

Effect of CeO2 Content on Melting Performance and Microstructure of CaO-Al2O3-SiO2-MgO Refining Slag


Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Experimental Materials
2.2. Experimental Method
3. Experimental Results
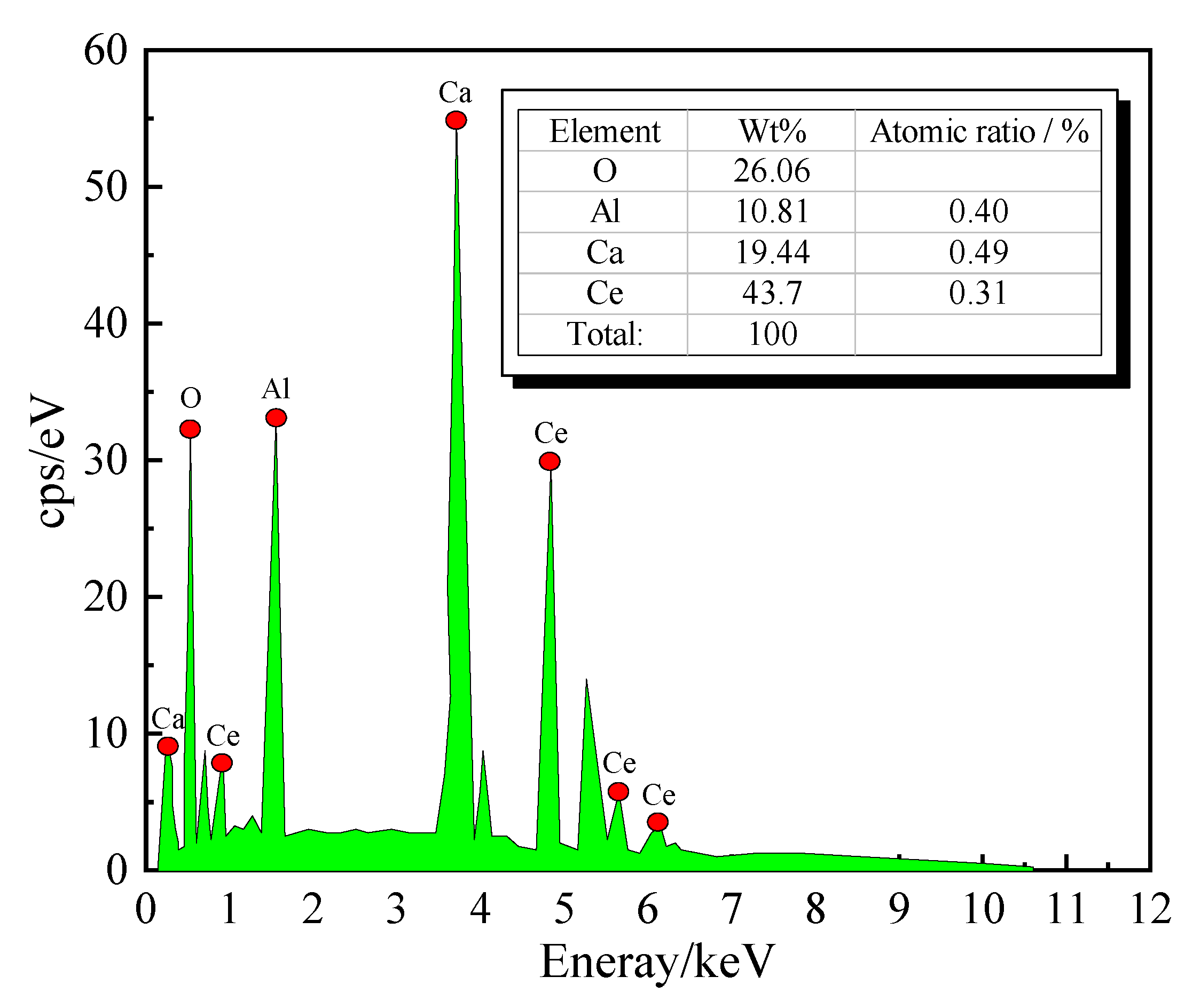
3.1. Microstructure of Refining Slag
3.2. Measurement Results of Melting Point
4. Analysis and Discussion
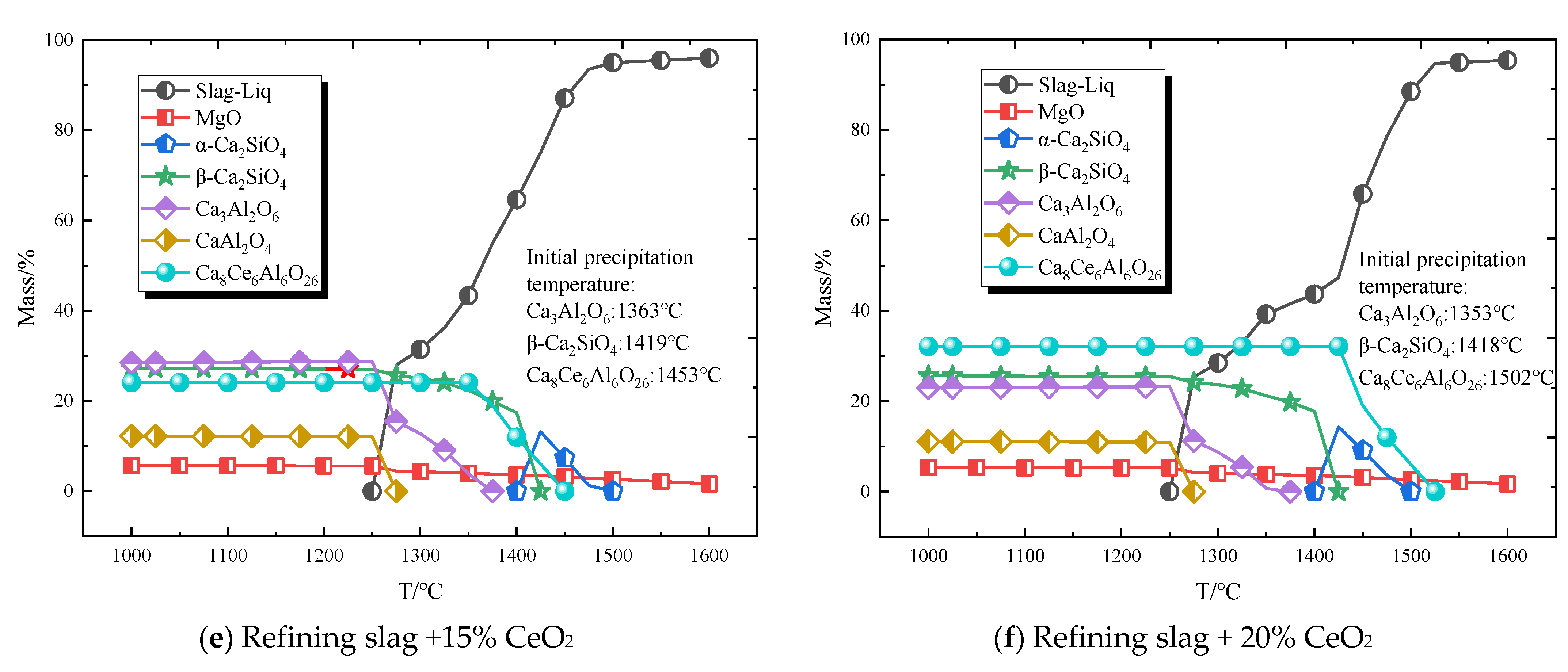
4.1. Effect of CeO2 Content on Equilibrium Mineral Phase of Slag
4.2. Effect Mechanism of CeO2 Content on Slag Melting Performance
4.3. A Model for Predicting Melting Points Using CeO2 Refining Slag
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xie, Y.; Song, M.; Zhu, H.; Li, J.; Ma, G.; Xue, Z. Effect of lanthanum content on the formation of acicular ferrite. Metall. Mater. Trans. B 2022, 53, 1484–1494. [Google Scholar] [CrossRef]
- Wang, C.; Ma, R.; Zhou, Y.; Liu, Y.; Daniel, E.F.; Li, X.; Wang, P.; Dong, J.; Ke, W. Effects of rare earth modifying inclusions on the pitting corrosion of 13Cr4Ni martensitic stainless steel. J. Mater. Sci. Technol. 2021, 93, 232–243. [Google Scholar] [CrossRef]
- Wu, D.; Hu, Q.; Chen, W.; Lu, D.; Zou, J.; Guo, J.; Liu, Q.; Sun, L. Effects of Rare Earth Elements (Ce, Y) on Microstructure and Mechanical Properties of P20 Die Steel. J. Phys. Conf. Ser. 2021, 2101, 012085. [Google Scholar] [CrossRef]
- Chen, C.; Sun, M.; Chen, X.; Wang, B.; Zhou, J.; Jiang, Z. State of the art in control of inclusions and microalloying elements in tire cord steel and saw wire steel. Steel. Res. Int. 2022, 93, 2100507. [Google Scholar] [CrossRef]
- Yin, L.; Xu, D.; Yang, C.; Xi, T.; Chen, X.; Yang, K. Ce addition enhances the microbially induced corrosion resistance of Cu-bearing 2205 duplex stainless steel in presence of sulfate reducing bacteria. Corros. Sci. 2021, 179, 109141. [Google Scholar] [CrossRef]
- Su, C.; Feng, G.; Zhi, J.; Zhao, B.; Wu, W. The Effect of Rare Earth Cerium on Microstructure and Properties of Low Alloy Wear-Resistant Steel. Metals 2022, 12, 1358. [Google Scholar] [CrossRef]
- Liu, T.; Xu, L.; Luo, Z.; Lin, Y.; Zhang, S. Effect of minor Ce and Zr on the wear property of a nickel-saving austenitic heat-resistant cast steel. Mater. High Temp. 2021, 38, 211–221. [Google Scholar] [CrossRef]
- Xin, W.; Deng, Y.; Jiang, Y.; Zhang, J.; Wang, P. Crystallization Characteristics of the CaO–SiO2–Al2O3–La2O3 Rare Earth-Bearing Slag System. Trans. Indian Inst. Met. 2021, 74, 1549–1556. [Google Scholar] [CrossRef]
- Qi, J.; Liu, C.; Liu, H.; Li, C.; Jiang, M. Effect of rare earth oxide on the crystallization behavior of CaO-Al2O3-based mold flux for rare earth heat-resistant steel continuous casting. J. Non-Cryst. Solids 2021, 559, 120681. [Google Scholar] [CrossRef]
- Yang, X.; Long, H.; Cheng, G.; Wu, C.; Wu, B. Effect of refining slag containing Ce2O3 on steel cleanliness. J. Rare Earths 2021, 29, 1079–1083. [Google Scholar] [CrossRef]
- Guo, W.; Ding, Z.; Wang, J.; Wu, J.; Wang, Z. Effect of La2O3 on the viscosity and structure of CaO–SiO2 (–Al2O3)–La2O3 melts. Mater. Chem. Phys. 2021, 266, 124526. [Google Scholar] [CrossRef]
- Wang, H.; Bao, Y.P.; Zhi, J.G.; Duan, C.Y.; Gao, S.; Wang, M. Effect of rare earth ce on the morphology and distribution of Al2O3 inclusions in high strength IF steel containing phosphorus during continuous casting and rolling process. ISIJ Int. 2021, 61, 657–666. [Google Scholar] [CrossRef]
- Gao, X.; Zhang, L.; Zhang, L.; Ren, Q.; Qu, X. Transfer of rare earth to alloy and inclusion during slag-metal reaction. Metall. Res. Technol. 2021, 118, 414. [Google Scholar] [CrossRef]
- Luo, Y.; Wu, M.; Yang, W.; Zhang, L. Effect of the La2O3 Content in Slag on Inclusions in Al-Killed Steels. Metall. Mater. Trans. B 2022, 53, 2088–2103. [Google Scholar] [CrossRef]
- Xi, X.; Yang, S.; Lai, C.; Li, J.; Wang, F. Thermal physical properties and dephosphorisation kinetics of rare earth oxides containing slags. Ironmak. Steelmak. 2019, 46, 968–973. [Google Scholar] [CrossRef]
- Long, H.; Cheng, G.G.; Wu, B.; Wu, Y. Research on melting and flow characteristics of refining slag containing Ce2O3. J. Chin. Soc. Rare Earths 2010, 28, 721–727. [Google Scholar]
- Wu, C.; Cheng, G.; Long, H. Effect of Ce2O3 and CaO/Al2O3 on the phase, melting temperature and viscosity of CaO-Al2O3-10 mass% SiO2 based slags. High Temp. Mater. Process. 2014, 33, 77–84. [Google Scholar] [CrossRef]
- Ueda, S.; Morita, K.; Sano, N. Activity of AlO1.5 for the CaO–AlO1.5–CeO1.5 system at 1773 K. ISIJ Int. 1998, 38, 1292–1296. [Google Scholar] [CrossRef]
- Wang, L.; Wang, Q.; Li, J.M.; Chou, K.C. Dissolution mechanism of Al2O3 in refining slags containing Ce2O3. J. Min. Metall. Sect. B: Metall. 2016, 52, 35–40. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Deng, T.; Zhao, Z.; Yan, B. Thermodynamic Study on CaO-SiO2-Al2O3-5% MgO-10% Ce2O3 Slag System: Liquide Lines and Distribution Behavior of Cerium at 1873 K. ISIJ Int. 2020, 60, 1602–1609. [Google Scholar] [CrossRef]
- Qi, J.; Liu, C.; Zhang, C.; Jiang, M. Effect of Ce2O3 on structure, viscosity, and crystalline phase of CaO-Al2O3-Li2O-Ce2O3 slags. Metall. Mater. Trans. B 2017, 48, 11–16. [Google Scholar] [CrossRef]
- Wang, Z.H.; Li, S.Y.; Guo, H.J.; Guo, J. Effects of CaO content on Ce2O3 behavior in CaF2-Al2O3-CaO-Ce2O3 slags. Nonferr. Met. Sci. Eng. 2019, 10, 6–13. [Google Scholar]
- Zheng, X.; Liu, C. Thermodynamic Properties Assessment of CaO-Al2O3-Ce2O3 System. Metall. Mater. Trans. B 2021, 52, 3183–3192. [Google Scholar] [CrossRef]
- Qi, J.; Liu, C.; Li, C.; Min, Y.; Jiang, M. Effect of cerium oxide on the structure of silicate melt and aluminate melt. J. Non-Cryst. Solids 2021, 568, 120945. [Google Scholar] [CrossRef]
- Lolja, S.A.; Haxhi, H.; Martin, D.J. Correlations in the properties of Albanian coals. Fuel 2002, 81, 1095–1100. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | Al2O3 | CaO | MgO | TFe | SiO2 | MnO | F | S | Na2O | TiO2 | R(CaO/SiO2) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Contents | 26.79 | 53.75 | 6.84 | 0.34 | 11.22 | 0.21 | 0.47 | 0.17 | 0.07 | 0.14 | 4.79 |
| Experimental Group | Slag Composition/% | ||||
|---|---|---|---|---|---|
| Al2O3 | CaO | MgO | SiO2 | CeO2 | |
| 0 | 27.17 | 54.51 | 6.94 | 11.37 | 0 |
| 1 | 25.81 | 51.79 | 6.59 | 10.81 | 5 |
| 2 | 25.00 | 50.15 | 6.39 | 10.46 | 8 |
| 3 | 24.46 | 49.06 | 6.25 | 10.24 | 10 |
| 4 | 23.10 | 46.34 | 5.90 | 9.67 | 15 |
| 5 | 21.74 | 43.61 | 5.55 | 9.10 | 20 |
| ID | xCaO·Al2O3 | Ca2SiO4 | Ca8Ce6Al6O26 | MgO |
|---|---|---|---|---|
| (a) | 65~75 | 33 | - | 3 |
| (b) | 54~56 | 32 | 6–8 | 4 |
| (c) | 52~53 | 34 | 11~13 | 2 |
| (d) | 44~50 | 35 | 15~18 | 3 |
| (e) | 41~43 | 31 | 23~25 | 3 |
| (f) | 34~36 | 33 | 28~30 | 3 |
| Model | Variables and Parameters | Non-Standardized Coefficients | Normalized Coefficients | R2 | |
|---|---|---|---|---|---|
| B | Standard Error | Beta | |||
| CeO2 addition ≤15% | Constant | 1237.45 | - | - | 0.879 |
| MgO | 5.9022 | 157.5922 | 0.0059 | ||
| CaO·Al2O3 | 1.7448 | 15.0276 | 0.0201 | ||
| 3CaO·Al2O3 | 0.3798 | 7.3960 | 0.0934 | ||
| Ca8Ce6Al6O26 | −0.277 | 0.6375 | −0.1303 | ||
| Ca2SiO4 | 1.2146 | 301.3412 | 0.0285 | ||
| CeO2 addition >15% | Constant | 42 | - | - | 1 |
| CeO2 | 73 | - | - | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, B.; Wu, W.; Zhi, J.; Su, C.; Yao, T. Effect of CeO2 Content on Melting Performance and Microstructure of CaO-Al2O3-SiO2-MgO Refining Slag. Metals 2023, 13, 179. https://doi.org/10.3390/met13010179
Zhao B, Wu W, Zhi J, Su C, Yao T. Effect of CeO2 Content on Melting Performance and Microstructure of CaO-Al2O3-SiO2-MgO Refining Slag. Metals. 2023; 13(1):179. https://doi.org/10.3390/met13010179
Chicago/Turabian StyleZhao, Bo, Wei Wu, Jianguo Zhi, Cheng Su, and Tonglu Yao. 2023. "Effect of CeO2 Content on Melting Performance and Microstructure of CaO-Al2O3-SiO2-MgO Refining Slag" Metals 13, no. 1: 179. https://doi.org/10.3390/met13010179
APA StyleZhao, B., Wu, W., Zhi, J., Su, C., & Yao, T. (2023). Effect of CeO2 Content on Melting Performance and Microstructure of CaO-Al2O3-SiO2-MgO Refining Slag. Metals, 13(1), 179. https://doi.org/10.3390/met13010179