
Factors Affecting the Mechanical Performance of High Manganese Austenitic Steel


Abstract
:1. Introduction
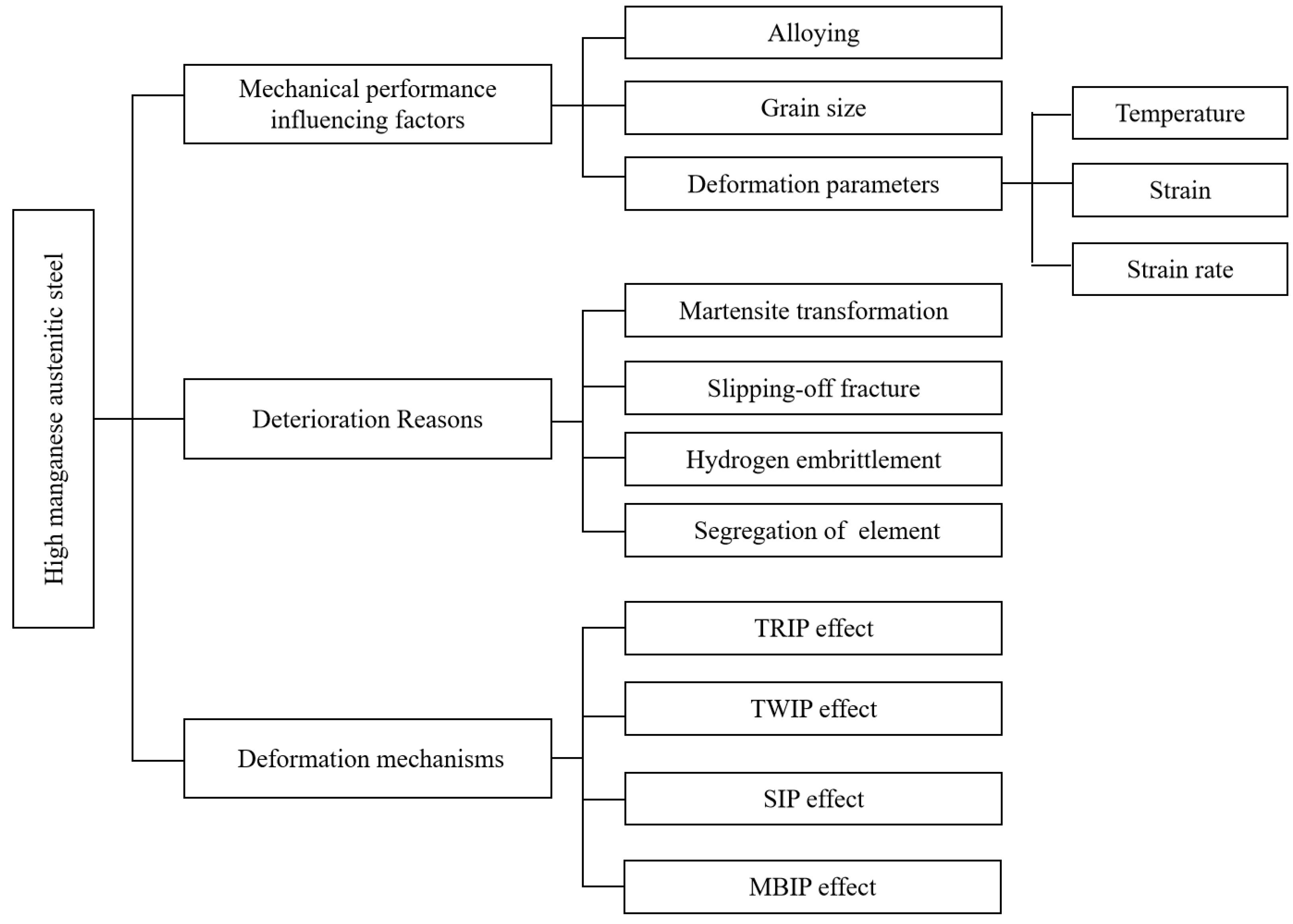
2. Factors Affecting Mechanical Properties
2.1. Alloying
2.2. Grain Size
2.3. Deformation Parameters
3. Reasons for Deterioration of Low-Temperature Properties
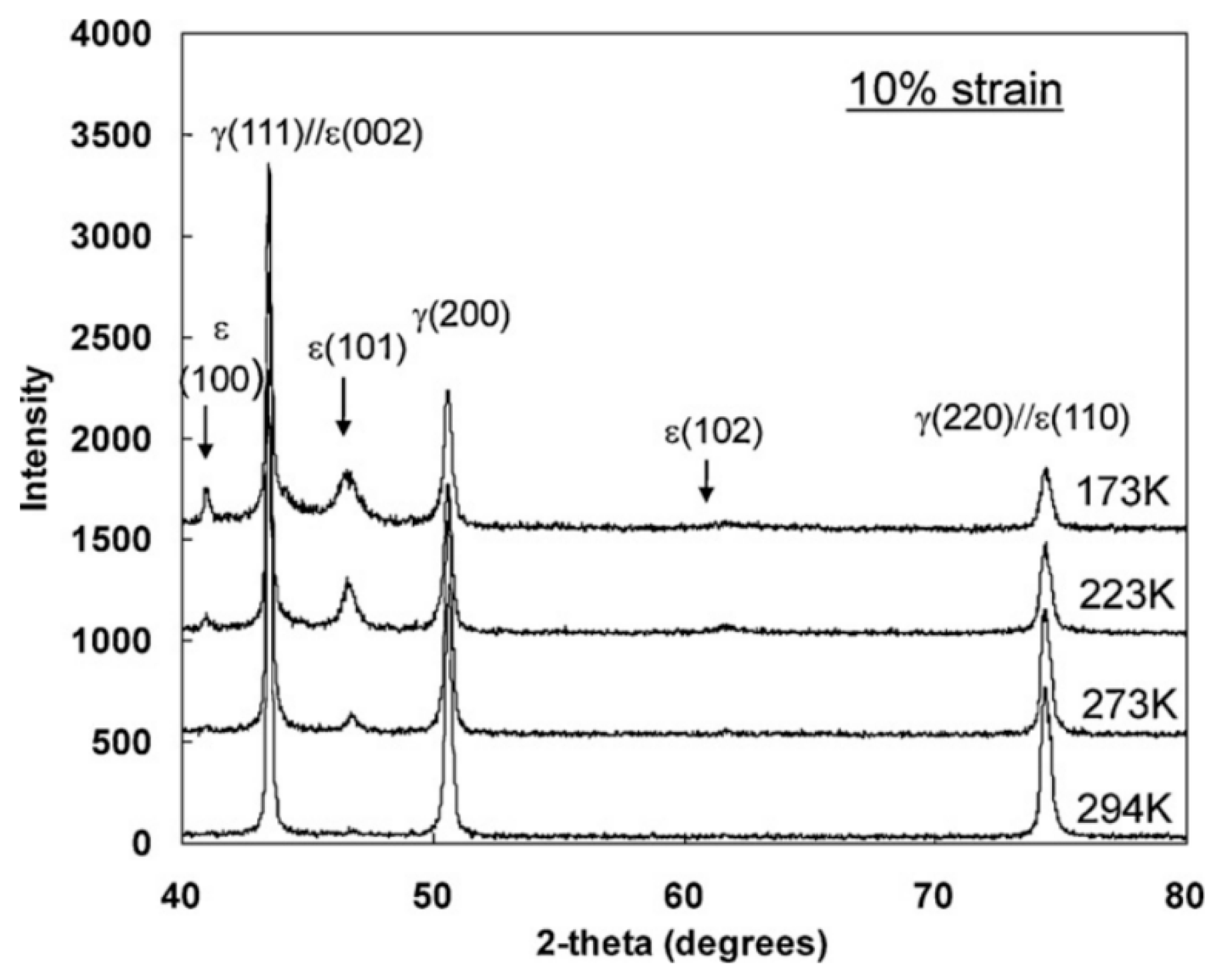
3.1. Martensite Transformation
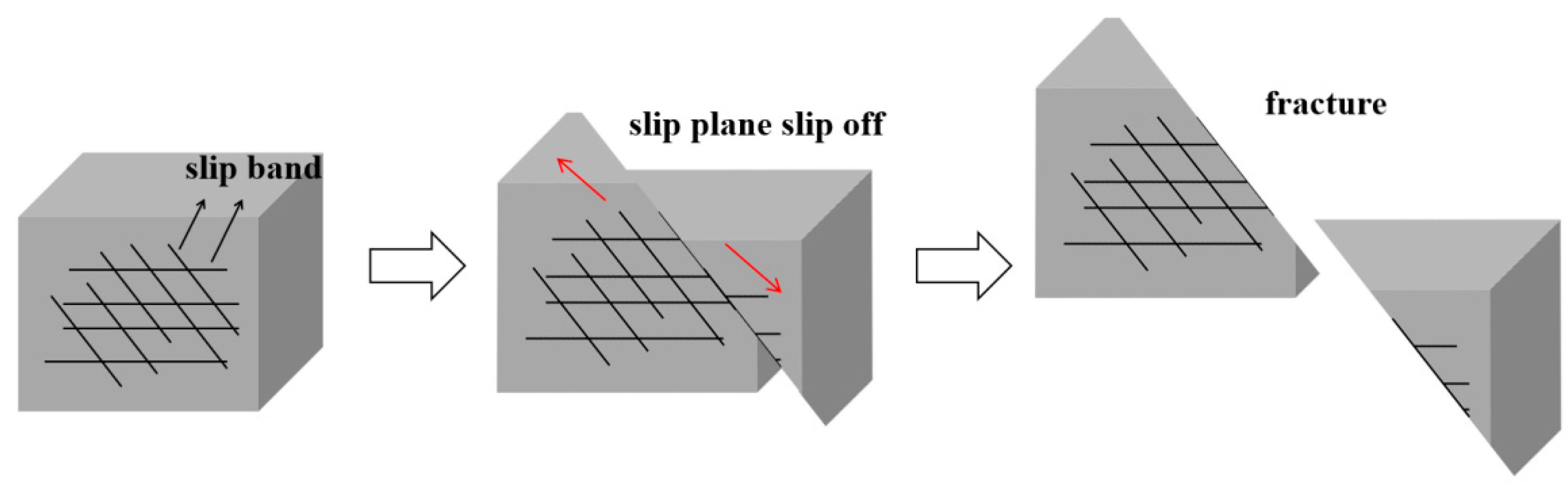
3.2. Slipping-off Fracture
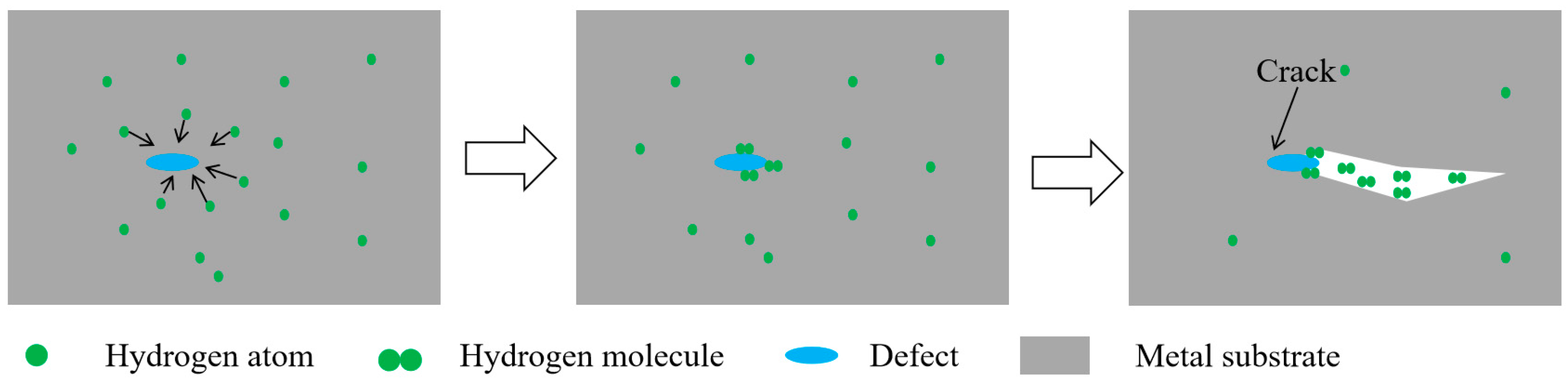
3.3. Hydrogen Embrittlement
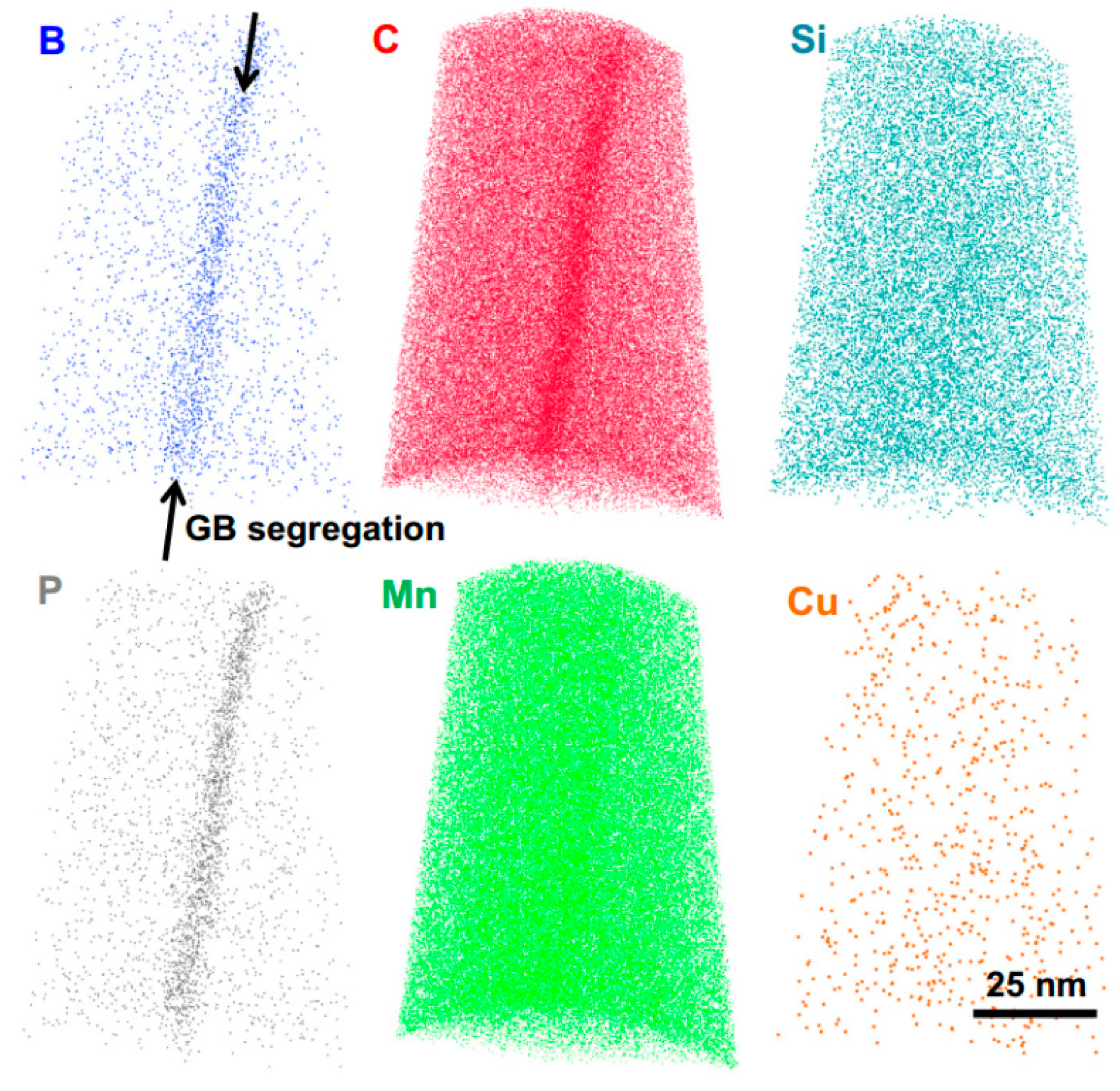
3.4. Segregation of Impurity Element at Grain Boundaries
4. Deformation Mechanisms
4.1. TRIP Effect
4.2. TWIP Effect
4.3. SIP Effect
4.4. MBIP Effect
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, D.F.; Yang, X.L.; Hou, L.F.; Cui, T.X.; Wei, Y.H. Research and application of ultralow temperature 9Ni steel for LNG storage tank. J. Iron Steel Res. 2009, 21, 1–5. [Google Scholar]
- Shinji, Y.; Carlo, A.; Yukio, M. Impact tensile properties of nine per cent nickel steel. J. Soc. Mater. Sci. Jpn. 1997, 46, 1286–1292. [Google Scholar]
- Kinney, C.C.; Pytlewski, K.R.; Khachaturyan, A.G.; Morris, J.W. The microstructure of lath martensite in quenched 9Ni steel. Acta Mater. 2014, 69, 372–385. [Google Scholar] [CrossRef]
- Hichem, M.; Ali, H.; Khadîdja, B. Effects of niobium and molybdenum on microstructures after hardening and wear resistance of austenitic manganese steel. Chem. Mater. Res. 2013, 5, 1–5. [Google Scholar]
- Koyama, M.; Akiyama, E.; Lee, Y.K.; Raabe, D.; Tsuzaki, K. Overview of hydrogen embrittlement in high-Mn steels. Int. J. Hydrog. Energ. 2017, 42, 12706–12723. [Google Scholar] [CrossRef]
- Wang, X.J.; Sun, X.J.; Song, C.; Chen, H.; Han, W.; Pan, F. Enhancement of yield strength by chromium/nitrogen alloying in high-manganese cryogenic steel. Mater. Sci. Eng. A 2017, 698, 110–116. [Google Scholar] [CrossRef]
- Sohn, S.S.; Hong, S.; Lee, J.; Suh, B.C.; Kim, S.K.; Lee, B.J.; Kim, N.J.; Lee, S. Effects of Mn and Al contents on cryogenic-temperature tensile and Charpy impact properties in four austenitic high-Mn steels. Acta Mater. 2015, 100, 39–52. [Google Scholar] [CrossRef]
- Lee, J.; Sohn, S.S.; Hong, S.; Suh, B.C.; Kim, S.K.; Lee, B.J.; Kim, N.J.; Lee, S. Effects of Mn addition on tensile and Charpy impact properties in austenitic Fe-Mn-C-Al-based steels for cryogenic applications. Metall. Mater. Trans. A 2014, 45, 5419–5430. [Google Scholar] [CrossRef]
- Kim, H.; Ha, Y.; Kwon, K.H.; Kang, M.; Kim, N.J.; Lee, S. Interpretation of cryogenic-temperature Charpy impact toughness by microstructural evolution of dynamically compressed specimens in austenitic 0.4C-(22-26)Mn steels. Acta Mater. 2015, 87, 332–343. [Google Scholar] [CrossRef]
- Koyama, M.; Sawaguchi, T.; Lee, T.; Lee, C.S.; Tsuzakiet, K. Work hardening associated with ɛ-martensitic transformation, deformation twinning and dynamic strain aging in Fe-17Mn-0.6C and Fe-17Mn-0.8C TWIP steels. Mater. Sci. Eng. A 2011, 528, 7310–7316. [Google Scholar] [CrossRef]
- Chun, Y.S.; Park, K.T.; Chong, S.L. Delayed static failure of twinning-induced plasticity steels. Scr. Mater. 2012, 66, 960–965. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.T. Dependence of tensile deformation behavior of TWIP steels on stacking fault energy, temperature and strain rate. Acta Mater. 2010, 58, 5129–5141. [Google Scholar] [CrossRef]
- Tomota, Y.; Xia, Y.; Inoue, K. Mechanism of low temperature brittle fracture in high nitrogen bearing austenitic steels. Acta Mater. 1998, 46, 1577–1587. [Google Scholar] [CrossRef]
- Wang, W.; Wang, S.; Yang, K.; Shan, Y. Temperature dependence of tensile behavior of a high nitrogen Fe-Cr-Mn-Mo stainless steel. Mater. Des. 2009, 30, 1822–1824. [Google Scholar] [CrossRef]
- Bai, Y.; Momotani, Y.; Chen, M.C.; Shibata, A.; Tsuji, N. Effect of grain refinement on hydrogen embrittlement behaviors of high-Mn TWIP steel. Mater. Sci. Eng. A 2016, 651, 935–944. [Google Scholar] [CrossRef]
- Park, I.J.; Lee, S.M.; Jeon, H.H.; Lee, Y.K. The advantage of grain refinement in the hydrogen embrittlement of Fe-18Mn-0.6C twinning-induced plasticity steel. Corros. Sci. 2015, 93, 63–69. [Google Scholar] [CrossRef]
- Herbig, M.; Kuzmina, M.; Haase, C.; Marceau, R.K.W.; Gutierrez-Urrutia, I.; Haley, D.; Molodov, D.A.; Choi, P.; Raabe, D. Grain boundary segregation in Fe-Mn-C twinning-induced plasticity steels studied by correlative electron backscatter diffraction and atom probe tomography. Acta Mater. 2015, 83, 37–47. [Google Scholar] [CrossRef]
- Wang, H.H.; Luo, Q.; Wan, X.L.; Li, L.; Misra, R.D.K. Design of novel Fe-Mn-Ni cryogenic steel: Microstructure-property relationship during simulated welding. Sci. Technol. Weld. Join. 2018, 23, 125–133. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Dini, G.; Najafizadeh, A.; Ueji, R.; Monir-Vaghefi, S.M. Tensile deformation behavior of high manganese austenitic steel: The role of grain size. Mater. Des. 2010, 31, 3395–3402. [Google Scholar] [CrossRef]
- Ueji, R.; Tsuchida, N.; Terada, D.; Tsuji, N.; Tanaka, Y.; Takemura, A.; Kunishige, K. Tensile properties and twinning behavior of high manganese austenitic steel with fine-grained structure. Scr. Mater. 2008, 59, 963–966. [Google Scholar] [CrossRef]
- Liang, Z.Y.; Wang, X.; Huang, W.; Huang, M.X. Strain rate sensitivity and evolution of dislocations and twins in a twinning-induced plasticity steel. Acta Mater. 2015, 88, 170–179. [Google Scholar] [CrossRef]
- Azrin, M.; Olson, G.B.; Gagne, R.A. Inhomogenous deformation and strain-rate effects in high-strength TRIP steels. Mat. Sci. Eng. 1976, 23, 33–41. [Google Scholar] [CrossRef]
- Frommeyer, G.; Brüx, U. Microstructures and mechanical properties of high-strength Fe-Mn-Al-C light-weight TRIPLEX steels. Steel Res. Int. 2006, 77, 627–633. [Google Scholar] [CrossRef]
- Yoo, J.D.; Hwang, S.W.; Park, K.T. Origin of extended tensile ductility of a Fe-28Mn-10AI-1C steel. Metall. Mater. Trans. A 2009, 40, 1520–1523. [Google Scholar] [CrossRef]
- Tofaute, W.; Linden, K. Transformations in solid state of manganese steels containing to 1.2% C and 17% Mn. Arch. Eisenhuttenwes 1936, 10, 515. [Google Scholar]
- Saeed-Akbari, A.; Imlau, J.; Prahl, U.; Bleck, W. Derivation and variation in composition-dependent stacking fault energy maps based on subregular solution model in high-manganese steels. Metall. Mater. Trans. A 2009, 40, 3076–3090. [Google Scholar] [CrossRef]
- Wietbrock, B.; Xiong, W.; Bambach, M.; Hirt, G. Effect of temperature, strain rate, manganese and carbon content on flow behavior of three ternary Fe-Mn-C (Fe-Mn23-C0.3, Fe-Mn23-C0.6, Fe-Mn28-C0.3) high-manganese steels. Steel Res. Int. 2011, 82, 63–69. [Google Scholar] [CrossRef]
- Chen, L.; Yang, Z.; Qin, X. Some aspects of high manganese twinning-induced plasticity (TWIP) steel, a review. Acta Metall. Sin. (Engl. Lett.) 2013, 26, 1–15. [Google Scholar] [CrossRef]
- Bouaziz, O. Strain-hardening of twinning-induced plasticity steels. Scr. Mater. 2012, 66, 982–985. [Google Scholar] [CrossRef]
- Lee, S.J.; Han, J.; Lee, S.; Kang, S.H.; Lee, S.M.; Lee, Y.K. Design for Fe-high Mn alloy with an improved combination of strength and ductility. Sci. Rep. 2017, 7, 3573. [Google Scholar] [CrossRef] [PubMed]
- Ghasri-Khouzani, M.; Mcdermid, J.R. Effect of carbon content on the mechanical properties and microstructural evolution of Fe-22Mn-C steels. Mater. Sci. Eng. A 2015, 621, 118–127. [Google Scholar] [CrossRef]
- Koyama, M.; Shimomura, Y.; Chiba, A.; Akiyama, E.; Tsuzaki, K. Room-temperature blue brittleness of Fe-Mn-C austenitic steels. Scr. Mater. 2017, 141, 20–23. [Google Scholar] [CrossRef]
- Wang, X.; Zurob, H.S.; Embury, J.D.; Ren, X.; Yakubtsov, I. Microstructural features controlling the deformation and recrystallization behaviour Fe-30%Mn and Fe-30%Mn-0.5%C. Mater. Sci. Eng. A 2010, 527, 3785–3791. [Google Scholar] [CrossRef]
- Ghasrikhouzani, M.; Mcdermid, J.R. Microstructural evolution and mechanical behaviour of Fe-30Mn-C steels with various carbon contents. Mater. Sci. Eng. 2017, 33, 1159–1170. [Google Scholar]
- Bouaziz, O.; Zurob, H.; Chehab, B.; Embury, J.D.; Allain, S.; Huang, M. Effect of chemical composition on work hardening of Fe-Mn-C TWIP steels. Mater. Sci. Eng. 2011, 27, 707–709. [Google Scholar] [CrossRef]
- Saeed-Akbari, A.; Schwedt, A.; Bleck, W. Characterization and prediction of flow behavior in high-manganese twinning induced plasticity steels, Part I. Mechanism maps and work-hardening behavior. Metall. Mater. Trans. A 2012, 43, 1688–1704. [Google Scholar] [CrossRef]
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe-Mn-(Al, Si) TRIP/TWIP steels development-properties-application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Torabinejad, V.; Zareihanzaki, A.; Sabet, M.; Abedi, H.R. The effect of low temperature annealing on the mechanical behavior of cold rolled dual-phase twinning-induced plasticity steel. Mater. Des. 2011, 32, 2345–2349. [Google Scholar] [CrossRef]
- Charles, J.; Berghézan, A.; Lutts, A. Structural and mechanical properties of high-alloy manganese-aluminum steels. Le J. Phys. Colloq. 1982, 43, C4-435. [Google Scholar]
- Chen, F.C.; Chou, C.P.; Li, P.; Chu, S.L. Effect of aluminium on TRIP Fe-Mn-Al alloy steels at room temperature. Mater. Sci. Eng. A 1993, 160, 261–270. [Google Scholar] [CrossRef]
- Han, Y.S.; Hong, S.H. The effect of Al on mechanical properties of Fe-32Mn-12Cr-xAl-0.4C cryogenic alloys. Mater. Sci. Eng. A 1997, 222, 76–83. [Google Scholar] [CrossRef]
- Takaki, S.; Furuya, T.; Tokunaga, Y. Effect of Si and Al additions on the low temperature toughness and fracture mode of Fe-27Mn alloys. ISIJ Int. 1990, 30, 632–638. [Google Scholar] [CrossRef]
- Hamada, A.S.; Karjalainen, L.P.; Somani, M.C. The influence of aluminum on hot deformation behavior and tensile properties of high-Mn TWIP steels. Mater. Sci. Eng. A 2007, 467, 114–124. [Google Scholar] [CrossRef]
- Wang, C.J.; Chang, Y.C. NaCl-induced hot corrosion of Fe-Mn-Al-C alloys. Mater. Chem. Phys. 2002, 76, 151–161. [Google Scholar] [CrossRef]
- Eberle, K.; Cantinieaux, P.; Harlet, P. New thermomechanical strategies for the production of high strength low alloyed multiphase steel showing a transformation induced plasticity (TRIP) effect. Steel Res. Int. 1999, 70, 176–181. [Google Scholar] [CrossRef]
- Kwon, Y.J.; Lee, T.; Lee, J.; Chun, Y.S.; Lee, C.S. Role of Cu on hydrogen embrittlement behavior in Fe-Mn-C-Cu TWIP steel. Int. J. Hydrog. Energy 2015, 40, 7409–7419. [Google Scholar] [CrossRef]
- Chen, J.; Ren, J.K.; Liu, Z.Y.; Wang, G.D. The essential role of niobium in high manganese austenitic steel for application in liquefied natural gas tanks. Mater. Sci. Eng. A 2020, 772, 138733. [Google Scholar] [CrossRef]
- Wang, X.J.; Sun, X.J.; Song, C.; Chen, H.; Tong, S.; Han, W.; Pan, F. Evolution of microstructures and mechanical properties during solution treatment of a Ti–V–Mo-containing highmanganese cryogenic steel. Mater. Charact. 2018, 135, 287–294. [Google Scholar] [CrossRef]
- Wang, X.J.; Sun, X.J.; Song, C.; Chen, H.; Tong, S.; Han, W.; Pan, F. Grain size-dependent mechanical properties of a high-manganese austenitic steel. Acta Metall. Sin. (Engl. Lett.) 2019, 32, 746–754. [Google Scholar] [CrossRef]
- Wu, D.; Zhang, J.; Huang, J.C.; Bei, H.; Nieh, G.T. Grain-boundary strengthening in nanocrystalline chromium and the Hall-Petch coefficient of body-centered cubic metals. Scr. Mater. 2013, 68, 118–121. [Google Scholar] [CrossRef]
- Jang, D.; Greer, J.R. Size-induced weakening and grain boundary-assisted deformation in 60 nm grained Ni nanopillars. Scr. Master. 2011, 64, 77–80. [Google Scholar] [CrossRef]
- Lu, J.; Jin, L.; Dong, J.; Zeng, X.Q.; Yao, Z.Y. Deformation behaviors of AZ31 magnesium alloy by equal channel angular extrusion. Chin. J. Nonferr. Met. 2009, 19, 424–432. [Google Scholar]
- Dong, H. Advanced Steel Material; Science Press: Beijing, China, 2008. [Google Scholar]
- Sun, S.J.; Tian, Y.Z.; Lin, H.R.; Yang, H.J.; Dong, X.G.; Wang, Y.H.; Zhang, Z.F. Transition of twinning behavior in Co Cr Fe Mn Ni high entropy alloy with grain refinement. Mater. Sci. Eng. A 2018, 712, 603–607. [Google Scholar] [CrossRef]
- Li, C.; Ma, B.; Song, Y.; Li, K.; Dong, J. The annealing twins of Fe-20Mn-4Al-0.3C austenitic steels during symmetric and asymmetric hot rolling. Metals 2018, 8, 882. [Google Scholar] [CrossRef]
- Haase, C.; Barrales-Mora, L.A.; Roters, F.; Molodov, D.A.; Gottstein, G. Applying the texture analysis for optimizing thermomechanical treatment of high manganese twinning-induced plasticity steel. Acta Mater. 2014, 80, 327–340. [Google Scholar] [CrossRef]
- Li, D.J.; Feng, Y.R.; Yin, Z.F.; Shangguan, F.S.; Wang, K.; Liu, Q.; Hu, F. Prediction of hot deformation behaviour of Fe-25Mn-3Si-3Al TWIP steel. Mater. Sci. Eng. A 2011, 528, 8084–8089. [Google Scholar] [CrossRef]
- Marandi, A.; Zarei-Hanzaki, A.; Haghdadi, N.; Eskandari, M. The prediction of hot deformation behavior in Fe-21Mn-25.Si-1.5Al transformation-twinning induced plasticity steel. Mater. Sci. Eng. A 2012, 554, 72–78. [Google Scholar] [CrossRef]
- Prosviryakov, A.; Mondoloni, B.; Churyumov, A.; Pozdniakov, A. Microstructure and hot deformation behaviour of a novel Zr-alloyed high-boron steel. Metals 2019, 9, 218. [Google Scholar] [CrossRef]
- Reed, R.P.; Horiuchi, T. Austenitic Steels at Low Temperatures. In Proceedings of the International Cryogenic Engineering Conference, Kobe, Japan, 10 May 1982. [Google Scholar]
- Chen, Y.; Zhang, X.; Cai, Z.; Ding, H.; Pan, M.; Wei, W.; Liu, Y. Effects of rolling temperature on the microstructure and mechanical properties of a high-Mn austenitic steel for cryogenic applications. Steel Res. Int. 2020, 91, 1900660. [Google Scholar] [CrossRef]
- Kliber, J.; Drozd, K. Stress-strain behaviour and softening in manganese TWIP steel tested in Thermalmechanical simulator. Metal 2009, 19–21, 5. [Google Scholar]
- Tewary, N.; Ghosh, S.; Bera, S.; Chakrabarti, D.; Chatterjee, S. Influence of cold rolling on microstructure, texture and mechanical properties of low carbon high Mn TWIP steel. Mater. Sci. Eng. A 2014, 615, 405–415. [Google Scholar] [CrossRef]
- Tewary, N.; Ghosh, S.; Chatterjee, S. Effect of annealing on microstructure and mechanical behaviour of cold rolled low C, high Mn TWIP steel. Int. J. Metall. Eng. 2015, 4, 12–23. [Google Scholar]
- Behjati, P.; Kermanpur, A.; Karjalainen, L.; Järvenpää, A.; Jaskari, M.; Baghbadorani, H.S.; Najafifizadeh, A.; Hamada, A. Influence of prior cold rolling reduction on microstructure and mechanical properties of a reversion annealed high-Mn austenitic steel. Mater. Sci. Eng. A 2016, 650, 119–128. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, J.; Hwang, T.; Lee, J.; Kang, C. Effect of austenite on mechanical properties in high manganese austenitic stainless steel with two phase of martensite and austenite. Met. Mater. Int. 2015, 21, 485–489. [Google Scholar] [CrossRef]
- Bracke, L.; Verbeken, K.; Kestens, L.; Penning, J. Microstructure and texture evolution during cold rolling and annealing of a high Mn TWIP steel. Acta Mater. 2009, 57, 1512–1524. [Google Scholar] [CrossRef]
- Haase, C.; Kühbach, M.; Barrales-Mora, L.A.; Wong, S.L.; Roters, F.; Molodov, D.A.; Gottstein, G. Recrystallization behavior of a high-manganese steel: Experiments and simulations. Acta Mater. 2015, 100, 155–168. [Google Scholar] [CrossRef]
- Santos, D.B.; Saleh, A.A.; Gazder, A.A.; Carman, A.; Duarte, D.M.; Ribeiro, É.A.; Gonzalez, B.M.; Pereloma, E.V. Effect of annealing on the microstructure and mechanical properties of cold rolled Fe-24Mn-3Al-2Si-1Ni-0.06C TWIP steel. Mater. Sci. Eng. A 2011, 528, 3545–3555. [Google Scholar] [CrossRef]
- Yuan, X.; Chen, L.; Zhao, Y.; Di, H.; Zhu, F. Influence of annealing temperature on mechanical properties and microstructures of a high manganese austenitic steel. J. Mater. Process. Technol. 2015, 217, 278–285. [Google Scholar] [CrossRef]
- Park, M.; Kang, M.S.; Park, G.W.; Choi, E.Y.; Kim, B.J. The effects of recrystallization on strength and impact toughness of cold-worked high-Mn austenitic steels. Metals 2019, 9, 948. [Google Scholar] [CrossRef]
- Shen, Y.; Qiu, C.; Wang, L.; Sun, X.; Zhao, X.; Zuo, L. Effects of cold rolling on microstructure and mechanical properties of Fe-30Mn-3Si-4Al-0.093 C TWIP steel. Mater. Sci. Eng. A 2013, 561, 329–337. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, X.M.; Cai, Z.H.; Ding, H.; Li, H.S. Hot deformation behavior of a high-Mn austenitic steel for cryogenic liquified natural gas applications. J. Mater. Eng. Perform. 2020, 29, 5503–5514. [Google Scholar] [CrossRef]
- Kowalska, J.; Kowalski, M. Development of microstructure and texture after cold-rolling Fe-24Mn-3Al-3Si high-manganese steel. J. Mater. Eng. Perform. 2020, 29, 1495–1501. [Google Scholar] [CrossRef]
- Alain, S.; Chateau, J.P.; Bouaziz, O.; Migot, S.; Guelton, N. Correlations between the calculated stacking fault energy and the plasticity mechanisms in Fe-Mn-C alloys. Mater. Sci. Eng. A 2004, 387–389, 158–162. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. A general mechanism of martensitic nucleation: Part I. General concepts and the FCC → HCP transformation. Metall. Trans. A 1976, 7, 1897–1904. [Google Scholar]
- Lee, Y.K.; Choi, C. Driving force for γ→ε, martensitic transformation and stacking fault energy of γ, in Fe-Mn binary system. Metall. Mater. Trans. A 2000, 31, 355–360. [Google Scholar] [CrossRef]
- Ferreira, P.J.; Müllner, P. A thermodynamic model for the stacking-fault energy. Acta Mater. 1998, 46, 4479–4484. [Google Scholar] [CrossRef]
- Takaki, S.; Nakatsu, H.; Tokunaga, Y. Effects of austenite grain size on ε martensitic transformation in Fe-15mass%Mn alloy. Mater. Trans. 1993, 34, 489–495. [Google Scholar] [CrossRef]
- Koyama, M.; Lee, T.; Chong, S.L.; Tsuzaki, K. Grain refinement effect on cryogenic tensile ductility in a Fe-Mn-C twinning-induced plasticity steel. Mater. Des. 2013, 49, 234–241. [Google Scholar] [CrossRef]
- Sato, K.; Ichinose, M.; Hirotsu, Y.; Inoue, Y. Effects of deformation induced phase transformation and twinning on the mechanical properties of austenitic Fe-Mn-Al alloys. ISIJ Int. 1989, 29, 868–877. [Google Scholar] [CrossRef]
- Bracke, L.; Mertens, G.; Penning, J.; de Cooman, B.C.; Liebeherr, M.; Akdut, N. Influence of phase transformations on the mechanical properties of high-strength austenitic Fe-Mn-Cr steel. Metall. Mater. Trans. A 2006, 37, 307–317. [Google Scholar] [CrossRef]
- Tuluca, I.B.; Koyama, M.; Bal, B.; Canadinc, D.; Akiyama, E.; Tsuzaki, K. High-concentration carbon assists plasticity-driven hydrogen embrittlement in a Fe-high Mn steel with a relatively high stacking fault energy. Mater. Sci. Eng. A 2018, 717, 78–84. [Google Scholar] [CrossRef]
- Fan, Y.H.; Zhang, B.; Wang, J.Q.; Han, E.H.; Ke, W. Effect of grain refinement on the hydrogen embrittlement of 304 austenitic stainless steel. J. Mater. Sci. Technol. 2019, 35, 2213–2219. [Google Scholar] [CrossRef]
- Khedr, M.; Li, W.; Zhu, X.; Zhou, P.; Gao, S.; Jin, X. Improving hydrogen embrittlement resistance of Hadfield steel by thermo-mechanical flash-treatment. Mater. Sci. Eng. A 2018, 712, 133–139. [Google Scholar] [CrossRef]
- Song, E.J.; Bhadeshia, H.K.D.H.; Suh, D.W. Interaction of aluminium with hydrogen in twinning-induced plasticity steel. Scr. Mater. 2014, 87, 9–12. [Google Scholar] [CrossRef]
- Han, D.K.; Lee, S.K.; Noh, S.J.; Kim, S.K.; Suh, D.W. Effect of aluminium on hydrogen permeation of high-manganese twinning-induced plasticity steel. Scr. Mater. 2015, 99, 45–48. [Google Scholar] [CrossRef]
- Koyama, M.; Akiyama, E.; Tsuzaki, K. Hydrogen embrittlement in Al-added twinning-induced plasticity steels evaluated by tensile tests during hydrogen charging. ISIJ Int. 2012, 52, 2283–2287. [Google Scholar] [CrossRef]
- Park, I.J.; Jeong, K.H.; Jung, J.G.; Lee, C.S.; Lee, Y.K. The mechanism of enhanced resistance to the hydrogen delayed fracture in Al-added Fe-18Mn-0.6C twinning induced plasticity steels. Int. J. Hydrog. Energ. 2012, 37, 9925–9932. [Google Scholar] [CrossRef]
- Koyama, M.; Okazaki, S.; Sawaguchi, T.; Tsuzaki, K. Hydrogen embrittlement susceptibility of Fe-Mn binary alloys with high Mn content: Effects of stable and metastable ε-martensite, and Mn concentration. Metall. Mater. Trans. A 2016, 47, 2656–2673. [Google Scholar] [CrossRef]
- Lee, S.M.; Park, I.J.; Jung, J.G.; Lee, Y.K. The effect of Si on hydrogen embrittlement of Fe-18Mn-0.6C-xSi twinning induced plasticity steels. Acta Mater. 2016, 103, 264–272. [Google Scholar] [CrossRef]
- Suzuki, S. Surface and Grain Boundary Segregation. Corros. Eng. 2009, 48, 400–404. [Google Scholar] [CrossRef]
- García-Mazarío, M.; Lancha, A.M.; Hernández-Mayoral, M. Embrittlement susceptibility induced by impurities segregation to grain boundaries in martensitic steels candidates to be used in ADS. J. Nucl. Mater. 2007, 360, 293–303. [Google Scholar] [CrossRef]
- Ryazanov, A. Kinetics of grain boundary fracture of irradiated materials. Radiat. Eff. Defects Solids 1999, 148, 517–533. [Google Scholar] [CrossRef]
- Xue, K.S. The Low Temperature Brittle Fracture of Austenitic Fe-Mn Alloys; Lawrence Berkeley Lab.: Berkeley, CA, USA, 1986. [Google Scholar]
- Jing, L.; Yang, H.; Ping, Y. Prolonged work hardening range in high manganese TRIP steel during adiabatic shear band formation. Mater. Lett. 2014, 134, 180–183. [Google Scholar] [CrossRef]
- El-Sherbiny, A.; Shash, A.Y.; El-Fawkhry, M.K.; El-Hossainy, T.M.; Mattar, T. Studying the effect of manganese content on TRIP advanced high strength steel. Mater. Sci. Forum 2019, 950, 50–54. [Google Scholar] [CrossRef]
- Li, X.; Chen, L.; Zhao, Y.; Misra, R.D.K. Influence of manganese content on ε-/α′-martensitic transformation and tensile properties of low-C high-Mn TRIP steels. Mater. Design 2018, 142, 190–202. [Google Scholar] [CrossRef]
- Eskandari, M. Effect of deformation temperature on the mechanical behavior of a new TRIP/TWIP steel containing 21% manganese. Int. J. ISSI 2011, 8, 16–19. [Google Scholar]
- Choi, K.; Seo, C.H.; Lee, H.; Kim, S.K.; Kwak, J.H.; Chin, K.G.; Park, K.T.; Kim, N.J. Effect of aging on the microstructure and deformation behavior of austenite base lightweight Fe-28Mn-9A1-0.8Csteel. Scri. Mater. 2010, 63, 1028–1031. [Google Scholar] [CrossRef]
- Park, K.T.; Kim, G.; Kim, S.K.; Lee, S.W.; Hwang, S.W.; Lee, C.S. On the transitions of deformation modes of fully austenitic steels at room temperature. Met. Mater. Int. 2010, 16, 1–6. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Raabe, D. Multistage strain hardening through dislocation substructure and twinning in a high strength and ductile weightreduced Fe-Mn-Al-C steel. Acta Mater. 2012, 60, 5791–5802. [Google Scholar] [CrossRef]
- Razmpoosh, M.H.; Zarei-Hanzaki, A.; Haghdadi, N.; Cho, J.H.; Kim, W.J.; Heshmati-Manesh, S. Thermal stability ofan ultrafine-grained dual phase TWIP steel. Mater. Sci. Eng. A 2015, 638, 5–14. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Raabe, D. Dislocation and twin substructure evolution during strain hardening of an Fe-22wt.%Mn-0.6wt.%C TWIP steel observed by electron channeling contrast imaging. Acta Mater. 2011, 59, 6449–6462. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Engineer Strain | 0Cu Steel (%) | 2Cu Steel (%) |
|---|---|---|
| 0.05 | 0.02 | 0.03 |
| 0.10 | 0.45 | 0.15 |
| 0.20 | 1.31 | 0.79 |
| 0.30 | 2.11 | 1.11 |
| Grain Size (μm) | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Yield Strength /Ultimate Tensile Strength | Ultimate Elongation (%) |
|---|---|---|---|---|
| 2.1 | 572.0 | 825.0 | 0.69 | 39.8 |
| 4.7 | 404.4 | 723.8 | 0.56 | 56.5 |
| 11.4 | 311.9 | 648.1 | 0.48 | 63.1 |
| 23.7 | 208.6 | 575.4 | 0.36 | 70.0 |
| 72.6 | 123.1 | 519.4 | 0.24 | 76.3 |
| Temperature (°C) | Steel | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| 25 | 22Mn | 334 | 879 | 103 |
| 24Mn | 314 | 843 | 107 | |
| 26Mn | 322 | 802 | 101 | |
| −196 | 22Mn | 528 | 1338 | 67 |
| 24Mn | 574 | 1288 | 102 | |
| 26Mn | 598 | 1275 | 110 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xia, L.; Yan, L.; Zhang, H.; Li, Y.; Jiang, Z.; Li, G. Factors Affecting the Mechanical Performance of High Manganese Austenitic Steel. Metals 2022, 12, 1405. https://doi.org/10.3390/met12091405
Xia L, Yan L, Zhang H, Li Y, Jiang Z, Li G. Factors Affecting the Mechanical Performance of High Manganese Austenitic Steel. Metals. 2022; 12(9):1405. https://doi.org/10.3390/met12091405
Chicago/Turabian StyleXia, Lei, Ling Yan, Hongmei Zhang, Yan Li, Zhengyi Jiang, and Guanglong Li. 2022. "Factors Affecting the Mechanical Performance of High Manganese Austenitic Steel" Metals 12, no. 9: 1405. https://doi.org/10.3390/met12091405
APA StyleXia, L., Yan, L., Zhang, H., Li, Y., Jiang, Z., & Li, G. (2022). Factors Affecting the Mechanical Performance of High Manganese Austenitic Steel. Metals, 12(9), 1405. https://doi.org/10.3390/met12091405