
Effect of Microstructure on Electrochemical Properties of the EN S275 Mild Steel under Chlorine-Rich and Chlorine-Free Media at Different pHs




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
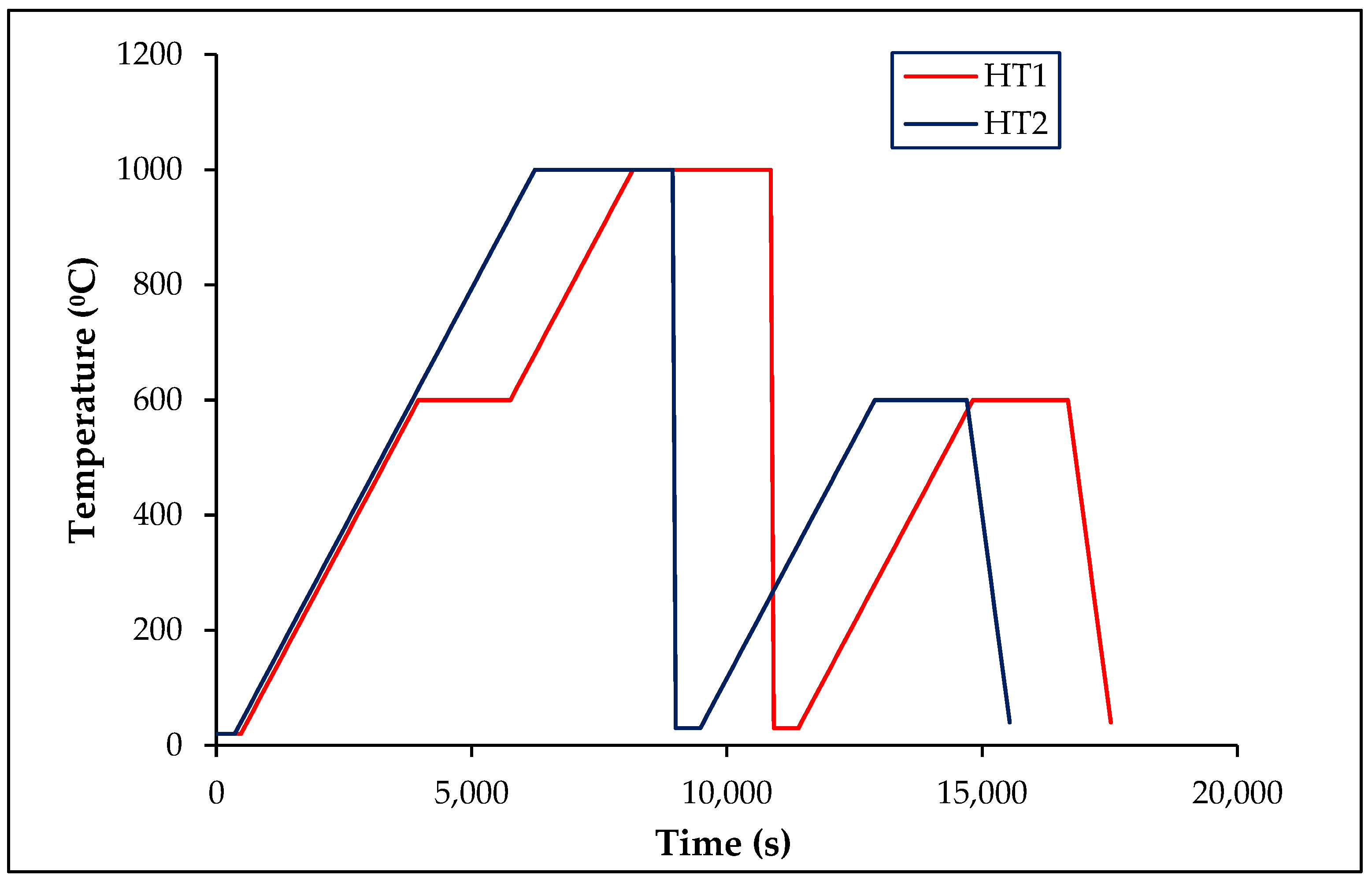
2.2. Heat Treatment
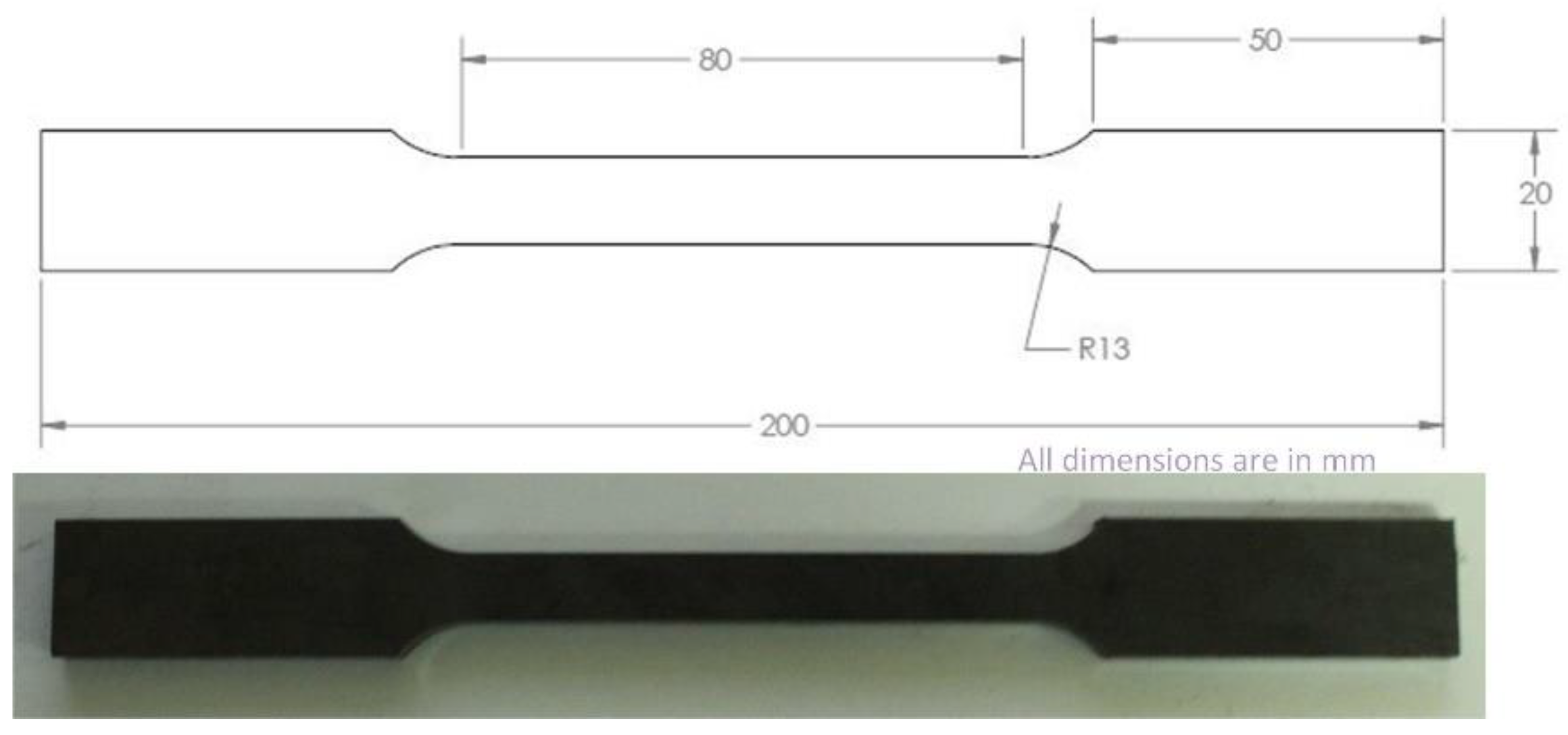
2.3. Sample Preparations
2.4. Mechanical Testing
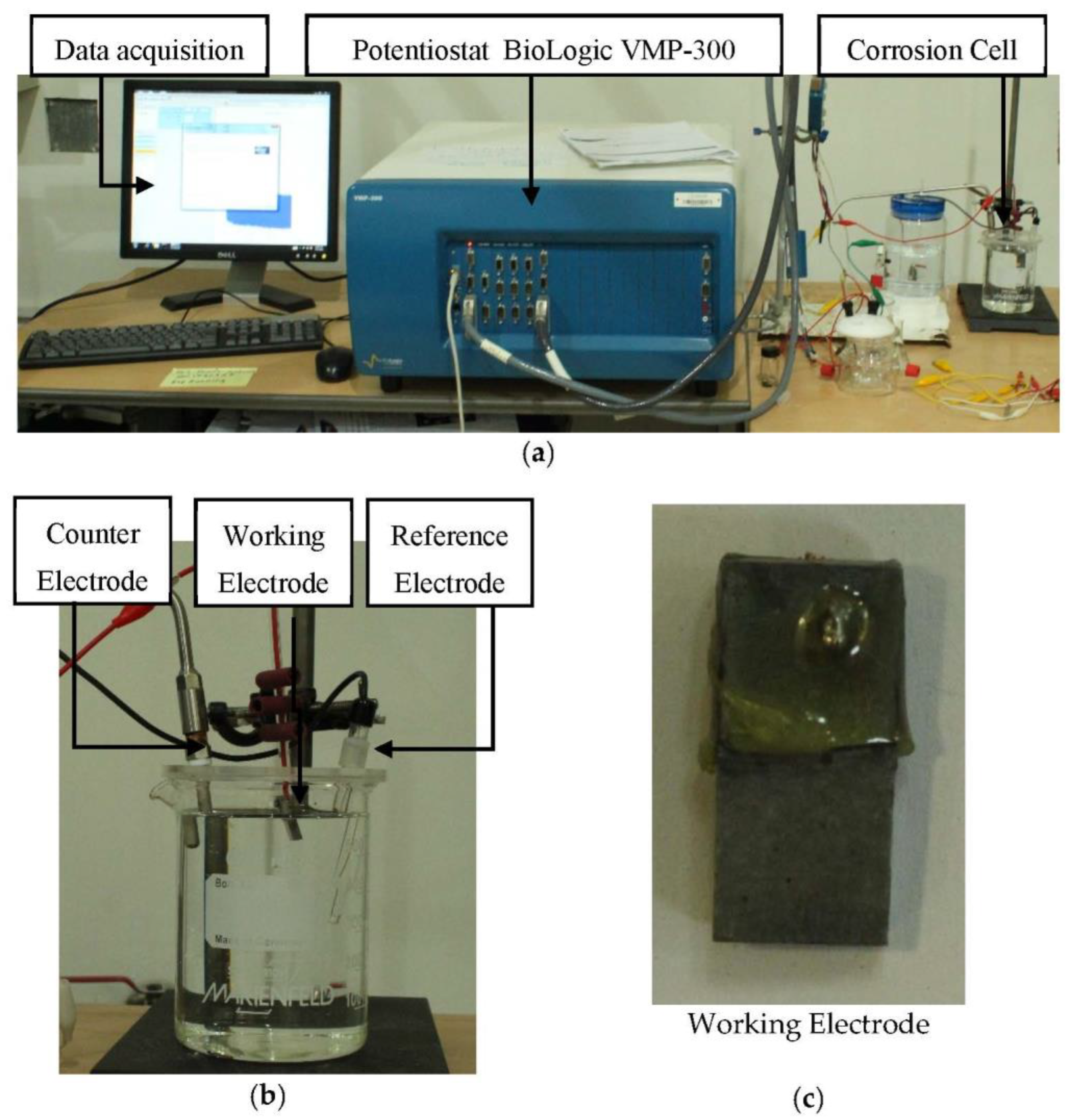
2.5. Electrochemical Testing
2.6. Microstructural Analysis
3. Results
3.1. Mechanical Testing
3.1.1. Hardness Test and Microstructural Characterization
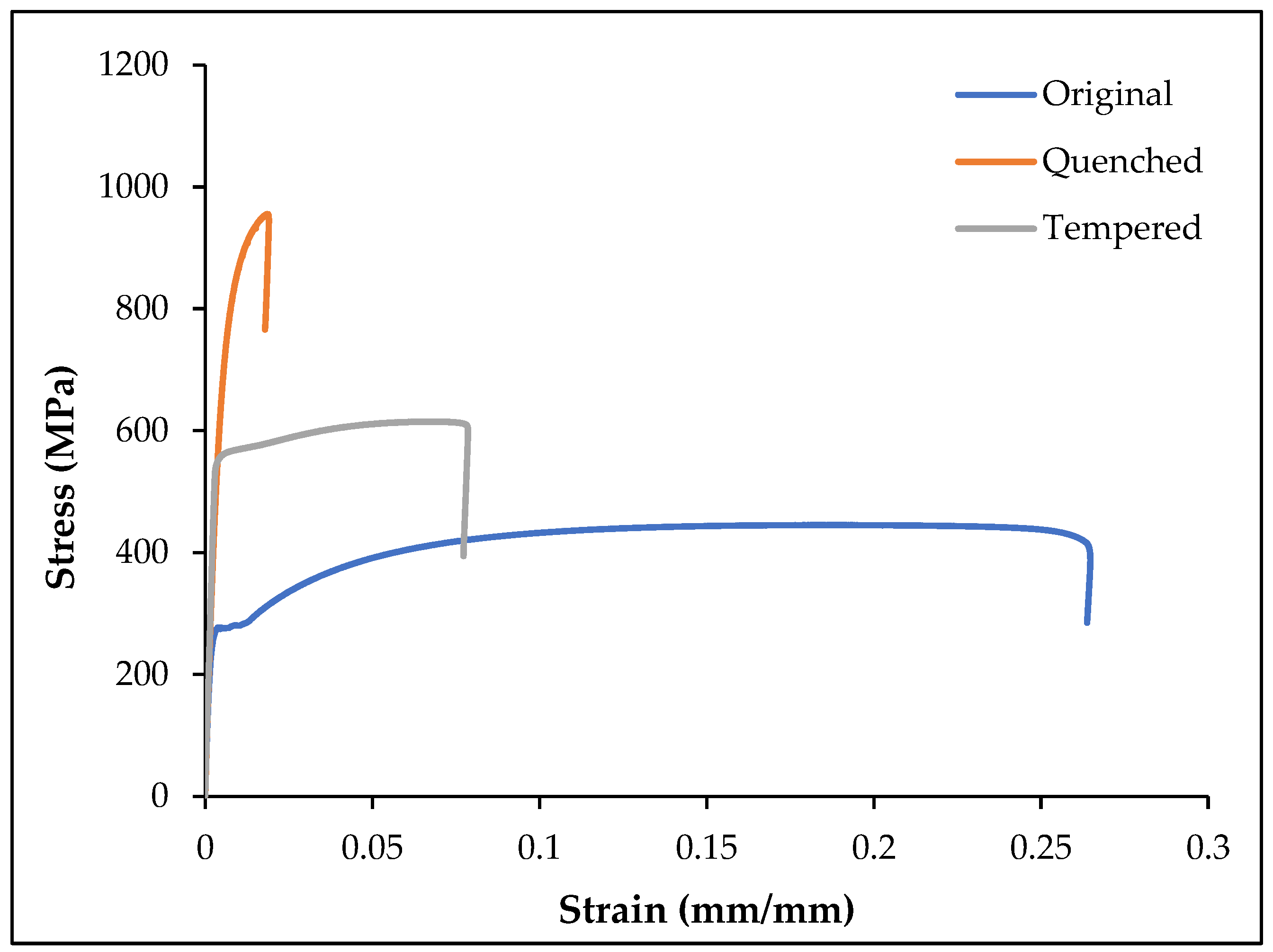
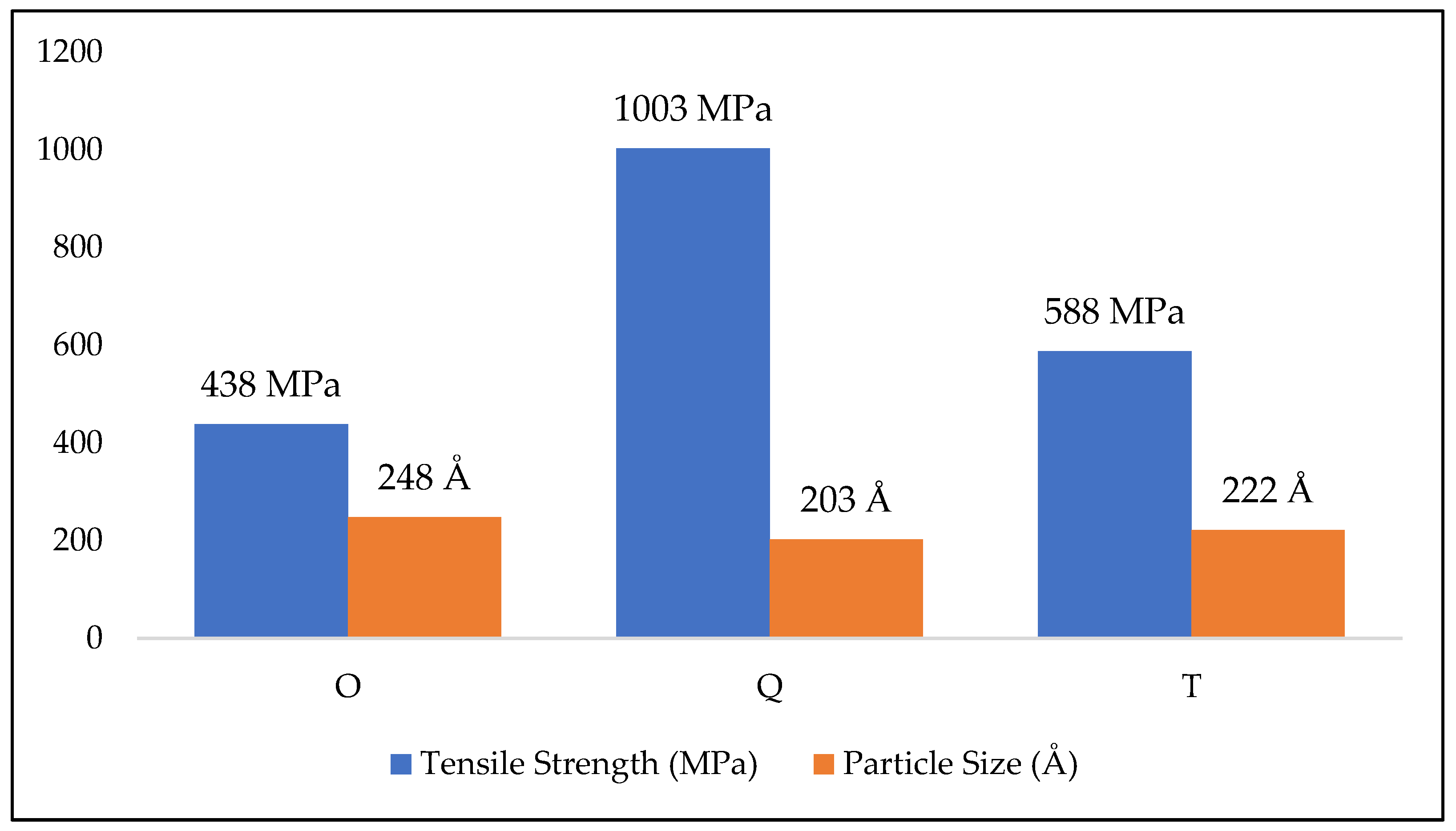
3.1.2. Tensile Test
3.2. Electrochemical Testing
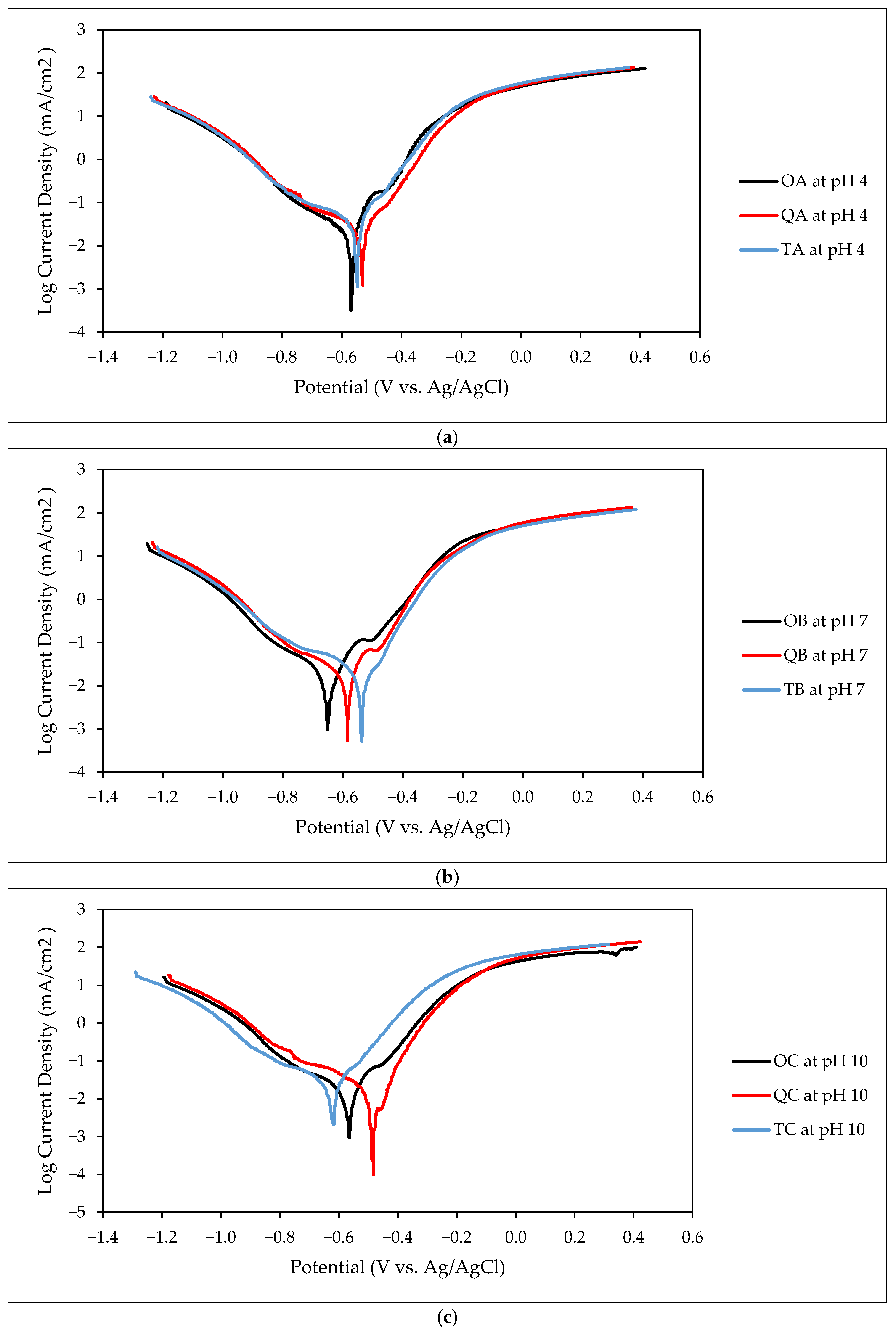
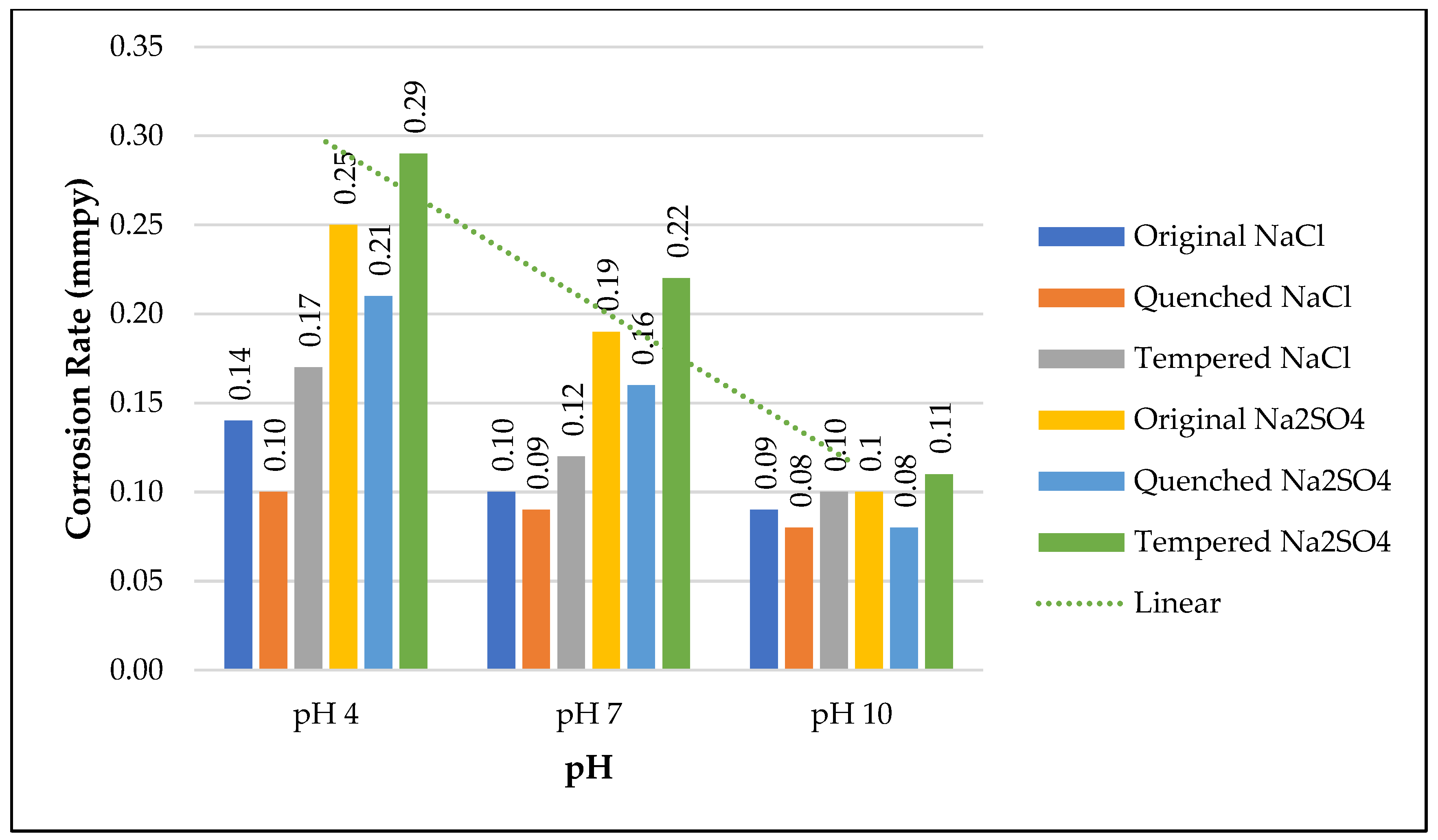
3.2.1. Effect of pH in Cl Environment
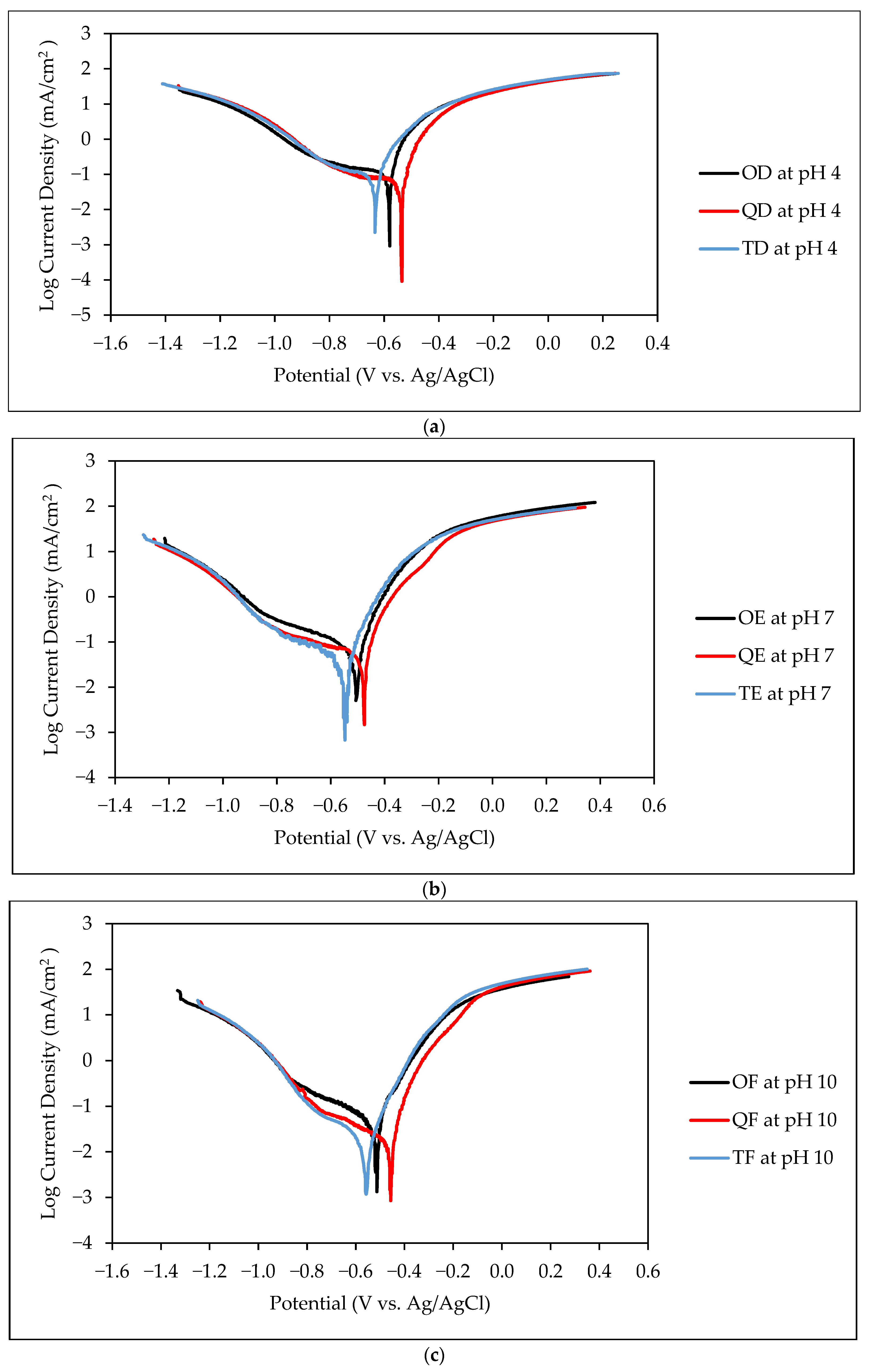
3.2.2. Effect of pH in Cl-Free Environment
3.3. Morphology and Microstructural Analysis
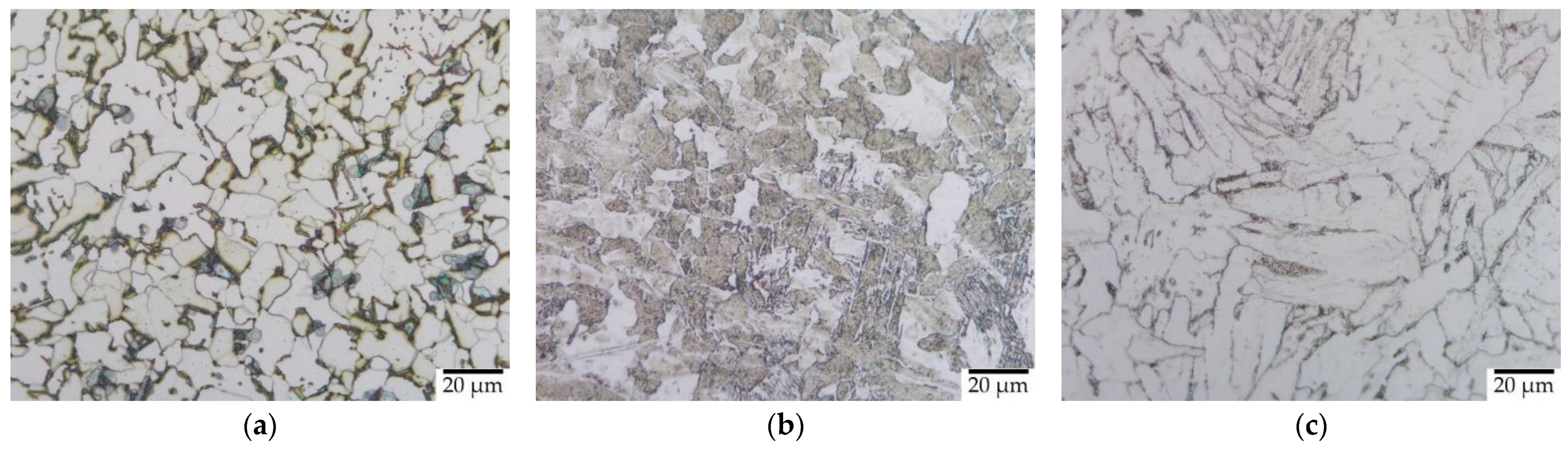
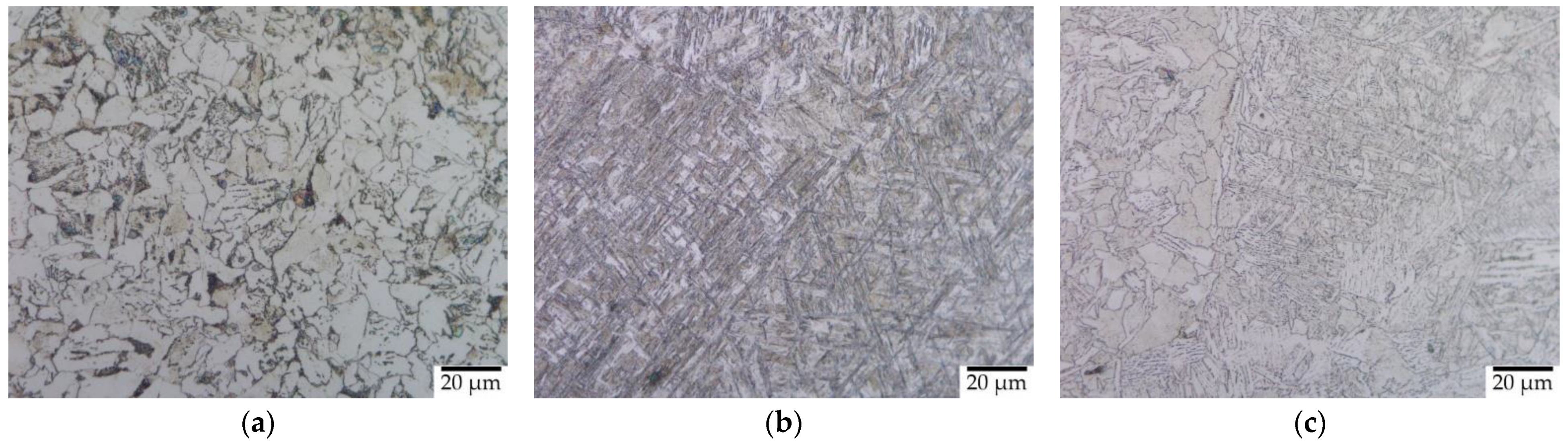
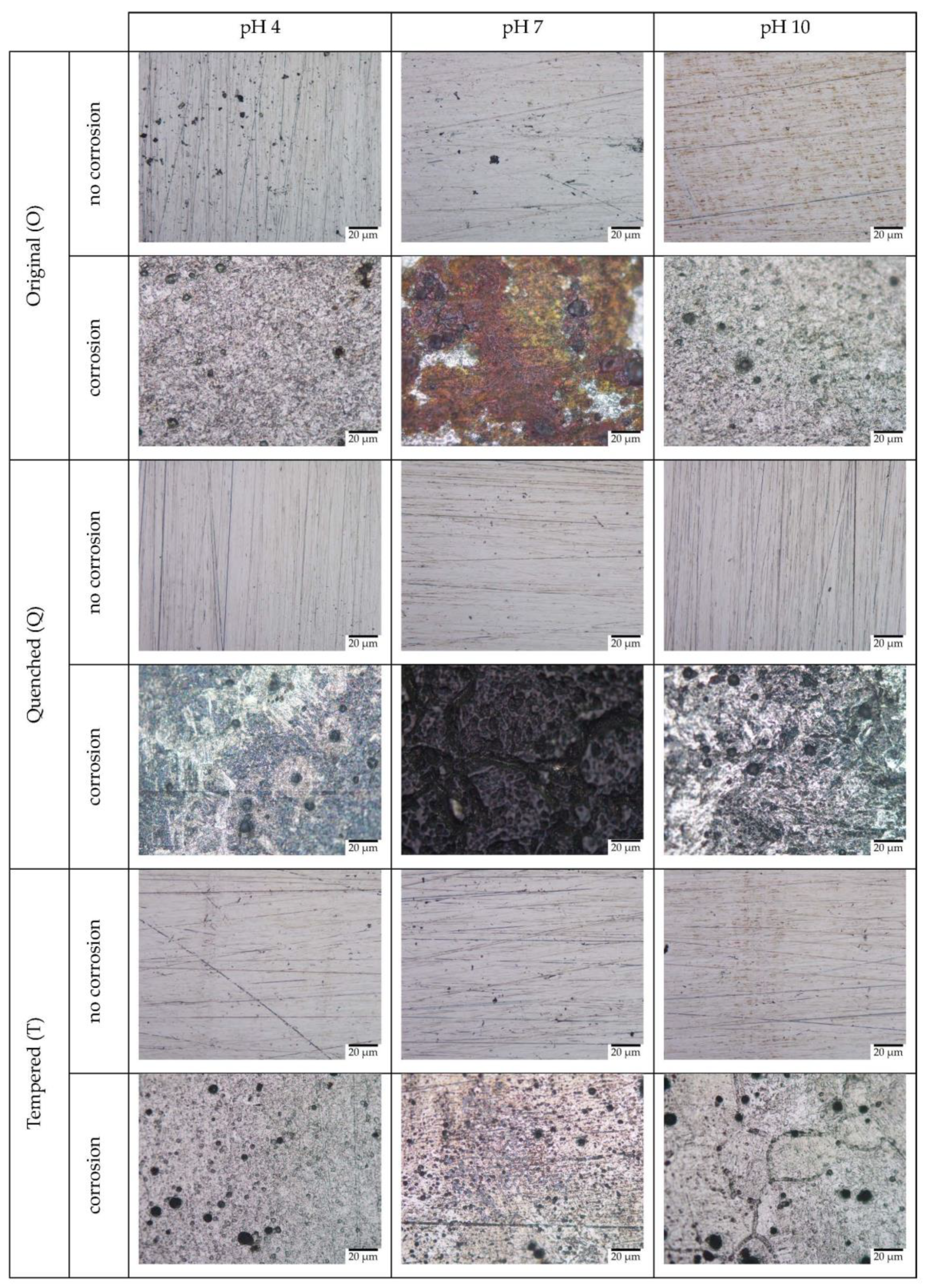
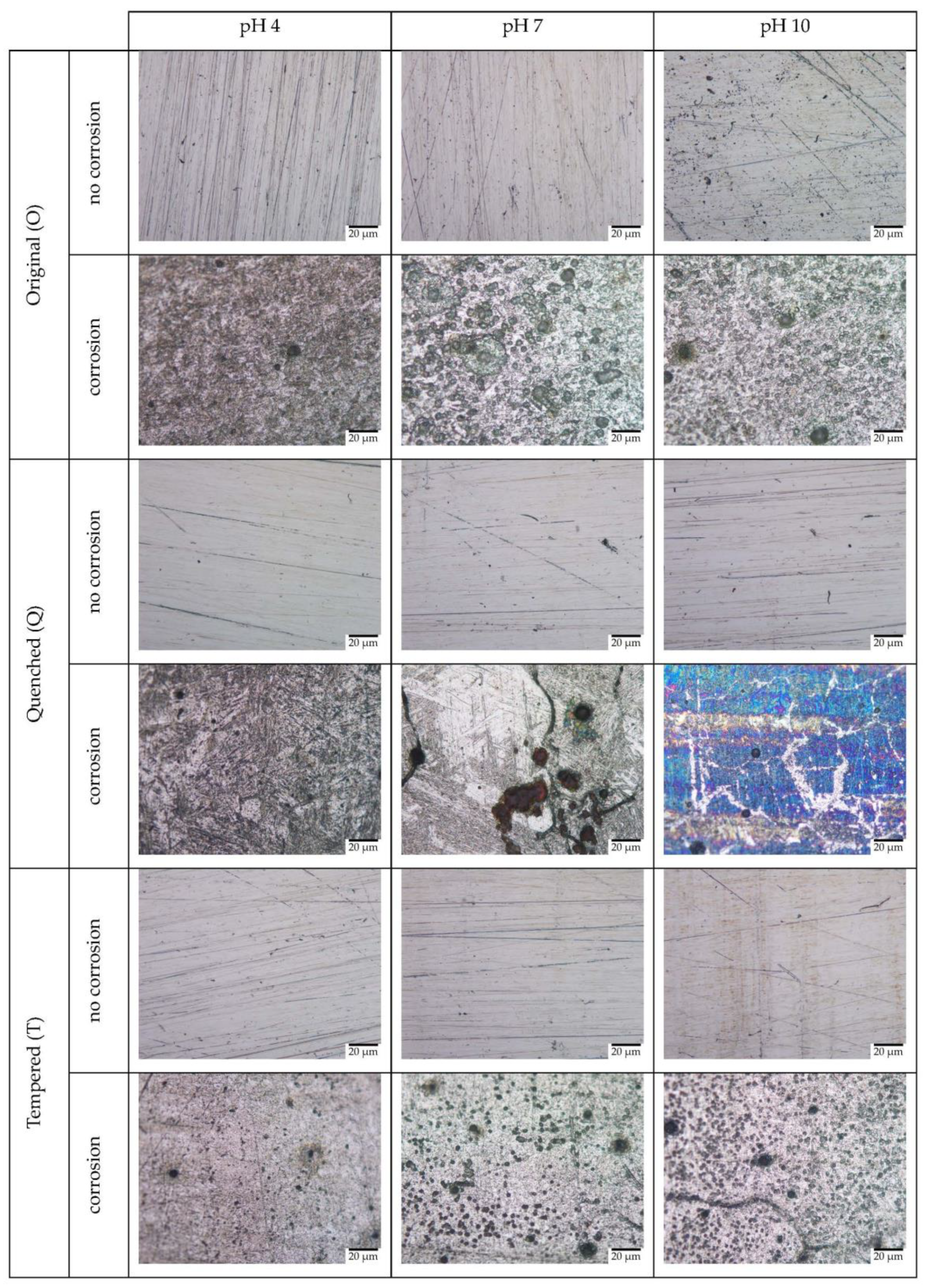
3.3.1. Optical Microscopy (OM)
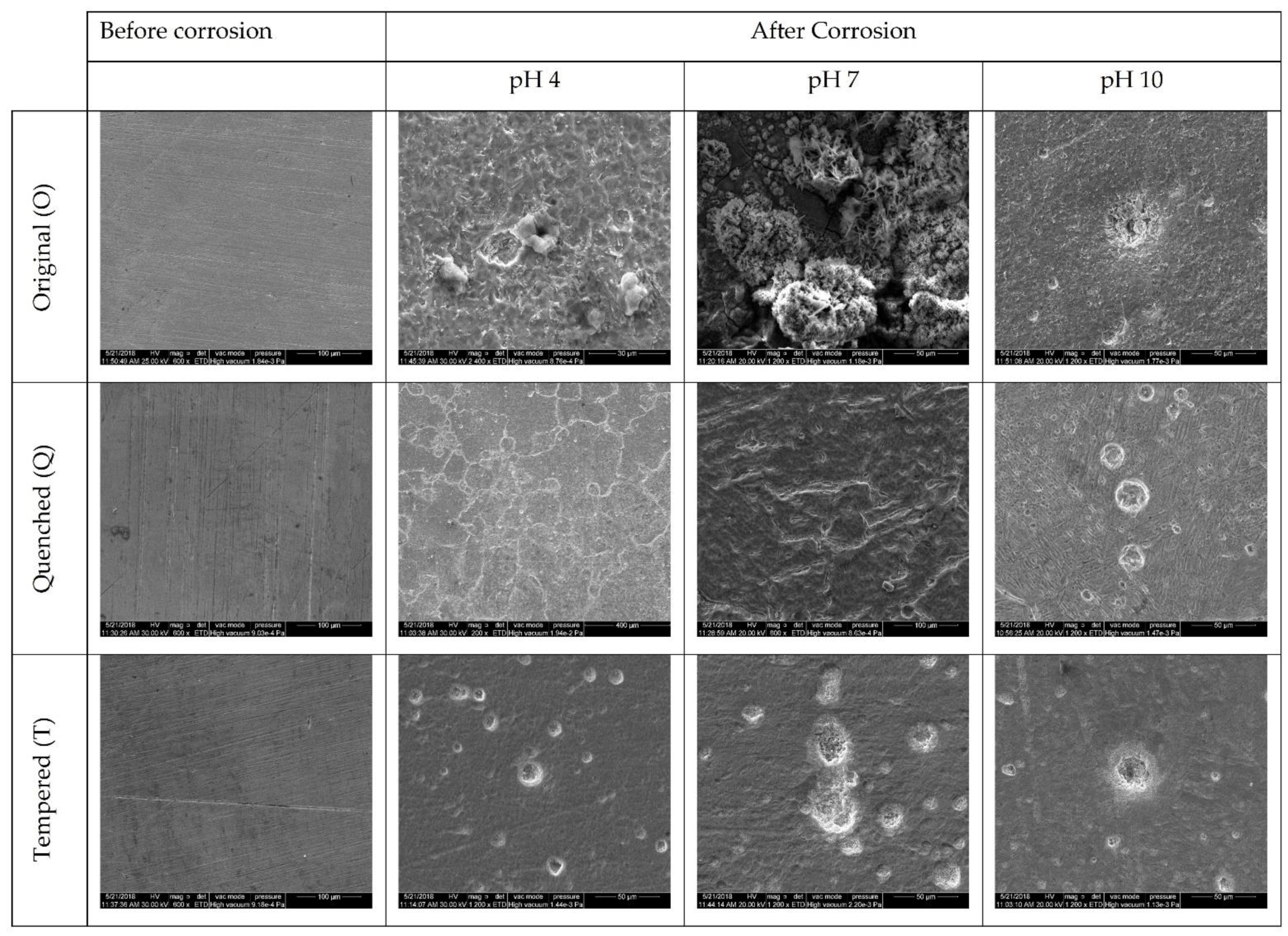
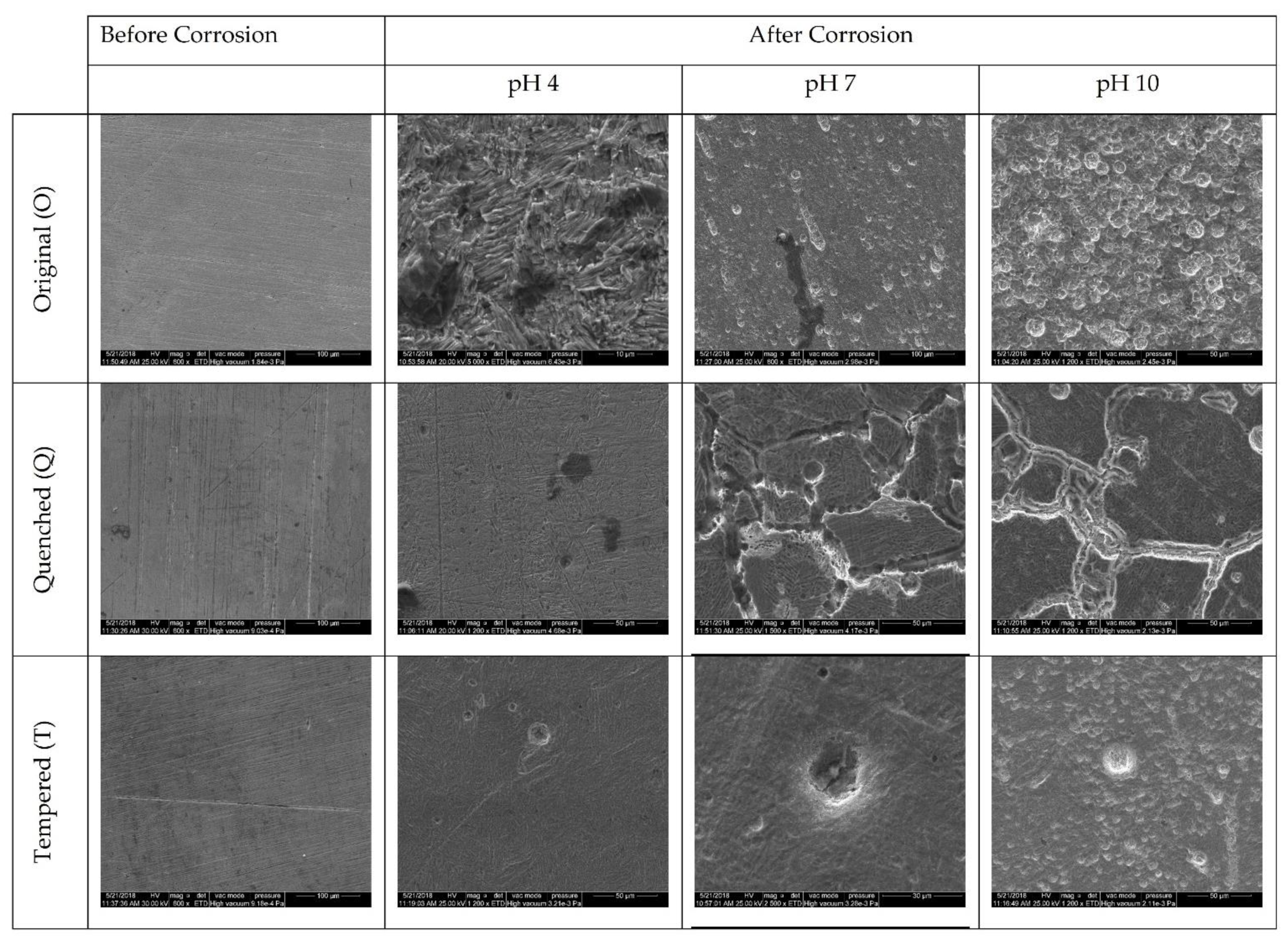
3.3.2. SEM and EDS
4. Discussion
4.1. Effect of Heat Treatment on Material’s Microstructure
4.2. Effect of pH on Corrosion Rate
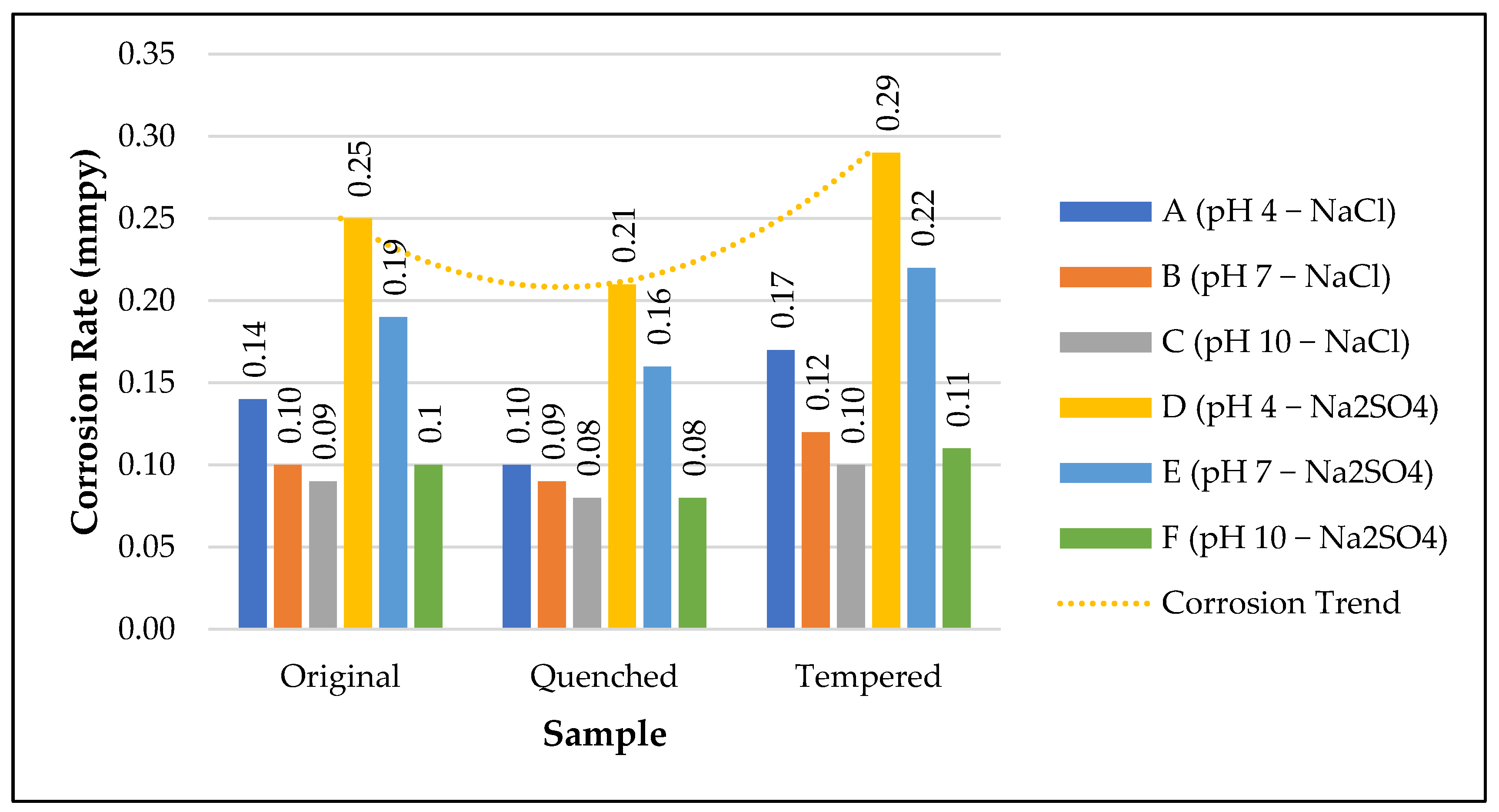
4.3. Effect of Heat Treatment on Corrosion Rate
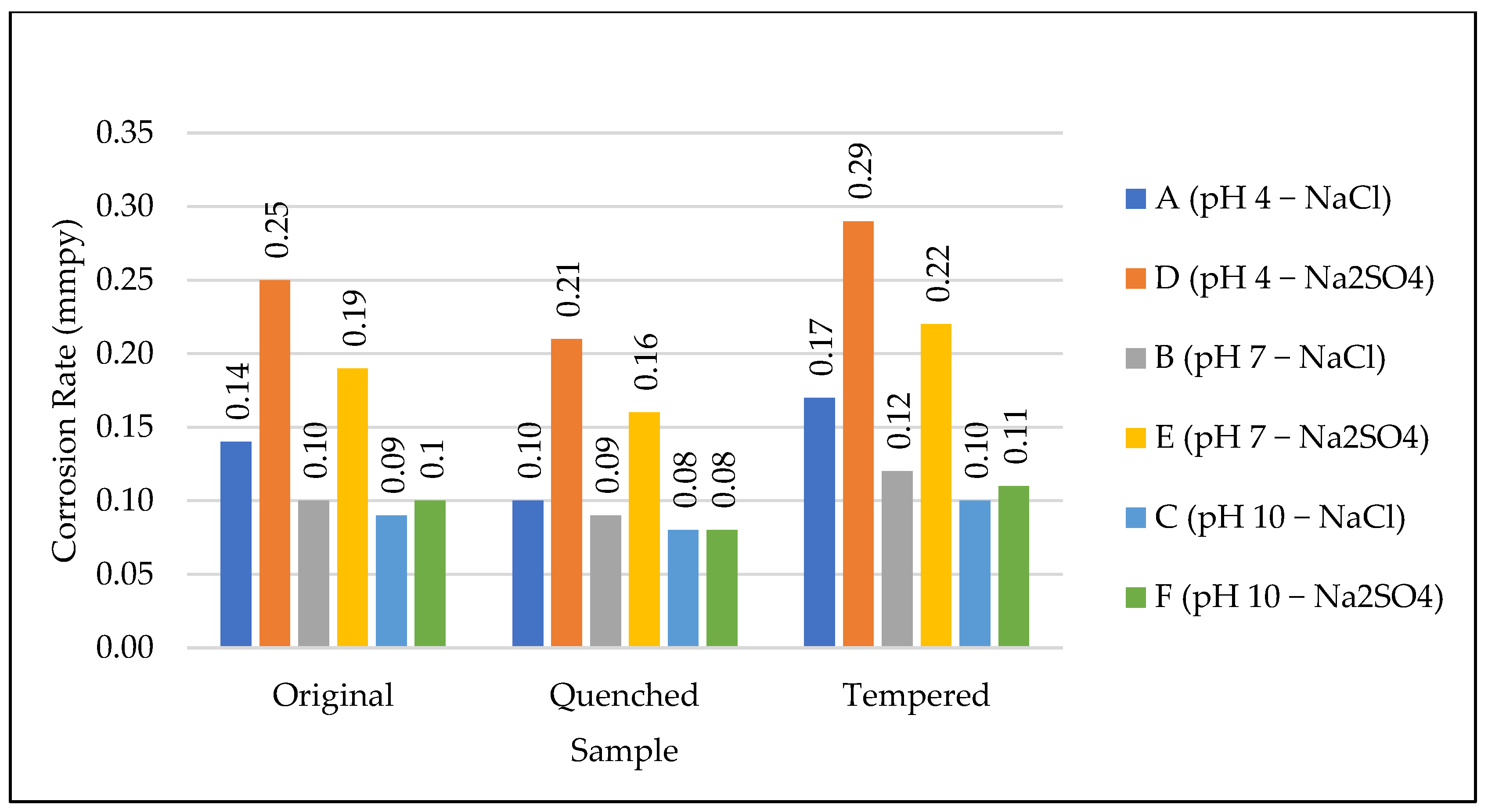
4.4. Effect of Cl− Environment
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Alabtah, F.G.; Mahdi, E.; Khraisheh, M. External Corrosion Behavior of Steel/GFRP Composite Pipes in Harsh Conditions. Materials 2021, 14, 6501. [Google Scholar] [CrossRef] [PubMed]
- Parapurath, S.; Ravikumar, A.; Vahdati, N.; Shiryayev, O. Effect of Magnetic Field on the Corrosion of API-5L-X65 Steel Using Electrochemical Methods in a Flow Loop. Appl. Sci. 2021, 11, 9329. [Google Scholar] [CrossRef]
- Ravikumar, A.; Rostron, P.; Vahdati, N.; Shiryayev, O. Parametric Study of the Corrosion of API-5L-X65 QT Steel Using Potentiostat Based Measurements in a Flow Loop. Appl. Sci. 2021, 11, 444. [Google Scholar] [CrossRef]
- Sadique, M.; Ainane, S.; Yap, Y.F.; Rostron, P.; Al Hajri, E. NaCl Erosion-Corrosion of Mild Steel under Submerged Impingement Jet. World Acad. Sci. Eng. Technol. Int. J. Mater. Metall. Eng. 2017, 11, 368–373. [Google Scholar]
- Parancheerivilakkathil, M.S.; Parapurath, S.; Ainane, S.; Yap, Y.F.; Rostron, P. Flow Velocity and Sand Loading Effect on Erosion–Corrosion during Liquid-Solid Impingement on Mild Steel. Appl. Sci. 2022, 12, 2530. [Google Scholar] [CrossRef]
- Lim, H.L. Assessing level and effectiveness of corrosion education in the UAE. Int. J. Corros. 2012, 2012, 785701. [Google Scholar] [CrossRef]
- Koch, G.H.; Brongers, M.P.; Thompson, N.G.; Virmani, Y.P.; Payer, J.H. Corrosion Cost and Preventive Strategies in the United States; United States Federal Highway Administration: Washton, DC, USA, 2002. [Google Scholar]
- Khattak, M.; Zareen, N.; Mukhtar, A.; Kazi, S.; Jalil, A.; Ahmed, Z.; Jan, M.M. Root cause analysis (RCA) of fractured ASTM A53 carbon steel pipe at oil & gas company. Case Stud. Eng. Fail. Anal. 2016, 7, 1–8. [Google Scholar]
- Lim, H.L.; Gunister, E. Awareness of corrosion importance among engineering undergraduates in the United Arab Emirates. Educ. Res. 2018, 9, 21–34. [Google Scholar] [CrossRef]
- Hegazy, M.; El-Etre, A.; El-Shafaie, M.; Berry, K. Novel cationic surfactants for corrosion inhibition of carbon steel pipelines in oil and gas wells applications. J. Mol. Liq. 2016, 214, 347–356. [Google Scholar] [CrossRef]
- Bhargava, A.; Sharma, C. Mechanical Behaviour and Testing of Materials; PHI Learning Pvt. Ltd.: Delhi, India, 2011. [Google Scholar]
- Cardarelli, F. Materials Handbook; Springer: Berlin/Heidelberg, Germany, 2000. [Google Scholar]
- Li, L.; Mahmoodian, M.; Li, C.-Q.; Robert, D. Effect of corrosion and hydrogen embrittlement on microstructure and mechanical properties of mild steel. Constr. Build. Mater. 2018, 170, 78–90. [Google Scholar] [CrossRef]
- Zhao, J.; Lee, J.H.; Kim, Y.W.; Jiang, Z.; Lee, C.S. Enhancing mechanical properties of a low-carbon microalloyed cast steel by controlled heat treatment. Mater. Sci. Eng. A 2013, 559, 427–435. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Kranjec, T.; Jovičević-Klug, M.; Kosec, T.; Podgornik, B. Influence of the Deep Cryogenic Treatment on AISI 52100 and AISI D3 Steel’s Corrosion Resistance. Materials 2021, 14, 6357. [Google Scholar] [CrossRef] [PubMed]
- Rai, P.K.; Shekhar, S.; Mondal, K. Development of gradient microstructure in mild steel and grain size dependence of its electrochemical response. Corros. Sci. 2018, 138, 85–95. [Google Scholar] [CrossRef]
- Yang, J.; Lu, Y.; Guo, Z.; Gu, J.; Gu, C. Corrosion behaviour of a quenched and partitioned medium carbon steel in 3.5 wt.% NaCl solution. Corros. Sci. 2018, 130, 64–75. [Google Scholar] [CrossRef]
- Senthilkumar, T.; Ajiboye, T.K. Effect of heat treatment processes on the mechanical properties of medium carbon steel. J. Miner. Mater. Charact. Eng. 2012, 11, 143–152. [Google Scholar] [CrossRef]
- Odusote, J.K.; Ajiboye, T.K.; Rabiu, A.B. Evaluation of mechanical properties of medium carbon steel quenched in water and oil. AU J. Technol. 2012, 15, 218–224. [Google Scholar] [CrossRef]
- Saha, A.; Mondal, D.K.; Maity, J. Effect of cyclic heat treatment on microstructure and mechanical properties of 0.6 wt% carbon steel. Mater. Sci. Eng. A 2010, 527, 4001–4007. [Google Scholar] [CrossRef]
- Savas, T.P.; Wang, A.Y.-L.; Earthman, J.C. The effect of heat treatment on the corrosion resistance of 440C stainless steel in 20% HNO3+ 2.5% Na2Cr2O7 solution. J. Mater. Eng. Perform. 2003, 12, 165–171. [Google Scholar] [CrossRef]
- Ghorbani, S.; Ghasemi, R.; Ebrahimi-Kahrizsangi, R.; Hojjati-Najafabadi, A. Effect of post weld heat treatment (PWHT) on the microstructure, mechanical properties, and corrosion resistance of dissimilar stainless steels. Mater. Sci. Eng. A 2017, 688, 470–479. [Google Scholar] [CrossRef]
- Ofoegbu, S.U. Comparative Gravimetric Studies on Carbon Steel Corrosion in Selected Fruit Juices and Acidic Chloride Media (HCl) at Different pH. Materials 2021, 14, 4755. [Google Scholar] [CrossRef]
- Wu, W.; Liu, Z.; Hu, S.; Li, X.; Du, C. Effect of pH and hydrogen on the stress corrosion cracking behavior of duplex stainless steel in marine atmosphere environment. Ocean Eng. 2017, 146, 311–323. [Google Scholar] [CrossRef]
- Liu, M.; Cheng, X.; Li, X.; Lu, T.J. Corrosion behavior of low-Cr steel rebars in alkaline solutions with different pH in the presence of chlorides. J. Electroanal. Chem. 2017, 803, 40–50. [Google Scholar] [CrossRef]
- Chung, N.T.; So, Y.-S.; Kim, W.-C.; Kim, J.-G. Evaluation of the Influence of the Combination of pH, Chloride, and Sulfate on the Corrosion Behavior of Pipeline Steel in Soil Using Response Surface Methodology. Materials 2021, 14, 6596. [Google Scholar] [PubMed]
- Abdo, H.S.; Seikh, A.H.; Abdus Samad, U.; Fouly, A.; Mohammed, J.A. Electrochemical Corrosion Behavior of Laser Welded 2205 Duplex Stainless-Steel in Artificial Seawater Environment under Different Acidity and Alkalinity Conditions. Crystals 2021, 11, 1025. [Google Scholar] [CrossRef]
- Torić, N.; Brnić, J.; Boko, I.; Brčić, M.; Burgess, I.W.; Glavinić, I.U. Development of a high temperature material model for grade S275JR steel. J. Constr. Steel Res. 2017, 137, 161–168. [Google Scholar] [CrossRef]
- Valério, A.; Morelhao, S.L. Usage of Scherrer’s formula in X-ray diffraction analysis of size distribution in systems of monocrystalline nanoparticles. arXiv 2019, arXiv:1911.00701. [Google Scholar]
- Tarpani, J.R.; Braz, M.H.; Bose Filho, W.W.; Spinelli, D. Microstructural and fractographic characterization of a thermally embrittled nuclear grade steel: Part II-quenching and tempering. Mater. Res. 2002, 5, 365–371. [Google Scholar] [CrossRef]
- Brzuszek, R.; Rodrigues, P.; Motta, L.; Santos, D. Microstructural Evolution of Ultra Fine Grained C-Mn Steel Warm Rolling and Intercritical Annea. Mater. Res. 2002, 5, 343–348. [Google Scholar] [CrossRef]
- Abdel-Karim, R.; Nabil, M.; Reda, Y.; El-Raghy, S. Corrosion characteristics of ASTM A106 grade B carbon steel pipelines exposed to sodium sulfate solutions. Mater. Perform. Charact. 2018, 7, 480–494. [Google Scholar] [CrossRef]
- Paul, S.; Pattanayak, A.; Guchhait, S.K. Corrosion behavior of carbon steel in synthetically produced oil field seawater. Int. J. Met. 2014, 2014, 628505. [Google Scholar]
- Tang, Y.; Liu, L.; Fan, L.; Li, Y.; Wang, F. The corrosion behavior of pure iron under solid Na2SO4 deposit in wet oxygen flow at 500 °C. Materials 2014, 7, 6144–6157. [Google Scholar] [CrossRef] [PubMed]
- Motagi, B.; Bhosle, R. Effect of heat treatment on microstructure and mechanical properties of medium carbon steel. Int. J. Eng. Res. Dev. 2012, 2, 7–13. [Google Scholar]
- Ndaliman, M.B. An assessment of mechanical properties of medium carbon steel under different quenching media. AU JT 2006, 10, 100–104. [Google Scholar]
- Murugan, V.; Mathews, P.K. Effect of tempering behavior on heat treated medium carbon (C35Mn75) steel. Int. J. Innov. Res. Sci. Eng. Technol. 2013, 2, 945–9540. [Google Scholar]
- Li, S.; Yuan, X.; Jiang, W.; Sun, H.; Li, J.; Zhao, K.; Yang, M. Effects of heat treatment influencing factors on microstructure and mechanical properties of a low-carbon martensitic stainless bearing steel. Mater. Sci. Eng. A 2014, 605, 229–235. [Google Scholar]
- Barlow, L.D.; Du Toit, M. Effect of austenitizing heat treatment on the microstructure and hardness of martensitic stainless steel AISI 420. J. Mater. Eng. Perform. 2012, 21, 1327–1336. [Google Scholar] [CrossRef]
- Moleejane, C.M.; Sanusi, K.O.; Ayodele, O.L.; Oliver, G.J. Microstructural features and Mechanical behaviour of Unalloyed Medium Carbon Steel (EN8 Steel) after subsequent heat treatment. In Proceedings of the world congress on engineering and computer science, San Francisco, CA, USA, 22–24 October 2014. [Google Scholar]
- Hwang, S.-M.; Wang, J.-P.; Lee, D.-W. Extraction of tantalum powder via the magnesium reduction of tantalum pentoxide. Metals 2019, 9, 205. [Google Scholar] [CrossRef]
- Boopathy, R.; Daniels, L. Effect of pH on anaerobic mild steel corrosion by methanogenic bacteria. Appl. Environ. Microbiol. 1991, 57, 2104–2108. [Google Scholar] [CrossRef]
- Prawoto, Y.; Ibrahim, K.; Wan Nik, W. Effect of pH and chloride concentration on the corrosion of duplex stainless steel. Arabian J. Sci. Eng. 2009, 34, 115. [Google Scholar]
- Khodair, Z.T.; Khadom, A.A.; Jasim, H.A. Corrosion protection of mild steel in different aqueous media via epoxy/nanomaterial coating: Preparation, characterization and mathematical views. J. Mater. Res. Technol. 2019, 8, 424–435. [Google Scholar] [CrossRef]
- Rihan, R.O. Electrochemical corrosion behavior of X52 and X60 steels in carbon dioxide containing saltwater solution. Mater. Res. 2013, 16, 227–236. [Google Scholar] [CrossRef]
- Sun, F.; Li, X.; Cheng, X. Effects of carbon content and microstructure on corrosion property of new developed steels in acidic salt solutions. Acta Metall. Sin. 2014, 27, 115–123. [Google Scholar] [CrossRef]
- Wang, X.; Chen, Y.-l.; Niu, G. The study on corrosion resistance of high-strength spring steel. Corros. Eng. Sci. Technol. 2018, 53, 54–64. [Google Scholar] [CrossRef]
- Callister, W.D.; Rethwisch, D.G. Materials Science and Engineering; John Wiley & Sons: New York, NY, USA, 2011; Volume 5. [Google Scholar]
- May, M. Corrosion behavior of mild steel immersed in different concentrations of NaCl solutions. J. Sebha Univ. 2016, 15, 1–12. [Google Scholar]
- Seikh, A.H. Influence of heat treatment on the corrosion of microalloyed steel in sodium chloride solution. J. Chem. 2013, 2013, 587514. [Google Scholar] [CrossRef]
- Pancheva, H.; Reznichenko, G.; Miroshnichenko, N.; Sincheskul, A.; Pilipenko, A.; Loboichenko, V. Study into the influence of concentration of ions of chlorine and temperature of circulating water on the corrosion stability of carbon steel and cast iron. Bocmoчнo-Eвponeйcкuй Жуpнал Пepeдoвыx Texнoлoгuй 2017, 4, 59–64. [Google Scholar] [CrossRef]
- Song, Y.; Jiang, G.; Chen, Y.; Zhao, P.; Tian, Y. Effects of chloride ions on corrosion of ductile iron and carbon steel in soil environments. Sci. Rep. 2017, 7, 6865. [Google Scholar] [CrossRef]
- Arzola, S.; Palomar-Pardavé, M.; Genesca, J. Effect of resistivity on the corrosion mechanism of mild steel in sodium sulfate solutions. J. Appl. Electrochem. 2003, 33, 1233–1237. [Google Scholar] [CrossRef]
- Hasan, B.O.; Sadek, S.A. Corrosion behavior of carbon steel in oxygenated sodium sulphate solution under different operating conditions. Adv. Chem. Eng. Res 2013, 2, 61–71. [Google Scholar]
- Yang, H.; Gao, Y.; Qin, W. Investigation of the corrosion behavior of electroless Ni-P coating in flue gas condensate. Coatings 2017, 7, 16. [Google Scholar] [CrossRef]
- Yang, H.; Gao, Y.; Qin, W.; Ma, S.; Wei, Y. Investigation of corrosion behavior of 3003 aluminum alloy in flue gas condensate. Mater. Corros. 2017, 68, 664–673. [Google Scholar] [CrossRef]
- Kader, J.A.E.; Warraky, A.E.; Aziz, A.A.E. Corrosion inhibition of mild steel by sodium tungstate in neutral solution Part 2: Behaviour in NaCl and Na2SO4. Br. Corros. J. 1998, 33, 145–151. [Google Scholar] [CrossRef]
- Ikechukwu, A.S.; Obioma, E.; Ugochukwu, N.H. Studies on corrosion characteristics of carbon steel exposed to Na2CO3, Na2SO4 and NaCl solutions of different concentrations. Int. J. Eng. Sci 2014, 3, 48–60. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Mn | Si | P | S | Cu |
|---|---|---|---|---|---|---|
| wt.% | 0.16 | 0.4 | 0.03 | 0.11 | 0.1 | 0.05 |
| Grinding/Polishing | Surface | Abrasive/Lubricant | Speed (RPM) | Force/Dir |
|---|---|---|---|---|
| Coarse Grinding | MD-Primo 220 | Water | 300 | 30 N/Dir |
| Fine Grinding | MD-Allegro | DiaPro Allegro (9 μm) | 150 | 30 N/Dir |
| Rough Polishing | MD-Mol | DiaPro Mol (3 μm) | 150 | 30 N/Dir |
| Final Polishing | MD-Chem | OP-S (1 μm) | 150 | 15 N/OppDir |
| Treatment | Sample | Average | Improvement |
|---|---|---|---|
| - | O | 124.2 ± 3.7 | - |
| HT1 | Q | 155.9 ± 7.7 | 26% |
| T | 99.9 ± 0.4 | −20% | |
| HT2 | Q | 267.0 ± 6.2 | 95% |
| T | 223.2 ± 5.0 | 62% |
| Sample | σmax (ΜPa) | E (GPa) | σy (ΜPa) | σf (MPa) | εf (%) |
|---|---|---|---|---|---|
| O | 438.4 ± 14.4 | 173.5 ± 6.8 | 271.4 ± 10.1 | 266.2 ± 14.6 | 32.2 ± 7.5 |
| Q | 1003.1 ± 96.6 | 174.0 ± 9.3 | 772.8 ± 59.6 | 921.7 ± 120.0 | 2.4 ± 1.4 |
| T | 587.9 ± 23.1 | 195.3 ± 8.7 | 534.4 ± 23.4 | 356.3 ± 30.5 | 5.2 ± 1.8 |
| σmax | E | σy | σf | εf | |
|---|---|---|---|---|---|
| O to Q | 128.8 | 2.4 | 184.8 | 246.3 | −92.5 |
| Q to T | −41.4 | 12.3 | −30.9 | −61.4 | 116.7 |
| O to T | 34.1 | 12.6 | 96.9 | 90.2 | −83.9 |
| pH | Samples | Ecorr (mV vs. Ag/AgCl) | Icorr (µAcm−2) | βc (mV) | βa (mV) | Rp (Ωcm2) | CR (mmpy) |
|---|---|---|---|---|---|---|---|
| 4 | OA | −556 | 28 | 324.8 | 118.5 | 455 | 0.14 |
| QA | −539 | 24 | 382.3 | 117.6 | 492 | 0.10 | |
| TA | −537 | 33 | 346.2 | 115.8 | 438 | 0.17 | |
| 7 | OB | −648 | 21 | 276.5 | 138.5 | 480 | 0.10 |
| QB | −601 | 16 | 236.8 | 120.6 | 506 | 0.09 | |
| TB | −491 | 25 | 494.2 | 81.4 | 465 | 0.12 | |
| 10 | OC | −579 | 18 | 272.4 | 177.7 | 512 | 0.09 |
| QC | −475 | 16 | 280.5 | 93.7 | 538 | 0.08 | |
| TC | −617 | 20 | 258.5 | 121.0 | 474 | 0.10 |
| pH | Samples | Ecorr (mV vs. Ag/Agcl) | Icorr (µAcm−2) | βc (mV) | βa (mV) | Rp (Ωcm2) | CR (mmpy) |
|---|---|---|---|---|---|---|---|
| 4 | OD | −543 | 52 | 592.4 | 51.6 | 190 | 0.25 |
| QD | −543 | 41 | 458.8 | 67.8 | 230 | 0.21 | |
| TD | −550 | 55 | 464.9 | 78.2 | 168 | 0.29 | |
| 7 | OE | −502 | 39 | 459.5 | 84.9 | 196 | 0.19 |
| QE | −408 | 39 | 485.1 | 92.3 | 271 | 0.16 | |
| TE | −546 | 42 | 427.1 | 89 | 185 | 0.22 | |
| 10 | OF | −509 | 20 | 179.5 | 46 | 313 | 0.10 |
| QF | −467 | 16 | 360.6 | 80.6 | 319 | 0.08 | |
| TF | −547 | 21 | 395.4 | 97.4 | 310 | 0.11 |
| Carbon (C) | Iron (Fe) | |||||
|---|---|---|---|---|---|---|
| Weight % | Atomic % | Weight % | Atomic % | |||
| Before Corrosion | O | 2.6 | 11.0 | 96.9 | 88.5 | |
| Q | 15.3 | 45.7 | 84.4 | 54.1 | ||
| T | 15.0 | 45.0 | 84.7 | 54.8 | ||
| NaCl | pH 4 | OA | 10.1 | 21.5 | 56.9 | 26.2 |
| QA | 16.4 | 36.6 | 62.5 | 30.0 | ||
| TA | 14.1 | 38.5 | 76.6 | 45.1 | ||
| pH 7 | OB | 10.0 | 29.3 | 81.0 | 51.1 | |
| QB | 12.3 | 35.0 | 80.1 | 48.9 | ||
| TB | 8.4 | 26.9 | 84.0 | 58.0 | ||
| pH 10 | OC | 10.4 | 31.2 | 79.9 | 51.6 | |
| QC | 20.5 | 40.2 | 52.5 | 22.1 | ||
| TC | 9.9 | 29.4 | 77.7 | 49.4 | ||
| Na2SO4 | pH 4 | OD | 5.3 | 20.0 | 92.1 | 74.0 |
| QD | 5.7 | 21.7 | 93.4 | 76.2 | ||
| TD | 19.9 | 47.2 | 69.7 | 35.6 | ||
| pH 7 | OE | 9.7 | 31.4 | 86.7 | 60.2 | |
| QE | 29.8 | 57.0 | 56.3 | 23.2 | ||
| TE | 13.8 | 36.4 | 75.5 | 42.9 | ||
| pH 10 | OF | 5.1 | 19.4 | 93.5 | 77.3 | |
| QF | 19.1 | 42.1 | 63.8 | 30.2 | ||
| TF | 19.1 | 52.5 | 79.8 | 47.0 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Parapurath, S.; Jacob, L.; Gunister, E.; Vahdati, N. Effect of Microstructure on Electrochemical Properties of the EN S275 Mild Steel under Chlorine-Rich and Chlorine-Free Media at Different pHs. Metals 2022, 12, 1386. https://doi.org/10.3390/met12081386
Parapurath S, Jacob L, Gunister E, Vahdati N. Effect of Microstructure on Electrochemical Properties of the EN S275 Mild Steel under Chlorine-Rich and Chlorine-Free Media at Different pHs. Metals. 2022; 12(8):1386. https://doi.org/10.3390/met12081386
Chicago/Turabian StyleParapurath, Shahid, Liyamol Jacob, Ebru Gunister, and Nader Vahdati. 2022. "Effect of Microstructure on Electrochemical Properties of the EN S275 Mild Steel under Chlorine-Rich and Chlorine-Free Media at Different pHs" Metals 12, no. 8: 1386. https://doi.org/10.3390/met12081386
APA StyleParapurath, S., Jacob, L., Gunister, E., & Vahdati, N. (2022). Effect of Microstructure on Electrochemical Properties of the EN S275 Mild Steel under Chlorine-Rich and Chlorine-Free Media at Different pHs. Metals, 12(8), 1386. https://doi.org/10.3390/met12081386