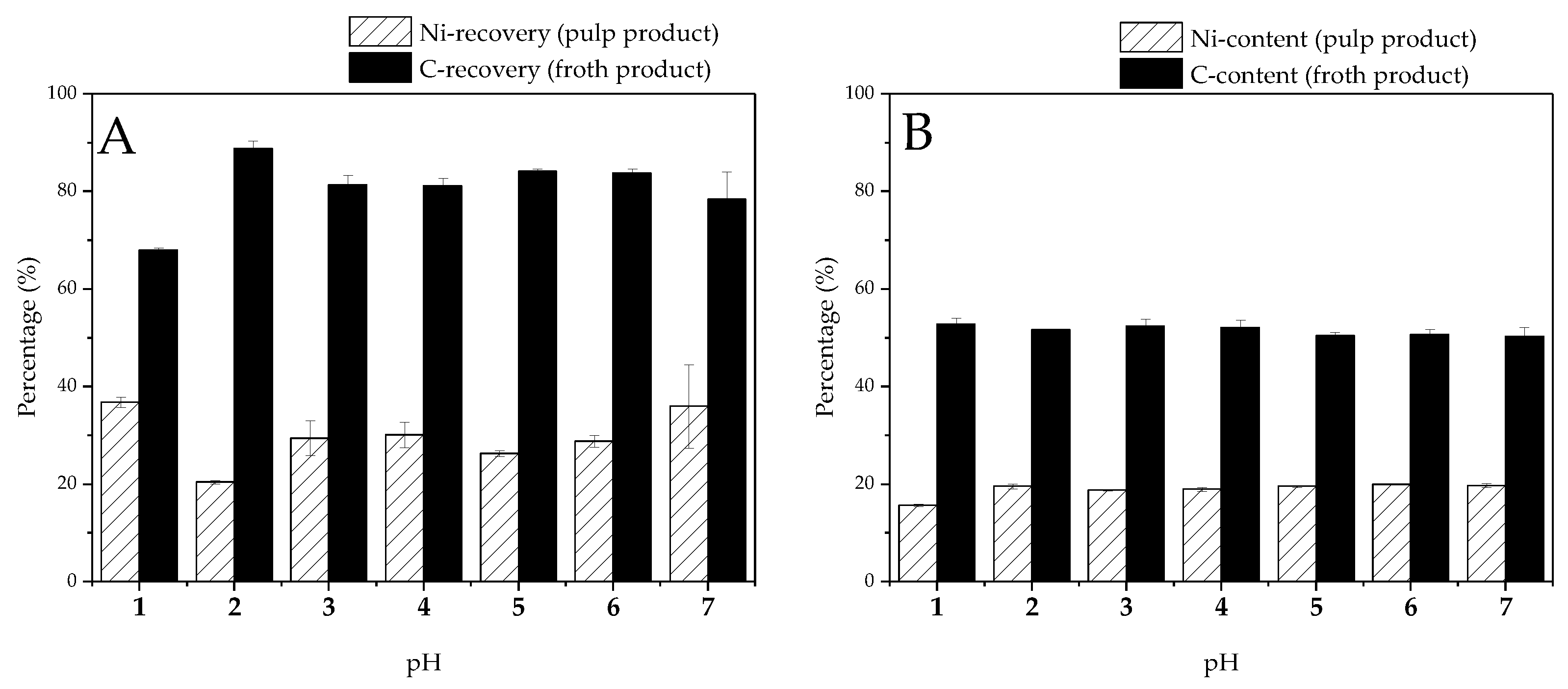
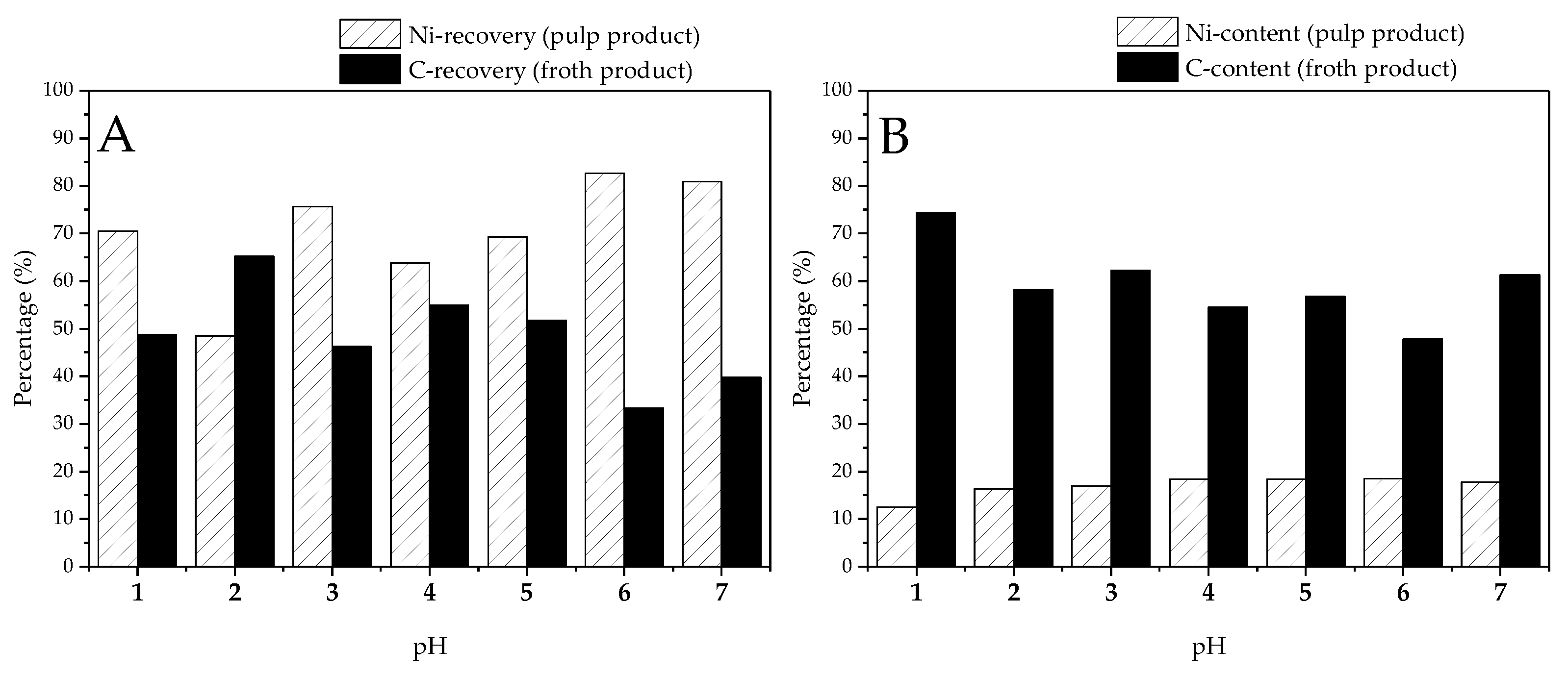
3.3. Effects of Fenton Pretreatment Parameters on Flotation Efficiency
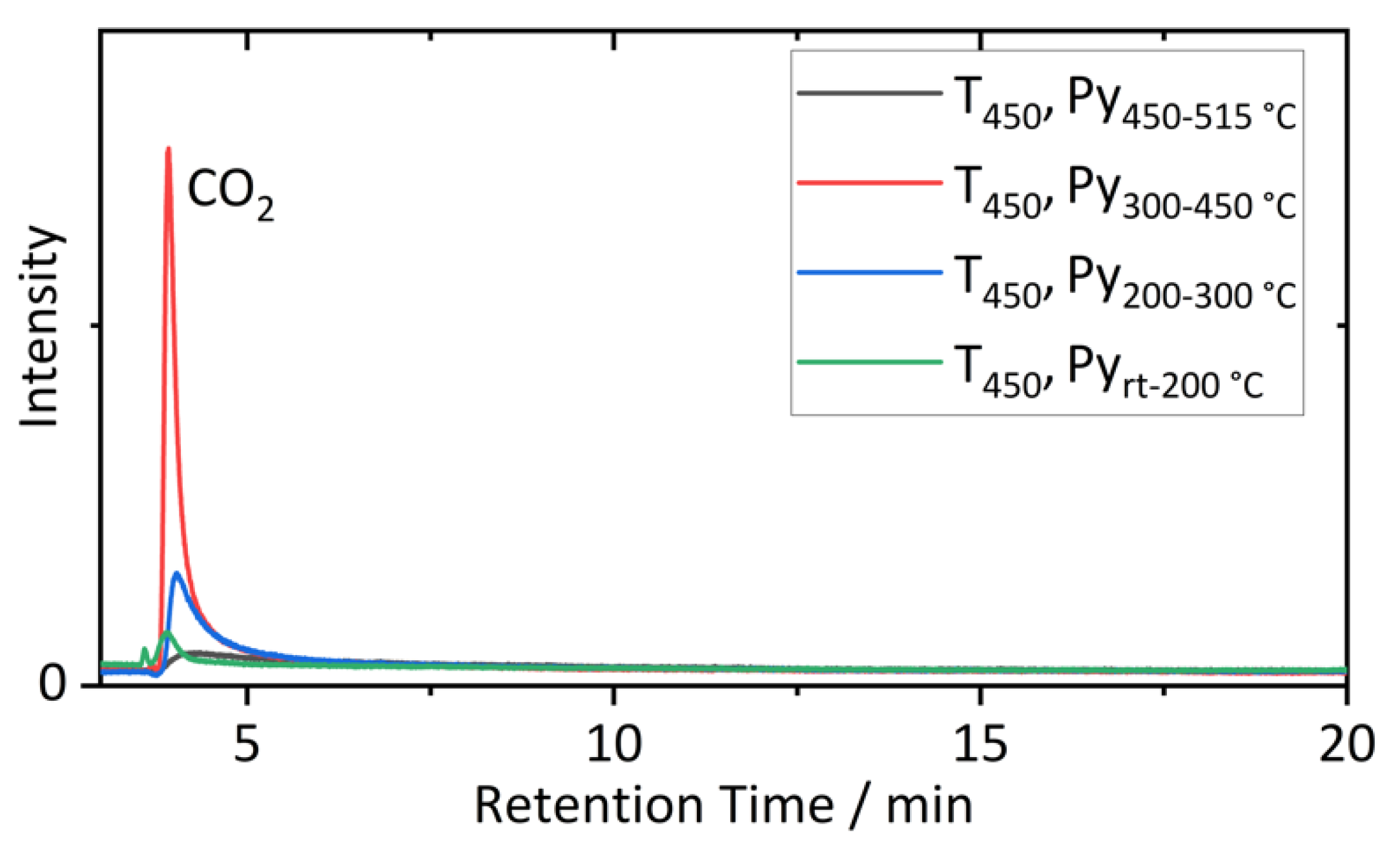
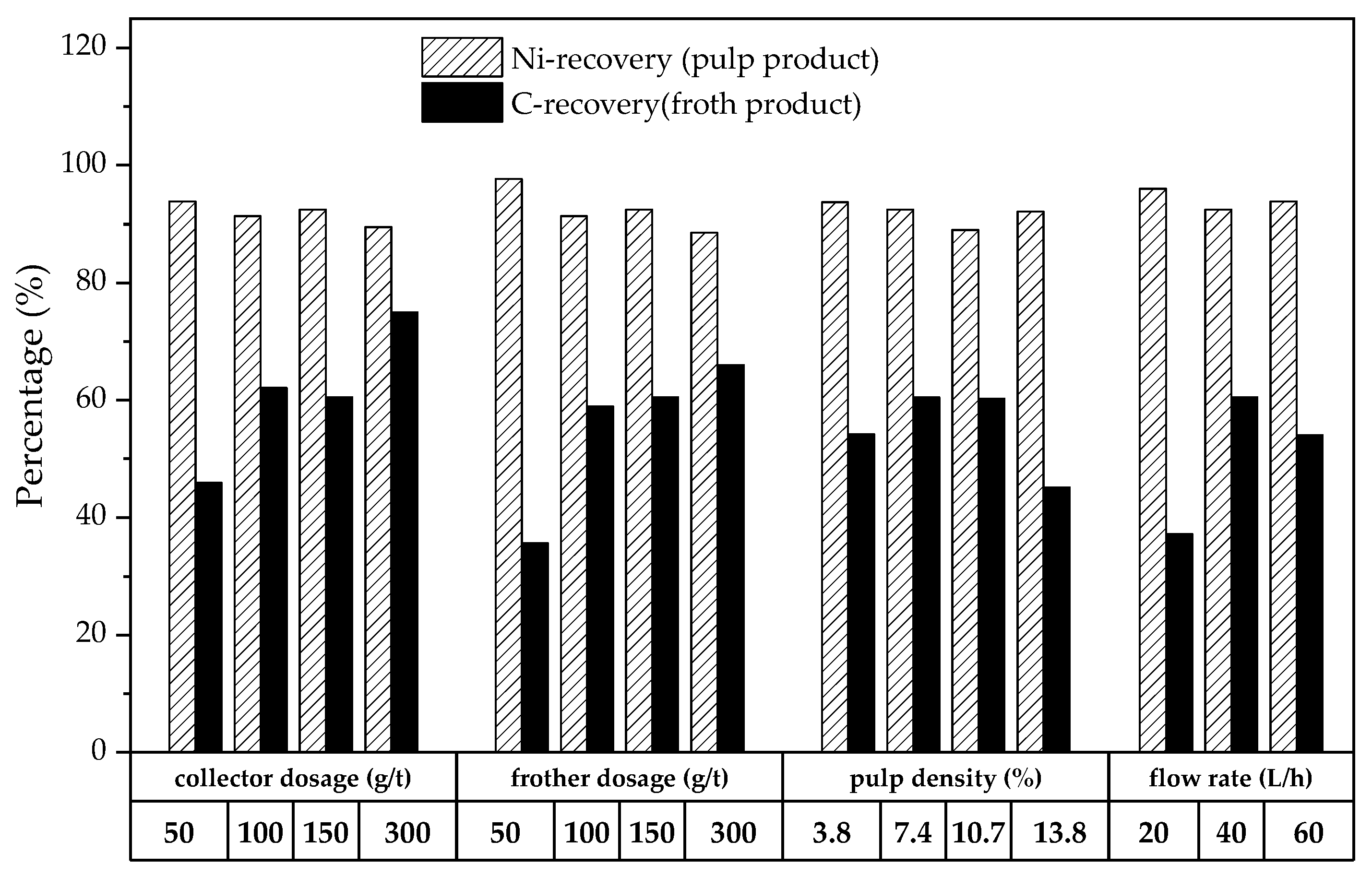
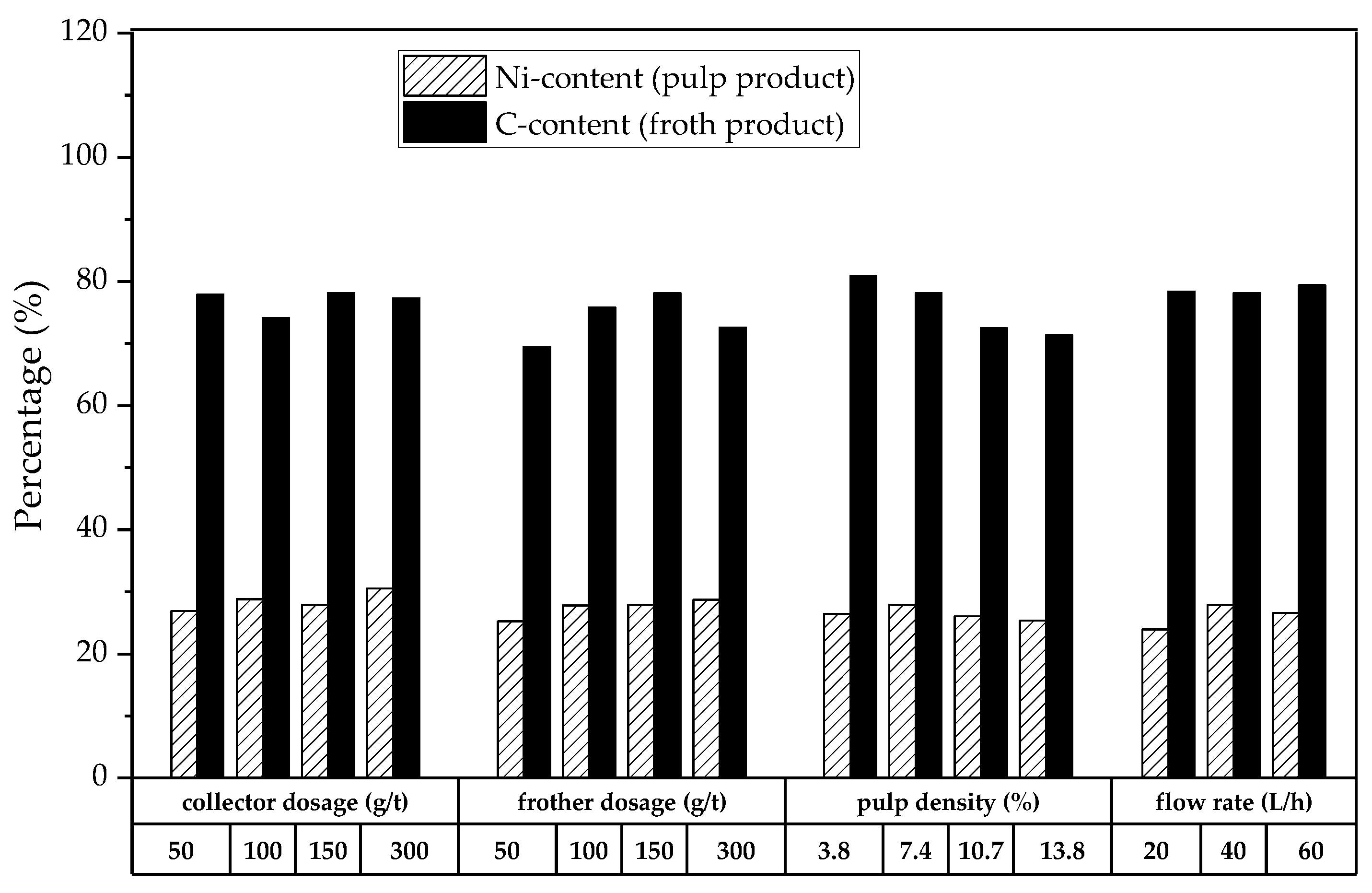
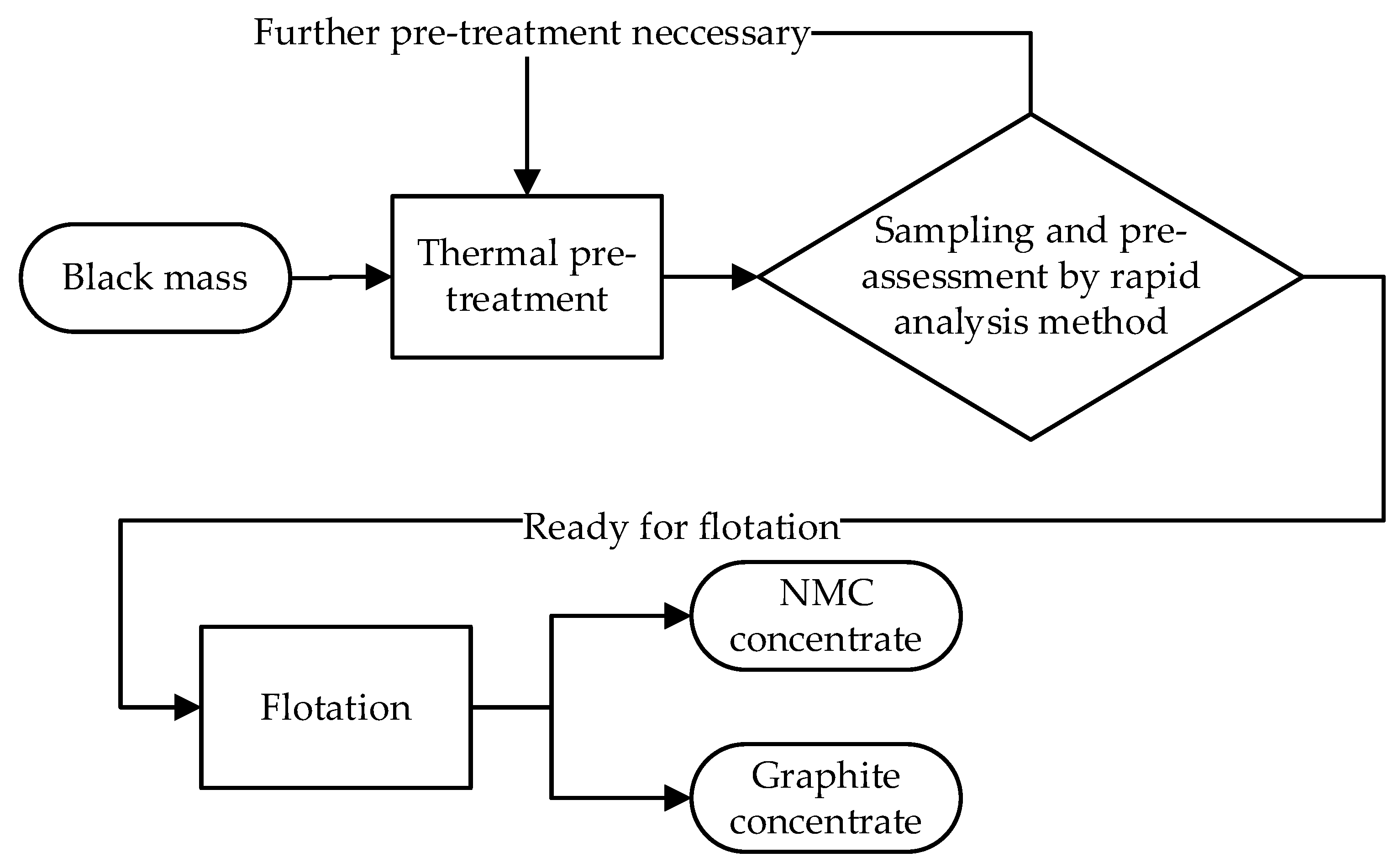
3.4. Effects of Roasting Parameters on Flotation Efficiency
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, G.; He, Y.; Wang, H.; Feng, Y.; Xie, W.; Zhu, X. Removal of Organics by Pyrolysis for Enhancing Liberation and Flotation Behavior of Electrode Materials Derived from Spent Lithium-Ion Batteries. ACS Sustain. Chem. Eng. 2020, 8, 2205–2214. [Google Scholar] [CrossRef]
- Vanderbruggen, A.; Sygusch, J.; Rudolph, M.; Serna-Guerrero, R. A contribution to understanding the flotation behavior of lithium metal oxides and spheroidized graphite for lithium-ion battery recycling. Colloids Surf. A Physicochem. Eng. Asp. 2021, 626, 127111. [Google Scholar] [CrossRef]
- Liu, J.; Wang, H.; Hu, T.; Bai, X.; Wang, S.; Xie, W.; Hao, J.; He, Y. Recovery of LiCoO2 and graphite from spent lithium-ion batteries by cryogenic grinding and froth flotation. Miner. Eng. 2020, 148, 106223. [Google Scholar] [CrossRef]
- Yi, C.; Zhou, L.; Wu, X.; Sun, W.; Yi, L.; Yang, Y. Technology for recycling and regenerating graphite from spent lithium-ion batteries. Chin. J. Chem. Eng. 2021, 39, 37–50. [Google Scholar] [CrossRef]
- He, Y.; Zhang, T.; Wang, F.; Zhang, G.; Zhang, W.; Wang, J. Recovery of LiCoO2 and graphite from spent lithium-ion batteries by Fenton reagent-assisted flotation. J. Clean. Prod. 2017, 143, 319–325. [Google Scholar] [CrossRef]
- Zhang, G.; Ding, L.; Yuan, X.; He, Y.; Wang, H.; He, J. Recycling of electrode materials from spent lithium-ion battery by pyrolysis-assisted flotation. J. Environ. Chem. Eng. 2021, 9, 106777. [Google Scholar] [CrossRef]
- Neumann, J.; Petranikova, M.; Meeus, M.; Gamarra, J.D.; Younesi, R.; Winter, M.; Nowak, S. Recycling of Lithium-Ion Batteries—Current State of the Art, Circular Economy, and Next Generation Recycling. Adv. Energy Mater. 2022, 2102917. [Google Scholar] [CrossRef]
- Wittkowski, A.; Schirmer, T.; Qiu, H.; Goldmann, D.; Fittschen, U.E.A. Speciation of Manganese in a Synthetic Recycling Slag Relevant for Lithium Recycling from Lithium-Ion Batteries. Metals 2021, 11, 188. [Google Scholar] [CrossRef]
- Schirmer, T.; Qiu, H.; Li, H.; Goldmann, D.; Fischlschweiger, M. Li-Distribution in Compounds of the Li2O-MgO-Al2O3-SiO2-CaO System—A First Survey. Metals 2020, 10, 1633. [Google Scholar] [CrossRef]
- Ren, G.; Xiao, S.; Xie, M.; Pan, B.; Chen, J.; Wang, F.; Xia, X. Recovery of valuable metals from spent lithium ion batteries by smelting reduction process based on FeO–SiO2–Al2O3 slag system. Trans. Nonferr. Met. Soc. China 2017, 27, 450–456. [Google Scholar] [CrossRef]
- Georgi-Maschler, T.; Friedrich, B.; Weyhe, R.; Heegn, H.; Rutz, M. Development of a recycling process for Li-ion batteries. J. Power Sources 2012, 207, 173–182. [Google Scholar] [CrossRef]
- Elwert, T.; Goldmann, D.; Schirmer, T. (Eds.) Rückgewinnung von Lithium aus Li-Ionen-Traktionsbatterien—Entwicklungen im Rahmen des LiBRi-Projektes; Berliner Recycling-und Rohstoffkonferenz: Berlin, Germany; TK-Verlag: Neuruppin, Germany, 2011. [Google Scholar]
- Diaz, F.; Wang, Y.; Weyhe, R.; Friedrich, B. Gas generation measurement and evaluation during mechanical processing and thermal treatment of spent Li-ion batteries. Waste Manag. 2019, 84, 102–111. [Google Scholar] [CrossRef] [PubMed]
- Schwich, L.; Schubert, T.; Friedrich, B. Early-Stage Recovery of Lithium from Tailored Thermal Conditioned Black Mass Part I: Mobilizing Lithium via Supercritical CO2-Carbonation. Metals 2021, 11, 177. [Google Scholar] [CrossRef]
- Sommerfeld, M.; Vonderstein, C.; Dertmann, C.; Klimko, J.; Oráč, D.; Miškufová, A.; Havlík, T.; Friedrich, B. A Combined Pyro- and Hydrometallurgical Approach to Recycle Pyrolyzed Lithium-Ion Battery Black Mass Part 1: Production of Lithium Concentrates in an Electric Arc Furnace. Metals 2020, 10, 1069. [Google Scholar] [CrossRef]
- Zhang, G.; He, Y.; Wang, H.; Feng, Y.; Xie, W.; Zhu, X. Application of mechanical crushing combined with pyrolysis-enhanced flotation technology to recover graphite and LiCoO2 from spent lithium-ion batteries. J. Clean. Prod. 2019, 231, 1418–1427. [Google Scholar] [CrossRef]
- Bertuol, D.A.; Toniasso, C.; Jiménez, B.M.; Meili, L.; Dotto, G.L.; Tanabe, E.H.; Aguiar, M.L. Application of spouted bed elutriation in the recycling of lithium ion batteries. J. Power Sources 2015, 275, 627–632. [Google Scholar] [CrossRef] [Green Version]
- Kwade, A.; Diekmann, J. Recycling of Lithium-Ion Batteries: The LithoRec Way; Springer International Publishing: Cham, Switzerland, 2018; pp. 133–138. [Google Scholar]
- Elwert, T.; Römer, F.; Schneider, K.; Hua, Q.; Buchert, M. Recycling of Batteries from Electric Vehicles. In Behaviour of Lithium-Ion Batteries in Electric Vehicles; Pistoia, G., Liaw, B., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 289–321. ISBN 978-3-319-69949-3. [Google Scholar]
- Larouche, F.; Tedjar, F.; Amouzegar, K.; Houlachi, G.; Bouchard, P.; Demopoulos, G.P.; Zaghib, K. Progress and Status of Hydrometallurgical and Direct Recycling of Li-Ion Batteries and Beyond. Materials 2020, 13, 801. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Torppa, A.; Kärenlampi, K. Evaluation of Graphite and Metals Separation by Flotation in Recycling of Li-Ion Batteries. Mater. Proc. 2021, 5, 30. [Google Scholar] [CrossRef]
- Qiu, H.; Kersebaum, J.; Wollmann, A.; Feuge, N.; Haas, A.; Goldmann, D.; Wilhelm, R. Improvement of the froth flotation of LiAlO2 and melilite solid solution via pre-functionalization. Sci. Rep. 2021, 11, 20443. [Google Scholar] [CrossRef]
- Zhang, T.; He, Y.; Wang, F.; Ge, L.; Zhu, X.; Li, H. Chemical and process mineralogical characterizations of spent lithium-ion batteries: An approach by multi-analytical techniques. Waste Manag. 2014, 34, 1051–1058. [Google Scholar] [CrossRef]
- Zhang, T.; He, Y.; Wang, F.; Li, H.; Duan, C.; Wu, C. Surface analysis of cobalt-enriched crushed products of spent lithium-ion batteries by X-ray photoelectron spectroscopy. Sep. Purif. Technol. 2014, 138, 21–27. [Google Scholar] [CrossRef]
- Pera-Titus, M.; García-Molina, V.; Baños, M.A.; Giménez, J.; Esplugas, S. Degradation of chlorophenols by means of advanced oxidation processes: A general review. Appl. Catal. B Environ. 2004, 47, 219–256. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, T.; He, Y.; Zhao, Y.; Wang, S.; Zhang, G.; Zhang, Y.; Feng, Y. Recovery of valuable materials from spent lithium-ion batteries by mechanical separation and thermal treatment. J. Clean. Prod. 2018, 185, 646–652. [Google Scholar] [CrossRef]
- Vanderbruggen, A.; Salces, A.; Ferreira, A.; Rudolph, M.; Serna-Guerrero, R. Improving Separation Efficiency in End-of-Life Lithium-Ion Batteries Flotation Using Attrition Pretreatment. Minerals 2022, 12, 72. [Google Scholar] [CrossRef]
- Stenzel, Y.P.; Börner, M.; Preibisch, Y.; Winter, M.; Nowak, S. Thermal profiling of lithium ion battery electrodes at different states of charge and aging conditions. J. Power Sources 2019, 433, 226709. [Google Scholar] [CrossRef]
- Horsthemke, F.; Friesen, A.; Ibing, L.; Klein, S.; Winter, M.; Nowak, S. Possible carbon-carbon bond formation during decomposition? Characterization and identification of new decomposition products in lithium ion battery electrolytes by means of SPME-GC-MS. Electrochim. Acta 2019, 295, 401–409. [Google Scholar] [CrossRef]
- Peschel, C.; van Wickeren, S.; Preibisch, Y.; Naber, V.; Werner, D.; Frankenstein, L.; Horsthemke, F.; Peuker, U.; Winter, M.; Nowak, S. Comprehensive Characterization of Shredded Lithium-Ion Battery Recycling Material. Chem. Eur. J. 2022, e202200485. [Google Scholar] [CrossRef]
- Riemersma, R. Technical Datasheet: ShellSol D100. Available online: https://www.shell.com/business-customers/chemicals/our-products/solvents-hydrocarbon/aliphatic-mineral-spirits/_jcr_content/par/textimage.stream/1519802498518/f889163d4a54da83c145701e9550a002145ef552/shellsol-d100-q7732-eu-19042016.pdf (accessed on 26 January 2022).
- Allen, T.T. Introduction to Engineering Statistics and Six Sigma: Statistical Quality Control and Design of Experiments and Systems, 1st ed.; Springer: London, UK, 2006; pp. 53–56. ISBN 9781852339555. [Google Scholar]
- Mathews, P.G. Design of Experiments with MINITAB; ASQ Quality Press: Milwaukee, WI, USA, 2005; ISBN 0873896378. [Google Scholar]
- Tsuge, S. Pyrolysis-GC/MS Data Book of Synthetic Polymers: Pyrograms, Thermograms and MS of Pyrolyzates, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2011; ISBN 9780444538932. [Google Scholar]
- Coward, T.; Lee, J.G.; Caldwell, G.S. Development of a foam flotation system for harvesting microalgae biomass. Algal Res. 2013, 2, 135–144. [Google Scholar] [CrossRef]
- Ahmadi, K.; Abdollahzadeh, Y.; Asadollahzadeh, M.; Hemmati, A.; Tavakoli, H.; Torkaman, R. Chemometric assisted ultrasound leaching-solid phase extraction followed by dispersive-solidification liquid-liquid microextraction for determination of organophosphorus pesticides in soil samples. Talanta 2015, 137, 167–173. [Google Scholar] [CrossRef]
- Mozammel, M.; Mohammadzadeh, A. The influence of pre-oxidation and leaching parameters on Iranian ilmenite concentrate leaching efficiency: Optimization and measurement. Measurement 2015, 66, 184–194. [Google Scholar] [CrossRef]
- Vieceli, N.; Durão, F.O.; Guimarães, C.; Nogueira, C.A.; Pereira, M.F.; Margarido, F. Grade-recovery modelling and optimization of the froth flotation process of a lepidolite ore. Int. J. Miner. Processing 2016, 157, 184–194. [Google Scholar] [CrossRef]
- Mota, A.L.N.; Albuquerque, L.F.; Beltrame, L.T.C.; Chiavone-Filho, O.; Machulek, A.; Nascimento, C.A.O. Advanced oxidation processes and their application in the petroleum industry: A review. Braz. J. Pet. Gas 2008, 2, 122–142. [Google Scholar]
- Georgi, A.; Schierz, A.; Trommler, U.; Horwitz, C.P.; Collins, T.J.; Kopinke, F.-D. Humic acid modified Fenton reagent for enhancement of the working pH range. Appl. Catal. B Environ. 2007, 72, 26–36. [Google Scholar] [CrossRef]
- Lu, H.-F.; Chen, H.-F.; Kao, C.-L.; Chao, I.; Chen, H.-Y. A computational study of the Fenton reaction in different pH ranges. Phys. Chem. Chem. Phys. 2018, 20, 22890–22901. [Google Scholar] [CrossRef]
- Lin, S.H.; Lo, C.C. Fenton process for treatment of desizing wastewater. Water Res. 1997, 31, 2050–2056. [Google Scholar] [CrossRef]
- Guedes, A.M.; Madeira, L.M.; Boaventura, R.A.; Costa, C.A. Fenton oxidation of cork cooking wastewater—overall kinetic analysis. Water Res. 2003, 37, 3061–3069. [Google Scholar] [CrossRef]
- Benitez, F.; Acero, J.; Real, F.; Rubio, F.; Leal, A. The role of hydroxyl radicals for the decomposition of p-hydroxy phenylacetic acid in aqueous solutions. Water Res. 2001, 35, 1338–1343. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, M. A critical review of the application of chelating agents to enable Fenton and Fenton-like reactions at high pH values. J. Hazard. Mater. 2019, 362, 436–450. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method and Reference | Graphite Grade (Froth Product), % | Graphite Recovery (Froth Product), % | LiCoO2 Grade (Pulp Product), % | LiCoO2 Recovery (Pulp Product), % |
|---|---|---|---|---|
| Fenton-oxidation-assisted flotation by He et al. [5] | - | - | 66 (Co content: 39.91) | 98.99 |
| Roasting-assisted flotation by Yang et al. [21] | around 50 | >90 | - | around 50 |
| Roasting-assisted flotation by Wang et al. [26] | - | - | 67 (Co content: 40.12) | 97.66 |
| Pyrolysis-assisted flotation by Zhang et al. [6] | - | - | 94.72 | 83.75 |
| Attrition-assisted flotation by Vanderbruggen et al. [27] | 63.1–74.2 | 86 | - | (LMO) 70–85 |
| Cryogenic-grinding-assisted flotation by Liu et al. [3] | - | - | 91.75 | 89.83 |
| Variable | Coded Levels | Variable Range |
|---|---|---|
| Factor A: Collector dosage | 1 | 550 g/t |
| 0 | 350 g/t | |
| −1 | 150 g/t | |
| Factor B: Frother dosage | 1 | 550 g/t |
| 0 | 350 g/t | |
| −1 | 150 g/t | |
| Factor C: Inhibitor dosage | 1 | 300 g/t |
| 0 | 150 g/t | |
| −1 | 0 g/t | |
| Factor D: Dispersant dosage | 1 | 300 g/t |
| 0 | 150 g/t | |
| −1 | 0 g/t |
| Experimental Trial Number | A | B | C | D | R1, % | R2, % | R3, % | R4, % |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | −1 | 1 | 52 | 95 | 23 | 17 |
| 2 | −1 | −1 | −1 | −1 | 51 | 94 | 25 | 23 |
| 3 | −1 | 1 | −1 | 1 | 53 | 84 | 22 | 37 |
| 4 | 0 | 0 | 0 | 0 | 53 | 88 | 24 | 33 |
| 5 | 1 | −1 | −1 | 1 | 52 | 89 | 24 | 31 |
| 6 | 1 | 1 | −1 | −1 | 52 | 90 | 23 | 27 |
| 7 | 0 | 0 | 0 | 0 | 52 | 85 | 21 | 30 |
| 8 | 0 | 0 | 0 | 0 | 52 | 87 | 22 | 29 |
| 9 | 1 | −1 | 1 | −1 | 55 | 84 | 23 | 42 |
| 10 | −1 | −1 | 1 | −1 | 55 | 88 | 23 | 33 |
| 11 | 0 | 0 | 0 | 0 | 50 | 95 | 24 | 18 |
| 12 | 1 | 1 | 1 | 1 | 52 | 88 | 23 | 29 |
| 13 | −1 | 1 | 1 | −1 | 56 | 79 | 23 | 46 |
| 14 | −1 | −1 | −1 | 1 | 53 | 87 | 25 | 36 |
| 15 | 0 | 0 | 0 | 0 | 53 | 90 | 26 | 36 |
| 16 | 1 | −1 | 1 | 1 | 51 | 92 | 25 | 29 |
| 17 | −1 | 1 | 1 | 1 | 57 | 86 | 25 | 41 |
| 18 | −1 | −1 | 1 | 1 | 55 | 91 | 24 | 29 |
| 19 | −1 | 1 | −1 | −1 | 55 | 88 | 24 | 39 |
| 20 | 1 | −1 | −1 | −1 | 55 | 86 | 23 | 36 |
| 21 | 1 | 1 | 1 | −1 | 57 | 86 | 24 | 42 |
| Graphite Content, % | Graphite Recovery, % | NMC Content, % | NMC Recovery, % | |
|---|---|---|---|---|
| Flotation with untreated BM | 50–57 | 79–95 | 58–69 | 17–46 |
| Fenton pretreatment (0.5 M) combined flotation | 48–74 | 33–65 | 34–51 | 48–82 |
| Roasting pretreatment combined flotation (optimum parameters) | 77 | 75 | 83 | 90 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiu, H.; Peschel, C.; Winter, M.; Nowak, S.; Köthe, J.; Goldmann, D. Recovery of Graphite and Cathode Active Materials from Spent Lithium-Ion Batteries by Applying Two Pretreatment Methods and Flotation Combined with a Rapid Analysis Technique. Metals 2022, 12, 677. https://doi.org/10.3390/met12040677
Qiu H, Peschel C, Winter M, Nowak S, Köthe J, Goldmann D. Recovery of Graphite and Cathode Active Materials from Spent Lithium-Ion Batteries by Applying Two Pretreatment Methods and Flotation Combined with a Rapid Analysis Technique. Metals. 2022; 12(4):677. https://doi.org/10.3390/met12040677
Chicago/Turabian StyleQiu, Hao, Christoph Peschel, Martin Winter, Sascha Nowak, Johanna Köthe, and Daniel Goldmann. 2022. "Recovery of Graphite and Cathode Active Materials from Spent Lithium-Ion Batteries by Applying Two Pretreatment Methods and Flotation Combined with a Rapid Analysis Technique" Metals 12, no. 4: 677. https://doi.org/10.3390/met12040677
APA StyleQiu, H., Peschel, C., Winter, M., Nowak, S., Köthe, J., & Goldmann, D. (2022). Recovery of Graphite and Cathode Active Materials from Spent Lithium-Ion Batteries by Applying Two Pretreatment Methods and Flotation Combined with a Rapid Analysis Technique. Metals, 12(4), 677. https://doi.org/10.3390/met12040677