1. Introduction
Having good budgeting tools and methods is crucial for the future success of a company [
1,
2], and is also useful for smaller-to-medium enterprises (SME). Moreover, correct budgeting can solve common problems, such as poor material/resource management, especially in manufacturing companies, as analyzed by Siyanbola et al. [
3] in their study of the impact of budgeting operations on the performance of a manufacturing company. Usually, in these companies, particularly SMEs, the provided budget is based on the required workpiece material coupled with the empirical knowledge acquired by each company, not following a standardized procedure. Indeed, this was also registered by the previously mentioned authors, who state that it is common for the production team (machine operators) to know and have an influence on the budgetary process. Furthermore, as stated by Nikitina et al. [
1], there is a need for communication within the company, especially between the production department and the financial one, to perform budgets and cost estimations. As these budgets are made with the knowledge of the production team (operators/workers), this makes the budgeting process a random one, prone to mistakes and cost miscalculations. Moreover, as the budgeting process largely depends on the empirical knowledge acquired over time, if there is a staff change in the company, this can cause adaptation problems for the new budgeter, resulting in budget errors. These problems can cause order cancelations, especially due to the delay in budget delivery, injuring the companies’ competitiveness, as miscalculations in cost can drive clients away to the competition (if the budget value is too high) or result in revenue losses (if the budget value is too low). There is a lack of estimation tools for machining times and cost, especially for cases where the parts are usually produced in small series, with varying geometries and machining operations involved, as seen in SME manufacturing companies. Silva et al. [
4] reported that there is a growing interest in outsourcing machining operations to these SMEs; however, this results in requests that have high part variability (in terms of dimensions, detail, and geometry), as well as being requested in small series/quantities. Therefore, the budgeting process for these companies is quite hard, requiring careful analysis of each part, even resulting in a need to perform multiple budgets. This high part variability and order amount hinders the accuracy of budgets and makes the cost estimation process quite a time-consuming one. This, coupled with the intricacies of the machining process, such as the influence of tools, material, and process parameters on the overall performance of the machining process, induces even more budgeting errors.
Machining processes are still the most used to produce high-precision parts for the manufacturing industries, and due to the popularity of these processes, there is a large amount of research performed about them, focused on studying the influence of process parameters and developing ways to optimize them [
5,
6]. There is, also, a lot of research conducted about the use of coated tools, that improve the overall tool’s life by reducing the amount of sustained wear, usually by employing coatings with high wear resistance, as reported by Martinho et al. [
7], these coating extend tool-life. Studies around this subject are usually focused on hard to machine materials, evaluating the tested tools’ wear behavior, as seen in this study by Gouveia et al. [
8] where a comparative study of various machining tools is made, when machining a duplex stainless-steel alloy. Studies such as these offer a valuable insight on the influence of cutting geometry, tool coating, and machining parameters on tool wear [
9]. Parent et al. [
10] mention that the machining parameters also have quite a relevant impact on the performance of a certain machining operation, being tightly related with process optimization, especially regarding machining cost optimization. These studies are important when trying to optimize the machining process, also having the possibility of registering the cutting forces developed during these processes, allowing for further optimization, as these are strongly related to the overall process’ stability, efficiency, and even energy consumption [
11]. The study of the machining processes and their optimization may prove quite useful for cost estimation, as it provides ways to best manage material/resources [
12] and machining operations times. Choosing tools, coatings, and even more efficient machining strategies, induces an increase in productivity reducing the overall part production cost by, primarily, reducing the machining time. This was reported by Huang et al. [
13], where the authors devise a new machining strategy, where the cutting length and machining time are promoted for pocket milling operations. A model was successfully developed, able to generate a spiral toolpath that can be applied for a multitude of pocket milling operations, in which the material removal rate, cycle time, and tool-path length were optimized. The employment of lubricants can also be beneficial. These are known to improve machining times, as they allow for higher feeds and cutting speeds, as reported by Agarwal et al. [
14], where the authors employ a solid lubricant in the machining of AISI 304 stainless-steel alloy and then compare the results to dry and wet machining. The authors report that even when compared to wet machining (commonly used for part production when valuing machine surface quality), the use of solid lubricant improves the produced surface quality, reduces the cutting forces, and improves the material removal rate. The use of these solid lubricants not only shows advantages in terms of machining performance (for some alloys), but also shows promissory results in terms of sustainability [
15]. Cryogenic machining is also a popular and promising lubrication/refrigeration method, as reported by Agrawal et al. [
16]. The authors analyze the tool-wear, tool-life, machined surface roughness and overall process cost of machining operations of Ti6Al4V titanium alloy, using cryogenic machining, and then comparing the results with wet-machining operations. The authors have reported that for lower speeds, the cryogenic turning of this alloy does not present considerable advantages over wet turning.
From a cost estimation standpoint, the selection of an adequate machining strategy for part production is crucial, requiring knowledge about the machining parameters and their influence [
1,
4]. A careful planning of the machining operations required for a determined part is very beneficial, for example, optimizing the material consumption for a set of operations, by grouping up similar shapes that require the same machining operation [
17]. Correct operation sequence planning is also beneficial, especially when producing a series of parts. This is true for a wide variety of processes, such as additive manufacturing [
18] or even machine assembly processes [
19]. Plaza et al. [
20], propose a decision system for optimizing machining operations by selecting an appropriate strategy based on the part request. The authors relate the correct strategy selection to a reduction in tool wear, machining forces, and overall machining cost. Machining parameters have a great influence on the process [
21], affecting factors such as tool wear [
22], surface quality [
23], and material removal rate [
24], which affect the total operation time and, thus, the cost of the machining operations. Zhang et al. [
25], study the reduction of energy consumption for micro-milling processes, by proposing an energy model. The authors successfully developed a mechanistic model for the prediction of energy consumption. The optimization method was put into practice, and, with the proposed methodology, the authors were able to reduce energy consumption by almost 8%. Still, regarding the machining process optimization, this time regarding the production of better surface quality, Mersni et al. [
26], have studied the optimization of machined surface quality, for ball-end milling operations of Ti6Al4V titanium alloy. The authors have employed the Taguchi method and analysis of variance, to determine the best set of machining parameters to obtain the best possible surface roughness quality. In another interesting study, by Narita [
27], a method to minimize machining costs is proposed. The method consists of analyzing the most influential parameters on the overall machining cost and then determining the best set of parameters to minimize this. Cost optimization is a common research topic, either by the implementation of optimal parameters or by monitoring tool behavior, such as a monitoring system [
28], which can also be used to determine the economic impact of the process itself [
29]. To optimize the cost of the machining processes, there have been some applications developed for this purpose, with cost estimations based on machining times, as proposed by Ben-Arieh and Li [
30], where a web-based application, based on the Java 2 Enterprise Edition was developed. The prototype was successfully developed and able to predict the machining time of rotational parts, based on the machining parameters that were used. The work proposes the linking of multiple design stations inside a manufacturing shop, to provide these cost estimations in a faster manner; however, there was no practical validation presented for this work. Machining times are usually acquired from empirical knowledge, obtained from years of working at a certain company, making it hard to use the application for different machining processes. Energy consumption also impacts machining costs. In fact, the optimization of energy consumption is quite a popular research topic. The most influential parameters on machining cost are the toolpath, cutting tool selection, and tool sequence [
31,
32,
33]. Machining parameters also influence the machine’s energy consumption during milling. In fact, tests were conducted on milling titanium alloy by Tlhabadira et al. [
34], concluding that increases in cutting speed and depth of cut produce an increase in energy consumption. Still, regarding energy consumption, in companies with multiple machines that produce a high number of parts, there is a need to properly schedule the production orders, with a correct machine selection being important [
35,
36].
Cycle times significantly influence the overall efficiency and cost of a process, being tied closely to productivity [
37]. Estimation of these times is important when wanting to reduce/predict the cost of a determined operation. This is especially true for machining operations, where the total part production cost is largely dependent on this factor. In terms of cost estimation for machining processes, it is very important to have accurate methods to predict these times, either by acquired empirical knowledge or by the development and implementation of methods that seek to estimate and optimize these times. Regarding optimization based on empirical knowledge, Pal and Saini [
38], propose the optimization of cycle time when machining a forged crankshaft. A study of the process was performed, identifying possible improvements in terms of actions performed during machining and setup operations. The authors were able to improve the cycle time by 4.42%, resulting in a reduction in overall machining cost of about 7%. However, these empirical studies are quite time-consuming and expensive, as they require the use of consumables to perform the required tests. In terms of machining simpler parts, the machining time prediction is much more straightforward, when compared to parts with more organic shapes. However, there are some methods that can be used for these complex shapes, as proposed by Timar et al. [
39], by optimizing the tool path for the machining of curved surfaces, determining the best strategy, and set of machining parameters to perform the task in the least amount of time. Regarding cycle time optimization, the Taguchi method can be successfully employed to reduce machining times, while maintaining productivity requirements, as studied by Sakidaze et al. [
40], where the authors use this method to reduce the cycle time in plateau honing of a diesel engine cylinder. Still, regarding machining parameter optimization for reducing the operation time, Cafieri et al. [
41] propose an approach for the optimization of plunge milling time is presented, based on mixed-integer nonlinear programming. The authors optimized the machining parameters and validated the obtained results from tests performed on CNC machines, finding that they could reduce the operation times by 55%. This highlights the importance of machine selection in the machining process’ performance [
42,
43]. Still, regarding the development of algorithms for cycle time optimization/prediction for milling operations, these are usually developed based on the parameters used during the process. However, there are some methods that can be coupled with this simple calculation, especially for complex parts. One of these methods is toolpath evaluation [
44]. This data can be used to predict the machining times, with some authors creating methods that use this stored information and apply it to new processes, where information regarding outputs such as machining times and surface roughness can be obtained [
45], even offering process cost estimations as proposed by Ning et al. [
46]. In that study, the authors propose a process for machining cost estimation based on convolutional neural network part feature recognition. The model was successfully developed by the authors, offering a fast and accurate way of determining machining costs. However, this has a quite complex implementation, requiring constant learning of new parts for an accurate estimation.
Regarding the overall production time for a certain machined part, there is also the need to consider the preparation times of the machined parts on the budget, especially machine setup and part design times [
47,
48]. Some machined parts undergo multiple machining operations, needing to be extracted from the machine to be re-adjusted or placed in a different machine. These preparation times can cause problems from a cost estimation standpoint, as these setup times are not always well defined. The use of optimized jigs enables the fixturing of multiple parts, which undergo different machining operations, or by producing systems that are simpler to operate, resulting in faster setup times [
49]. Kumar et al. [
50], present a study on the development of a fixture that is meant to reduce operation time for a machined part that undergoes a variety of machining processes, including turning, milling, and drilling. The authors developed a fixture that was able to hold the part in place for different operations without requiring extracting, which resulted in a gain of 4 min per produced component. In a similar study, by Kumar et al. [
51], a modular jig for machining parts was designed. This jig enabled the performance of machining operations on more parts simultaneously, registering a reduction of up to 32% in part production time [
51]. These studies highlight the importance of machine setup, as well as its influence on the overall production time.
There are a lot of factors influencing the machining processes, from parameters, lubrication methods, and even the material’s machinability. All these factors have an impact on the overall machining cost and machining times. Determination of the machining cost and cost estimation is critical for the success of a manufacturing company [
48]. Some methods have been developed for the direct cost estimation to produce some parts [
52,
53], with some recent studies using deep learning methods to predict the manufacturing cost of a part by using 3D CAD models. This enables the optimization of the part’s production in the design stage [
54].
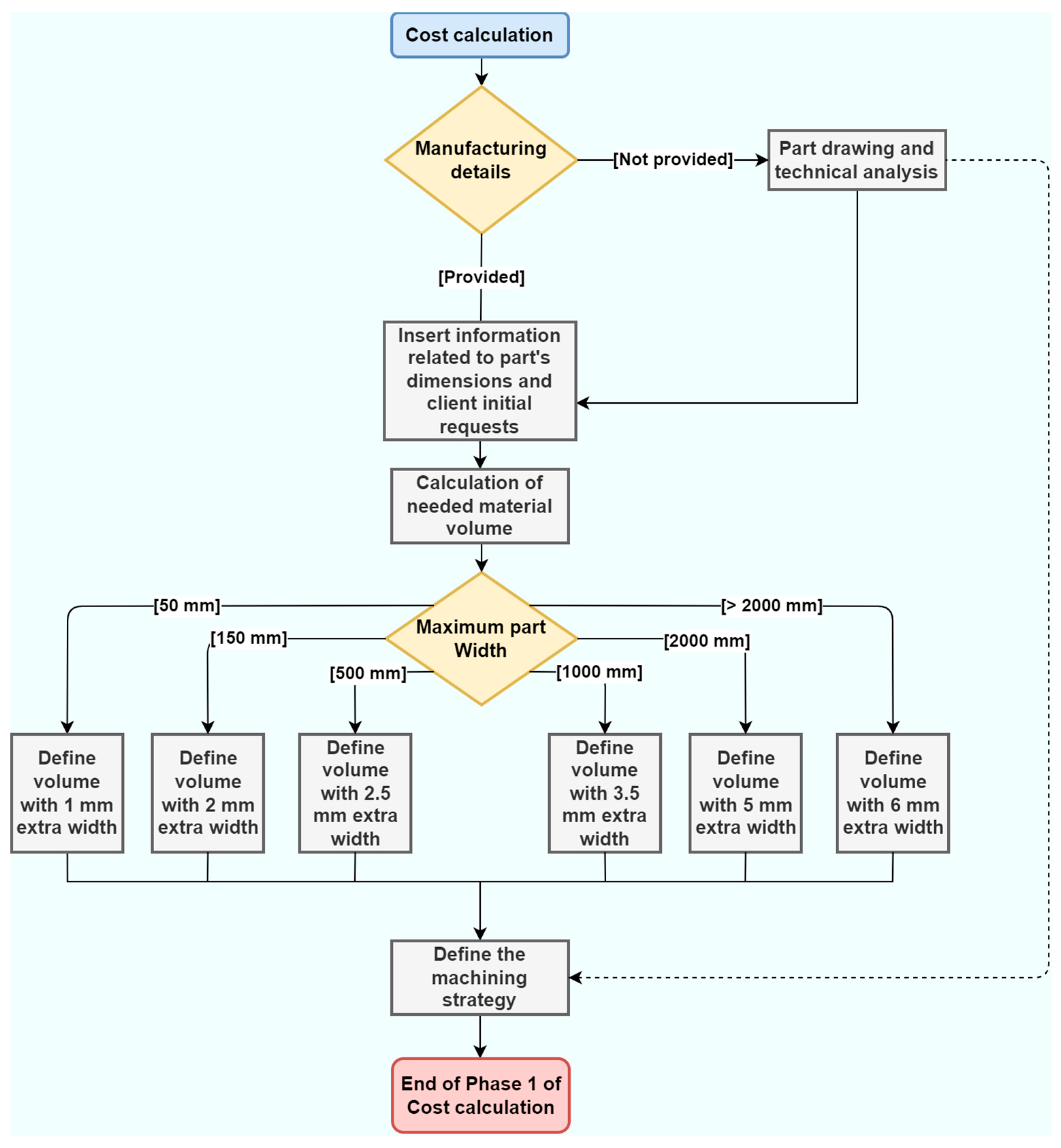
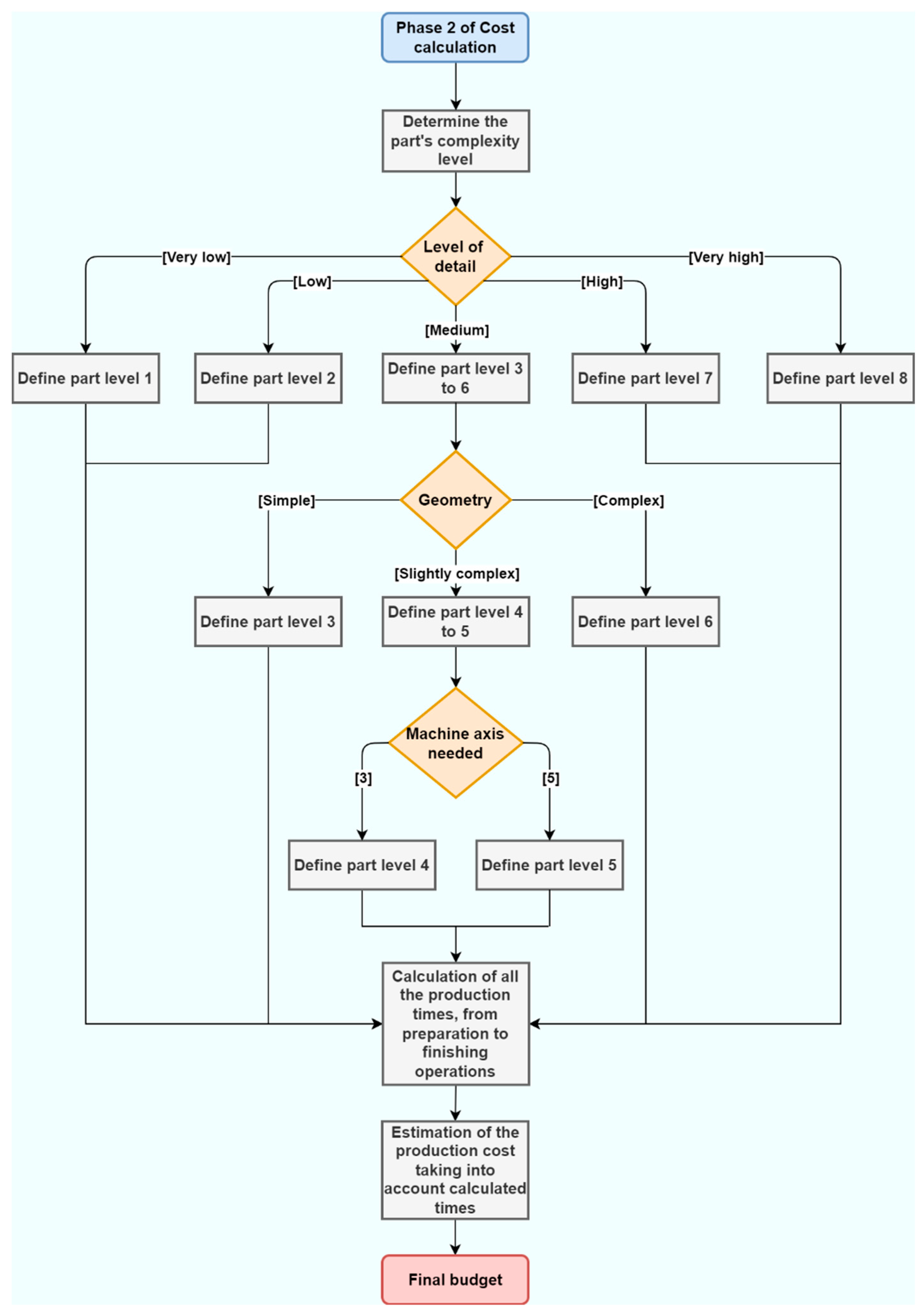
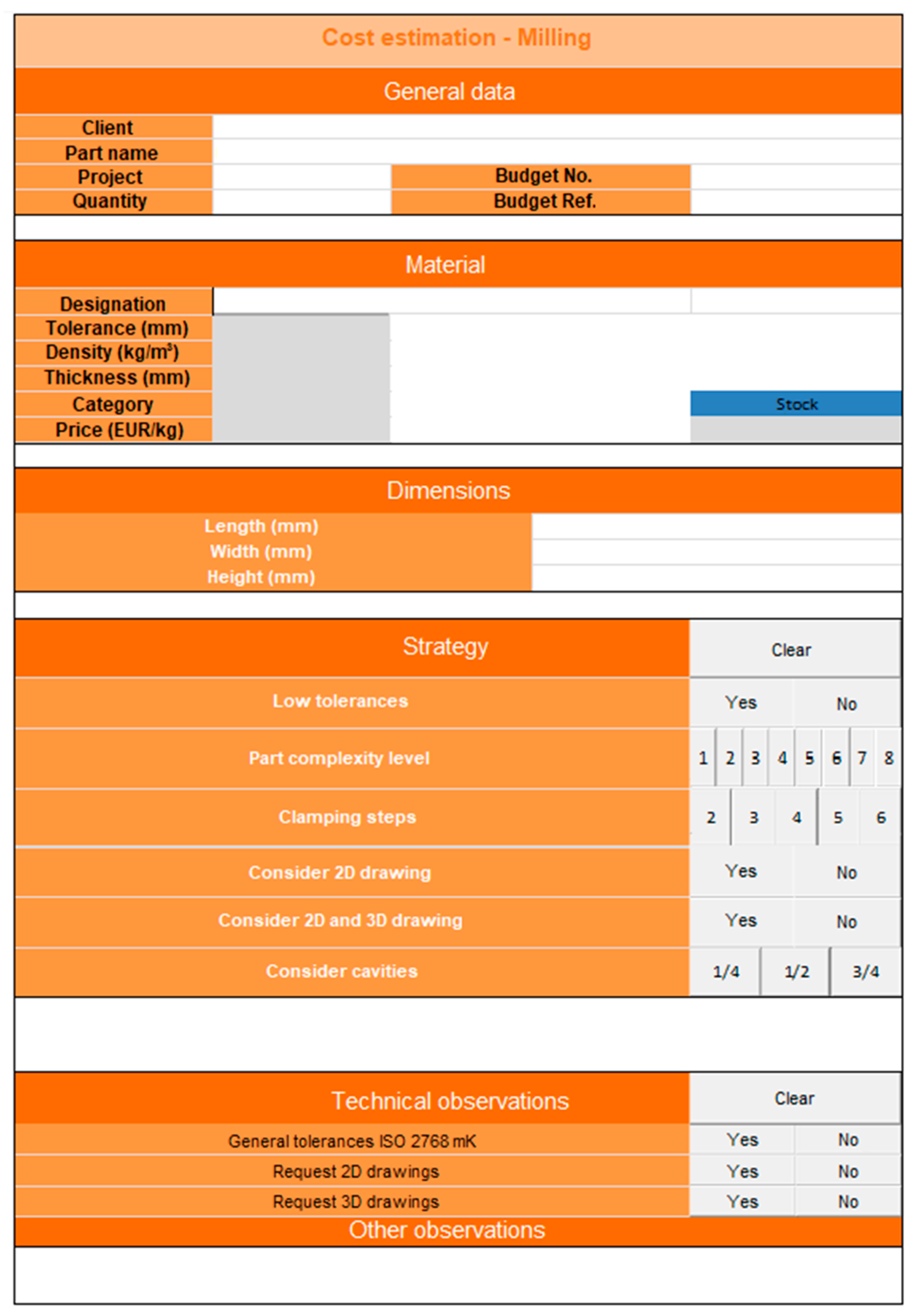
There is little recent research on the prediction of machining costs based on calculated machining times. These times have the greatest influence on the overall machining cost, due to the cost per hour of the machining operator, equipment amortization, and machine energy consumption. Other factors, such as machine consumables and material quantity also influence the production cost. The analyzed models and methods for cost estimation and optimization are quite complex, showing low adaptability for other applications, especially in the machining of parts. As such, in this paper, the development of an affordable and simple cost estimation tool for machined parts, based on the machining times and required material is presented. The tool was developed to be quite flexible, with easier adaptation for different machining processes. An MS Excel® interface was designed, enabling the fast configuration as estimation of part production times, from preparation to finishing operations. These times are then used to calculate total production costs, which can be used to create and supply accurate budgets to clients, in a short amount of time. The developed method and tool would benefit the budgeting process of part manufacturing companies, mainly SMEs, that see many budgeting problems, mainly associated with high part variability. The budgeting process for these SMEs is usually performed based on the amount of required material for part production, or by involving a careful, non-standardized analysis from the operators that have acquired empirical knowledge over a period (working on the area). As such, the SME budgeting process is quite time-consuming and prone to mistakes, lacking standardization. Furthermore, SMEs lack a vast number of resources, not being able to implement complicated or costly solutions for these problems. Due to these aspects, the developed cost estimation tool has the potential to be used by these SMEs, although it can be employed by any enterprise/user that seeks to perform cost estimation of machined parts.
The present study is divided into five main sections (including the present section), in the following subsection, the background and contextualization for the developed cost estimation tool will be presented. In
Section 2, Methodology, the considerations made for the development of the tool will be presented, namely the milling machining centers, types of material, and machining parameters. Furthermore, the working principle and operation time calculation method will be presented. Finally, the validation method that was adopted is presented at the end of
Section 2. In
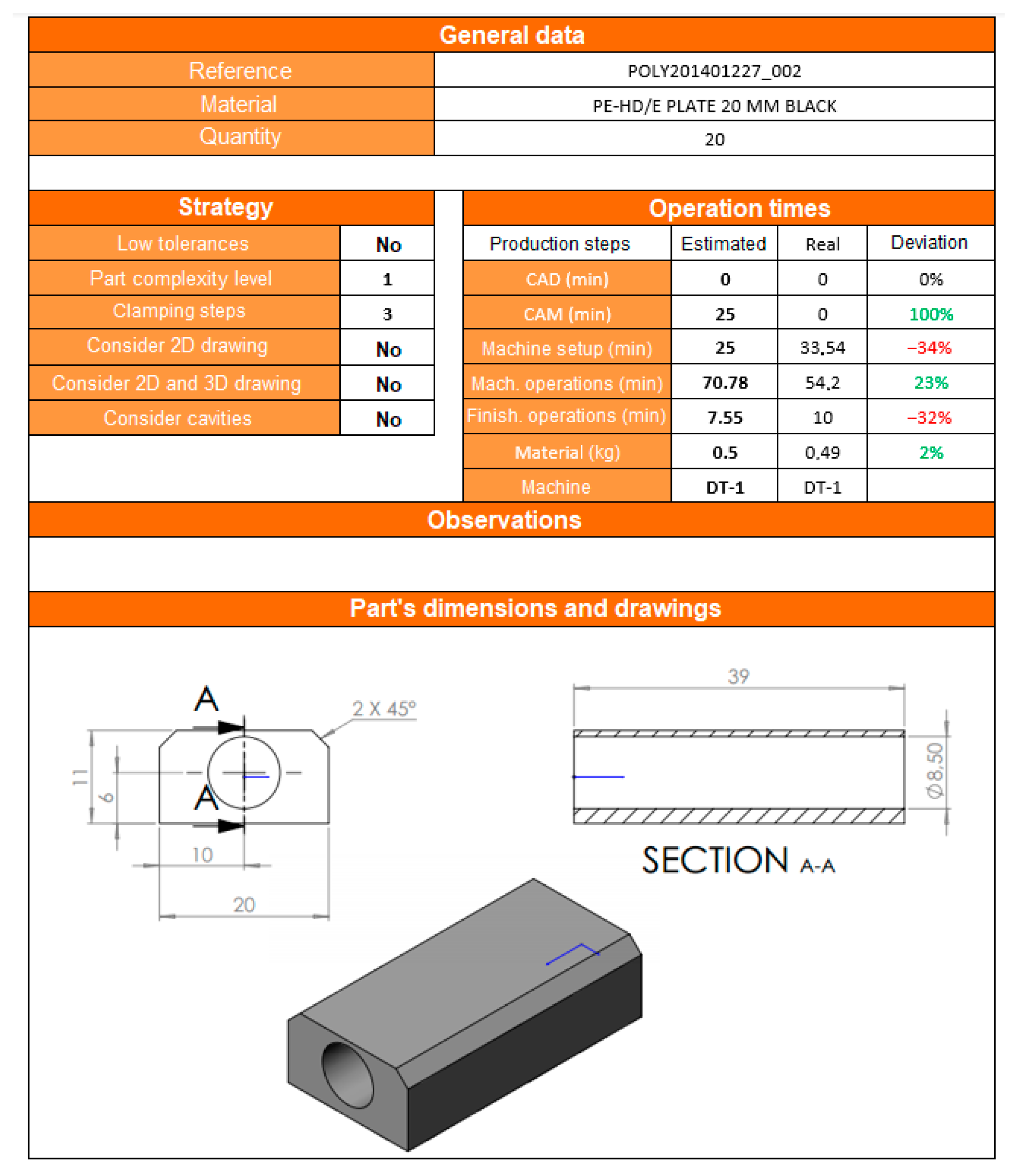
Section 3, the results regarding the development of the cost estimation tool are going to be presented, namely the input and output sheets of the developed tool, as well as the implementation results for two case studies.
Section 4 offers a discussion of the obtained results and, finally, in
Section 5, the concluding remarks about the developed work are given.


 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}