
Effect of Toughness and Ductility on the Cavitation Erosion of Martensitic Stainless Steel


Abstract
:1. Introduction
2. Experimental
2.1. Materials and Properties
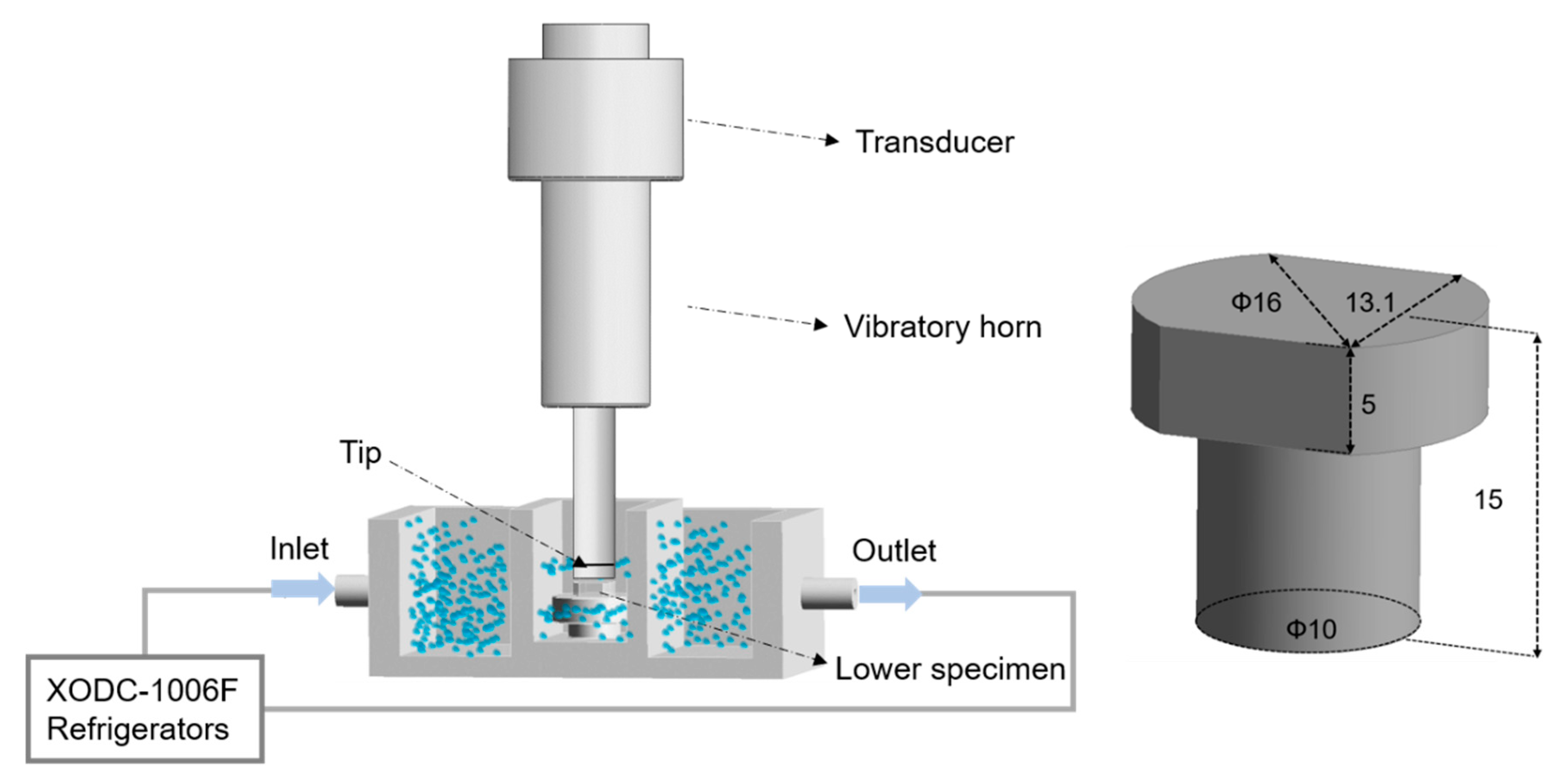
2.2. Cavitation Erosion Tests
3. Results and Discussion
3.1. Mass Loss and Mass Loss Rate
3.2. Evolution of CE Morphology
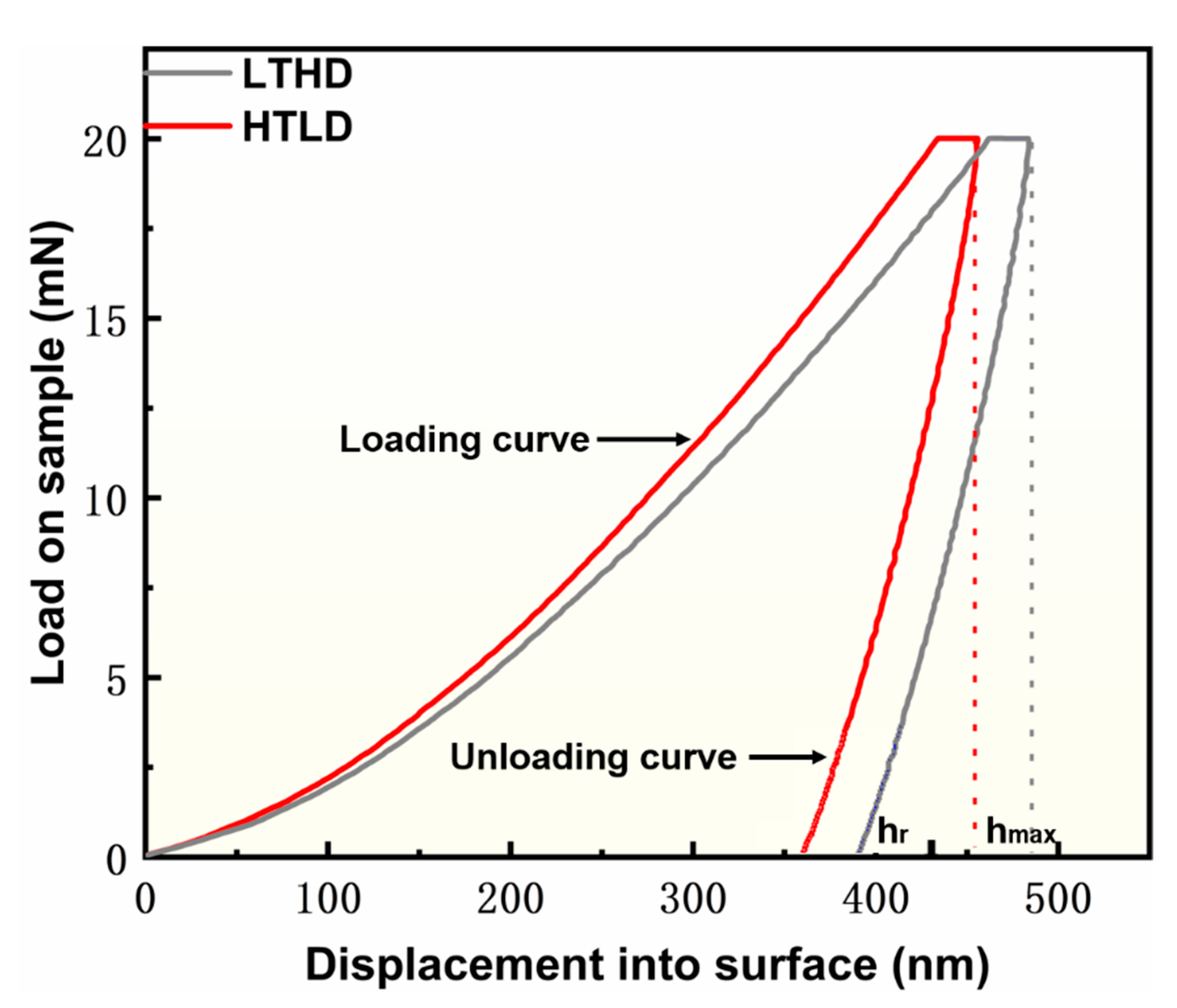
3.3. Nanoindentation
3.4. Roughness
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abreu, M.; Elfsberg, J.; Jonsson, S. Cavitation erosion behavior of austempered ductile irons of increasing hardness. Wear 2021, 484–485, 204036. [Google Scholar] [CrossRef]
- Hu, H.X.; Zheng, Y.G. The effect of sand particle concentrations on the vibratory cavitation erosion. Wear 2017, 384–385, 95–105. [Google Scholar] [CrossRef]
- Pan, H.D.; Tao, J.; Meng, E.; Hu, H.X.; Wang, Z.B. The effects of sand particles on the synergy of cavitation erosion-corrosion of MIG welding stainless steel coating in saline water. Scanning 2020, 2020, 8876406. [Google Scholar] [CrossRef] [PubMed]
- Hu, H.X.; Jiang, S.L.; Tao, Y.S.; Xiong, T.Y.; Zheng, Y.G. Cavitation erosion and jet impingement erosion mechanism of cold sprayed Ni–Al2O3 coating. Nucl. Eng. Des. 2011, 241, 4929–4937. [Google Scholar] [CrossRef]
- Hu, H.X.; Zheng, Y.G.; Qin, C.P. Comparison of Inconel 625 and Inconel 600 in resistance to cavitation erosion and jet impingement erosion. Nucl. Eng. Des. 2010, 240, 2721–2730. [Google Scholar] [CrossRef]
- Li, Z.X.; Zhang, L.M.; Ma, A.L.; Hu, J.X.; Zhang, S.; Daniel, E.F.; Zheng, Y.G. Comparative study on the cavitation erosion behavior of two different rolling surfaces on 304 stainless steel. Tribol. Int. 2021, 159, 106994. [Google Scholar] [CrossRef]
- Shao, C.L.; Zhang, Z.Y.; Zhou, J.F. Study of the flow in a cryogenic pump under different cavitation inducements by considering the thermodynamic effect. Int. J. Numer. Methods Heat Fluid Flow 2019, 30, 4307–4329. [Google Scholar] [CrossRef]
- Chen, L.Y.; Zhang, L.X.; Peng, X.X.; Shao, X.M. Influence of water quality on the tip vortex cavitation inception. Phys. Fluids 2019, 31, 023303. [Google Scholar] [CrossRef]
- Hosbach, M.; Gitau, S.; Sander, T.; Leuteritz, U.; Pfitzner, M. Effect of taper, pressure and temperature on cavitation extent and dynamics in micro-channels. Exp. Therm. Fluid Sci. 2019, 108, 25–38. [Google Scholar] [CrossRef]
- Xu, W.L.; Wang, Q.F.; Wei, W.R.; Luo, J.; Chen, S.Y. Effects of air bubble quantity on the reduction of cavitation erosion. Wear 2021, 482–483, 203937. [Google Scholar] [CrossRef]
- Hosbach, M.; Skoda, R.; Sander, T.; Leuteritz, U.; Pfitzner, M. On the temperature influence on cavitation erosion in micro-channels. Exp. Therm. Fluid Sci. 2020, 117, 110140. [Google Scholar] [CrossRef]
- Ji, X.L.; Shan, Y.P.; Ji, C.C.; Wang, H.; Zhao, Z.X. Slurry erosion behavior of two Zr-based bulk metallic glasses. Wear 2021, 476, 203684. [Google Scholar] [CrossRef]
- Bregliozzi, G.; Schino, A.D.; Ahmed, S.I.U.; Kenny, J.M.; Haefke, H. Cavitation wear behaviour of austenitic stainless steels with different grain sizes. Wear 2005, 258, 503–510. [Google Scholar] [CrossRef]
- Zhang, L.M.; Li, Z.X.; Hu, J.X.; Ma, A.L.; Zhang, S.; Daniel, E.F.; Umoh, A.J.; Hu, H.X.; Zheng, Y.G. Understanding the roles of deformation-induced martensite of 304 stainless steel in different stages of cavitation erosion. Tribol. Int. 2021, 155, 106752. [Google Scholar] [CrossRef]
- Zhang, X.F.; Fang, L. The effect of stacking fault energy on the cavitation erosion resistance of α-phase aluminum bronzes. Wear 2002, 253, 1105–1110. [Google Scholar] [CrossRef]
- Cohen, T.; Durban, D. Cavitation in elastic and hyperelastic sheets. Int. J. Eng. Sci. 2010, 48, 52–66. [Google Scholar] [CrossRef]
- Niederhofer, P.; Huth, S. Cavitation erosion resistance of high interstitial CrMnCN austenitic stainless steels. Wear 2013, 301, 457–466. [Google Scholar] [CrossRef]
- Sasaki, H.; Takeo, F.; Soyama, H. Cavitation erosion resistance of the titanium alloy Ti–6Al–4V manufactured through additive manufacturing with various peening methods. Wear 2020, 462–463, 203518. [Google Scholar] [CrossRef]
- He, J.; Liu, X.M.; Li, B.B.; Zhai, J.X.; Song, J.Q. Cavitation erosion characteristics for different metal surface and influencingfactors in water flowing system. Appl. Sci. 2022, 12, 5840. [Google Scholar] [CrossRef]
- Beake, B.D. The influence of the H/E ratio on wear resistance of coating systems–Insights from small-scale testing. Surf. Coat. Technol. 2022, 442, 128272. [Google Scholar] [CrossRef]
- Nowakowska, M.; Łatka, L.; Sokołowski, P.; Szala, M.; Toma, F.L.; Walczak, M. Investigation into microstructure and mechanical properties effects on sliding wear and cavitation erosion of Al2O3–TiO2 coatings sprayed by APS, SPS and S-HVOF. Wear 2022, 508–509, 204462. [Google Scholar] [CrossRef]
- Zhao, L.Q.; Hu, H.X.; Zheng, Y.G.; Guo, X.M.; Pu, J.X. Behavior and mechanism of slurry erosion to grooved surface at different angles. Colloids Surf. A 2023, 656, 130410. [Google Scholar] [CrossRef]
- Yang, L.M.; Tieu, A.K.; Dunne, D.P.; Huang, S.W.; Li, H.J.; Wexler, D.; Jiang, Z.Y. Cavitation erosion resistance of NiTi thin films produced by Filtered Arc Deposition. Wear 2009, 267, 233–243. [Google Scholar] [CrossRef] [Green Version]
- Gerke, L.; Stella, J.; Schauer, J.C.; Pohl, M.; Winter, J. Cavitation erosion resistance of a-C:H coatings produced by PECVD on stainless steel and NiTi substrates. Surf. Coat. Technol. 2010, 204, 3418–3424. [Google Scholar] [CrossRef]
- Bitzer, M.; Rauhut, N.; Mauer, G.; Bram, M.; Vaßen, R.; Buchkremer, H.P.; Stöver, D.; Pohl, M. Cavitation-resistant NiTi coatings produced by low-pressure plasma spraying (LPPS). Wear 2015, 328–329, 369–377. [Google Scholar] [CrossRef]
- Paolantonio, M.; Hanke, S. Damage mechanisms in cavitation erosion of nitrogen-containing austenitic steels in 3.5% NaCl solution. Wear 2021, 464–465, 203526. [Google Scholar] [CrossRef]
- Price, J.N.; Hull, D. Effect of matrix toughness on crack propagation during stress corrosion of glass reinforced composites. Compos. Sci. Technol. 1987, 28, 193–210. [Google Scholar] [CrossRef]
- Matikainen, V.; Koivuluoto, H.; Vuoristo, P. A study of Cr3C2-based HVOF- and HVAF-sprayed coatings: Abrasion, dry particle erosion and cavitation erosion resistance. Wear 2020, 446–447, 203188. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Long, J.; Guo, Y.; Li, H.; Zheng, K.H.; Qiao, Y.X. Corrosion and impact–abrasion–corrosion behaviors of quenching–tempering martensitic Fe–Cr alloy steels. J. Iron Steel Res. Int. 2022, 29, 1853–1863. [Google Scholar] [CrossRef]
- Heathcock, C.J.; Protheroe, B.E.; Ball, A. Cavitation erosion of stainless steels. Wear 1982, 81, 311–327. [Google Scholar] [CrossRef]
- Kumar, N.; Arora, N. Effect of solution treatment on slurry erosive wear performance of martensitic and nitrogen strengthened austenitic stainless steel. Mater. Lett. 2021, 284, 128932. [Google Scholar] [CrossRef]
- Santos, L.L.; Cardoso, R.P.; Brunatto, S.F. Behavior of the reversed austenite in CA-6NM martensitic stainless steel under cavitation. Wear 2020, 454–455, 203322. [Google Scholar] [CrossRef]
- Zhang, S.H.; Wang, P.; Li, D.Z.; Li, Y.Y. Investigation of the evolution of retained austenite in Fe–13%Cr–4%Ni martensitic stainless steel during intercritical tempering. Mater. Des. 2015, 84, 385–394. [Google Scholar] [CrossRef]
- ISO 6892-1:2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2019.
- Zheng, Y.G.; Luo, S.Z.; Ke, W. Cavitation erosion–corrosion behaviour of CrMnB stainless overlay and 0Cr13Ni5Mo stainless steel in 0.5M NaCl and 0.5M HCL solutions. Tribol. Int. 2018, 41, 1181–1189. [Google Scholar] [CrossRef]
- Rajput, A.; Ramkumar, J.; Mondal, K. Cavitation resistance of a Cr-Mn stainless steel, a mild steel, and a high-carbon steel based on rust protectivity and corrosion behavior. J. Mater. Eng. Perform. 2021, 31, 439–447. [Google Scholar] [CrossRef]
- Pohl, M.; Stella, J. Quantitative CLSM roughness study on early cavitation-erosion damage. Wear 2002, 252, 501–511. [Google Scholar] [CrossRef]
- Park, M.C.; Kim, K.N.; Shin, G.S.; Yun, J.Y.; Shin, M.H.; Kim, S.J. Effects of Ni and Mn on the cavitation erosion resistance of Fe–Cr–C–Ni/Mn austenitic alloys. Tribol. Lett. 2013, 52, 477–484. [Google Scholar] [CrossRef]
- Abedini, M.; Ghasemi, H.M.; Ahmadabadi, M.N.L. Tribological behavior of NiTi alloy in martensitic and austenitic states. Mater. Des. 2009, 30, 4493–4497. [Google Scholar] [CrossRef]
- Liu, W.; Zheng, Y.G.; Liu, C.S.; Yao, Z.M.; Ke, W. Cavitation erosion behavior of Cr-Mn-N stainless steels in comparison with 0Cr13Ni5Mo stainless steel. Wear 2003, 254, 713–722. [Google Scholar] [CrossRef]
- Durban, D.; Birman, V.; Israel, H. On the elasto-plastie stress concentration at a circular hole in an anisotropie sheet. Acta Meehanica 1982, 43, 73–84. [Google Scholar] [CrossRef]
- Crawford, J.D. CA-6NM—An Update; Steel Founders Society of America: Crystal Lake, IL, USA, 1974; pp. 1–13. [Google Scholar]
- Hu, H.Z.; Hu, H.X.; Jiang, S.L.; Zheng, Y.G. Numerical study of flow past a circular cylinder using SSTκ-ω, LES and ELES formulations. Prog. Comput. Fluid Dyn. 2015, 15, 203–210. [Google Scholar] [CrossRef]
- Song, Y.Y.; Li, X.Y.; Rong, L.J.; Li, Y.Y.; Nagai, T. Reversed austenite in 0Cr13Ni4Mo martensitic stainless steels. Mater. Chem. Phys. 2014, 143, 728–734. [Google Scholar] [CrossRef]
- Qiao, Y.X.; Chen, J.; Zhou, H.L.; Wang, Y.X.; Song, Q.N.; Li, H.B.; Zheng, Z.B. Effect of solution treatment on cavitation erosion behavior of high-nitrogen austenitic stainless steel. Wear 2019, 424–425, 70–77. [Google Scholar] [CrossRef]
- Li, W.; Vittorietti, M.; Jongbloed, G.; Sietsma, J. The combined influence of grain size distribution and dislocation density on hardness of interstitial free steel. J. Mater. Sci. Technol. 2020, 45, 35–43. [Google Scholar] [CrossRef]
- Cheng, F.T.; Lo, K.H.; Man, H.C. NiTi cladding on stainless steel by TIG surfacing process: Part I. cavitation erosion behavior. Surf. Coat. Technol. 2003, 172, 308–315. [Google Scholar] [CrossRef]
- Sedlaček, M.; Gregorčič, P.; Podgornik, B. Use of the roughness parameters Ssk and Sku to control friction—A method for designing surface texturing. Tribol. Trans. 2016, 60, 260–266. [Google Scholar] [CrossRef]
- ISO 25178-2:2012; Geometrical Product Specifications (GPS)-Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 2012.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S | Cr | Ni | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|
| LTHD | 0.04 | 0.40 | 0.60 | 0.005 | 0.0018 | 13.00 | 4.5 | 0.50 | bal. |
| HTLD | 0.042 | 0.41 | 0.59 | 0.022 | 0.003 | 12.84 | 4.67 | 0.53 | bal. |
| Materials | Rm (MPa) | Rp0.2 (MPa) | A% |
|---|---|---|---|
| LTHD | 1100 | 880 | 16 |
| HTLD | 1117 | 930 | 13 |
| Materials | hmax (nm) | hr (nm) | ηh | Hd (GPa) |
|---|---|---|---|---|
| LTHD | 454.8 | 347.2 | 0.237 | 6.118 ± 0.173 |
| HTLD | 483.9 | 377.8 | 0.219 | 5.871 ± 0.202 |
| Parameter (Unit) | Definition | Schematic Profile |
|---|---|---|
| Ssk | Ssk (Skewness) values represent the degree of bias of the roughness shape. |  [48] [48] |
| Sku | Sku (Kurtosis) value is a measure of the sharpness of the roughness profile. |  [48] [48] |
| Spk (μm) | Height above the mean height, indicating the removed area. |  [49] [49] |
| Sk (μm) | Height difference of the middle part of a peak. | |
| Svk (μm) | Depth of the valley below the middle part of the peak. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, L.; Hu, H.; Guo, X. Effect of Toughness and Ductility on the Cavitation Erosion of Martensitic Stainless Steel. Metals 2023, 13, 154. https://doi.org/10.3390/met13010154
Zhao L, Hu H, Guo X. Effect of Toughness and Ductility on the Cavitation Erosion of Martensitic Stainless Steel. Metals. 2023; 13(1):154. https://doi.org/10.3390/met13010154
Chicago/Turabian StyleZhao, Lianqing, Hongxiang Hu, and Xuming Guo. 2023. "Effect of Toughness and Ductility on the Cavitation Erosion of Martensitic Stainless Steel" Metals 13, no. 1: 154. https://doi.org/10.3390/met13010154
APA StyleZhao, L., Hu, H., & Guo, X. (2023). Effect of Toughness and Ductility on the Cavitation Erosion of Martensitic Stainless Steel. Metals, 13(1), 154. https://doi.org/10.3390/met13010154