3.1. XRD and Crystallographic Analyses
Figure 2 shows the XRD patterns of the TiNbMo powders before (
Figure 2a) and milled by MA at different times (
Figure 2b). For the first 12 h of milling, the XRD profile indicated the presence of peaks referring to reflections of the α and β phases and to the presence of Mo particles. After 24 h of milling, the α-100 and 102 reflection peaks were absent, demonstrating the allotropic transformation of Ti (α→β). The peak related to the Mo particles, with a cubic structure, decreased in intensity at a longer milling time. The intensities of the peaks of the β phase increased with milling time. After 40 h, the XRD pattern revealed a slight peak related to Mo-211, as well as slight peaks of the α-100 and 101 phases, which demonstrate a continuous allotropic transformation of Ti, as in 24 h of milling. After 60 h of milling, the peak related to the Mo particle further decreased significantly. In this case, the energy in the system to promote diffuse process of alloying elements (Mo and Nb) was higher, but it can be compared to 40 h, which demonstrates that 40 h of milling and 60 h of milling present quite a similarity. No peak of oxides or nitrites, nor others related to contamination, were found in any of them. To evaluate the influence, vessels were opened during the milling process and milling in the continuous mode was evaluated for 40 h. Its XRD pattern indicated similarity for samples after 40 h and 60 h of milling.
Table 1 shows the % of the phases and Mo content by Rietveld refinement. R
wp came close to R
exp and was low at 10%, which demonstrates refinement quality.
In more detail, to evaluate quantitatively the best fit of the data, several reliability-factors such as R
wp, R
p, R
e, RF, S and χ
2 can be used. The most accepted factor in the literature is the weighted-profle R, termed as R
wp. One of the ways to calculate the fit refinement is numerically, in terms of R values. The weighted-profile R value, R
wp, is defined as
where
yi(
obs) is the observed intensity and
wi the weight. If the background has been subtracted,
yi(
obs) is the net intensity after subtraction, but if the background is refined,
yi(
obs) and
yi(
calc) are likely to include the background contribution. In the latter case, a high background automatically produces a low R
wp value because a significant part of the intensity is accounted for by the background function. Preferably, the R
wp should be close to the expected R value, which is called R
exp, and it is defined as:
where
N is the number of observations and P the number of parameters. Thus, R
exp reflects the quality of the data [
39]. Mo content fell within the 3.95–0.8 range, and this content was lowered with longer milling times. The % of the α phase was also lowered and the % of the β phase rose with longer milling times. After 60 h of milling, the maximum % of the β phase was obtained. The powders milled for 40 h in the continuous mode were less efficient compared to 40 h.
Mo gradually dissolved in the Ti lattice with a longer milling time, but a certain amount of Mo remained free, even with longer milling times. This was due to the limited amount of energy transfer to the powder particles from the slow selected rpm, and also to the limited milling time, which might not be able to generate a sufficient amount of dislocation in material towards full solutionisation as the Mo present has a melting point higher than Nb (2623 °C and 2469 °C, respectively)
Parameters associated with the reduction of particle size during MA are the microstrain (ε) and crystallite size (<D>). These parameters are related to diffraction peak broadening, observed with increasing milling time. The values of ε and <D> are present in
Table 2 and were evaluated considering the β peaks contained in the XRD profile of
Figure 1. According to observations, crystallite size became smaller with milling times from 12 h to 40 h, which is also reported in the literature by several researchers [
29,
30]. However, after 60 h, it significantly increased. After milling in the continuous mode for 40 h, crystallite size was higher compared with all samples. The microstrain increased from 12 h to 24 h but significantly decreased for 40 h and 60 h of milling. The deformation mechanism that dominates in the ball milling process is the formation of shear bands, which have high dislocation density due to the strong impact associated with powder particles. According to some authors, dislocation density and ε increase in the initial milling stage in the localised region of grains [
40,
41]. Dislocation density and ε are proportional parameters and are related to the number of lattice imperfections. In the first 12 h of milling, the ε was lower (0.0041%), diverging from the authors’ results. If the grain boundaries increase (for small grain sizes), the number of imperfections and defects increase, and consequently, the angle boundaries are high. When the ε exceeded a certain level, grains fragmented into subgrains separated by the low-angle grain boundary. When milling was prolonged, subgrain fragmentation occurred from the region where unstrained shear bands were present in the previous material. Due to grain fracturing, the degree of randomness of subgrain orientation increased, and consequently, ε and dislocation density also increased. The reduction in grain size occurred until the complete random orientation of subgrains was achieved. Due to grain fragmentation, dislocation density was reduced and further size reduction became difficult. Crystallite size reduction occurs throughout milling.
3.7. Microstructural and Mechanical Properties of the Ti-34Nb-6Mo-Sintered Parts
The powder samples with the best microstructural homogeneity and the highest % of the β phase were chosen to be sintered to estimate milling process quality.
Figure 7a–g indicates the XRD profiles of the sintered materials obtained by MA for 40 h, 60 h and 40 h in the continuous mode. In all cases, materials were formed by the α-Ti and β-Ti, with no detected remaining oxide or Mo peaks. From the XRD profile, the intensity of the α-Ti-002, 101, 112, 102 and 201 peaks decreased for all samples but was more evident for samples milled in continuous mode (seen in
Figure 7b–g). The XRD standard for 40 h of milling in the continuous mode was similar to the sample obtained after 60 h.
Table 5 shows the increase in α-Ti in all the samples. In the sintered samples obtained after 60 h of milling, the content in the α phase was basically 1.4 times more, an increment of 38 % higher than that of the others.
Table 6 indicates the ε and <D> of the sintered parts milled for 40 h, 60 h and 40 h in the continuous mode. The ε remain constant for the three samples and the <D> increases significantly. This phenomenon was due to the thermodynamic effects produced during the sintering process, and grain growth occurred. In more detail, the sintering process implies bonding one solid particle to another. This process can be regarded as consisting of two intertwined processes: densification and grain growth. Both processes share the same mechanism, which is the drive force and mass transport.
Table 7 shows the values for the oxygen content of the sintered samples. It is possible to note that all samples presented increase in oxygen content. As shown in
Figure 7, there is no evidence of oxides present in the microstructure of the samples, indicating the diffusion of oxygen in the Ti matrix, acting as interstitial element. The main effects of interstitial oxygen are the increase of the mechanical properties and α-phase transformation. Generally, oxygen has extensive solubility in the α and β phases before forming oxide phases, and it is known as a strong α-stabilizing element. Dissolved oxygen in the α and β phases causes hardening from the interstitial solid solution [
42].
Table 6 indicates that in samples milled for 60 h, the α-phase content increased more than in the others. However, the oxygen content is very close to samples milled for 40 h. In this case, it is hard to conclude the oxygen influenced directly of phase transformation, just that sintering, as an activating thermal process, accelerates the phase transformation and oxygen increase. The thermodynamic driving force for the sintering particles of any size is the reduction of surface energy. The driving force for the sintering of microsized particles is, therefore, inversely proportional to particle size.
In a systematic study about the stability of milling metal powders, Malow and Koch reported that the grain growth rate of nanocrystalline Fe powders made by ball milling was initially rapid (<5 min) when annealed at several temperatures. Grain growth thus stabilises during extended isothermal holding [
43]. During isothermal holding, grain growth follows a generalised parabolic grain growth law and is similar to that found in bulk materials. It was firstly noted that at higher annealing temperatures, grain sizes were already several times bigger than the original ones after milling. In other words, grains grow rapidly during the heat-up and before the preselected isothermal holding temperature is reached.
The grain growth mechanism was marked as a function of milling time. The relation between grain size and milling time during the sintering at 1300 °C before being milled at 40 h, 60 h and 40 h in the continuous mode was clear. This means that the grain growth effect is related to the number of agglomerated nuclei available depending on milling time. After 40 h of milling, the grain sizes for grains α and β were 0.67 µm and 0.59 µm, respectively. For 60 h, they increased significantly and reached 2.39 µm for the α grains and 2.03 µm for the β grains. Particles were harder with a longer milling time (60 h), which led to greater grain growth. Compared to the samples milled in the continuous mode, where vessels were not opened during the process, grains α and β were 1.22 µm and 0.44 µm. respectively. The recrystallisation process was facilitated by inner tension release, which led to grain growth, and was also due to a bigger specific surface of particles (3.82 m
2/g) that facilitated the reaction with oxygen (1.47 oxygen %) (see
Table 7).
The microstructural evolution achieved with the sintered materials is shown in
Figure 8a–c. The microstructure was formed by regions of light contrast, represented by β-Ti, and formed by grains with an equiaxial morphology, and regions formed by the darkest contrast, with a high α-Ti concentration. Pores (indicated by arrows) were significantly present in our samples, with 24.58% for the samples milled at 40 h, 19.32% for the samples milled at 60 h and 24.98% for those milled at 40 h, all in the continuous mode. The regions with a high α-Ti content grew with a longer milling time from 40 h to 60 h (30% increment) and were comparable to 40 h of milling in the continuous mode.
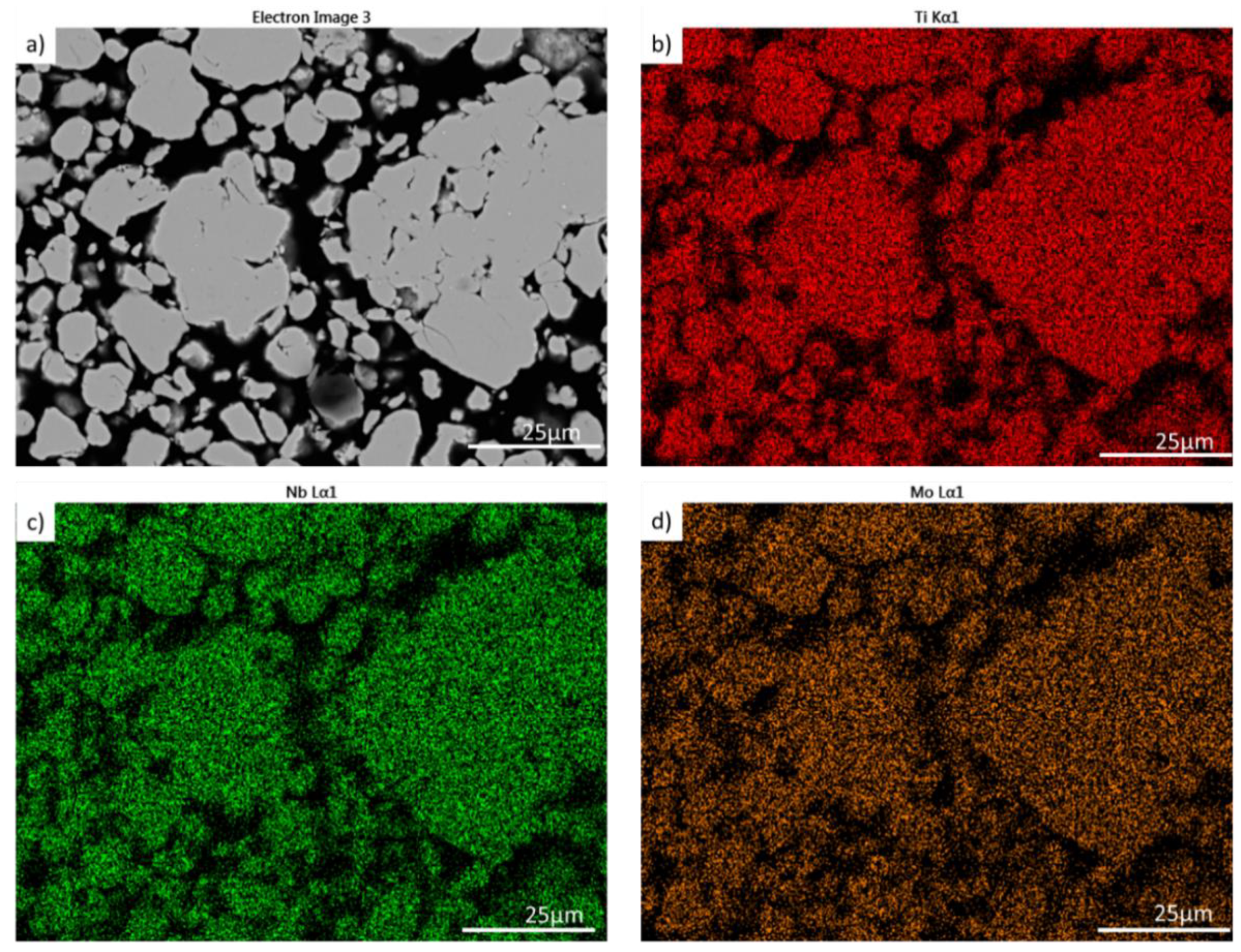
Figure 9 illustrates the typical cross-sectional SEM images and EDS line scan results of the Ti-35Nb-6Mo alloys prepared by MA for 60 h and sintered at 1300 °C. Ti content gradually increased and Nb and Mo contents progressively decreased in the zones indicated by the darkest contrast, represented by numbers 1, 3 and 5. This result confirms the presence of α-Ti in the microstructure formed during the sintering process. In the zones with the brightest contrast, the presence of Nb and Mo contents is homogeneous and linear, with an abrupt decrease in Ti content, as denoted by the β-Ti represented by numbers 2, 4 and 6. With this analysis, the presence of nanopores was observed. Nanopore formation in powder metallurgy is possible when working with refractory elements, such as Mo particles in this case, and with significant oxygen content, as demonstrated by the significant presence of this element.
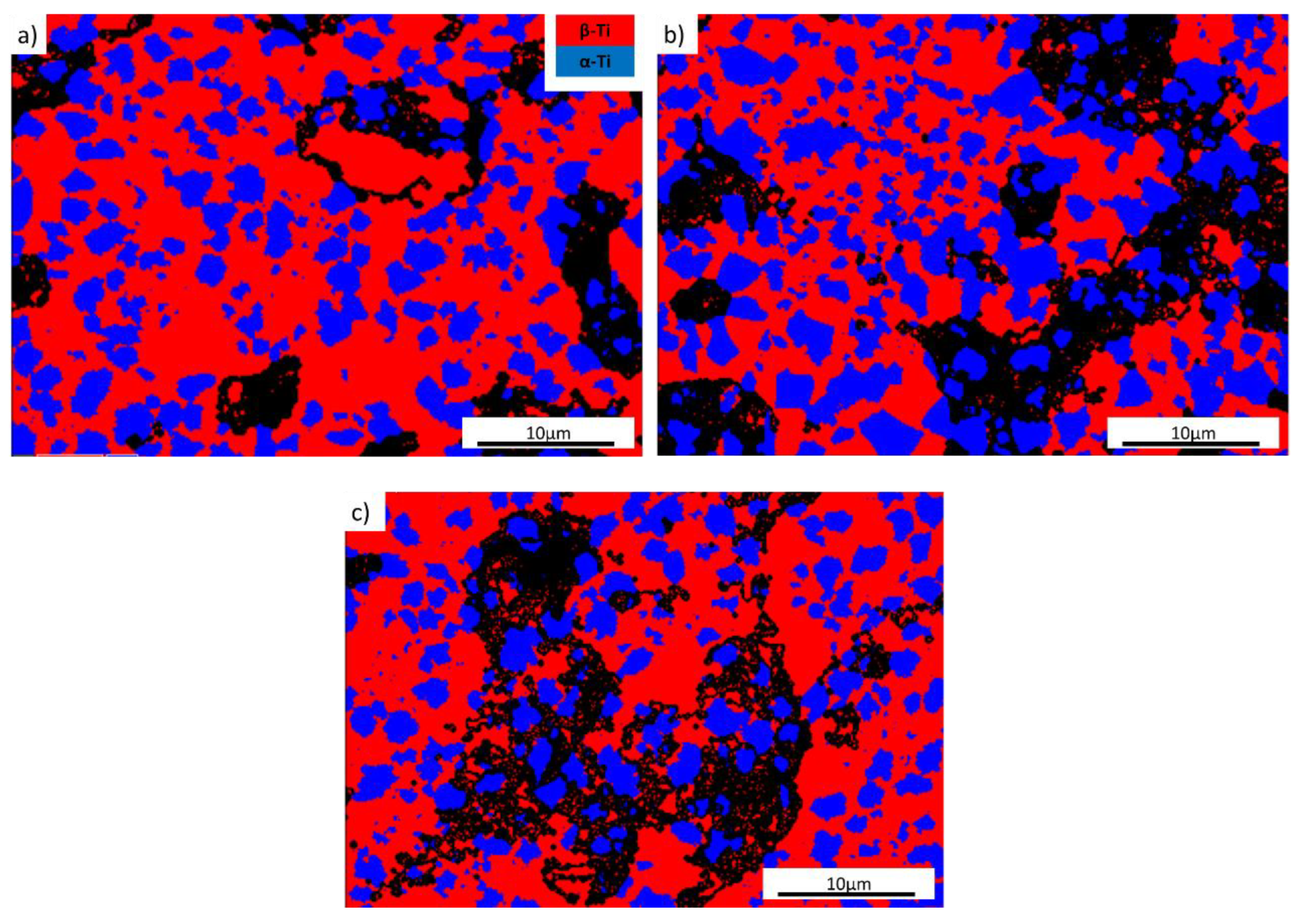
Figure 10a–c illustrates the phases distribution in the sintered Ti-35Nb-6Mo. Red indicates β-Ti and blue denotes the α-phase. These analyses revealed that the grain boundaries of the α-Ti phase were well defined, whilst no grain boundaries were delimited in the β-Ti phase. The α-Ti phases were nucleated in the β-Ti microstructure.
Here a significant difference appeared in the microstructure related to the phases distribution for the samples milled at 40 h, 60 h and 40 h in the continuous mode. For the 60 h time, the grain size in the α-Ti phase increased compared to the grain size at 40 h or 40 h direct milling. After 60 h of milling, the percentage of the α-Ti phase was higher. The grain size of α-Ti increased compared to the 40 h time (
Figure 10b) and 40 h in the continuous mode (
Figure 10c). From the phase contrast images, it is possible to confirm the recrystallisation of the β grains (in the dark contrast) related to the grain growth for 60 h (
Figure 10b), which was more evident than at 40 h or 40 h in the continuous mode.
To study and compare the textures of the three different sample conditions, the orientation density from the crystal planes of the α and β phases was also presented in the form of inverse pole figures (
Figure 11a–c). Intensities were visualised in terms of contours and colours and expressed as multiples of uniform density (MUD). The maximum values of the inverse pole density were 1.63, 1.45 and 1.35 for the bcc structure at 40 h, 60 h and 40 h in the continuous mode, respectively. For the hcp structure, the maximum density values were 1.79, 1.79 and 1.96, respectively, which were close to one another. The β phase showed a significant difference in their crystallographic orientation, especially for Ti-35Nb-6Mo milled at 40 h in the continuous mode, where the MUD concentrations can be seen in planes {111} and {101} presenting a high concentration.
However, in the α phase, some concentrations can be seen in planes {120} and {001} for the samples milled for 40 h. No difference was shown for the other samples, and the crystallographic orientation seemed random.
The MUD concentrations in some areas can be related to grain rotation, caused by the thermally activated process during sintering or before or during MA. For the times 60 h and 40 h in the continuous mode, these concentration areas appeared more than for the first one. As the milling time for the samples in
Figure 11b was longer, the grain rotation mechanism could take place more often. For the samples in
Figure 11c, grain rotation was also present more due to the strong effect of the oxygen content.
Figure 12a shows variations in the microhardness of the sintered samples according to milling time. The microhardness of the sintered Ti-35Nb-6Mo samples tended to decrease with longer milling times by grain growth during sintering. The microhardness values of the sintered samples made with powders milled for 40 h, 60 h and 40 h in continuous mode were measured and show a minimum and maximum value of 154.7 and 170.2 HV. The microhardness of the samples milled for 60 h presented further hardness, which could be the effect of higher oxygen content and the presence of α phase, which is harder than the β phase. Nong et al. showed that with increasing oxygen content, the α phase also increases for samples Ti-6Al-2Zr-1Mo-1V (near α) and Ti-6Al-4V (α + β) [
44]. When comparing the as-cast CP-Ti (≈106 HV) and Ti-6Al-4V (≈389 HV) [
45], the microhardness of all the materials was low vs. Ti-6Al-4V and higher than CP-Ti, obviously as a consequence of the α phase occurring, which promotes microstructure hardening. Nouri et al. reported that enhanced microhardness due to grain refinement is more pronounced in the early ball-milling stage, whereas a further increase is related to increased grain size refinement, work hardening and the formation of supersaturated solid solutions [
19]. Microhardness in healthy human bone falls within the range of 24–53 HV and comprises the sacrum, shaft of the tibia, diaphysis, epiphysis, tibia, humerus, ulna, radius, femur, lumbar, cervical and thoracic vertebra and cortical and cancellous bone [
46].
The bending strength indicated in
Figure 12b for the samples milled at 60 h was higher than the samples milled at 40 h and 40 h in the continuous mode. Nevertheless, when comparing CP-Ti (692 MPa) and Ti-6Al-4V (891 MPa), the value was significantly lower. It is possible to conclude that the oxygen content and α-phase had an influence on the mechanical properties of the Ti-35Nb-6Mo alloy previously milled for 60 h.


 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}