
Structure, Mechanical Properties and Friction Characteristics of the Al-Mg-Sc Alloy Modified by Friction Stir Processing with the Mo Powder Addition

 , , ,
, , ,  , ,
, , 
Abstract
:1. Introduction
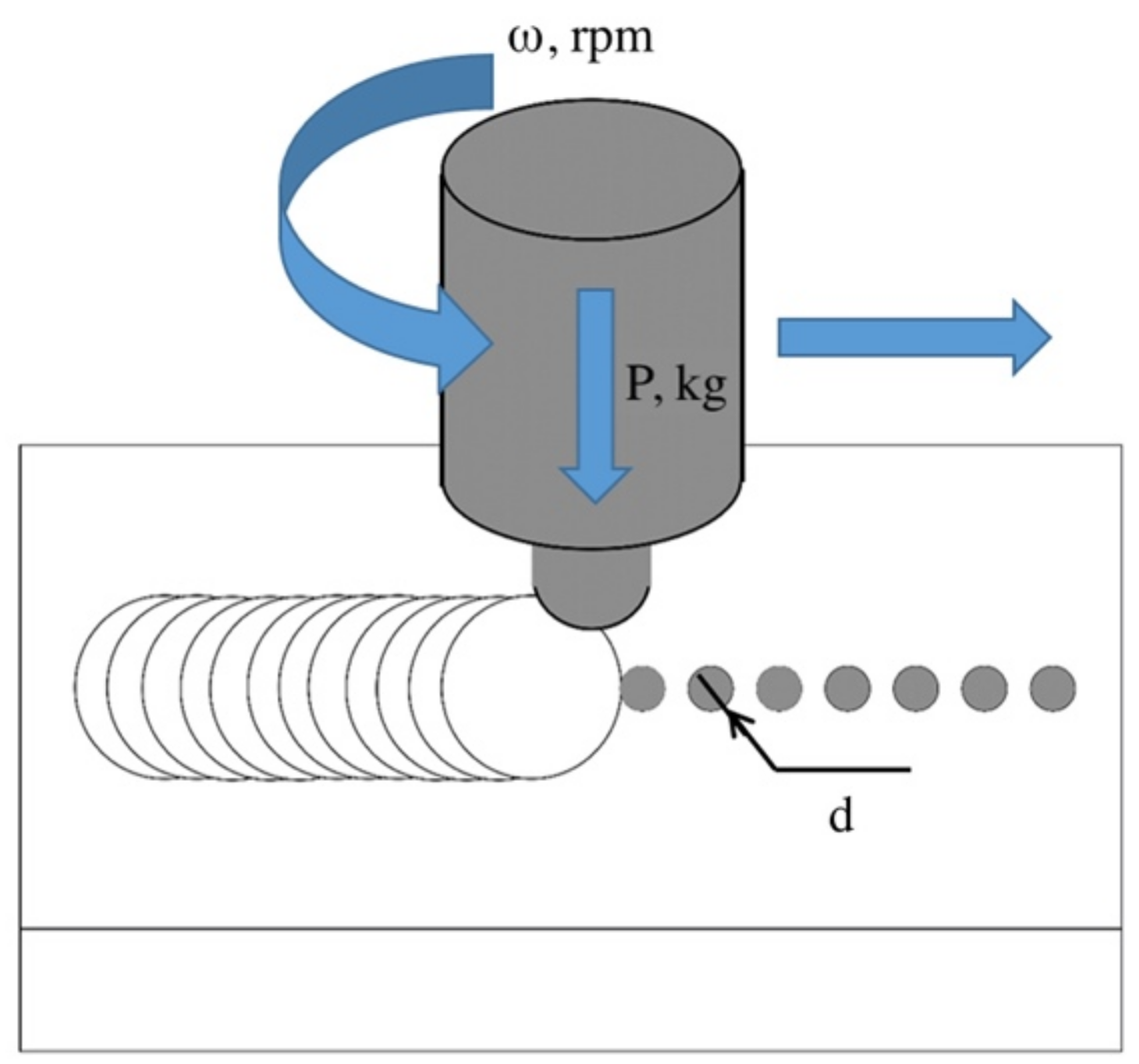
2. Materials and Methods
3. Results
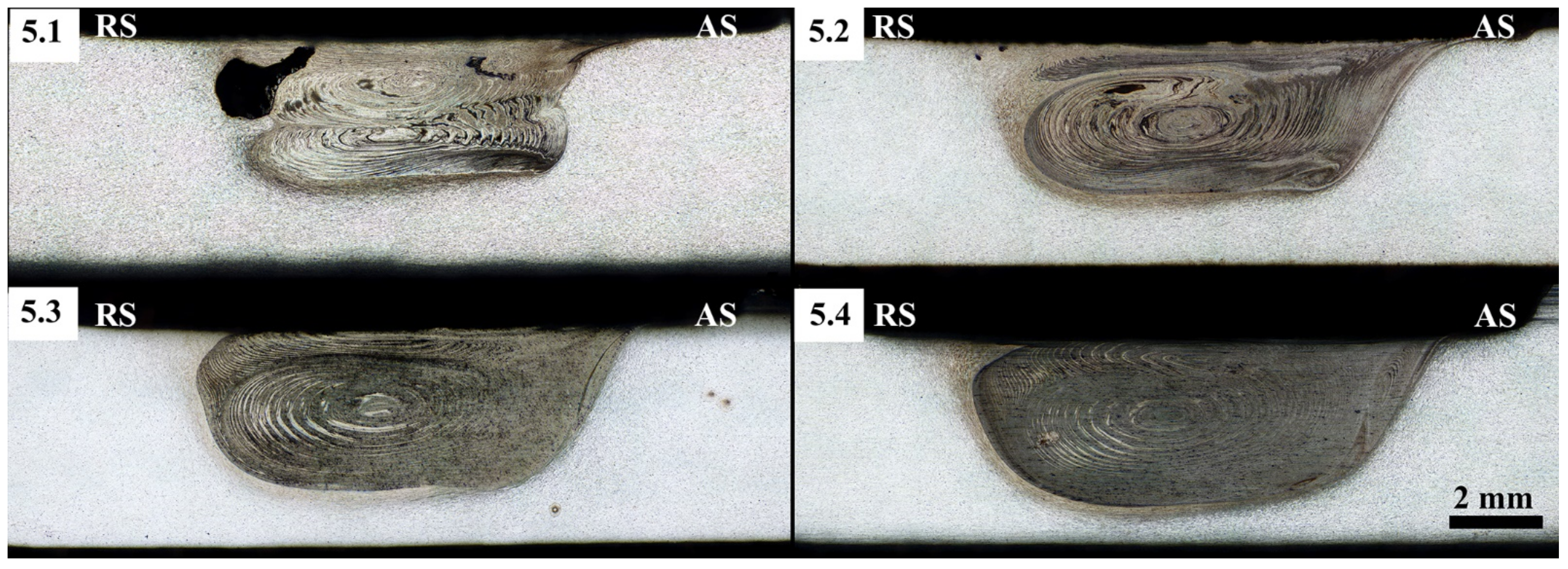
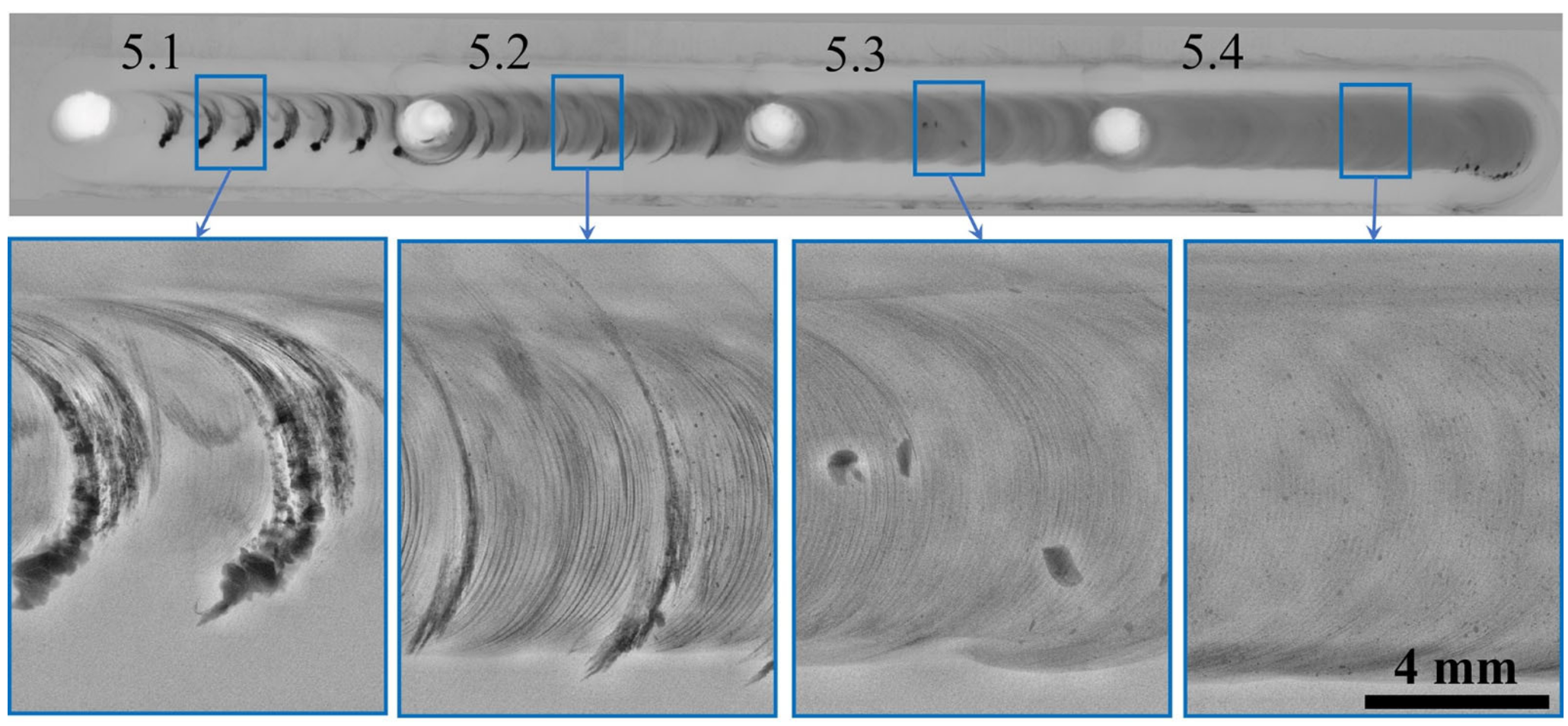
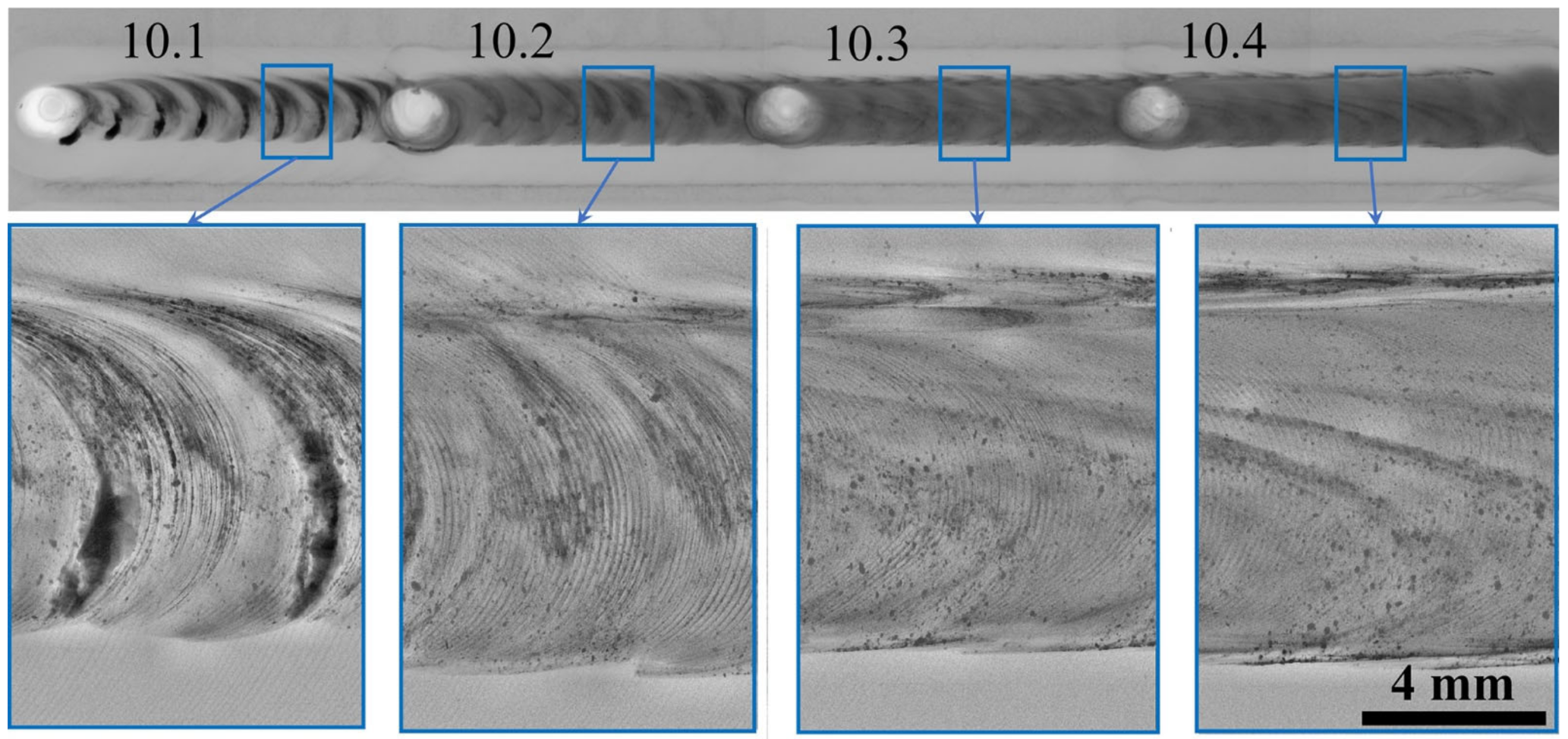
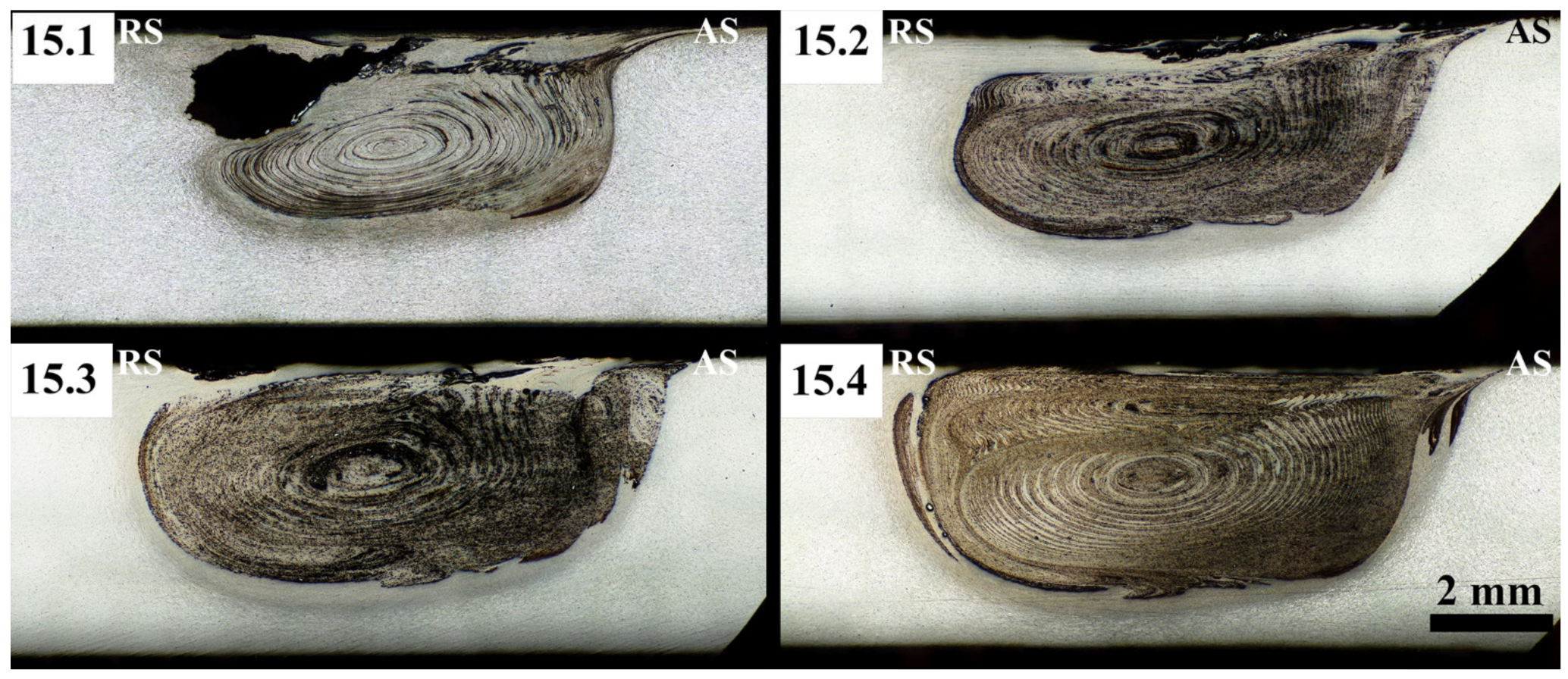
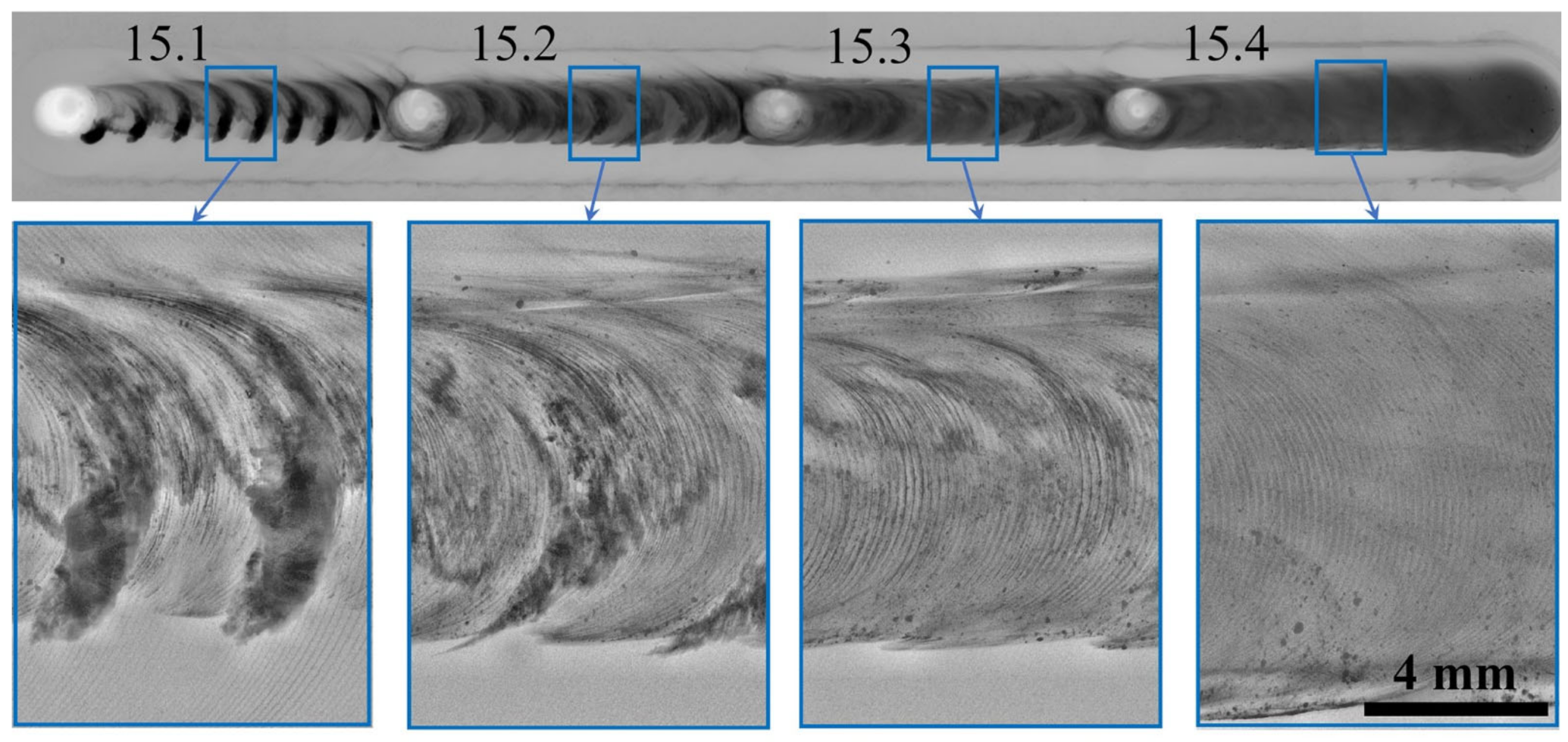
3.1. Stir Zone Macrostructure
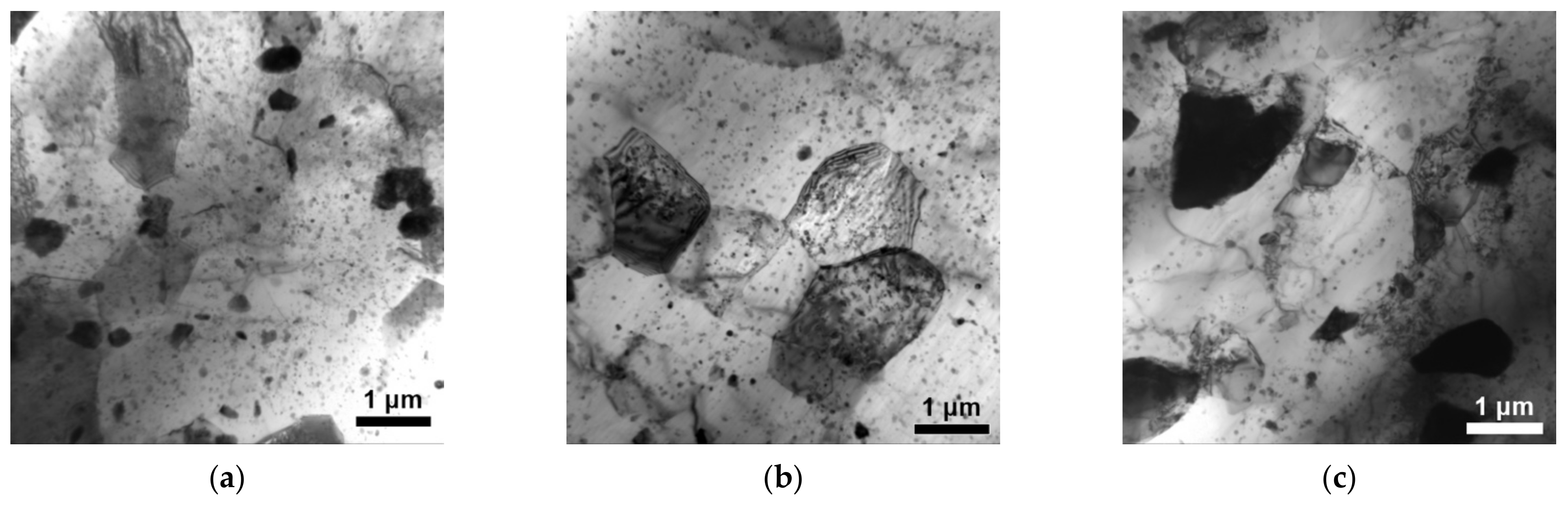
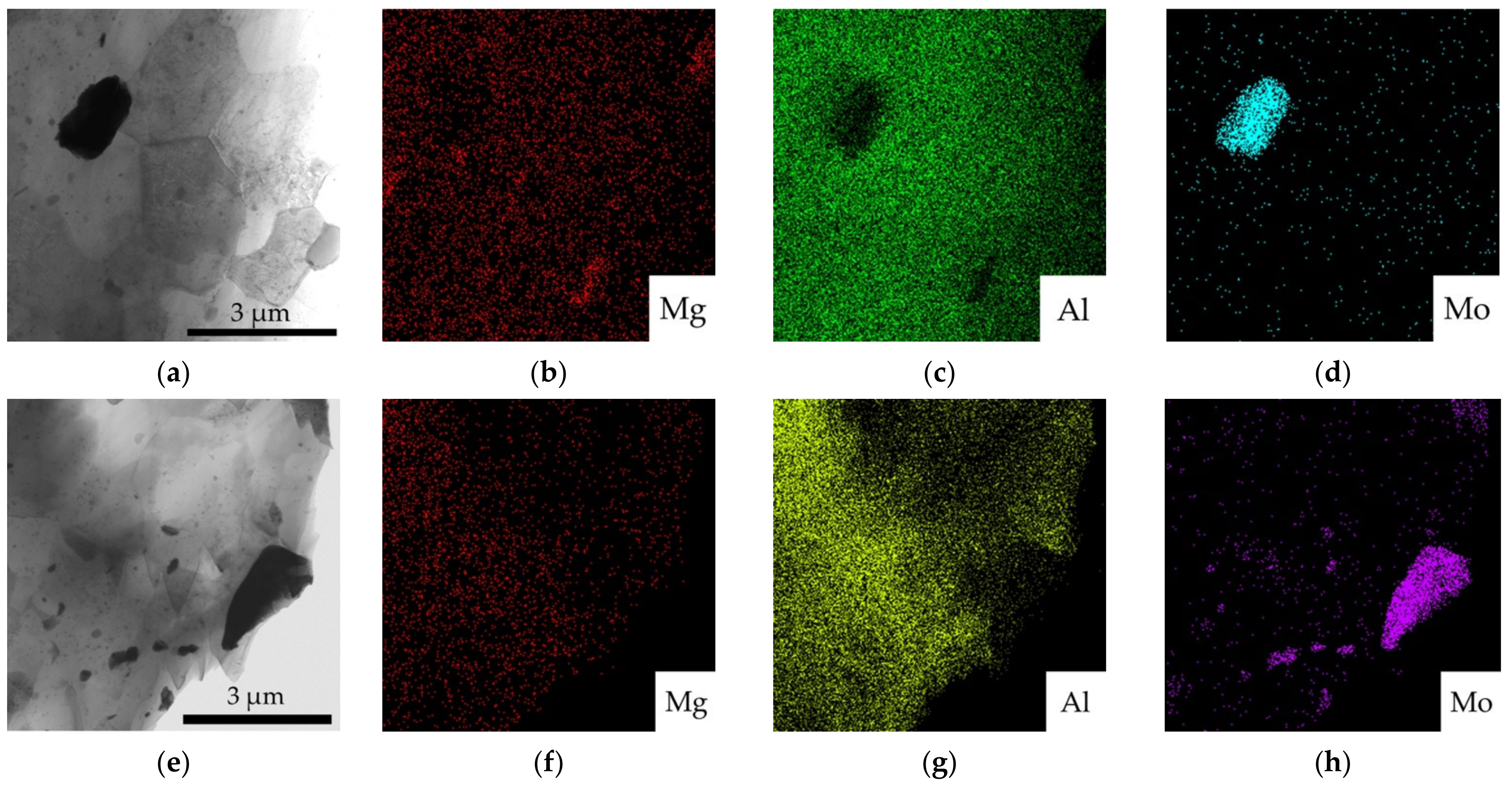
3.2. Stir Zone Microstructure
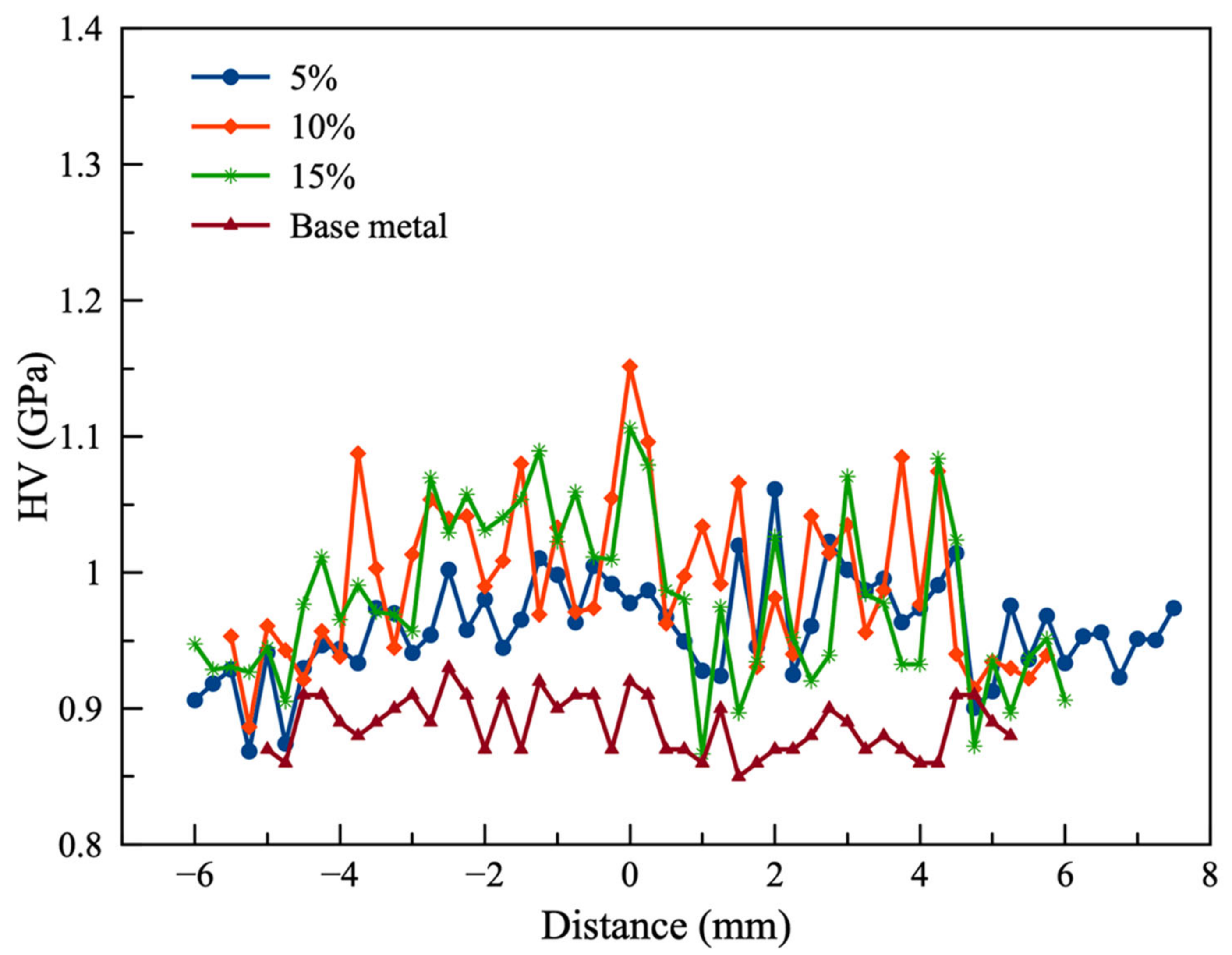
3.3. Microhardness
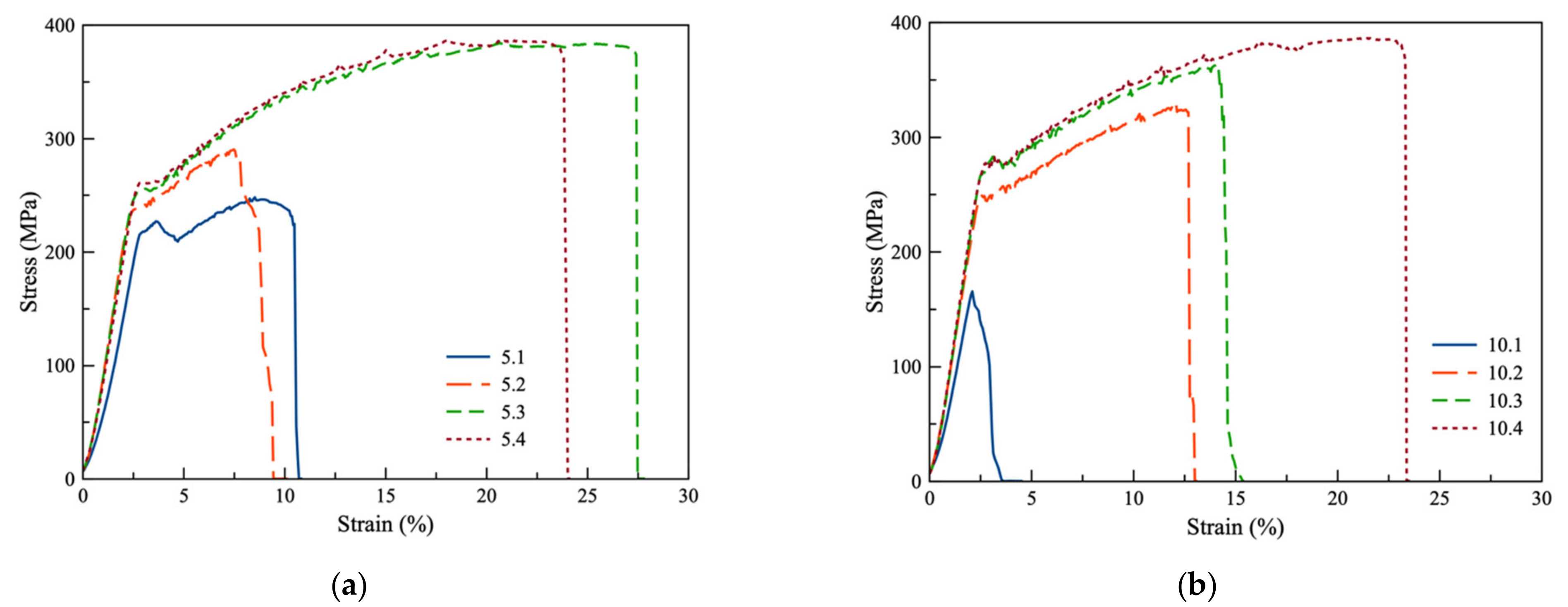
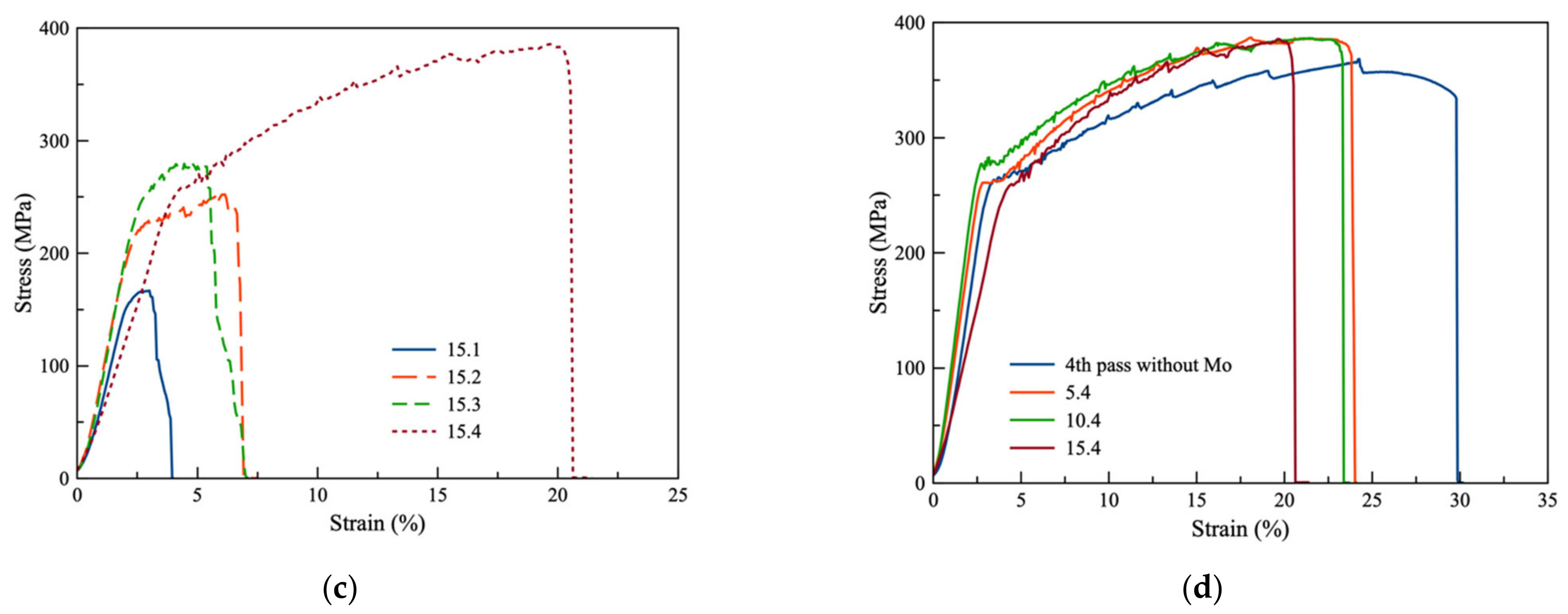
3.4. Tensile Properties
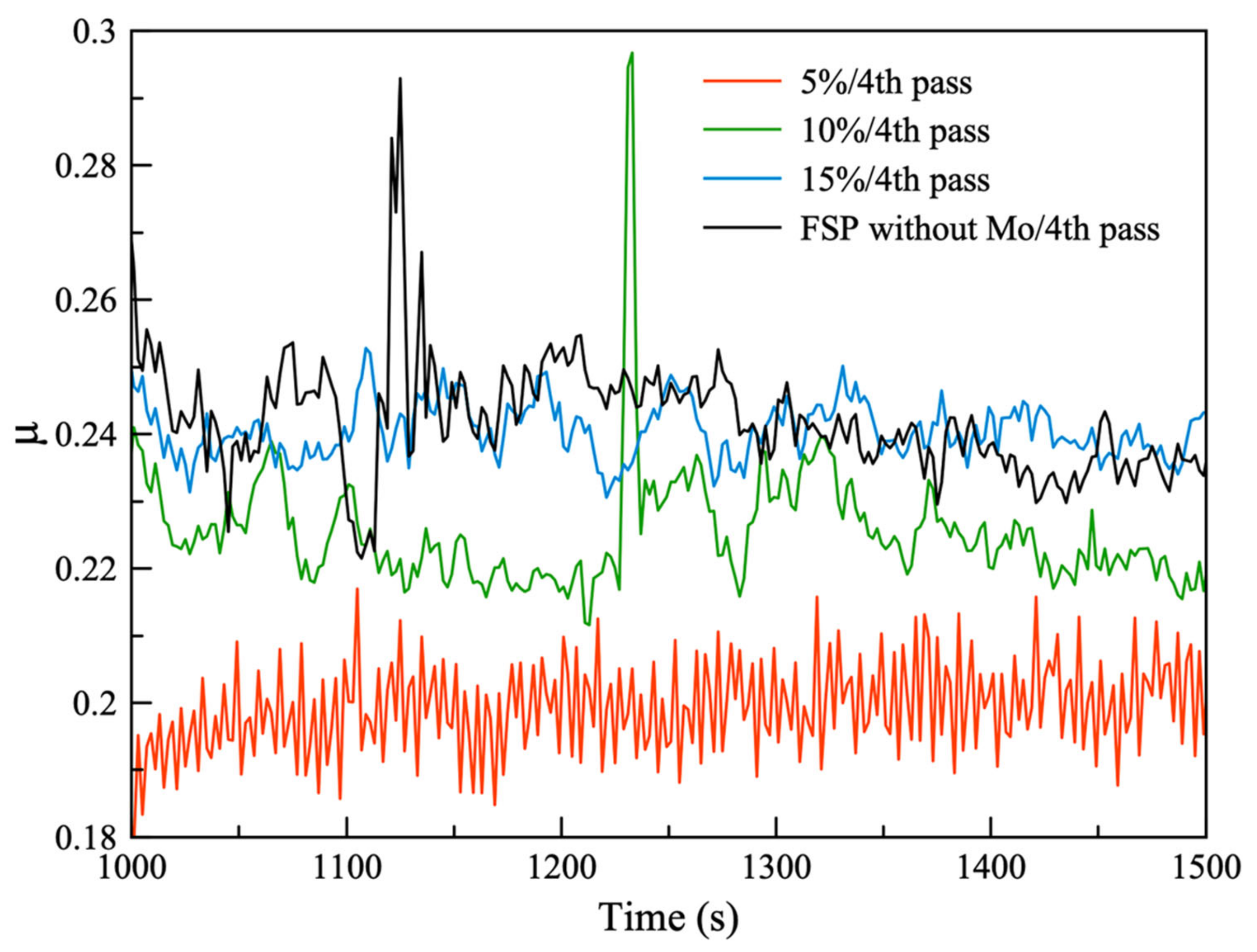
3.5. Sliding Wear Al-Mg-Sc/Mo after FSP
4. Discussion
5. Conclusions
- At least three FSW-tool passes are required for the uniform distribution of the Mo powder additive in the stir zone of the Al-Mg-Sc alloy, and the higher the Mo content, the more passes are required. Thus, 10 wt% Mo requires four tool passes, whereas at 15 wt% Mo, after four passes, the material properties are worse than at 10 wt%.
- The addition of Mo does not influence the process of the dynamic recrystallization of material at FSP. It does not contribute to a reduction in grain size, which remains at the level of the material processed without adding Mo.
- During the FSP, Mo does not interact with the aluminum alloy matrix, and therefore there is no formation of intermetallic compounds in the stir zone.
- The stir zone microhardness with Mo powder added after four passes increased by 10–28% compared to the base metal. The higher the Mo content, the higher the microhardness of the processed area.
- All the samples with Mo added from 5 to 15 wt% after four passes have the same values of the ultimate tensile strength and no considerable difference in the yield strength of the material. The material ductility is more noticeably different—23–24 % for 10 and 15 wt% and approximately 15% for 15 wt% Mo.
- The addition of Mo powder influences the friction characteristics of Al-Mg-Sc alloy. Herewith, a positive effect is achieved with a small Mo powder content. Thus, at 5 wt% Mo, the material CoF decreases to 0.2 whereas at 15 wt% Mo, it is equal to 0.24, similar to the Mo-free material. Such a change of friction characteristics requires further investigation of the Mo content effect on the friction coefficient change.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rafieazad, M.; Mohammadi, M.; Gerlich, A.; Nasiri, A. Enhancing the corrosion properties of additively manufactured AlSi10Mg using friction stir processing. Corros. Sci. 2021, 178, 109073. [Google Scholar] [CrossRef]
- Kalashnikova, T.; Chumaevskii, A.; Kalashnikov, K.; Knyazhev, E.; Gurianov, D.; Panfilov, A.; Nikonov, S.; Rubtsov, V.; Kolubaev, E. Regularities of Friction Stir Processing Hardening of Aluminum Alloy Products Made by Wire-Feed Electron Beam Additive Manufacturing. Metals 2022, 12, 183. [Google Scholar] [CrossRef]
- Yang, T.; Wang, K.; Wang, W.; Peng, P.; Huang, L.; Qiao, K.; Jin, Y. Effect of Friction Stir Processing on Microstructure and Mechanical Properties of AlSi10Mg Aluminum Alloy Produced by Selective Laser Melting. J. Miner. Met. Mater. Soc. 2019, 71, 1737–1747. [Google Scholar] [CrossRef]
- Georgantzia, E.; Gkantou, M.; Kamaris, G.S. Aluminium alloys as structural material: A review of research. Eng. Struct. 2021, 227, 111372. [Google Scholar] [CrossRef]
- Pramanik, A. Effects of Reinforcement on Wear Resistance of Aluminum Matrix Composites. Trans. Nonferrous Met. Soc. China 2016, 26, 348–358. [Google Scholar] [CrossRef] [Green Version]
- Rajmohan, T.; Palanikumar, K.; Ranganathan, S. Evaluation of Mechanical and Wear Properties of Hybrid Aluminium Matrix Composites. Trans. Nonferrous Met. Soc. China 2013, 23, 2509–2517. [Google Scholar] [CrossRef]
- Zykova, A.; Chumaevskii, A.; Vorontsov, A.; Shamarin, N.; Panfilov, A.; Knyazhev, E.; Moskvichev, E.; Gurianov, D.; Savchenko, N.; Kolubaev, E.; et al. Microstructural Evolution of AA5154 Layers Intermixed with Mo Powder during Electron Beam Wire-Feed Additive Manufacturing (EBAM). Metals 2022, 12, 109. [Google Scholar] [CrossRef]
- Boopathi, S.; Jeyakumar, M.; Singh, G.R.; King, F.L.; Pandian, M.; Subbiah, R.; Haribalaji, V. An Experimental Study on Friction Stir Processing of Aluminium Alloy (AA-2024) and Boron Nitride (BNp) Surface Composite. Mater. Today Proc. 2022, 59, 1094–1099. [Google Scholar] [CrossRef]
- Ikumapayi, O.M.; Akinlabi, E.T.; Abegunde, O.O.; Fayomi, O.S.I. Electrochemical Investigation of Calcined Agrowastes Powders on Friction Stir Processing of Aluminium-Based Matrix Composites. Mater. Today Proc. 2020, 26, 3238–3245. [Google Scholar] [CrossRef]
- Khoshaim, A.B.; Moustafa, E.B.; Bafakeeh, O.T.; Elsheikh, A.H. An Optimized Multilayer Perceptrons Model Using Grey Wolf Optimizer to Predict Mechanical and Microstructural Properties of Friction Stir Processed Aluminum Alloy Reinforced by Nanoparticles. Coatings 2021, 11, 1476. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Simchi, A.; Kokabi, A.H.; Gerlich, A.P. Friction Stir Processing of an Aluminum-Magnesium Alloy with Pre-Placing Elemental Titanium Powder: In-Situ Formation of an Al3Ti-Reinforced Nanocomposite and Materials Characterization. Mater. Charact. 2015, 108, 102–114. [Google Scholar] [CrossRef]
- Asrari, G.; Daneshifar, M.H.; Hosseini, S.A.; Alishahi, M. Fabrication of Al-Mg Solid Solution by Friction Stir Selective Alloying. Mater. Lett. 2022, 308, 131073. [Google Scholar] [CrossRef]
- Mohan, V.K.; Shamnadh, M.; Sudheer, A. Fabrication and Characterization of Friction Stir Welding of AA6061 Using Copper Powder. Mater. Today Proc. 2018, 5, 24339–24346. [Google Scholar] [CrossRef]
- Balakrishnan, M.; Dinaharan, I.; Kalaiselvan, K.; Palanivel, R. Friction Stir Processing of Al3Ni Intermetallic Particulate Reinforced Cast Aluminum Matrix Composites: Microstructure and Tensile Properties. J. Mater. Res. Technol. 2020, 9, 4356–4367. [Google Scholar] [CrossRef]
- Izadi, H.; Nolting, A.; Munro, C.; Bishop, D.P.; Plucknett, K.P.; Gerlich, A.P. Friction Stir Processing of Al/SiC Composites Fabricated by Powder Metallurgy. J. Mater. Process. Technol. 2013, 213, 1900–1907. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y.; Charit, I. Friction Stir Processing: A Novel Technique for Fabrication of Surface Composite. Mater. Sci. Eng. A 2003, 341, 307–310. [Google Scholar] [CrossRef]
- Kumar Patel, S.; Pratap Singh, V.; Kumar, D.; Saha Roy, B.; Kuriachen, B. Microstructural, Mechanical and Wear Behavior of A7075 Surface Composite Reinforced with WC Nanoparticle through Friction Stir Processing. Mater. Sci. Eng. B 2022, 276, 115476. [Google Scholar] [CrossRef]
- Patel, S.K.; Singh, V.P.; Roy, B.S.; Kuriachen, B. Microstructural, Mechanical and Wear Behavior of A7075 Surface Composite Reinforced with WC and ZrSiO4 Nanoparticle through Friction Stir Processing. J. Manuf. Process. 2021, 71, 85–105. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, H.; Dong, P.; Yan, Z.; Wang, W. A Study on the Formation of Multiple Intermetallic Compounds of Friction Stir Processed High Entropy Alloy Particles Reinforced Al Matrix Composites. Mater. Charact. 2022, 183, 111646. [Google Scholar] [CrossRef]
- Shehabeldeen, T.A.; El-Shafai, N.M.; El-Mehasseb, I.M.; Yin, Y.; Ji, X.; Shen, X.; Zhou, J. Improvement of Microstructure and Mechanical Properties of Dissimilar Friction Stir Welded Aluminum/Titanium Joints via Aluminum Oxide Nanopowder. Vacuum 2021, 188, 110216. [Google Scholar] [CrossRef]
- Lee, I.S.; Kao, P.W.; Chang, C.P.; Ho, N.J. Formation of Al–Mo Intermetallic Particle-Strengthened Aluminum Alloys by Friction Stir Processing. Intermetallics 2013, 35, 9–14. [Google Scholar] [CrossRef]
- Selvakumar, S.; Dinaharan, I.; Palanivel, R.; Ganesh Babu, B. Characterization of Molybdenum Particles Reinforced Al6082 Aluminum Matrix Composites with Improved Ductility Produced Using Friction Stir Processing. Mater. Charact. 2017, 125, 13–22. [Google Scholar] [CrossRef]
- Kalashnikova, T.; Chumaevskii, A.; Kalashnikov, K.; Fortuna, S.; Kolubaev, E.; Tarasov, S. Microstructural Analysis of Friction Stir Butt Welded Al-Mg-Sc-Zr Alloy Heavy Gauge Sheets. Metals 2020, 10, 806. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Mg | Mn | Sc | Zr |
|---|---|---|---|---|
| Base | 5.3–6.3 | 0.2–0.6 | 0.17–0.35 | 0.05–0.15 |
| No. of Pass | V (mm/min) | ω (rpm) | P (kg) | ||
|---|---|---|---|---|---|
| 5 wt% | 10 wt% | 15 wt% | |||
| 1 | 90 | 500 | 1080 | 950 | 860 |
| 2 | 90 | 500 | 1100 | 980 | 900 |
| 3 | 90 | 500 | 1150 | 1000 | 950 |
| 4 | 90 | 500 | 1150 | 1050 | 1000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalashnikova, T.; Knyazhev, E.; Gurianov, D.; Chumaevskii, A.; Vorontsov, A.; Kalashnikov, K.; Teryukalova, N.; Kolubaev, E. Structure, Mechanical Properties and Friction Characteristics of the Al-Mg-Sc Alloy Modified by Friction Stir Processing with the Mo Powder Addition. Metals 2022, 12, 1015. https://doi.org/10.3390/met12061015
Kalashnikova T, Knyazhev E, Gurianov D, Chumaevskii A, Vorontsov A, Kalashnikov K, Teryukalova N, Kolubaev E. Structure, Mechanical Properties and Friction Characteristics of the Al-Mg-Sc Alloy Modified by Friction Stir Processing with the Mo Powder Addition. Metals. 2022; 12(6):1015. https://doi.org/10.3390/met12061015
Chicago/Turabian StyleKalashnikova, Tatiana, Evgeny Knyazhev, Denis Gurianov, Andrey Chumaevskii, Andrey Vorontsov, Kirill Kalashnikov, Natalya Teryukalova, and Evgeny Kolubaev. 2022. "Structure, Mechanical Properties and Friction Characteristics of the Al-Mg-Sc Alloy Modified by Friction Stir Processing with the Mo Powder Addition" Metals 12, no. 6: 1015. https://doi.org/10.3390/met12061015
APA StyleKalashnikova, T., Knyazhev, E., Gurianov, D., Chumaevskii, A., Vorontsov, A., Kalashnikov, K., Teryukalova, N., & Kolubaev, E. (2022). Structure, Mechanical Properties and Friction Characteristics of the Al-Mg-Sc Alloy Modified by Friction Stir Processing with the Mo Powder Addition. Metals, 12(6), 1015. https://doi.org/10.3390/met12061015