
Recent Advances in the Grain Refinement Effects of Zr on Mg Alloys: A Review



Abstract
:1. Introduction
2. Alloying Process of Zr
2.1. The Methods of Zr addition
2.2. The Features of the Mg-Zr master Alloy
2.3. Settling Behavior of Zr Particles during Alloying
3. Grain Refinement Mechanisms of Zr
3.1. Nucleation Effect
3.1.1. Peritectic Reaction
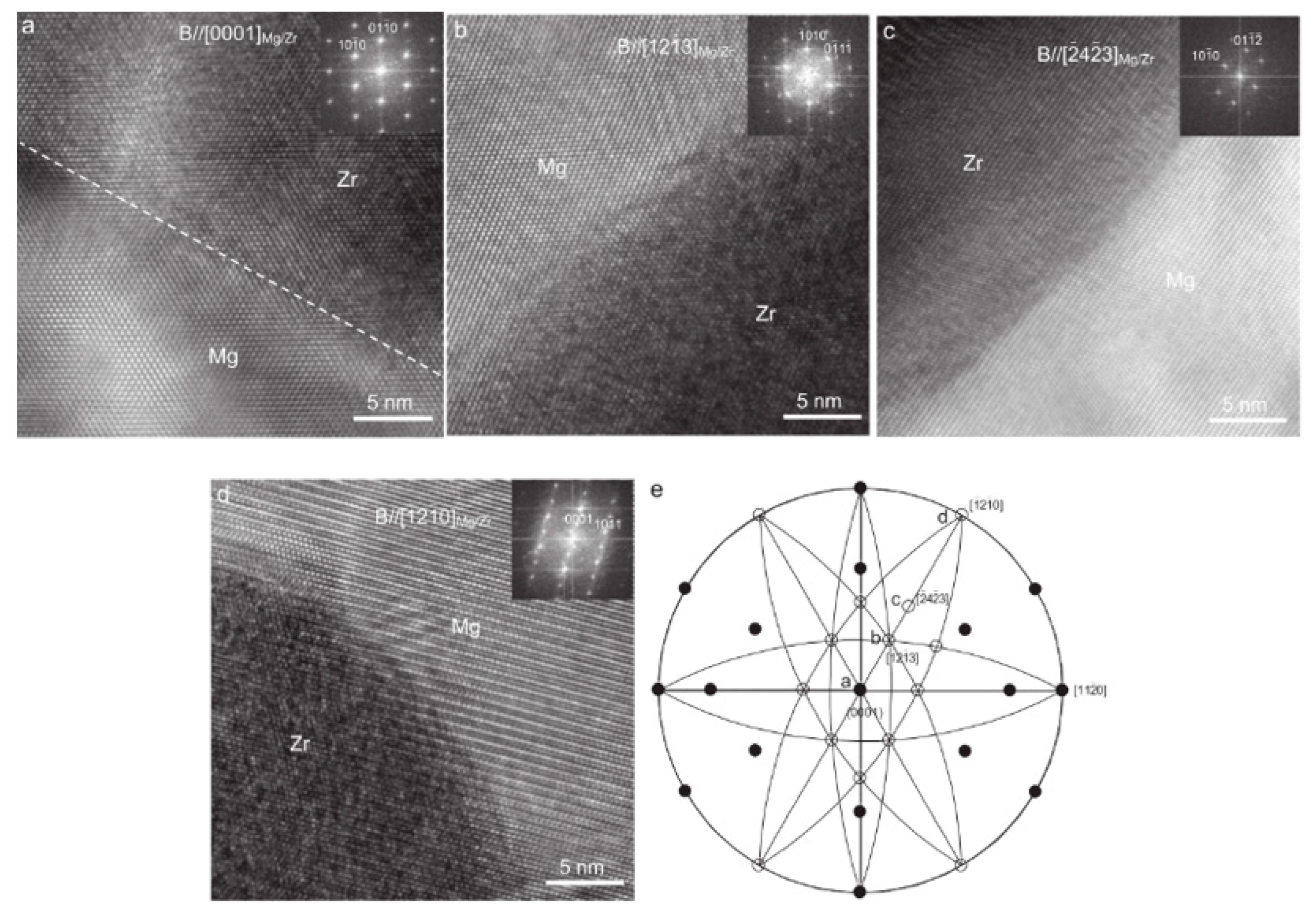
3.1.2. HRTEM Observations of Zr Nucleus
3.2. Constitutional Supercooling (CS) Effect
4. Factors Influencing the Grain Refinement Behaviors of Zr
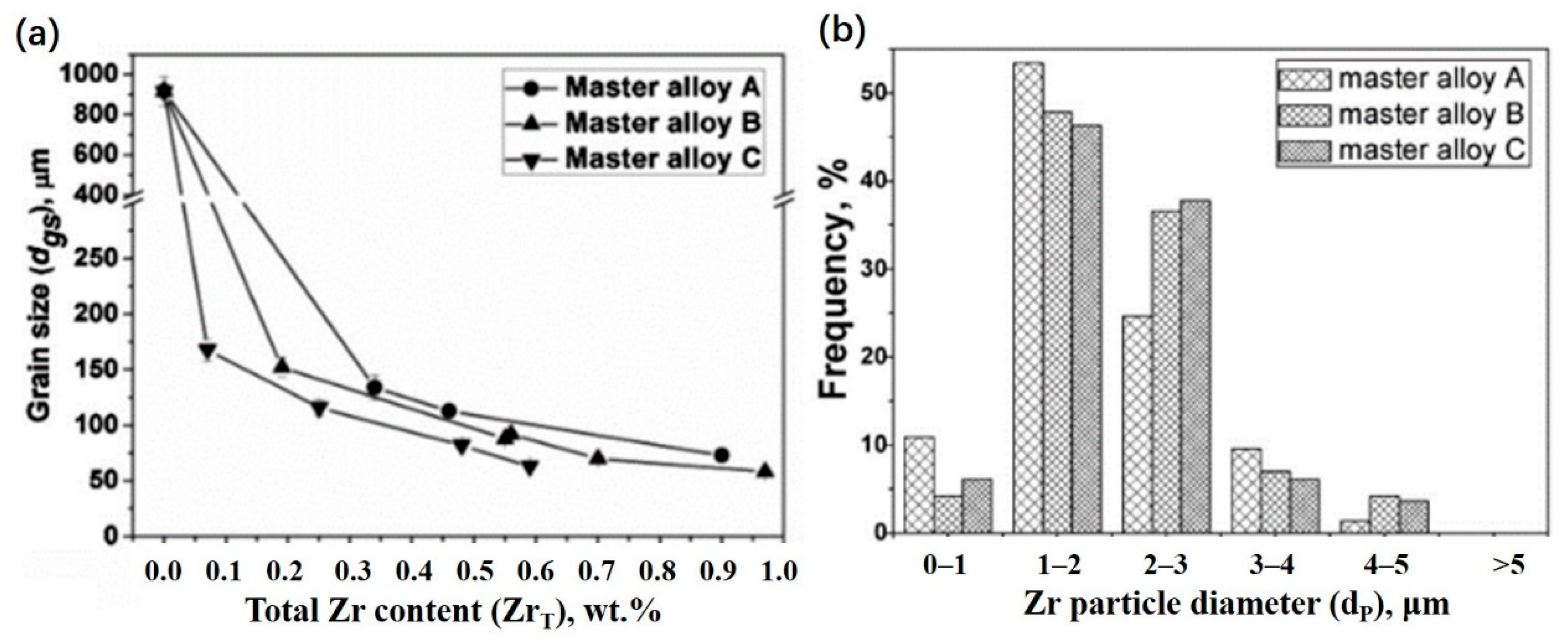
4.1. Effect of Zr Size Distribution in Mg-Zr Master Alloy
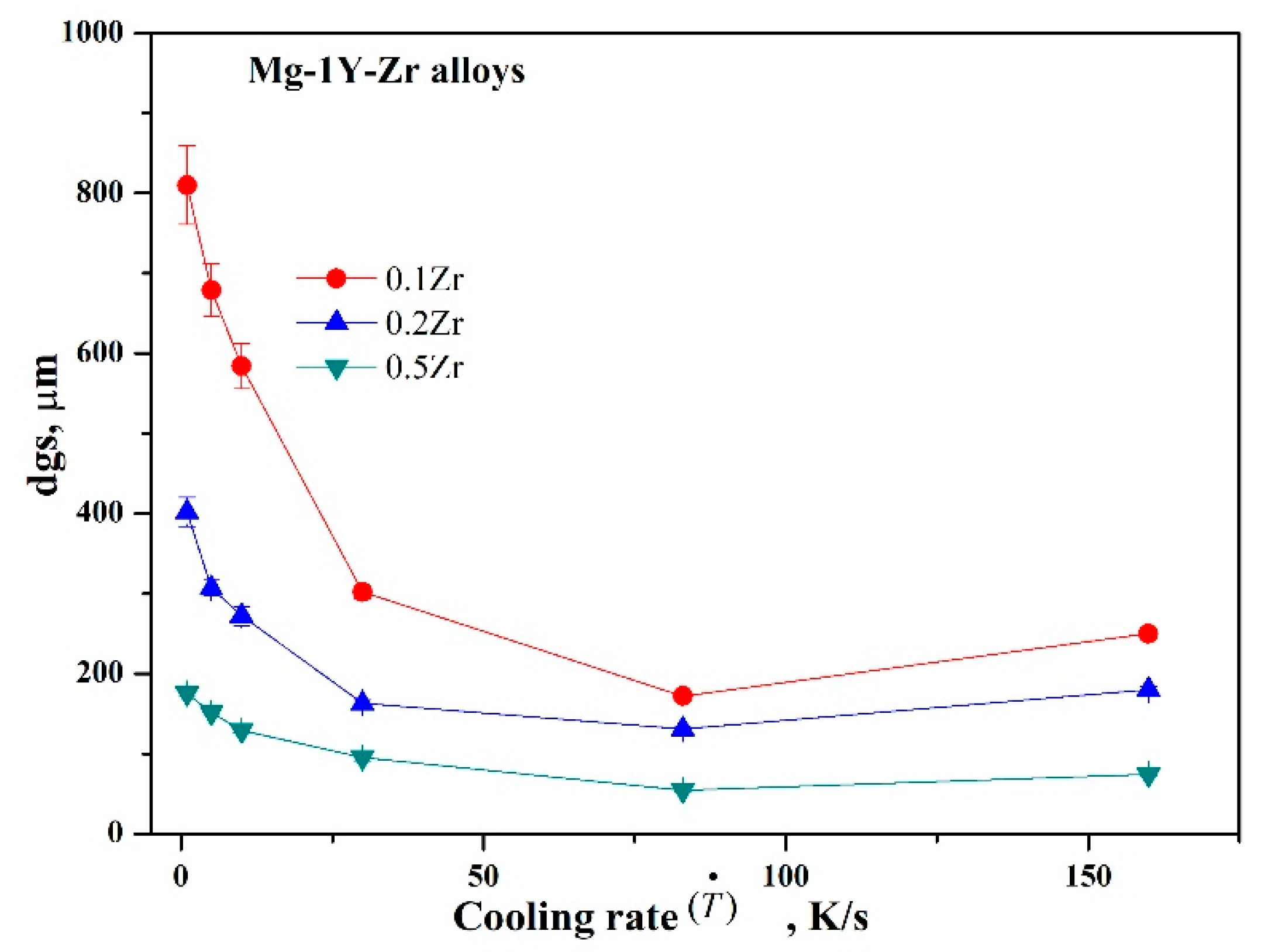
4.2. Effect of Cooling Condition
4.3. Effect of Alloying Elements
4.3.1. Al
4.3.2. Fe
4.3.3. Be
4.3.4. Ca
4.3.5. Zn
5. Methods of Improving the Grain Refinement Efficiency of Zr
5.1. Pretreatments of the Mg-Zr Master Alloy
5.2. Melt Treatments
6. Conclusions and Remarks
- (1)
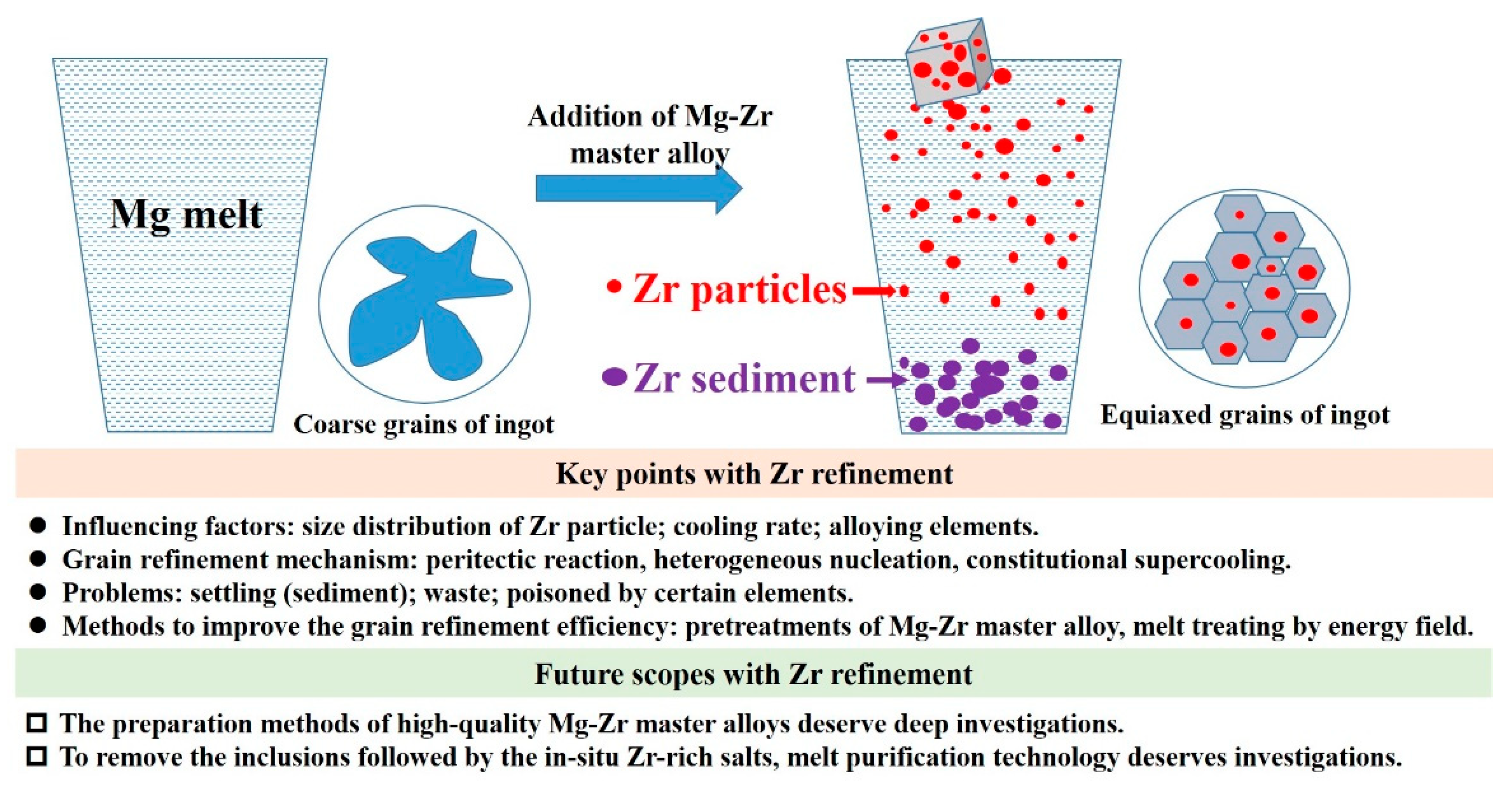
- Among various methods of introducing Zr into Mg melt, only the Mg-Zr master alloy shows high efficiency. This is because the Mg-Zr master alloy ensures that the interface between the Zr particles and the Mg melt is clean and active, facilitating the diffusion of Zr elements and increased nucleation utilization.
- (2)
- The grain refinement mechanism is attributed to both heterogeneous nucleation and the constitutional supercooling effect. The perfect crystal match between Zr and Mg, and the high GRF value contribute to the powerful effect of grain refinement with Zr.
- (3)
- Many factors influence the effect of grain refinement with Zr, including Zr particle settling, the particle size distribution of the Mg-Zr master alloy, cooling rate, and the alloying elements. In particular, the size distribution of the Mg-Zr master alloy has a great influence on the grain refinement efficiency of Zr. The spontaneous settling of Zr particles increases the alloying cost.
- (4)
- To achieve a better refinement effect and a higher utilization rate of Zr, two methods have been investigated, i.e., pre-treatment of the Mg-Zr master alloy and melt treatment. The newly developed UHFP-TIGR pre-treatment [86] shows remarkable modification effects and remarkable grain refinement efficiency.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Karakulak, E. A review: Past, present and future of grain refining of magnesium castings. J. Magnes. Alloy. 2019, 7, 355–369. [Google Scholar] [CrossRef]
- Song, J.; Chen, J.; Xiong, X.; Peng, X.; Chen, D.; Pan, F. Research advances of magnesium and magnesium alloys worldwide in 2021. J. Magnes. Alloy. 2022, 10, 863–898. [Google Scholar] [CrossRef]
- Ali, Y.; Qiu, D.; Jiang, B.; Pan, F.; Zhang, M. Current research progress in grain refinement of cast magnesium alloys: A review article. J. Alloy. Compd. 2015, 619, 639–651. [Google Scholar] [CrossRef]
- StJohn, D.H.; Ma, Q.; Easton, M.A.; Cao, P.; Hildebrand, Z. Grain refinement of magnesium alloys. Metall. Mater. Trans. A 2005, 36, 1669–1679. [Google Scholar] [CrossRef]
- Sauerwald, F. Das Zustandsdiagramm Magnesium-Zirkonium. Z. Für Anorg. Chemie. 1947, 255, 212–220. [Google Scholar] [CrossRef]
- Friedrich, H.E.; Mordike, B.L. Magnesium Technology: Metallurgy, Design Data, Applications; Springer: Berlin/Heidelberg, Germany, 2006; pp. 128–143. [Google Scholar]
- Mo, N.; Tan, Q.; Bermingham, M.; Huang, Y.; Dieringa, H.; Hort, N.; Zhang, M. Current development of creep-resistant magnesium cast alloys: A review. Mater. Des. 2018, 155, 422–442. [Google Scholar] [CrossRef]
- Sravya, T.; Sankaranarayanan, S.; Abdulhakim, A.; Manoj, G. Mechanical properties of magnesium-rare earth alloy systems: A review. Metals 2015, 5, 1–39. [Google Scholar] [CrossRef] [Green Version]
- Wu, G.; Wang, C.; Sun, M.; Ding, W. Recent developments and applications on high-performance cast magnesium rare-earth alloys. J. Magnes. Alloy. 2021, 9, 1–20. [Google Scholar] [CrossRef]
- Stjohn, D.H.; Easton, M.A.; Ma, Q.; Taylor, J.A. Grain refinement of magnesium alloys: A review of recent research, theoretical developments, and their application. Metall. Mater. Trans. A 2013, 44, 2935–2949. [Google Scholar] [CrossRef] [Green Version]
- Easton, M.A.; Ma, Q.; Prasad, A.; StJohn, D.H. Recent advances in grain refinement of light metals and alloys. Curr. Opin. Solid. State Mater. 2016, 20, 13–24. [Google Scholar] [CrossRef] [Green Version]
- Yu, W.; He, H.; Li, C.; Li, Q.; Liu, Z.; Qin, B. Existing form and effect of zirconium in pure Mg, Mg-Yb, and Mg-Zn-Yb alloys. Rare Metals 2009, 28, 289–296. [Google Scholar] [CrossRef]
- Emley, E.F. Principles of Magnesium Technology; Pergamon Press: Oxford, UK, 1966. [Google Scholar]
- Ma, Q.; StJohn, D.H.; Frost, M.T. Magnesium-Zirconium Alloying. U.S. Patent 20050161121A1, 2005. [Google Scholar]
- Sun, M.; Wu, G.; Dai, J.; Pang, S.; Ding, W. Current research status of grain refinement effect of Zr on magnesium alloy. Foundry 2010, 59, 255–259. (In Chinese) [Google Scholar]
- Sauerwald, F. Process for the Production of Magnesium-Zirconium Alloys. U.S. Patent 2228781, 14 January 1941. [Google Scholar]
- Ball, C.J.P.; Jessup, A.C.; Emley, E.F.; Fisher, P.A. Alloying Composition for Introducing Zirconium into Magnesium. U.S. Patent 2497531, 14 February 1950. [Google Scholar]
- Michael, D.W. Magnesium Base Alloys Containing Zirconium. U.S. Patent 2698230, 28 December 1954. [Google Scholar]
- Whitehead, D.J.; Frederick, E.E. Alloying of Manganese and Zirconium to Magnesium. U.S. Patent 2919190, 29 December 1959. [Google Scholar]
- Sun, M.; Wu, G.; Dai, J.; Wang, W.; Ding, W. Grain refinement behavior of potassium fluozirconate (K2ZrF6) salts mixture introduced into Mg-10Gd-3Y magnesium alloy. J. Alloy. Compd. 2010, 494, 426–433. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, M.; Wang, W.; Wang, A.; Li, M. Effect of potassium fluorozirconate salts mixture on the microstructure and mechanical properties of Mg-3Y-3.5Sm-2Zn alloy. Rare Metal. Mat. Eng. 2020, 49, 1151–1158. [Google Scholar]
- Le, Q.; Zhang, Z.; Cui, J. The Preparation Method of Zr-rich Salts Mixture Used for Zr Alloying in Mg Alloy. Chinese Patent 102605200A, 25 July 2012. (In Chinese). [Google Scholar]
- Tong, X.; Wu, G.; Zhang, L.; Liu, W.; Ding, W. Achieving low-temperature Zr alloying for microstructural refinement of sand-cast Mg-Gd-Y alloy by employing zirconium tetrachloride. Mater. Charact. 2021, 171, 110727. [Google Scholar] [CrossRef]
- Viggers, R.F. The Magnesium-Zirconium Alloys. Ph.D. Thesis, Oregon State College, Corvallis, OR, USA, 1950. [Google Scholar]
- Sun, M.; Wu, G.; Easton, M.A.; StJohn, D.H.; Abbott, T.; Ding, W. A comparison of the microstructure of three Mg-Zr master alloys and their grain refinement efficiency. In Proceedings of the 9th International Conference on Magnesium Alloys and Their Applications, Vancouver, Canada, 8–12 July 2012; pp. 873–880. [Google Scholar]
- Sun, M.; Easton, M.A.; StJohn, D.H.; Wu, G.; Abbott, T.; Ding, W. Grain refinement of magnesium alloys by Mg-Zr master alloys: The role of alloy chemistry and Zr particle number density. Adv. Eng. Mater. 2013, 15, 373–378. [Google Scholar] [CrossRef]
- Sun, M. Study on Grain Refinement Behavior of Mg-Gd-Y Magnesium Alloy by Zirconium. Ph.D. Thesis, Shanghai Jiao Tong University, Shanghai, China, 2012. (In Chinese). [Google Scholar]
- Liu, H.; Ning, Z.; Cao, F.; Zhang, Y.; Sun, J. Effect of melting process on Zr content and grain refinement in ZE41A alloy. Adv. Mat. Res. 2011, 284–286, 1651–1655. [Google Scholar] [CrossRef]
- Ma, Q.; Graham, D.; Zheng, L.; StJohn, D.H.; Frost, M.T. Alloying of pure magnesium with Mg-33.3 wt.% Zr master alloy. Mater. Sci. Technol. 2003, 19, 156–162. [Google Scholar] [CrossRef]
- Ma, Q.; Zheng, L.; Graham, D.; Frost, M.T.; StJohn, D.H. Settling of undissolved zirconium particles in pure magnesium melts. J. Light Met. 2001, 1, 157–165. [Google Scholar]
- Ma, Q.; Das, A. Grain refinement of magnesium alloys by zirconium: Formation of equiaxed grains. Scr. Mater. 2006, 54, 881–886. [Google Scholar] [CrossRef]
- Tamura, Y.; Kono, N.; Motegi, T.; Sato, E. Grain refining of pure magnesium by adding Mg-Zr master alloy. J. Jpn. Inst. Met. 1997, 47, 679–684. (In Japanese) [Google Scholar]
- Qiu, D.; Zhang, M.; Taylor, J.A.; Kelly, P.M. A new approach to designing a grain refiner for Mg casting alloys and its use in Mg-Y-based alloys. Acta Mater. 2009, 57, 3052–3059. [Google Scholar] [CrossRef]
- Dai, J.; Easton, M.A.; Zhang, M.; Qiu, D.; Xiong, X.; Liu, W.; Wu, G. Effects of cooling rate and solute content on the grain refinement of Mg-Gd-Y alloys by aluminum. Metall. Mater. Trans. A 2014, 45, 4665–4678. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Dai, J.; Liu, W.; Zhang, L.; Wu, G. Effect of Al additions on grain refinement and mechanical properties of Mg-Sm alloys. J. Alloy. Compd. 2015, 620, 172–179. [Google Scholar] [CrossRef]
- Ma, Q.; StJohn, D.H.; Frost, M.T. Effect of soluble and insoluble zirconium on the grain refinement of magnesium alloys. Mater. Sci. Forum 2003, 419–422, 593–598. [Google Scholar] [CrossRef]
- Ma, Q.; StJohn, D.H.; Frost, M.T. Characteristic zirconium-rich coring structures in Mg-Zr alloys. Scr. Mater. 2002, 46, 649–654. [Google Scholar] [CrossRef]
- Ma, Q.; StJohn, D.H. Grain nucleation and formation in Mg-Zr alloys. Int. J. Cast. Metal. Res. 2009, 22, 256–259. [Google Scholar] [CrossRef]
- Ma., Q.; StJohn, D.H.; Frost, M.T. Zirconium alloying and grain refinement of magnesium alloys. In Proceedings of the Magnesium Technology 2003, San Diego, CA, USA, 2–6 March 2003; pp. 209–214, Edited by Howard I. Kaplan. [Google Scholar]
- Ramachandran, T.R.; Sharma, P.K.; Balasubramanian, K. Grain refinement of light alloys. In Proceedings of the 68th WFC-World Foundry Congress, Chennai, India, 7–10 February 2008; pp. 189–193. [Google Scholar]
- Peng, G.; Wang, Y.; Chen, K.; Chen, S. Improved Zr grain refining efficiency for commercial purity Mg via intensive melt shearing. Int. J. Cast. Metal. Res. 2017, 30, 374–378. [Google Scholar] [CrossRef]
- Ma, Q. Heterogeneous nucleation on potent spherical substrates during solidification. Acta Mater. 2007, 55, 943–953. [Google Scholar] [CrossRef]
- StJohn, D.H.; Ma, Q.; Easton, M.A.; Cao, P. The Interdependence Theory: The relationship between grain formation and nucleant selection. Acta Mater. 2011, 59, 4907–4921. [Google Scholar] [CrossRef]
- Li, J.; Chen, R.; Ma, Y.; Ke, W. Effect of Zr modification on solidification behavior and mechanical properties of Mg-Y-RE (WE54) alloy. J. Magnes. Alloy. 2013, 1, 346–351. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Y.; Pu, Z.; Wang, L.; Liu, D. Modeling of grain refinement and nucleation behavior of Mg-4Y-0.5Zr (wt.%) alloy via cellular automaton model. Int. J. Metalcast. 2022, 16, 945–961. [Google Scholar] [CrossRef]
- Tamura, Y.; Kono, N.; Motegi, T.; Sato, E. Grain refining mechanism and casting structure of Mg-Zr alloy. J. Jpn. Inst. Met. 1998, 48, 185–189. (In Japanese) [Google Scholar]
- Saha, P. An Analysis of the Grain Refinement of Magnesium by Zirconium. Ph.D. Thesis, The University of Alabama, Tuscaloosa, AL, USA, 2010. ProQuest Dissertations Publishing.
- Saha, P.; Viswanathan, S. Grain refinement of magnesium by zirconium: Characterization and analysis. In Proceedings of the American Foundry Society (AFS) Proceedings 2011, Dayton, IL, USA, 10–12 October 2011; pp. 175–180. [Google Scholar]
- Peng, G.S.; Wang, Y.; Fan, Z. Competitive heterogeneous nucleation between Zr and MgO particles in commercial purity magnesium. Metall. Mater. Trans. A 2018, 49, 2182–2192. [Google Scholar] [CrossRef]
- Yang, W.; Ji, S.; Zhang, R.; Zhang, J.; Liu, L. Abnormal grain refinement behavior in high-pressure die casting of pure Mg with addition of Zr as grain refiner. JOM 2018, 70, 2555–2560. [Google Scholar] [CrossRef]
- Yang, W.; Liu, L.; Zhang, J.; Ji, S.; Fan, Z. Heterogeneous nucleation in Mg-Zr alloy under die casting condition. Mater. Lett. 2015, 160, 263–267. [Google Scholar] [CrossRef]
- Abdallah, E.; Francesco, D.; Comondore, R.; Dimitry, S. Observing the effect of grain refinement on crystal growth of Al and Mg alloys during solidification using in-situ neutron diffraction. Metals 2022, 12, 793. [Google Scholar] [CrossRef]
- Han, Q. The role of solutes in grain refinement of hypoeutectic magnesium and aluminum alloys. J. Magnes. Alloy 2022, in press. [CrossRef]
- StJohn, D.H.; Cao, P.; Ma, Q.; Easton, M.A. A new analytical approach to reveal the mechanisms of grain refinement. Adv. Eng. Mater. 2007, 9, 739–749. [Google Scholar] [CrossRef]
- Easton, M.A.; StJohn, D.H. A model of grain refinement incorporating alloy constitution and potency of heterogeneous nucleant particles. Acta Mater. 2001, 49, 1867–1878. [Google Scholar] [CrossRef]
- Fan, Z.; Gao, F.; Wang, Y.; Men, H.; Zhou, L. Effect of solutes on grain refinement. Prog. Mater. Sci. 2022, 123, 100809. [Google Scholar] [CrossRef]
- Peng, Z.K.; Zhang, X.M.; Chen, J.-M.; Xiao, Y.; Jiang, H. Grain refining mechanism in Mg-9Gd-4Y alloys by zirconium. Mater. Sci. Technol. 2005, 21, 722–726. [Google Scholar] [CrossRef]
- Zhang, D.; Qiu, D.; Zhu, S.; Dargusch, M.; StJohn, D.H.; Easton, M.A. Grain refinement in laser remelted Mg-3Nd-1Gd-0.5Zr alloy. Scr. Mater. 2020, 183, 12–16. [Google Scholar] [CrossRef]
- Ma, Q. Creation of semisolid slurries containing fine and spherical particles by grain refinement based on the Mullins-Sekerka stability criterion. Acta Mater. 2006, 54, 2241–2252. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, L.; Liu, W.; Wu, G.; Ding, W. Preparation of Mg-Nd-Zn-(Zr) alloys semisolid slurry by electromagnetic stirring. Mater. Des. 2016, 95, 398–409. [Google Scholar] [CrossRef]
- Ma, Q.; StJohn, D.H.; Frost, M.T. Heterogeneous nuclei size in magnesium- zirconium alloys. Scr. Mater. 2004, 50, 1115–1119. [Google Scholar] [CrossRef]
- Liu, H.; Ning, Z.; Cao, F.; Meng, Z.; Sun, J. Effect of cooling condition on Zr-rich core formation and grain size in Mg alloy. Adv. Mat. Res. 2011, 189–193, 3920–3924. [Google Scholar] [CrossRef]
- Sun, M.; Stjohn, D.H.; Easton, M.A.; Wang, K.; Ni, J. Effect of cooling rate on the grain refinement of Mg-Y-Zr alloys. Metall. Mater. Trans. A 2020, 51, 482–496. [Google Scholar] [CrossRef]
- Kabirian, F.; Mahmudi, R. Effects of zirconium additions on the microstructure of as-cast and aged AZ91 magnesium alloy. Adv. Eng. Mater. 2009, 11, 189–193. [Google Scholar] [CrossRef]
- Balasubramani, N.; Wang, G.; StJohn, D.H.; Dargusch, M.S. The poisoning effect of Al and Be on Mg-1 wt.% Zr alloy and the role of ultrasonic treatment on grain refinement. Front. Mater. 2019, 10, 322. [Google Scholar] [CrossRef]
- Cao, P.; Ma, Q.; StJohn, D.H.; Frost, M.T. Uptake of iron and its effect on grain refinement of pure magnesium by zirconium. Mater. Sci. Technol. 2004, 20, 585–592. [Google Scholar] [CrossRef] [Green Version]
- Cao, P.; Qian, M.; StJohn, D.H. Grain coarsening of magnesium alloys by beryllium. Scr. Mater. 2004, 51, 647–651. [Google Scholar] [CrossRef]
- Chang, S.Y.; Tezuka, H.; Kamio, A. Mechanical properties and structure of ignition-proof Mg-Ca-Zr alloys produced by squeeze casting. Mater. Trans. JIM 1997, 38, 526–535. [Google Scholar] [CrossRef] [Green Version]
- Hildebrand, Z.; Qian, M.; StJohn, D.H.; Frost, M.T. Influence of zinc on the soluble zirconium content in magnesium and the subsequent grain refinement by zirconium. In Proceedings of the Magnesium Technology 2004, Warrendale, PA, USA, 14–18 March 2004; pp. 241–245. [Google Scholar]
- Li, P.; Hou, D.; Han, E.; Chen, R.; Shan, Z. Solidification of Mg-Zn-Zr alloys: Grain growth restriction, dendrite coherency and grain size. Acta Metall. Sin. 2020, 33, 1477–1486. [Google Scholar] [CrossRef]
- Jafari, H.; Amiryavari, P. The effects of zirconium and beryllium on microstructure evolution; mechanical properties and corrosion behaviour of as-cast AZ63 alloy. Mat. Sci. Eng. A 2016, 654, 161–168. [Google Scholar] [CrossRef]
- Tamura, Y.; Motegi, T.; Kono, N.; Sato, E. Effect of minor elements on grain size of Mg-9%Al alloy. Mater. Sci. Forum 2000, 350–351, 199–204. [Google Scholar] [CrossRef]
- Cao, P.; Ma, Q.; StJohn, D.H. Native grain refinement of magnesium alloys. Scr. Mater. 2005, 53, 841–844. [Google Scholar] [CrossRef]
- Miyahara, Y.; Matsubara, K.; Horita, Z.; Langdon, T.G. Grain refinement and superplasticity in a magnesium alloy processed by equal-channel angular pressing. Metall. Mater. Trans. A 2005, 36, 1705–1711. [Google Scholar] [CrossRef]
- Kabirian, F.; Mahmudi, R. Effects of Zr additions on the microstructure and impression creep behavior of AZ91 magnesium alloy. Metall. Mater. Trans. A 2010, 41, 3488–3498. [Google Scholar] [CrossRef]
- Ma, Q.; Hildebrand, Z.C.G.; StJohn, D.H. The loss of dissolved zirconium in zirconium-refined magnesium alloys after remelting. Metall. Mater. Trans. A 2009, 40, 2470–2479. [Google Scholar] [CrossRef]
- Davis, B.; O’Reilly, K. Electron probe micro analysis of sedimented zirconium particles in magnesium. In Proceedings of the 6th International Conference Magnesium Alloys and Their Applications; Wiley: New York, NY, USA, 2003; pp. 242–247. [Google Scholar] [CrossRef]
- Prasad, A.; Uggowitzer, P.J.; Shi, Z.; Atrens, A. Production of high purity Mg-X rare earth binary alloys using Zr. Mater. Sci. Forum 2013, 765, 301–305. [Google Scholar] [CrossRef]
- Xing, F.; Guo, F.; Su, J.; Zhao, X.; Cai, H. The existing forms of Zr in Mg-Zn-Zr magnesium alloys and its grain refinement mechanism. Mater. Res. Express 2021, 8, 066516. [Google Scholar] [CrossRef]
- Ma, Q.; StJohn, D.H.; Frost, M.T. A new zirconium-rich master alloy for the grain refinement of magnesium alloys. In Magnesium: Proceedings of the 6th International Conference Magnesium Alloys and Their Applications; Wiley: New York, NY, USA, 2003; pp. 706–712. [Google Scholar] [CrossRef]
- Ma, Q.; StJohn, D.H.; Frost, M.T.; Barnett, M.R. Grain refinement of pure magnesium using rolled Zirmax® master alloy (Mg-33.3Zr). In Proceedings of the Magnesium: Proceedings of Magnesium Technology 2003, San Diego, CA, USA, 2–6 March 2003; pp. 215–220. [Google Scholar]
- Viswanathan, S.; Saha, P.; Foley, D.; Hartwig, K.T. Engineering a more efficient zirconium grain refiner for magnesium. In Magnesium Technology 2011; Springer: Berlin/Heidelberg, Germany; pp. 559–564.
- Viswanathan, S.; Saha, P.; Foley, D.; Hartwig, K.T. Developing an improved zirconium grain refiner for magnesium. In Proceedings of the American Foundry Society (AFS) Proceedings 2011, Dayton, IL, USA, 10–12 October 2011; p. 11-067. [Google Scholar]
- Wang, C.; Sun, M.; Zheng, F.; Peng, L.; Ding, W. Improvement in grain refinement efficiency of Mg-Zr master alloy for magnesium alloy by friction stir processing. J. Magnes. Alloy. 2014, 2, 239–244. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Guan, H.; Wu, G.; Pan, Y.; Sun, S. A new approach to improving the macrosegregation in zirconium-containing magnesium-lithium alloy. Materialwiss. Werkstofftechnol. 2018, 49, 1125–1134. [Google Scholar] [CrossRef]
- Tong, X.; Wu, G.; Easton, M.A.; Sun, M.; StJohn, D.H.; Jiang, R.; Qi, F. Exceptional grain refinement of Mg-Zr master alloy treated by tungsten inert gas arc re-melting with ultra-high frequency pulses. Scr. Mater. 2022, 215, 114700. [Google Scholar] [CrossRef]
- Tong, X.; Wu, G.; Zhang, L. A Pretreatment Method to Improve the Refining Effect of Mg-Zr Master Alloy on Mg alloy. Chinese Patent 111872517B, 20 July 2021. (In Chinese). [Google Scholar]
- Ramirez, A.; Ma, Q.; Davis, B.; Wilks, T.; StJohn, D.H. Potency of high-intensity ultrasonic treatment for grain refinement of magnesium alloys. Scr. Mater. 2008, 59, 19–22. [Google Scholar] [CrossRef]
- Nagasivamuni, B.; Wang, G.; StJohn, D.H.; Dargusch, M.S. Effect of ultrasonic treatment on the alloying and grain refinement efficiency of a Mg-Zr master alloy added to magnesium at hypo- and hyper-peritectic compositions. J. Cryst. Growth 2019, 512, 20–32. [Google Scholar] [CrossRef]
- Nagasivamuni, B.; Wang, G.; Easton, M.A.; StJohn, D.H.; Dargusch, M.S. A comparative study of the role of solute, potent particles and ultrasonic treatment during solidification of pure Mg, Mg-Zn and Mg-Zr alloys. J. Magnes. Alloy. 2021, 9, 829–839. [Google Scholar] [CrossRef]
- Xiao, L.; Tian, Y.; Li, Z.; Zou, W.; Yuan, Y.; Li, B.; Wang, X.; Zhang, X. A Method of Preparing Magnesium Zirconium Master Alloy by Ultrasonic Treatment. CN105385863A, 31 May 2017. (In Chinese). [Google Scholar]
- Das, A.; Liu, G.; Fan, Z. Investigation on the microstructural refinement of an Mg-6 wt.% Zn alloy. Mater. Sci. Eng. A 2006, 419, 349–356. [Google Scholar] [CrossRef]
- Peng, G.; Wang, Y.; Fan, Z. Effect of intensive melt shearing and Zr content on grain refinement of Mg-0.5Ca-xZr alloys. Mater. Sci. Forum 2013, 765, 336–340. [Google Scholar] [CrossRef]
- Wang, C.; Dong, Z.; Li, K.; Sun, M.; Wu, J.; Wang, K.; Wu, G.; Ding, W. A novel process for grain refinement of Mg-RE alloys by low frequency electro-magnetic stirring assisted near-liquidus squeeze casting. J. Mater. Process. Technol. 2022, 303, 117537. [Google Scholar] [CrossRef]
- Zhang, L.; Jiang, H.; He, J.; Zhao, J. Improved grain refinement in aluminium alloys by re-precipitated TiB2 particles. Mater. Lett. 2022, 312, 131657. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Composition or Route | Aim |
|---|---|---|
| [16] | Pure Zr powders + Mg melt at 700 °C → solidified → annealed at about 600 °C for 4~5 days → Mg-Zr master alloy | Preparing Mg-Zr master alloy |
| [17] | ZrCl4 (15~60%) + KCl (≥10%) + BaCl2 (≥30%) | Preparing Zr-rich salts mixture used in Mg melt |
| [18] | ZrCl4 (5~25%) + ZrO2 (≤25%) + KF + BaCl2. ZrO2 as inspissation agent | |
| [19] | ZrCl4 (33~45%) + KCl (33~45%) + MnCl2 (12~33%) + BaCl2 (≤20%) |
| Phase | Crystal Structure | Lattice Parameters |
|---|---|---|
| α-Mg | HCP | α = 0.320 nm, c = 0.520 nm |
| α-Zr | HCP | α = 0.323 nm, c = 0.514 nm |
| ORs | Alloys | Processing | Ref. |
|---|---|---|---|
| Mg-7.43Gd-2.74Y-0.82Zr | Sand-cast | [23] | |
| Mg-0.5Zr | Gravity cast | [47] | |
| Mg-1.0Zr | Gravity cast | [47] | |
| Mg-0.5Zr | Gravity cast | [48] | |
| Mg-1.0Zr | IMS + Gravity cast | [49] | |
| Mg-1.0Zr | HPDC | [50] | |
| Mg-0.1Zr | HPDC | [51] | |
| Mg-0.52Zr | Gravity cast | [27] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, M.; Yang, D.; Zhang, Y.; Mao, L.; Li, X.; Pang, S. Recent Advances in the Grain Refinement Effects of Zr on Mg Alloys: A Review. Metals 2022, 12, 1388. https://doi.org/10.3390/met12081388
Sun M, Yang D, Zhang Y, Mao L, Li X, Pang S. Recent Advances in the Grain Refinement Effects of Zr on Mg Alloys: A Review. Metals. 2022; 12(8):1388. https://doi.org/10.3390/met12081388
Chicago/Turabian StyleSun, Ming, Depeng Yang, Yu Zhang, Lin Mao, Xikuo Li, and Song Pang. 2022. "Recent Advances in the Grain Refinement Effects of Zr on Mg Alloys: A Review" Metals 12, no. 8: 1388. https://doi.org/10.3390/met12081388
APA StyleSun, M., Yang, D., Zhang, Y., Mao, L., Li, X., & Pang, S. (2022). Recent Advances in the Grain Refinement Effects of Zr on Mg Alloys: A Review. Metals, 12(8), 1388. https://doi.org/10.3390/met12081388