
Effect of Heat Treatment on Microstructure and Properties of GH3536 Fabricated by Selective Laser Melting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussion
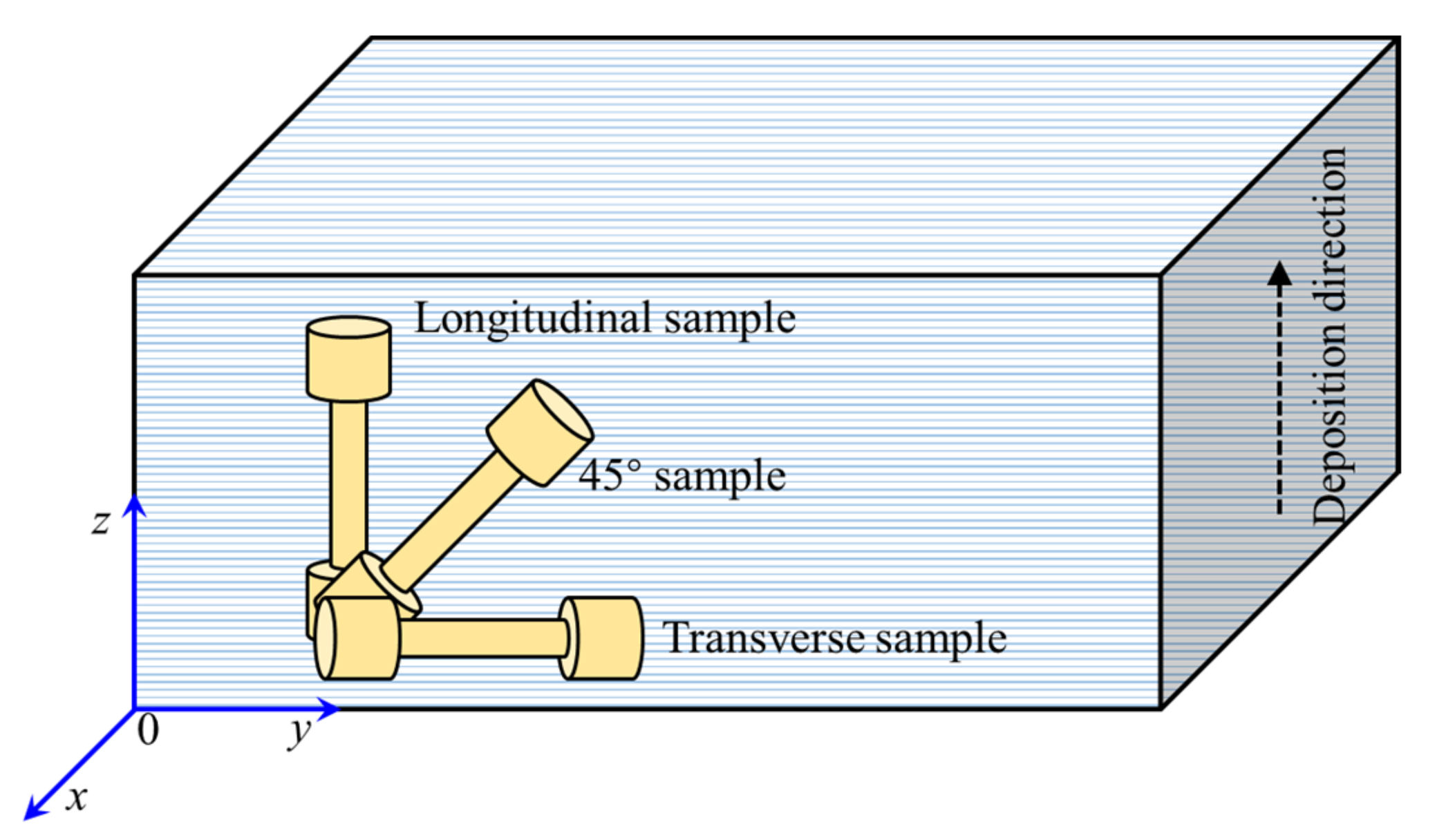
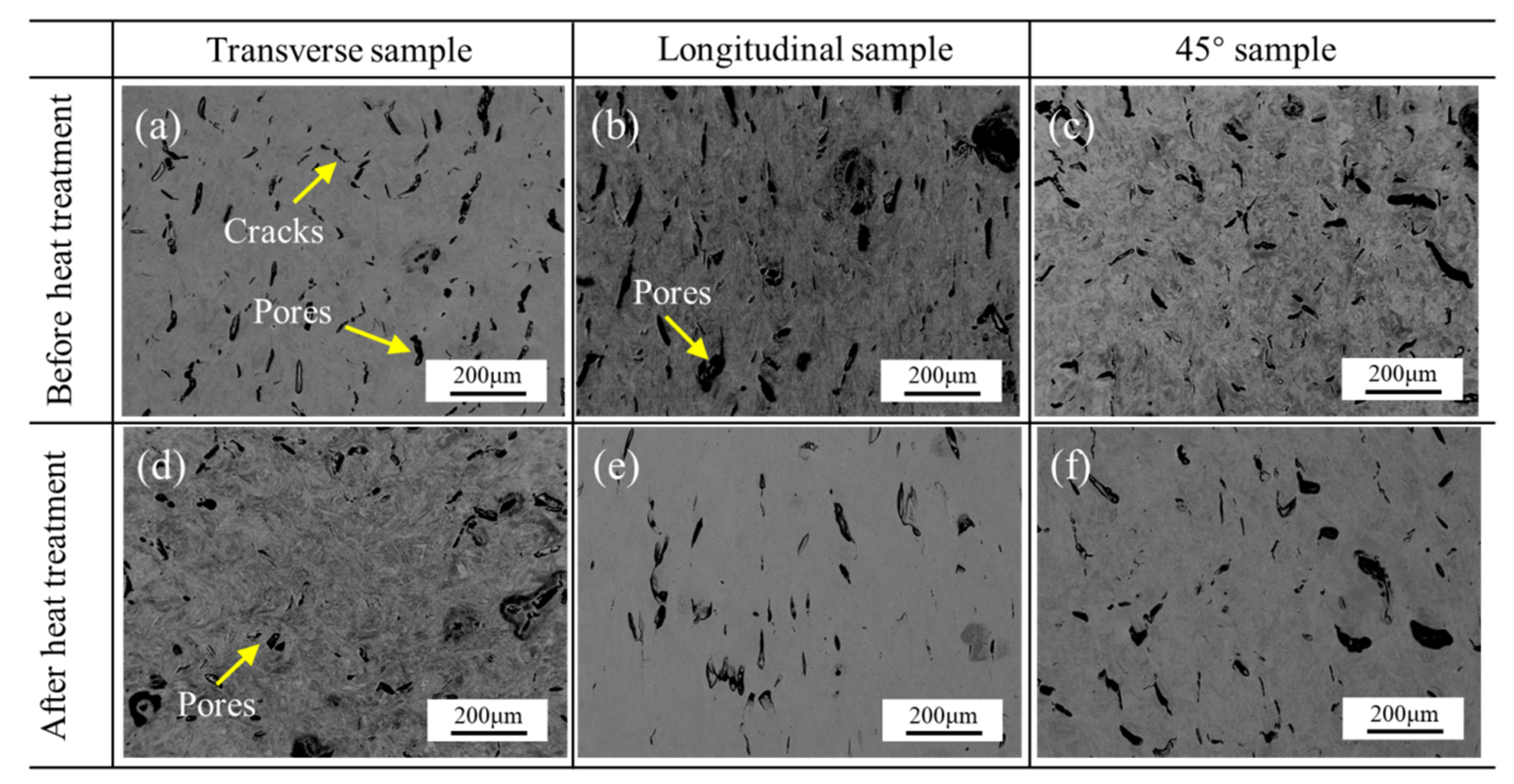
3.1. Macroscopic Morphology before and after Heat Treatment
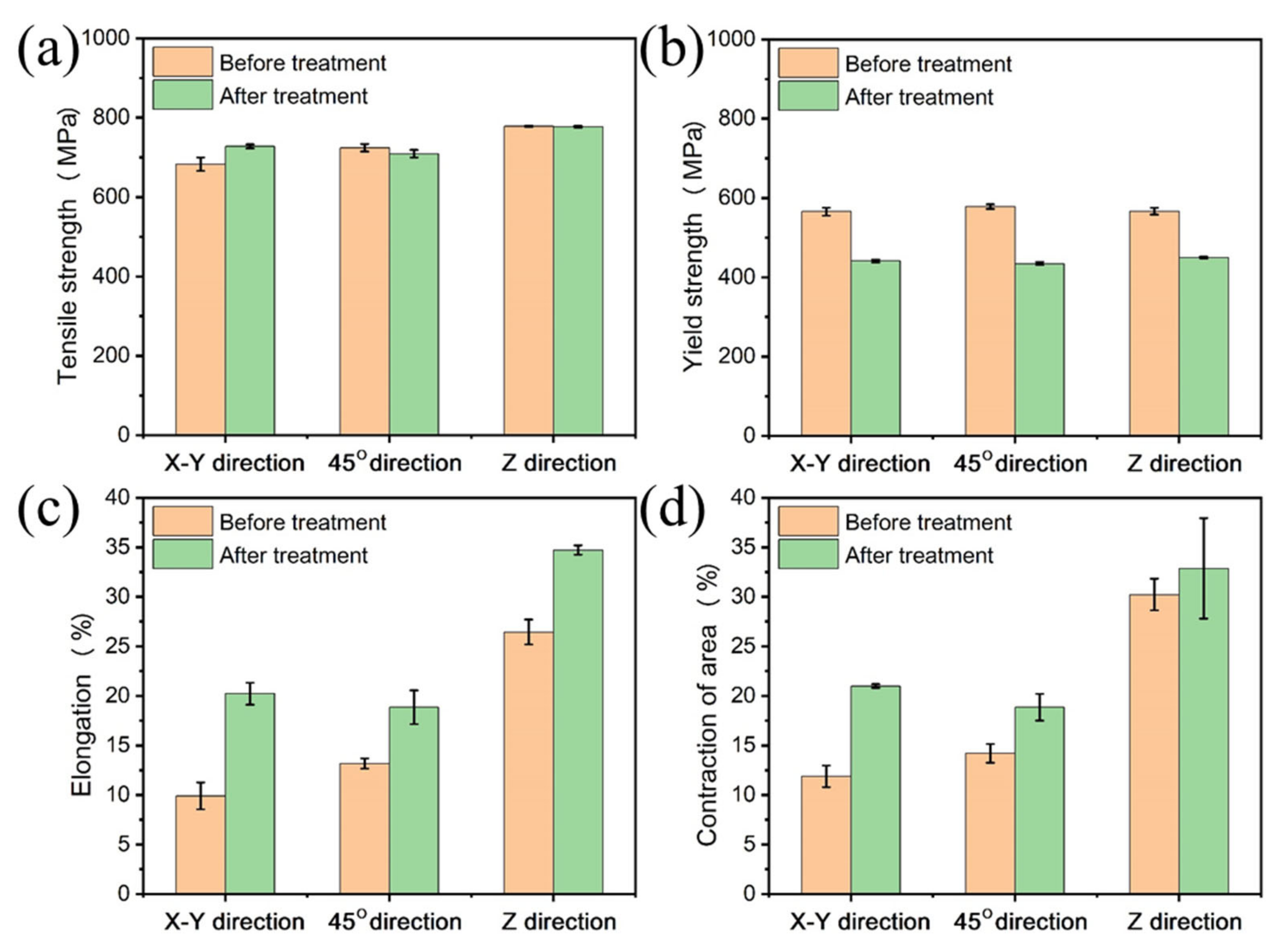
3.2. Mechanical Properties before and after Heat Treatment
3.3. Microstructure before and after Heat Treatment
3.4. Grain Characteristics before and after Heat Treatment
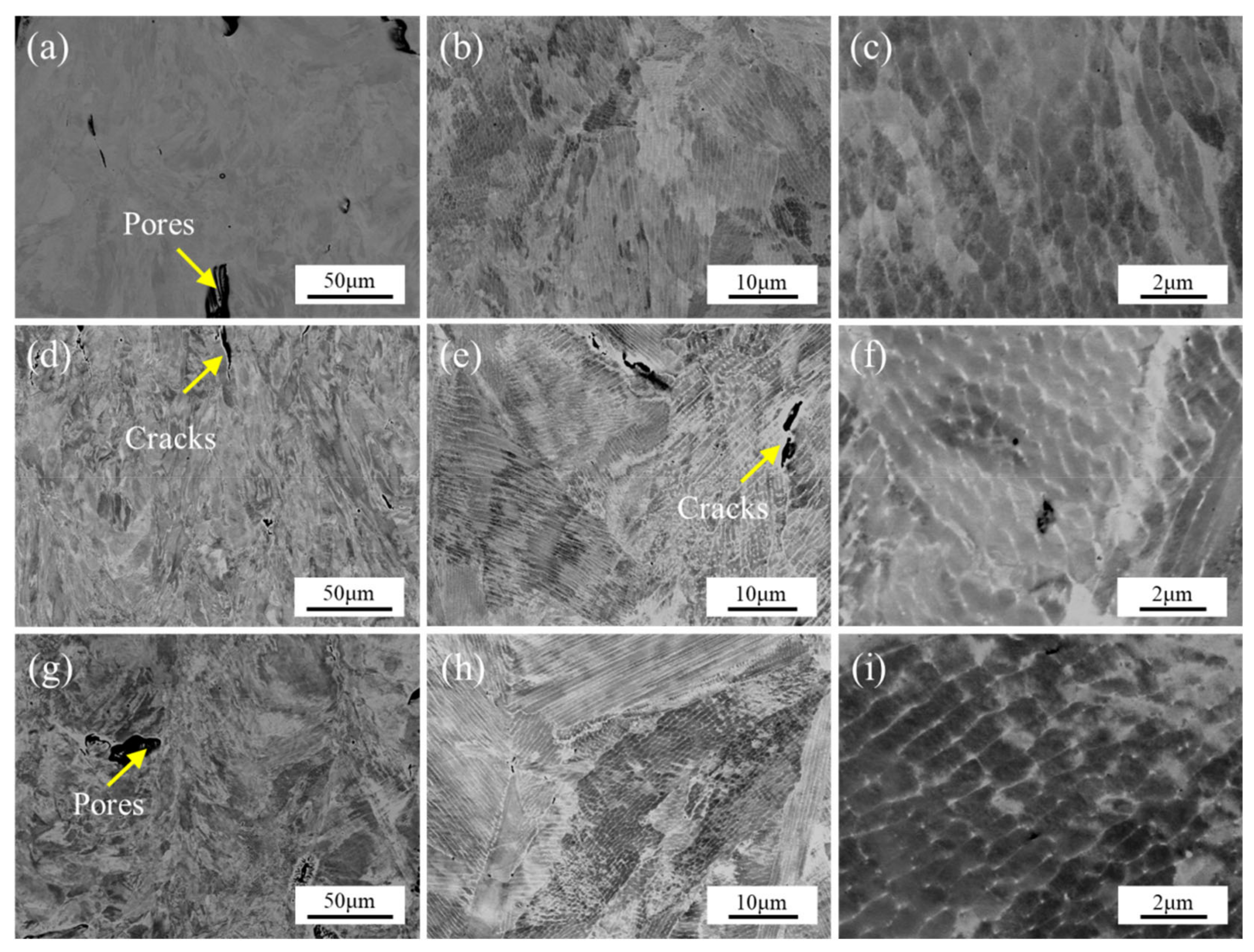
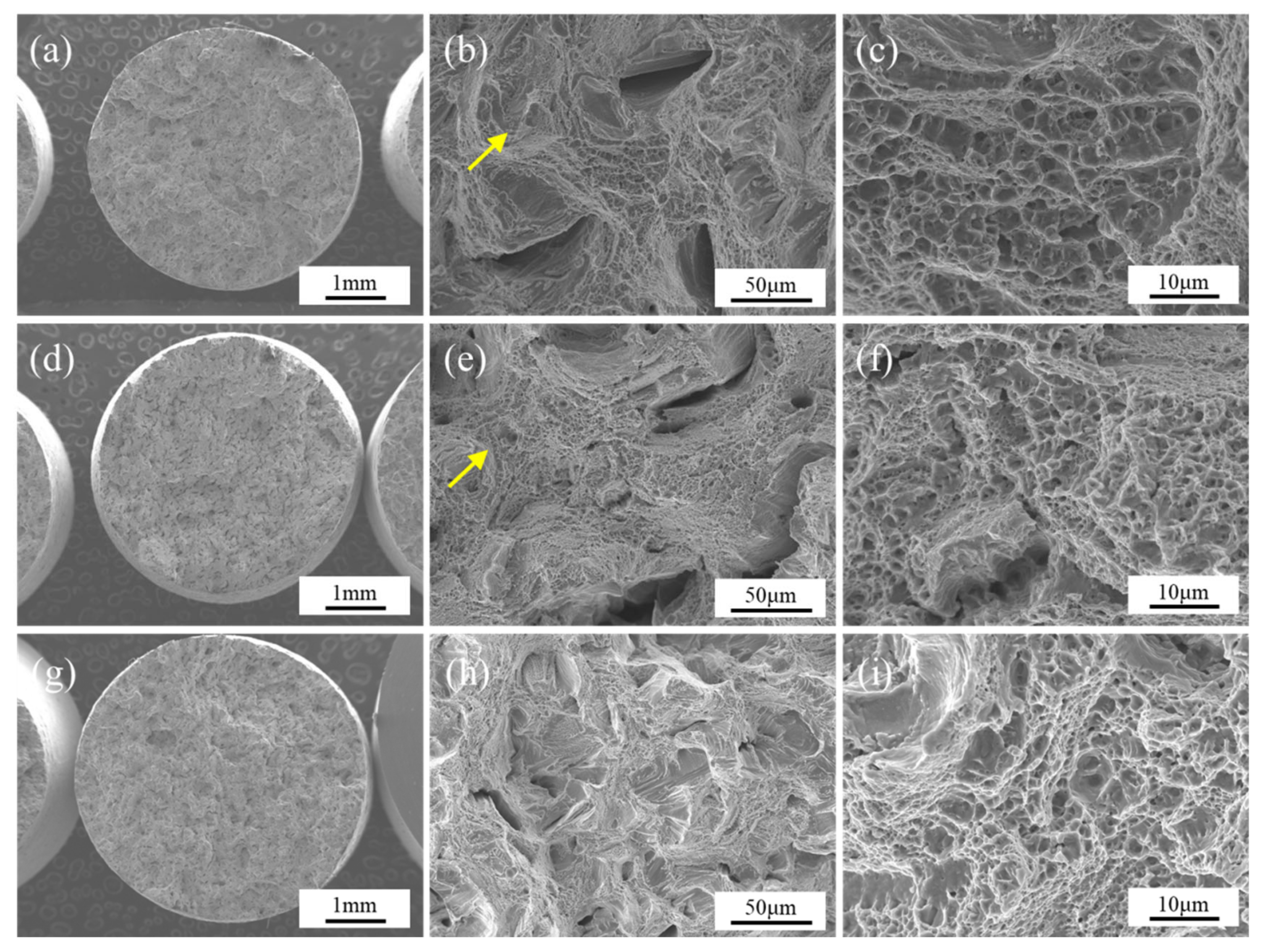
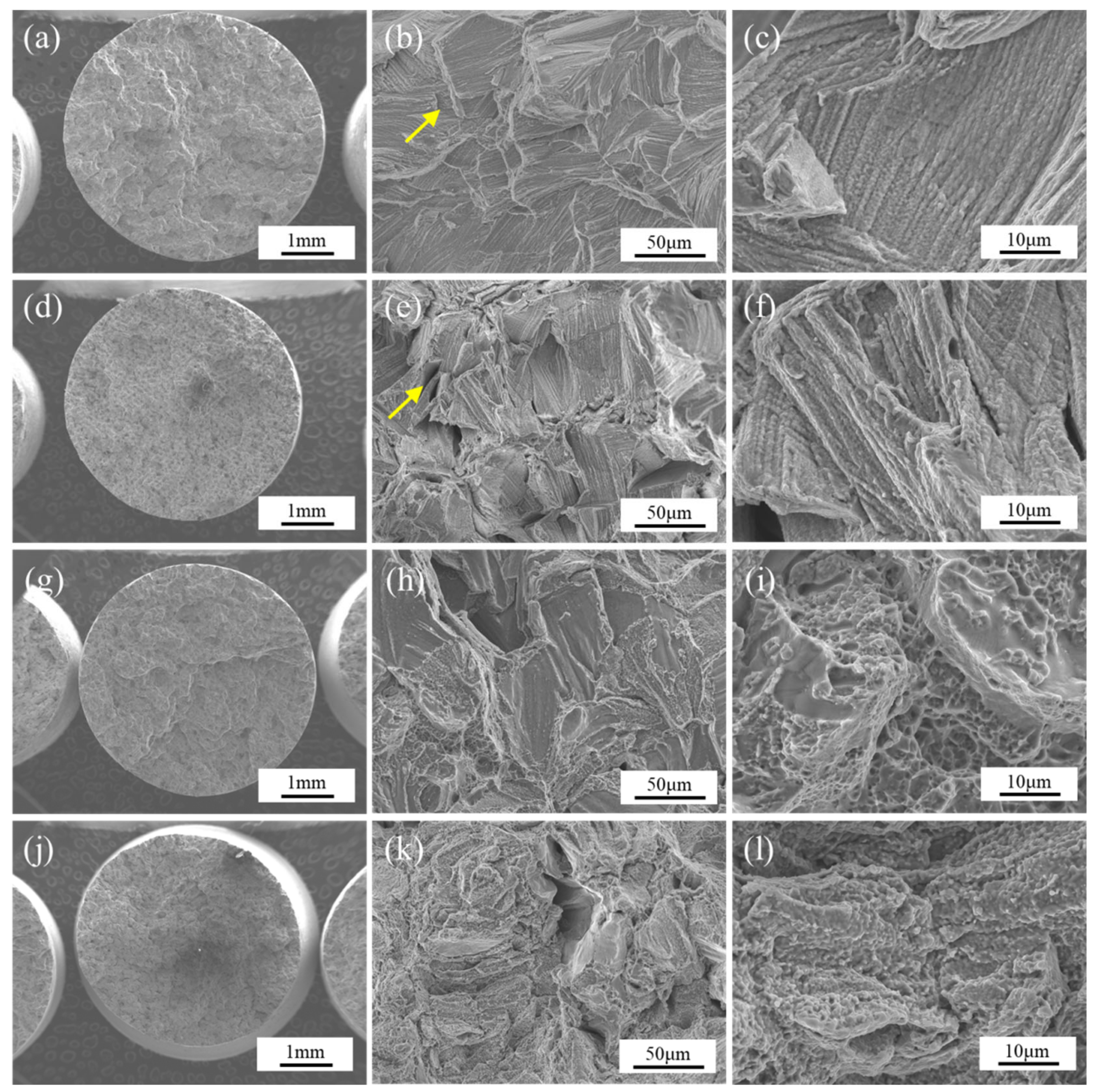
3.5. Fracture Morphology before and after Heat Treatment
4. Conclusions
- (1)
- There are pores and cracks in the SLMed GH3536 samples, and the number in each direction did not change significantly. The tensile strength, elongation, and area reduction in transverse, 45°, and longitudinal samples increased in turn, while the yield strength did not change significantly. After heat treatment, the yield strength decreased, while the elongation increased significantly.
- (2)
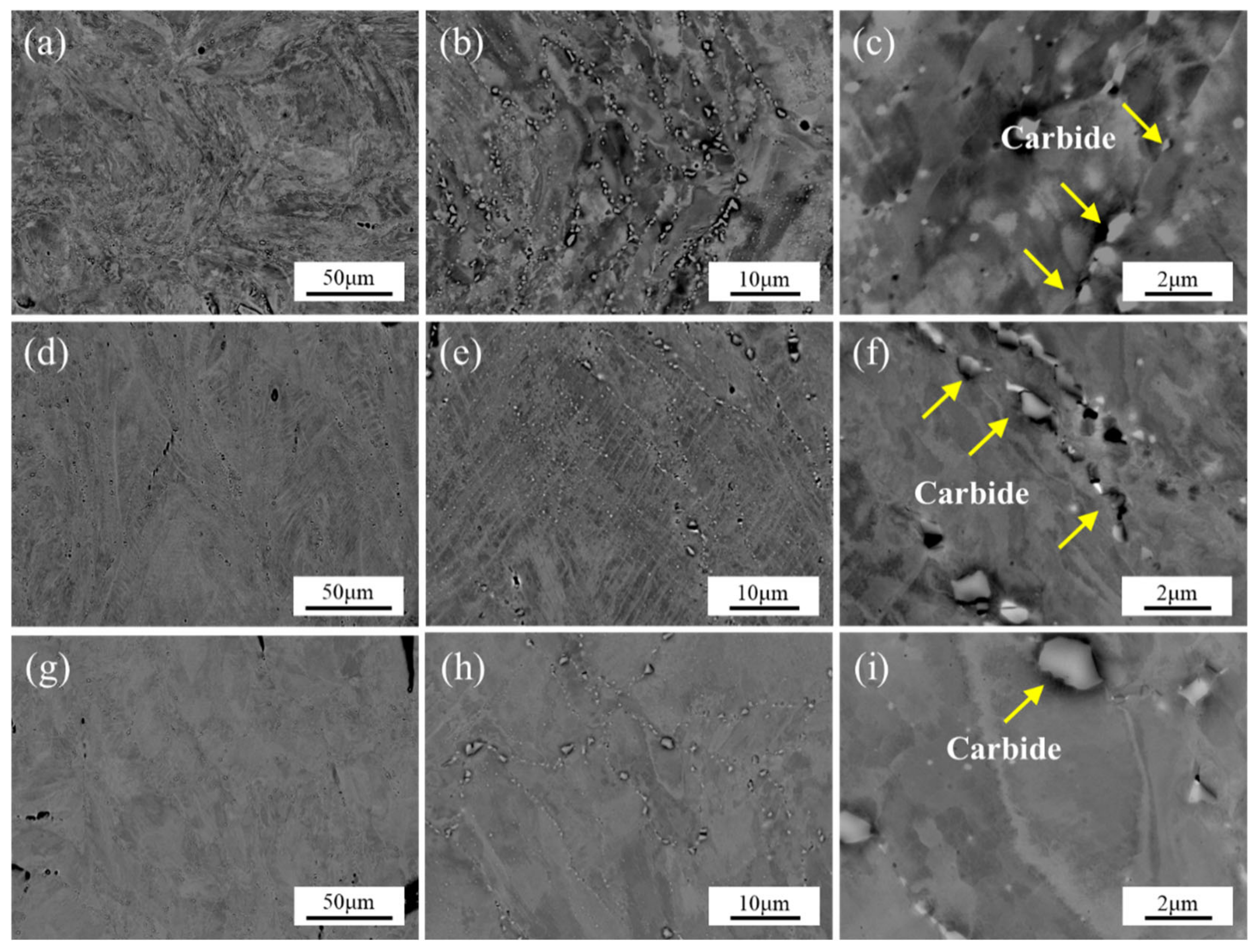
- There were irregular near-equiaxed grains in the cross-sectional microstructure of SLMed GH3536. After heat treatment, the carbides in the grain boundary gradually changed from a granular distribution to a continuous strip distribution, and a white granular or flaky phase precipitated in the grain boundary.
- (3)
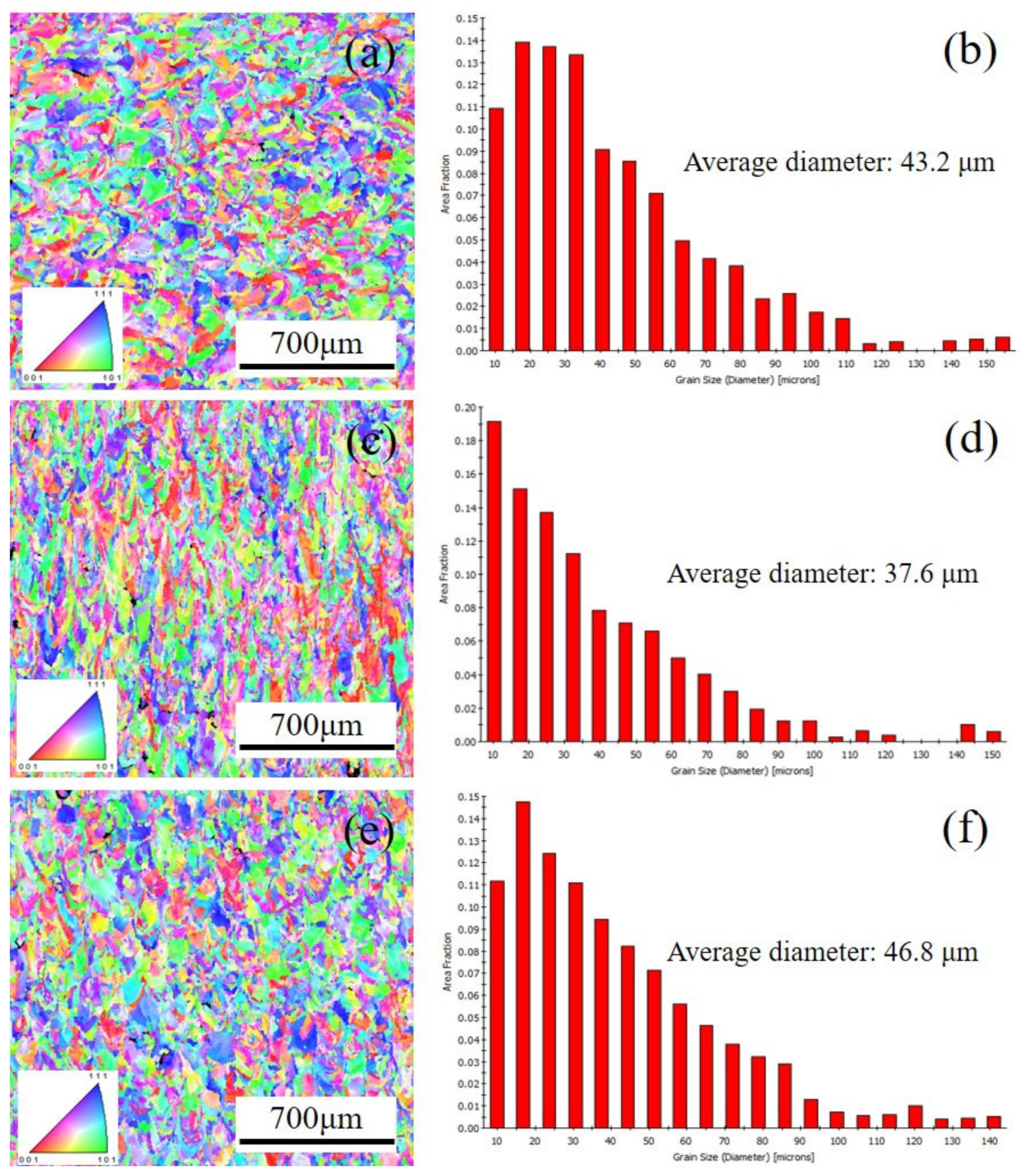
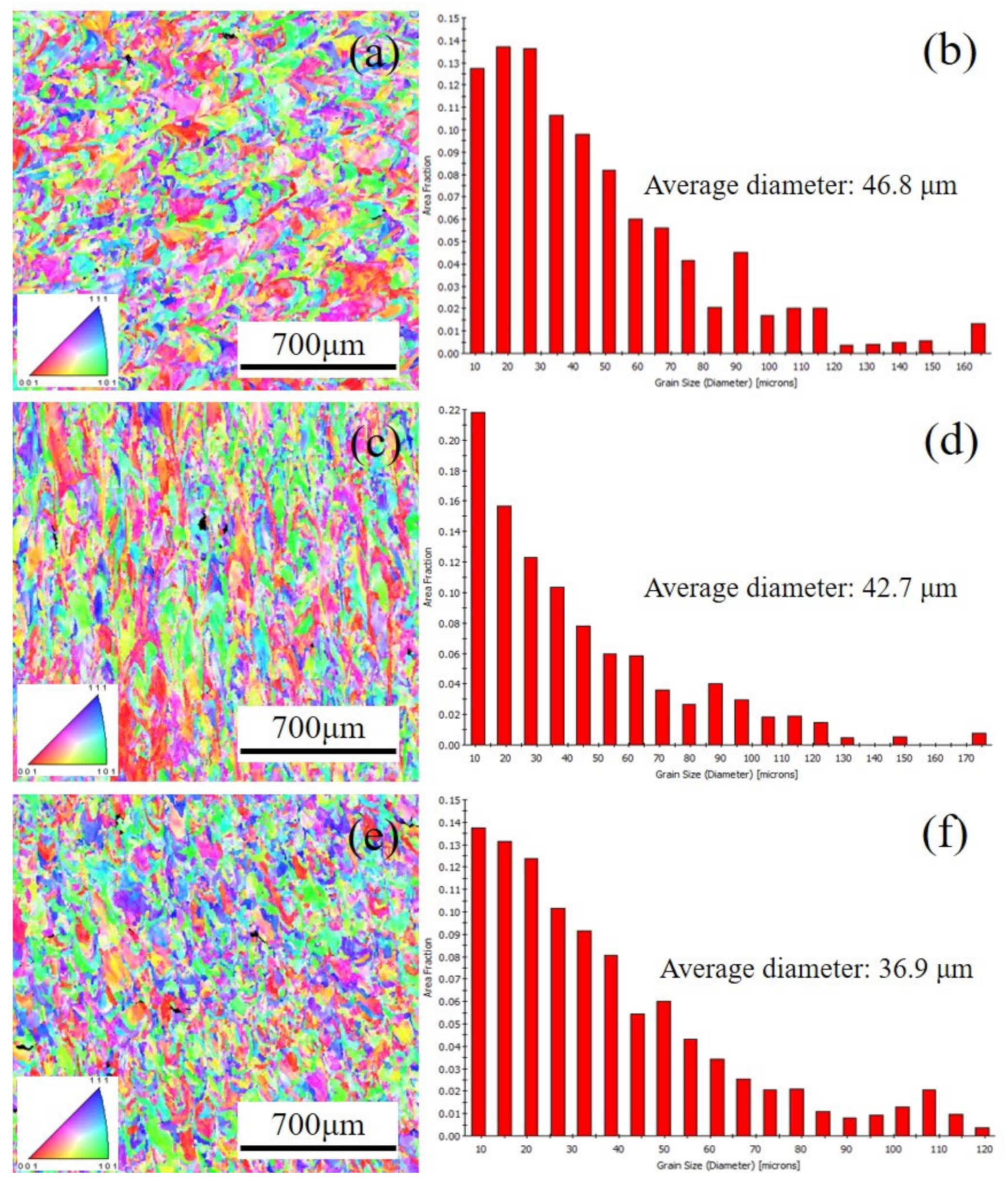
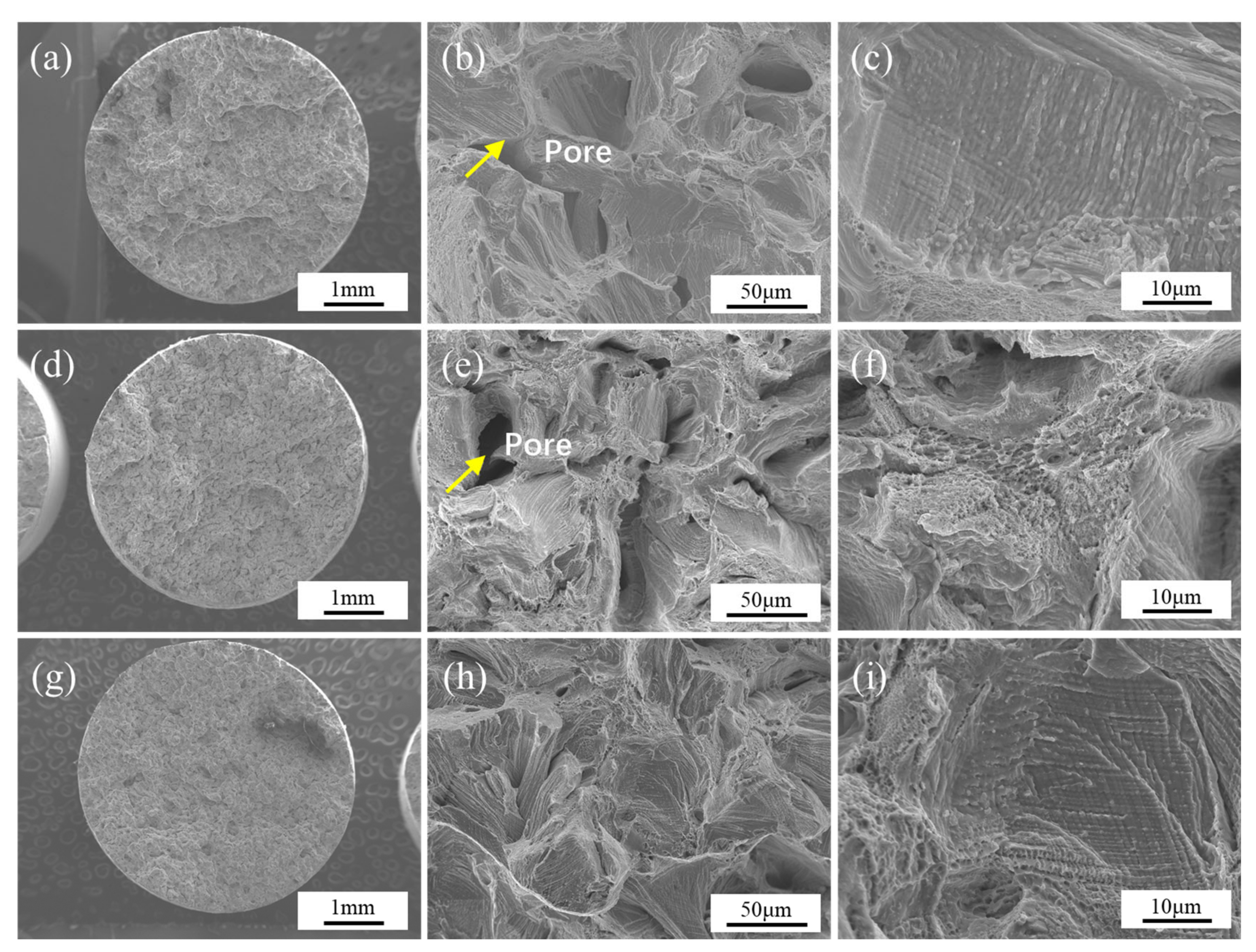
- The growth trend of SLMed GH3536 was gradually consistent in all directions. In the transverse samples, more than 70% of grains were below 35 μm in size. After heat treatment, the grain orientation of the 45° sample changed significantly and gradually grew in the (001) direction. The tensile fracture of SLMed GH3536 samples changed from a transgranular fracture to a ductile fracture after heat treatment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Santos, E.C.; Shiomi, M.; Osakada, K.; Laoui, T. Rapid manufacturing of metal components by laser forming. Int. J. Mach. Tools Manuf. 2006, 46, 1459–1468. [Google Scholar] [CrossRef]
- Li, S.; Wei, Q.; Shi, Y.; Zhu, Z.; Zhang, D. Microstructure Characteristics of Inconel 625 Superalloy Manufactured by Selective Laser Melting. J. Mater. Sci. Technol. 2015, 31, 946–952. [Google Scholar] [CrossRef]
- Gong, G.; Ye, J.; Chi, Y.; Zhao, Z.; Wang, Z.; Xia, G.; Du, X.; Tian, H.; Yu, H.; Chen, C. Research status of laser additive manufacturing for metal: A review. J. Mater. Res. Technol. 2021, 15, 855–884. [Google Scholar] [CrossRef]
- Bremen, S.; Meiners, W.; Diatlov, A. Selective laser melting: A manufacturing technology for the future? Laser Tech. J. 2012, 9, 33–38. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Chen, D.; Wang, P.; Pan, R.; Zha, C.; Fan, J.; Liang, D.; Zhao, Y. Characteristics of Metal Specimens Formed by Selective Laser Melting: A State-of-the-Art Review. J. Mater. Eng. Perform. 2021, 30, 7073–7100. [Google Scholar] [CrossRef]
- Lai, G.Y. An investigation of the thermal stability of a commercial Ni-Cr-Fe-Mo alloy (hastelloy alloy X). Met. Mater. Trans. A 1978, 9, 827–833. [Google Scholar] [CrossRef]
- Zhang, D.X.; Wang, J.P.; Wen, Z.X.; Liu, D.S.; Yue, Z.F. V-Notched Bar Creep Life Prediction: GH3536 Ni-Based Superalloy Under Multiaxial Stress State. J. Mater. Eng. Perform. 2016, 25, 2959–2968. [Google Scholar] [CrossRef]
- Vieille, B.; Duchaussoy, A.; Benmabrouk, S.; Henry, R.; Keller, C. Fracture behavior of Hastelloy X elaborated by laser powder bed fusion: Influence of microstructure and building direction. J. Alloys Compd. 2022, 918, 165570. [Google Scholar] [CrossRef]
- Cheng, Z.; Du, X.; Qi, B.; Yuan, Z.; Wu, Q.; Zou, J.; Xiao, R. Microstructure and mechanical properties of 3D-GH3536/R-GH3128 butt joint welded by fiber laser welding with focus rotation. J. Mater. Res. Technol. 2022, 18, 1460–1473. [Google Scholar] [CrossRef]
- Zhang, H.; Xue, J.; Ye, Y.; Bai, H.; Guo, W.; Zou, G.; Liu, L. Boride evolutionary behavior and mechanism in the TLP repaired IN738 superalloy with crack-like defects. J. Alloys Compd. 2022, 909, 164692. [Google Scholar] [CrossRef]
- Tian, Y.; Tomus, D.; Rometsch, P.; Wu, X. Influences of processing parameters on surface roughness of Hastelloy X produced by selective laser melting. Addit. Manuf. 2017, 13, 103–112. [Google Scholar] [CrossRef]
- Ren, Y.; Li, Z.; Chen, Y.; Xin, Z.; Ye, Y.; Lu, H.; Wan, H.; Cheng, L.; He, K.; Tu, X.; et al. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Nickel Superalloy GH3536 Obtained by Selective Laser Melting. Met. Sci. Heat Treat. 2021, 63, 369–374. [Google Scholar] [CrossRef]
- Min, S.; Zhang, H.; Liu, H.; Zhang, K.; Huang, A.; Hou, J. Influence of defects on high-temperature oxidation performance of GH3536 superalloys fabricated by laser powder bed fusion. Addit. Manuf. Lett. 2022, 3, 100064. [Google Scholar] [CrossRef]
- Wang, F. Mechanical property study on rapid additive layer manufacture Hastelloy® X alloy by selective laser melting technology. Int. J. Adv. Manuf. Technol. 2012, 58, 545–551. [Google Scholar] [CrossRef]
- Tomus, D.; Tian, Y.; Rometsch, P.A.; Heilmaier, M.; Wu, X. Influence of post heat treatments on anisotropy of mechanical behaviour and microstructure of Hastelloy-X parts produced by selective laser melting. Mater. Sci. Eng. A 2016, 667, 42–53. [Google Scholar] [CrossRef]
- Zhang, L.; Song, J.; Wu, W.; Gao, Z.; He, B.; Ni, X.; Long, Q.; Lu, L.; Zhu, G. Effect of processing parameters on thermal behavior and related density in GH3536 alloy manufactured by selective laser melting. J. Mater. Res. 2019, 34, 1405–1414. [Google Scholar] [CrossRef]
- Qiao, G.; Zhang, B.; Bai, Q.; Dilnoza, Y. Effect of Heat Treatment on Microstructure and Residual Stress of GH3536 Superalloy Fabricated by Selective Laser Melting. J. Mater. Eng. Perform. 2021, 30, 8892–8900. [Google Scholar] [CrossRef]
- Xia, Y.; Chen, H.; Liang, X.; Lei, J. Circular oscillating laser melting deposition of nickel-based superalloy reinforced by WC: Microstructure, wear resistance and electrochemical properties. J. Manuf. Process. 2021, 68, 1694–1704. [Google Scholar] [CrossRef]
- Montero-Sistiaga, M.L.; Pourbabak, S.; Van Humbeeck, J.; Schryvers, D.; Vanmeensel, K. Microstructure and mechanical properties of Hastelloy X produced by HP-SLM (high power selective laser melting). Mater. Des. 2019, 165, 107598. [Google Scholar] [CrossRef]
- Han, Q.; Gu, Y.; Setchi, R.; Lacan, F.; Johnston, R.; Evans, S.L.; Yang, S. Additive manufacturing of high-strength crack-free Ni-based Hastelloy X superalloy. Addit. Manuf. 2019, 30, 100919. [Google Scholar] [CrossRef]
- Wang, H.; Chen, L.; Dovgyy, B.; Xu, W.; Sha, A.; Li, X.; Tang, H.; Liu, Y.; Wu, H.; Pham, M.-S. Micro-cracking, microstructure and mechanical properties of Hastelloy-X alloy printed by laser powder bed fusion: As-built, annealed and hot-isostatic pressed. Addit. Manuf. 2021, 39, 101853. [Google Scholar] [CrossRef]
- Sanchez-Mata, O.; Muñiz-Lerma, J.A.; Wang, X.; Atabay, S.E.; Shandiz, M.A.; Brochu, M. Microstructure and mechanical properties at room and elevated temperature of crack-free Hastelloy X fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2020, 780, 139177. [Google Scholar] [CrossRef]
- Sun, S.; Teng, Q.; Xie, Y.; Liu, T.; Ma, R.; Bai, J.; Cai, C.; Wei, Q. Two-step heat treatment for laser powder bed fusion of a nickel-based superalloy with simultaneously enhanced tensile strength and ductility. Addit. Manuf. 2021, 46, 102168. [Google Scholar] [CrossRef]
- Montero-Sistiaga, M.L.; Liu, Z.; Bautmans, L.; Nardone, S.; Ji, G.; Kruth, J.-P.; Van Humbeeck, J.; Vanmeensel, K. Effect of temperature on the microstructure and tensile properties of micro-crack free hastelloy X produced by selective laser melting. Addit. Manuf. 2020, 31, 100995. [Google Scholar] [CrossRef]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, S.; Chen, B.; Liu, W.; Zhou, B.; Zhang, X.; Zeng, Q.; Guo, S. Effect of Heat Treatment on Microstructure and Properties of GH3536 Fabricated by Selective Laser Melting. Metals 2022, 12, 1184. https://doi.org/10.3390/met12071184
Huang S, Chen B, Liu W, Zhou B, Zhang X, Zeng Q, Guo S. Effect of Heat Treatment on Microstructure and Properties of GH3536 Fabricated by Selective Laser Melting. Metals. 2022; 12(7):1184. https://doi.org/10.3390/met12071184
Chicago/Turabian StyleHuang, Shuai, Bingqing Chen, Wei Liu, Biao Zhou, Xuejun Zhang, Qi Zeng, and Shaoqing Guo. 2022. "Effect of Heat Treatment on Microstructure and Properties of GH3536 Fabricated by Selective Laser Melting" Metals 12, no. 7: 1184. https://doi.org/10.3390/met12071184
APA StyleHuang, S., Chen, B., Liu, W., Zhou, B., Zhang, X., Zeng, Q., & Guo, S. (2022). Effect of Heat Treatment on Microstructure and Properties of GH3536 Fabricated by Selective Laser Melting. Metals, 12(7), 1184. https://doi.org/10.3390/met12071184