
Microstructural Heterogeneity and Mechanical Properties of a Welded Joint of an Austenitic Stainless Steel


 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
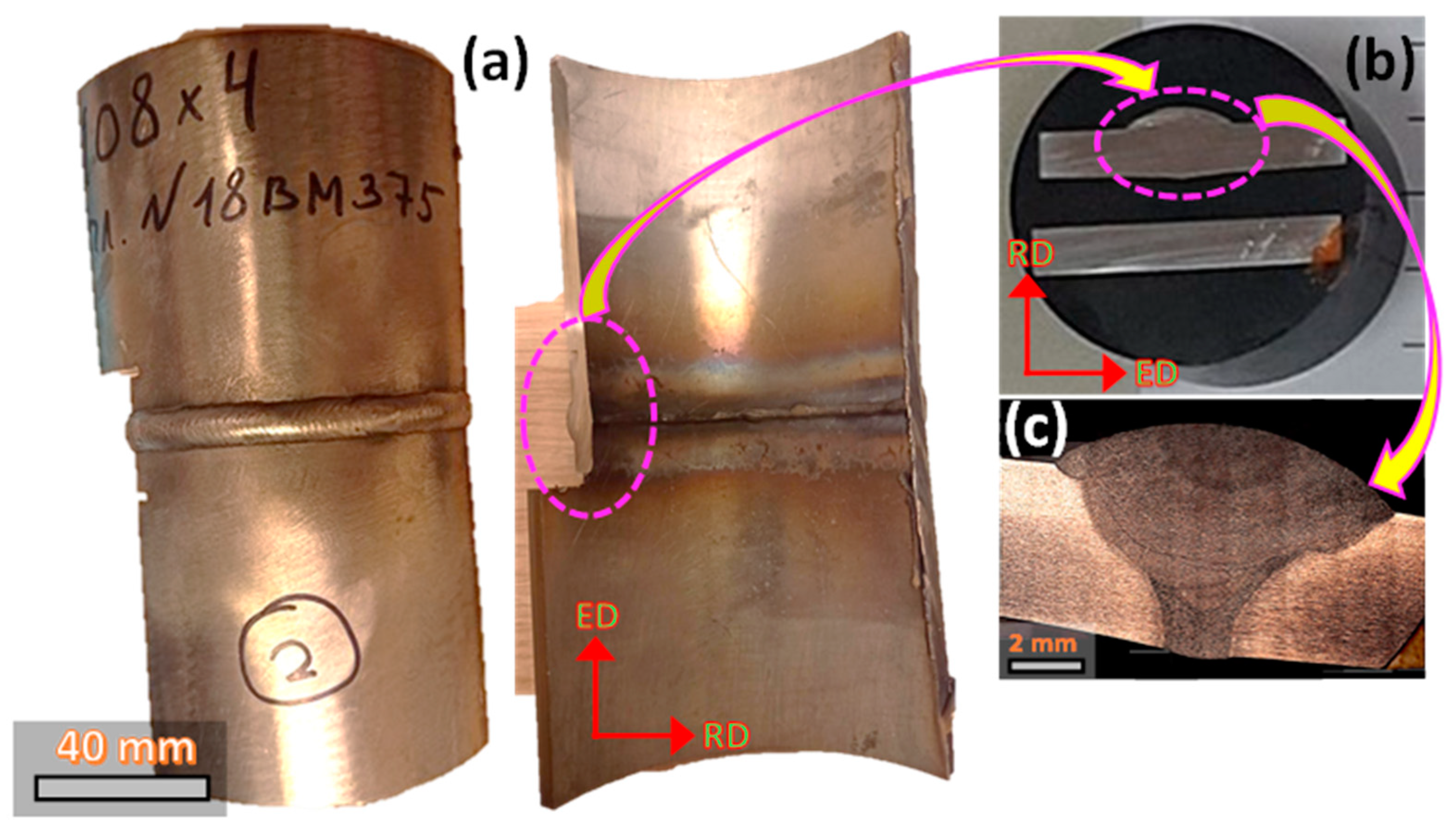
2.1. As-Received Material
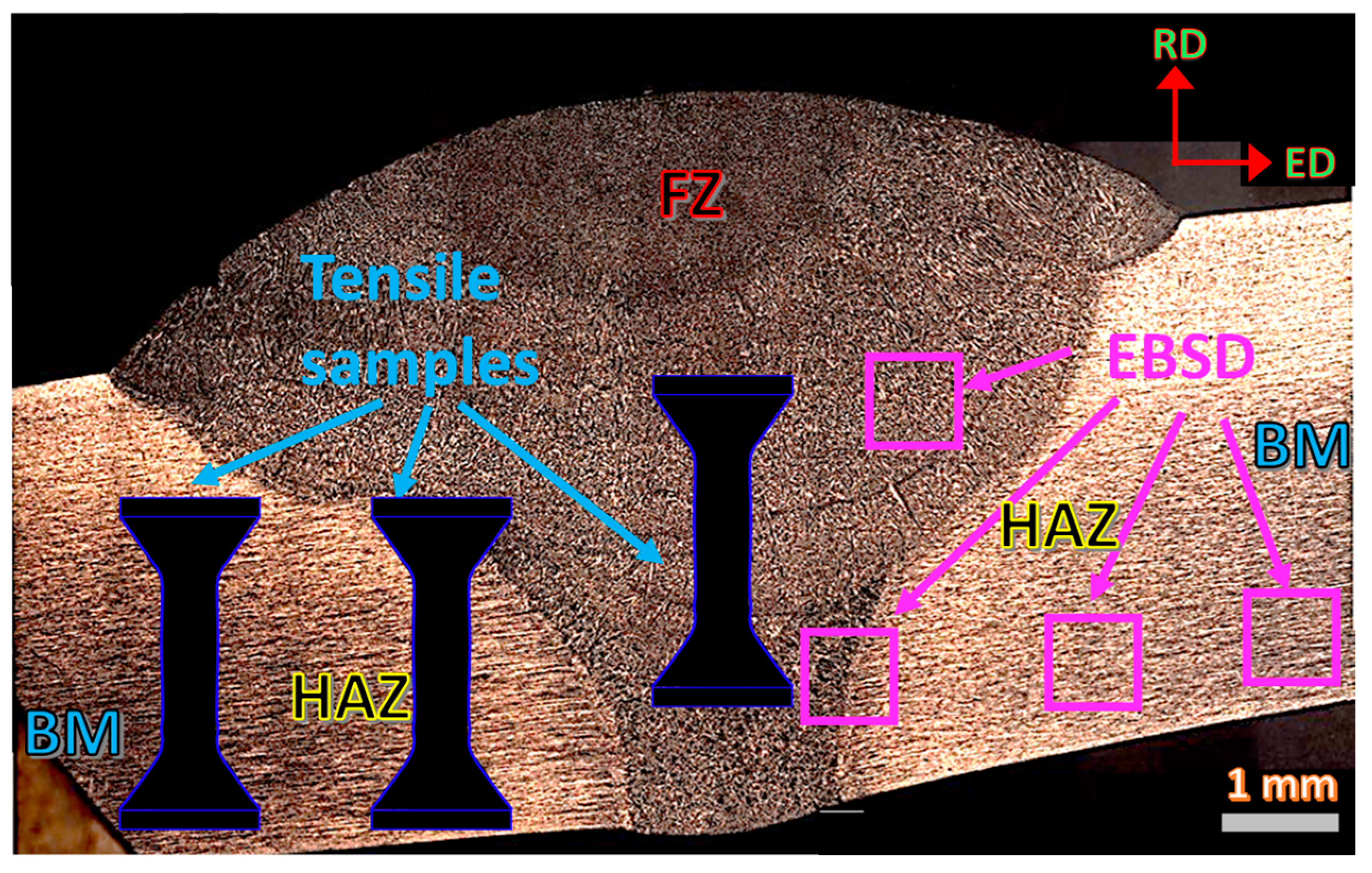
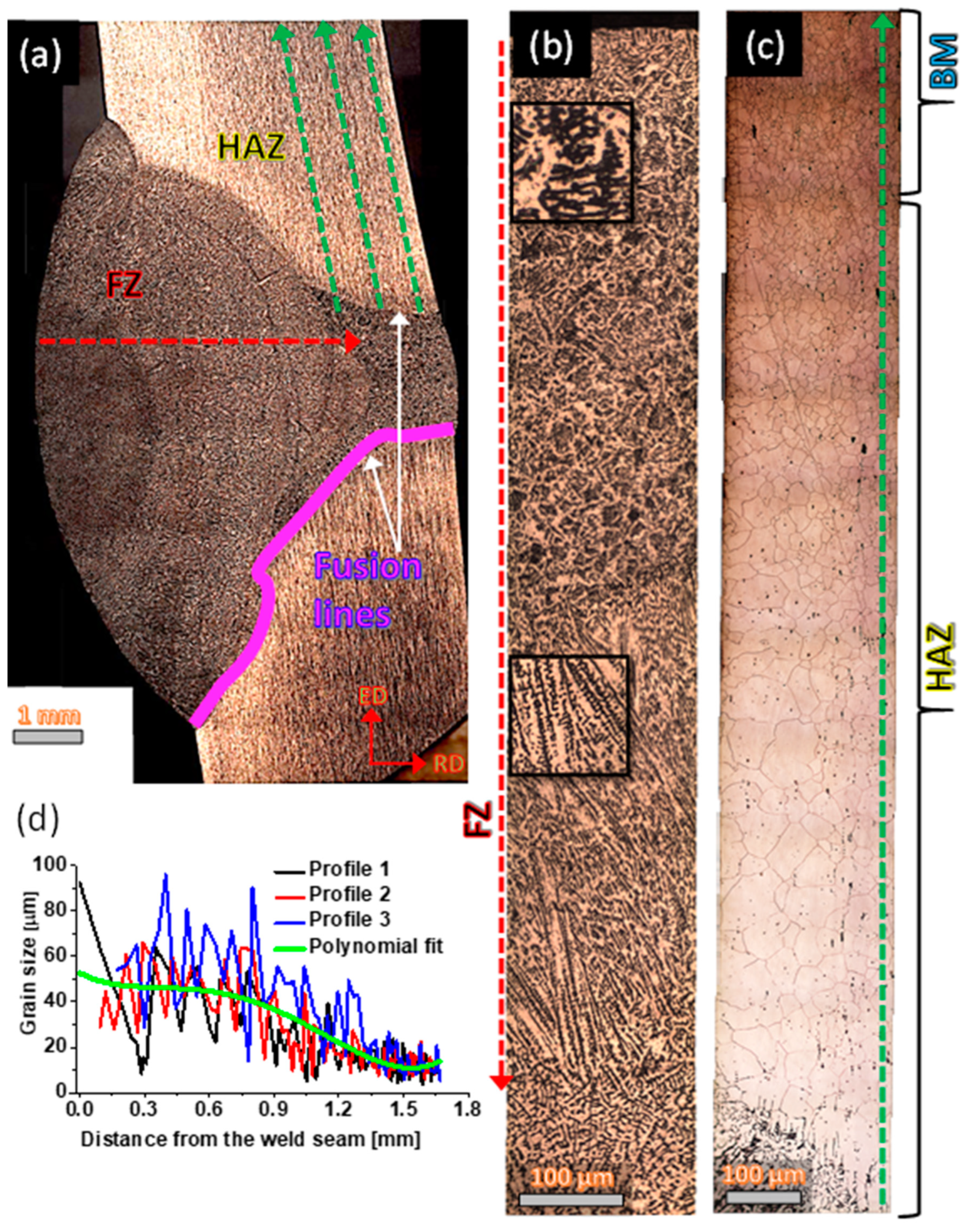
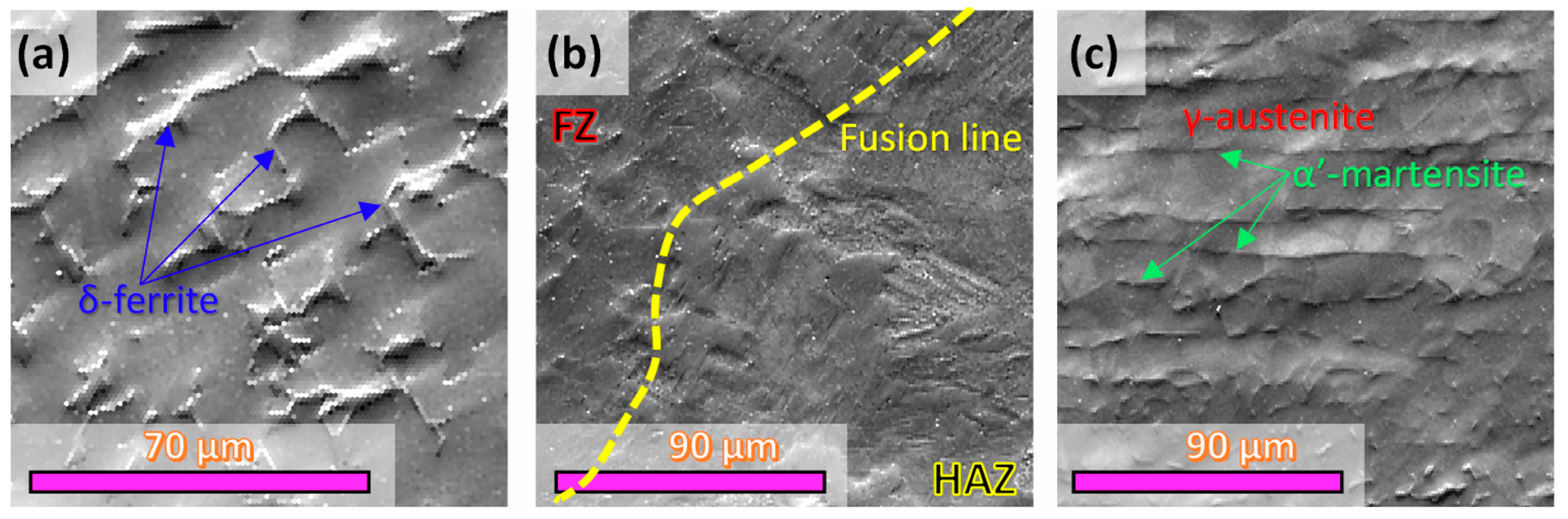
2.2. Microstructure Characterization
2.3. Mechanical Characterization
3. Results and Discussion
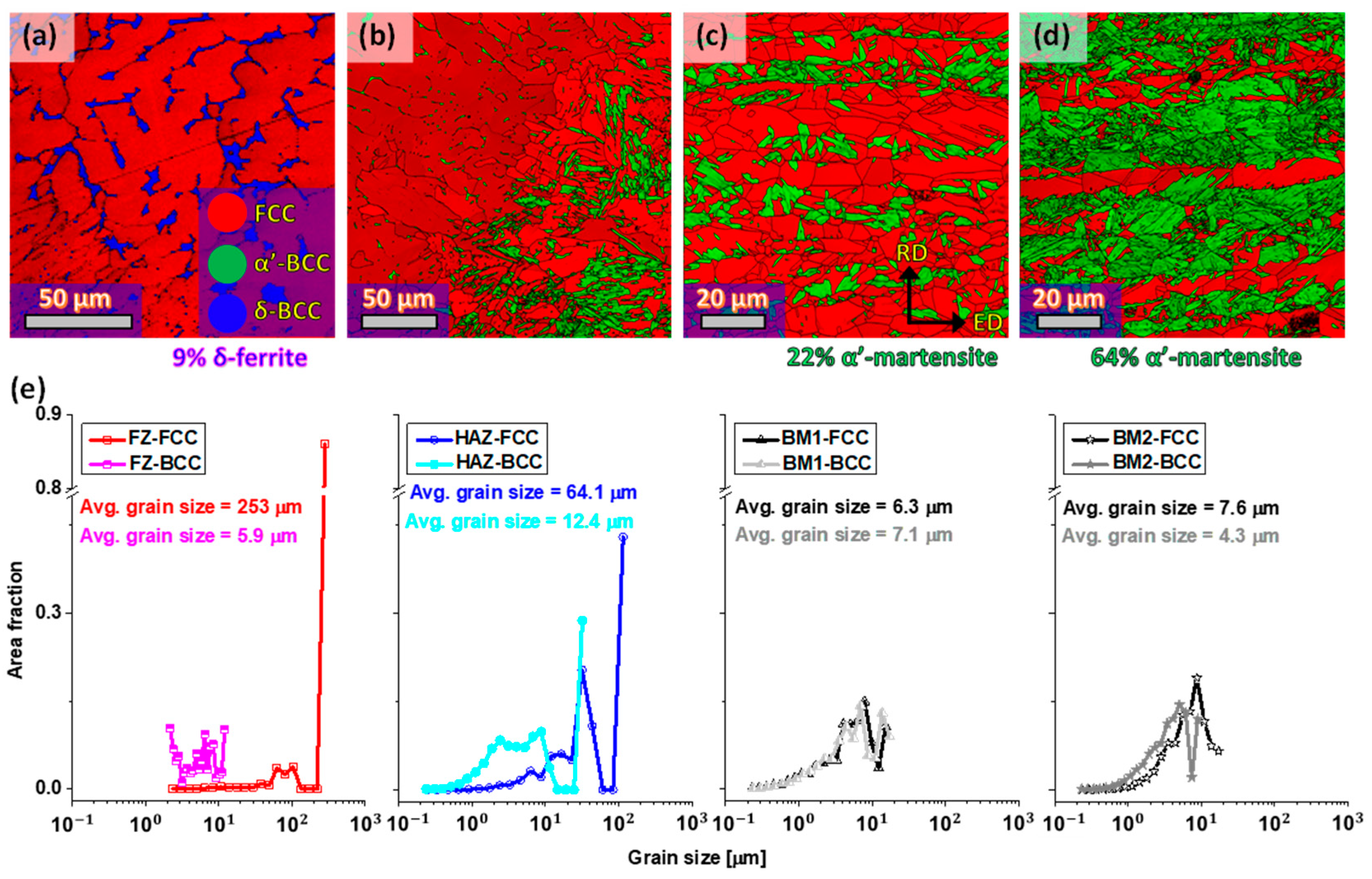
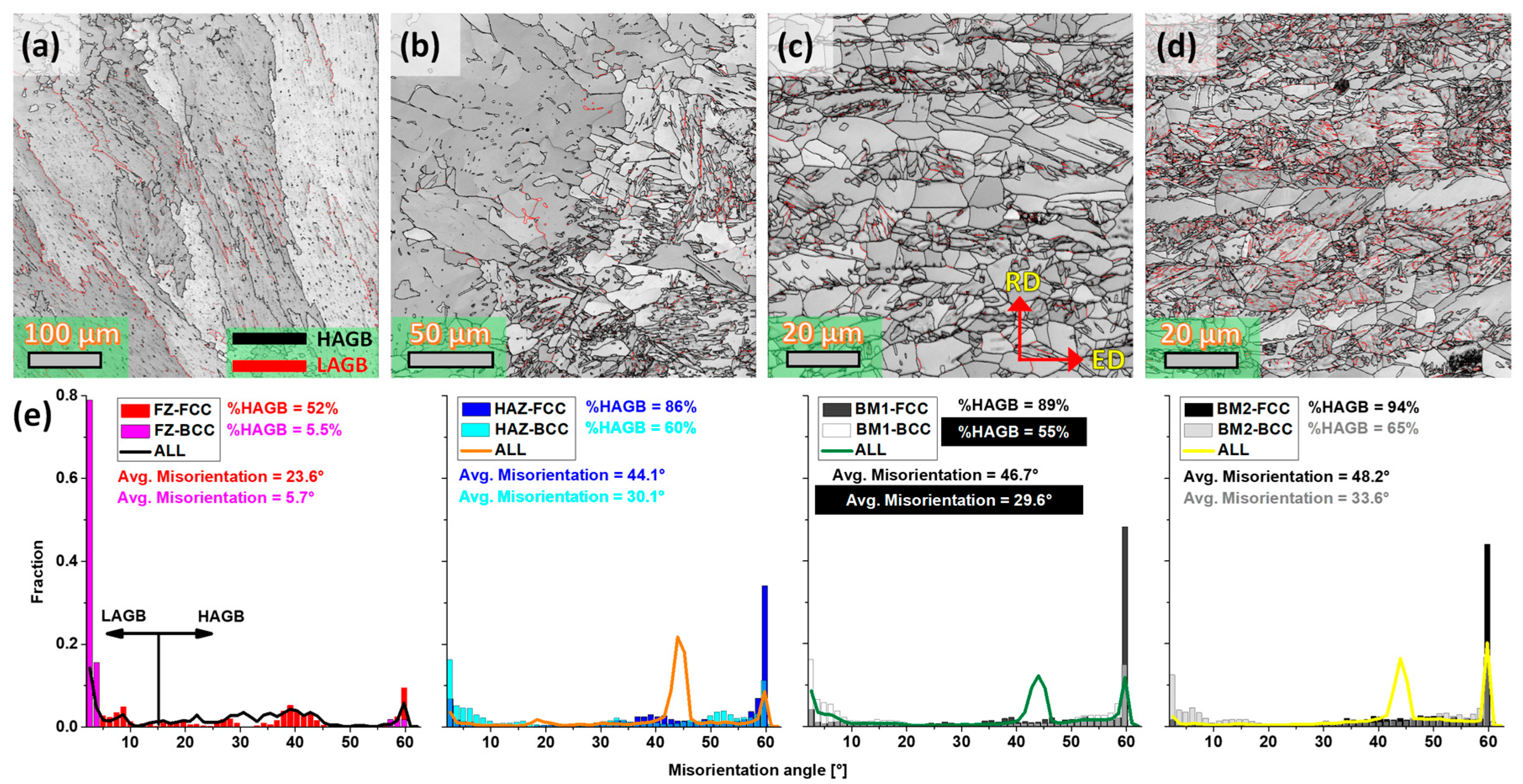
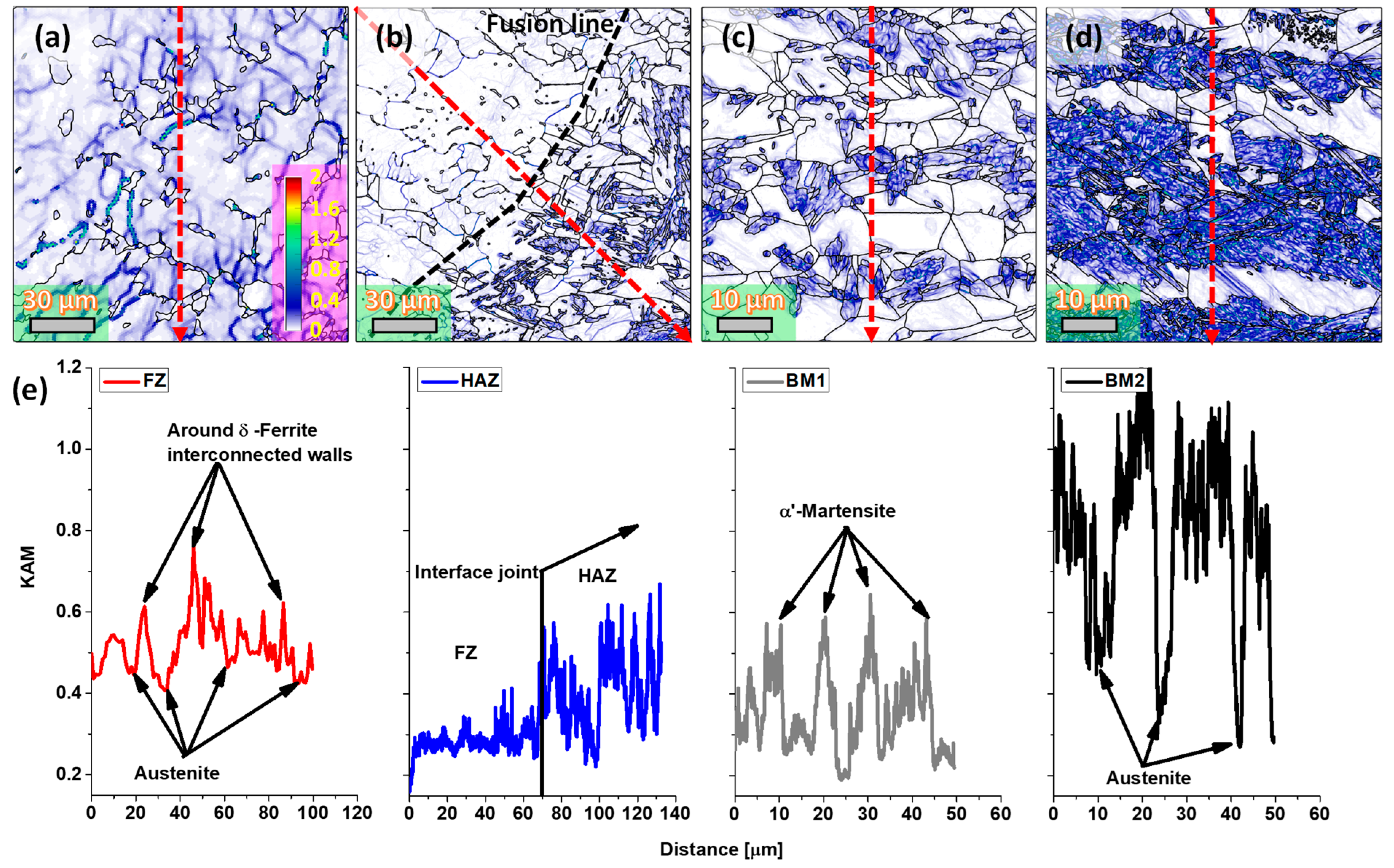
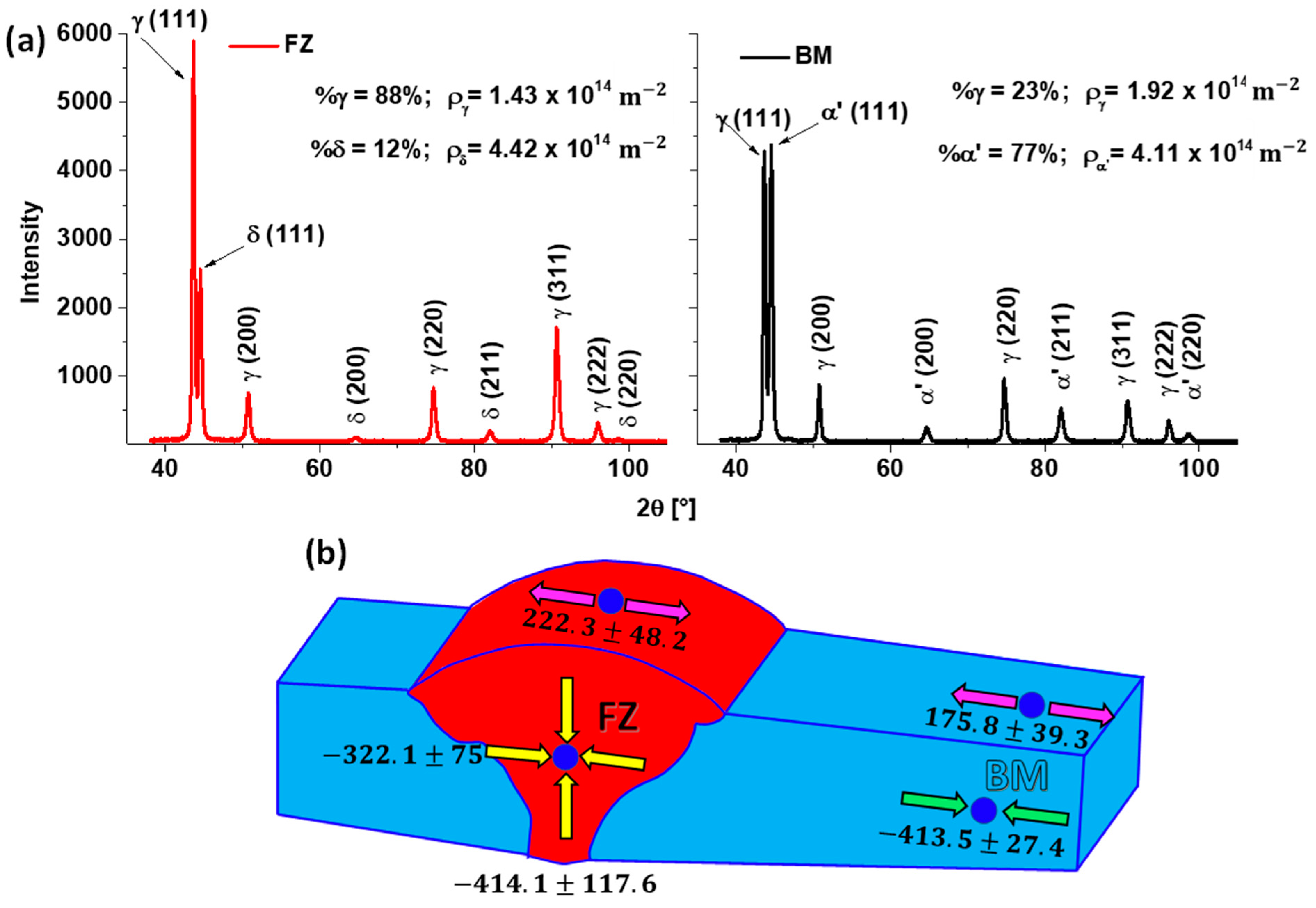
3.1. Microstructure Evolution
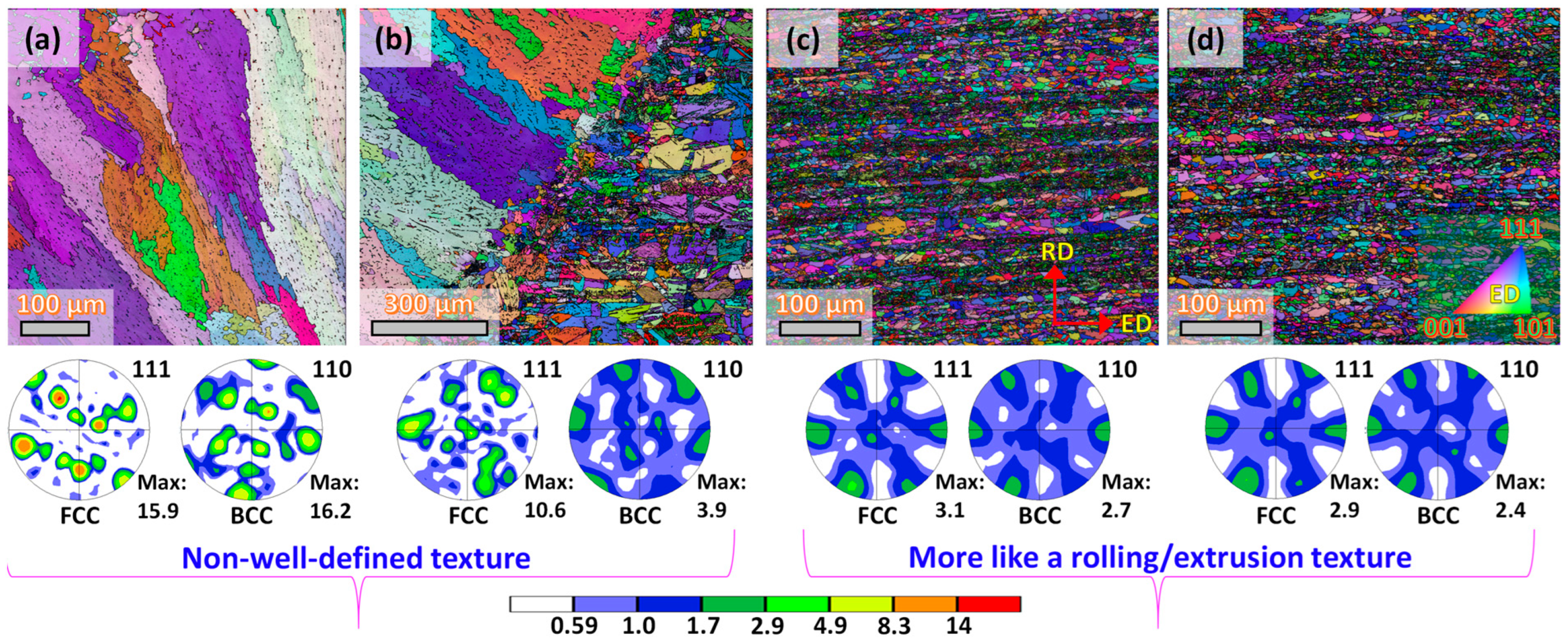
3.2. Texture Heterogeneity
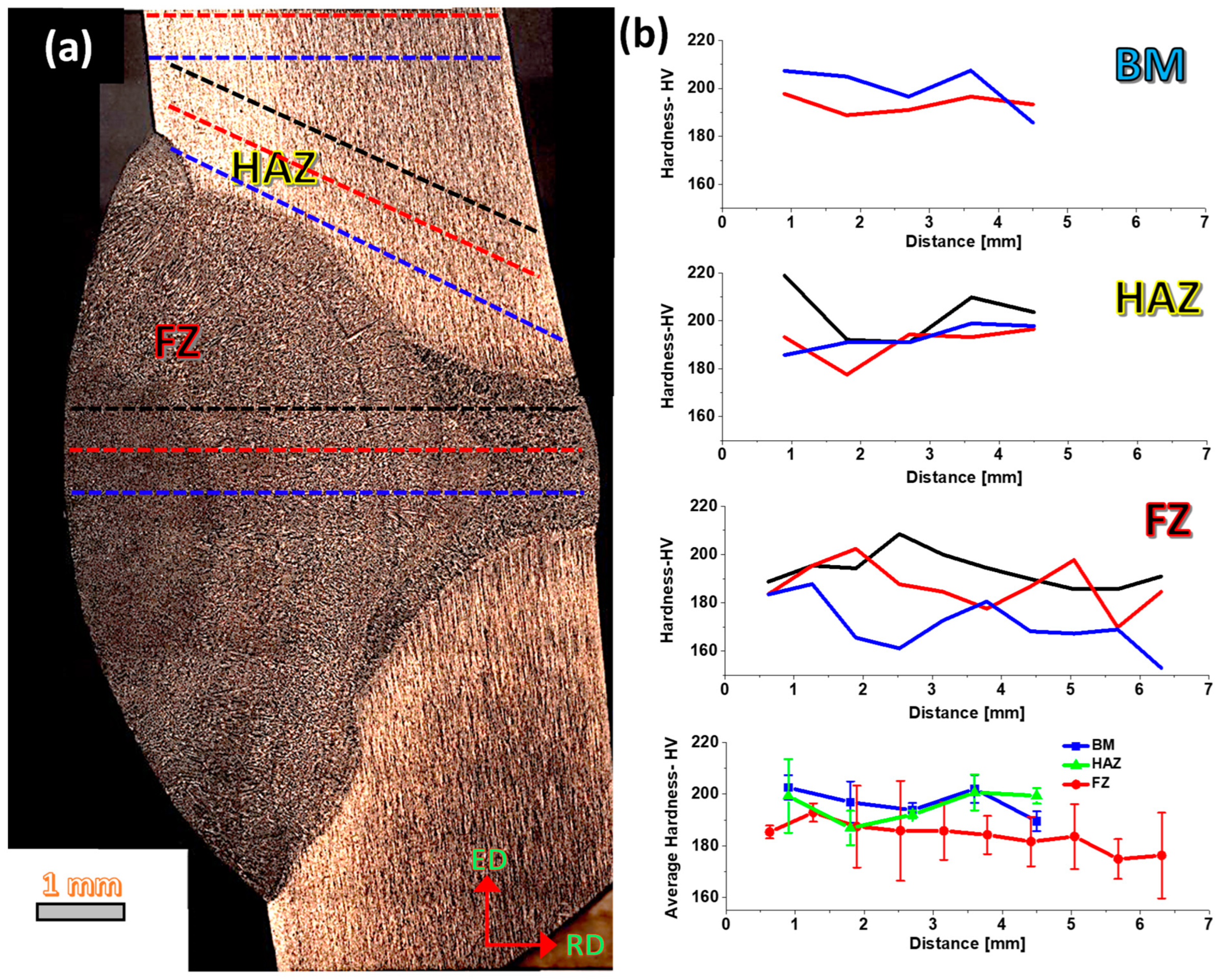
3.3. Hardness Evolution
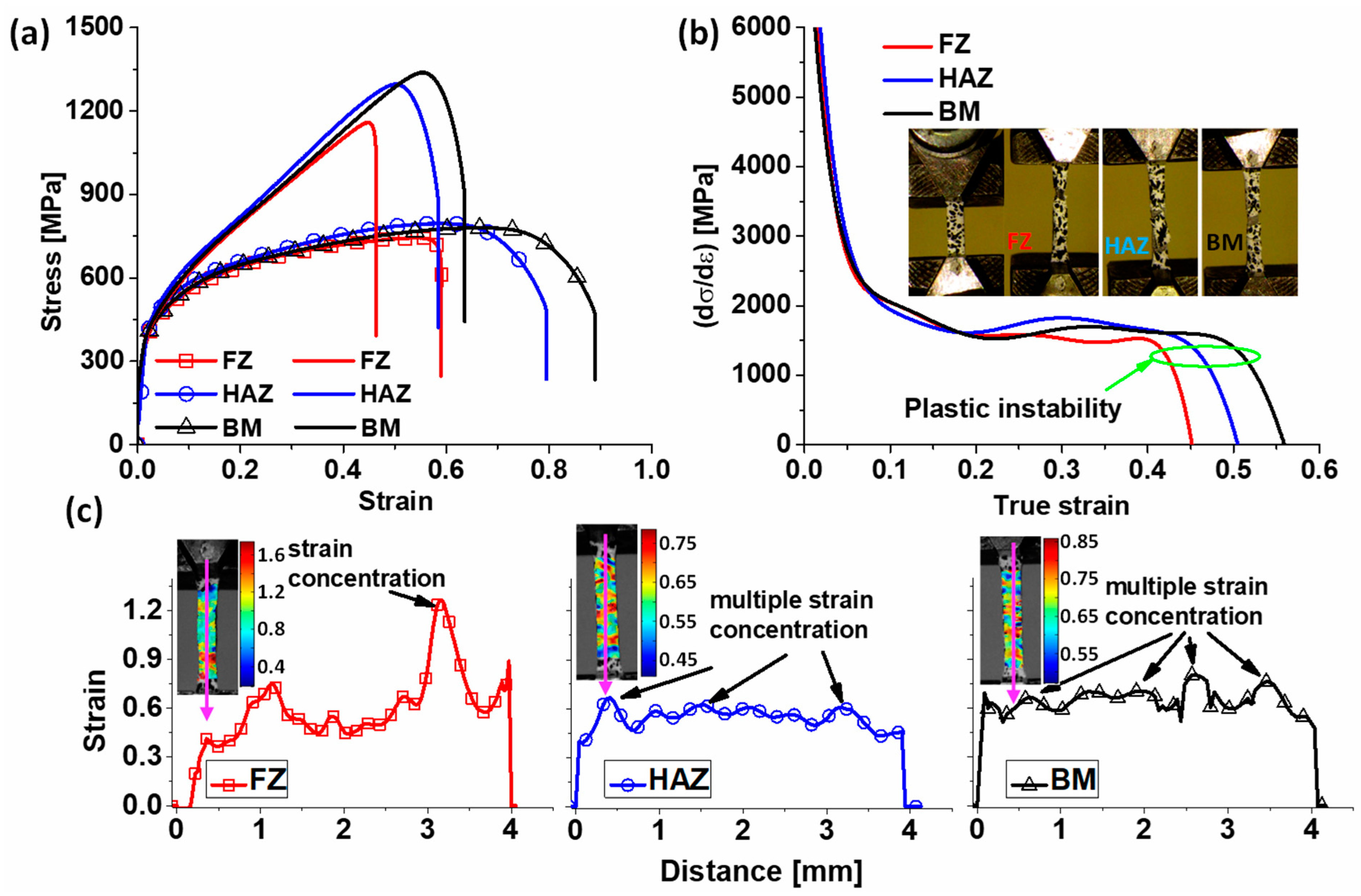
3.4. Plastic Behavior and Internal Stresses
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mohan Kumar, S.; Siva Shanmugam, N. Effect of Heat Input and Weld Chemistry on Mechanical and Microstructural Aspects of Double Side Welded Austenitic Stainless Steel 321 Grade Using Tungsten Inert Gas Arc Welding Process. Materwiss. Werksttech. 2020, 51, 349–367. [Google Scholar] [CrossRef]
- Costanza, G.; Sili, A.; Tata, M.E. Weldability of Austenitic Stainless Steel by Metal Arc Welding with Different Shielding Gas. Procedia Struct. Integr. 2016, 2, 3508–3514. [Google Scholar] [CrossRef] [Green Version]
- Sirohi, S.; Pandey, C.; Goyal, A. Role of Heat-Treatment and Filler on Structure-Property Relationship of Dissimilar Welded Joint of P22 and F69 Steel. Fusion Eng. Des. 2020, 159, 111935. [Google Scholar] [CrossRef]
- Rathod, D.W. Chapter 4—Comprehensive Analysis of Gas Tungsten Arc Welding Technique for Ni-Base Weld Overlay. In Advanced Welding and Deforming; Paulo Davim, J., Gupta, K., Gupta, K., Paulo Davim, J., Eds.; Handbooks in Advanced Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 105–126. ISBN 978-0-12-822049-8. [Google Scholar]
- Smith, P. Chapter 6—Fabrication, Assembly, and Erection. In The Fundamentals of Piping Design; Smith, P., Ed.; Gulf Publishing Company: Houston, TX, USA, 2007; pp. 171–189. ISBN 978-1-933762-04-3. [Google Scholar]
- Komissarov, A.A.; Sokolov, P.Y.; Tikhonov, S.M.; Sidorova, E.P.; Mishnev, P.A.; Matrosov, M.Y.; Kuznetsov, D. V Production of Low-Carbon Steel Sheet for Oil-Industry Pipe. Steel Transl. 2018, 48, 748–753. [Google Scholar] [CrossRef]
- Chuaiphan, W.; Srijaroenpramong, L. Effect of Hydrogen in Argon Shielding Gas for Welding Stainless Steel Grade SUS 201 by GTA Welding Process. J. Adv. Join. Process. 2020, 1, 100016. [Google Scholar] [CrossRef]
- Zhu, Z.; Ma, X.; Wang, C.; Mi, G.; Zheng, S. The Metallurgical Behaviors and Crystallographic Characteristic on Macro Deformation Mechanism of 316 L Laser-MIG Hybrid Welded Joint. Mater. Des. 2020, 194, 108893. [Google Scholar] [CrossRef]
- Ogawa, T.; Koseki, T. Weldability of Newly Developed Austenitic Alloys for Cryogenic Service: Part 1—Up-to-Date Overview of Welding Technology. Weld. J. 1987, 66, 8–17. [Google Scholar]
- Padilha, A.F.; Rios, P.R. Decomposition of Austenite in Austenitic Stainless Steels. ISIJ Int. 2002, 42, 325–327. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, P.; Li, D.; Li, Y. Investigation of the Evolution of Retained Austenite in Fe–13%Cr–4%Ni Martensitic Stainless Steel during Intercritical Tempering. Mater. Des. 2015, 84, 385–394. [Google Scholar] [CrossRef]
- Yin, Y.; Faulkner, R.; Starr, F. 5—Austenitic Steels and Alloys for Power Plants. In Structural Alloys for Power Plants; Shirzadi, A., Jackson, S., Eds.; Woodhead Publishing Series in Energy; Woodhead Publishing: Sawston, UK, 2014; pp. 105–152. ISBN 978-0-85709-238-0. [Google Scholar]
- Was, G.S.; Ukai, S. Chapter 8—Austenitic Stainless Steels. In Structural Alloys for Nuclear Energy Applications; Odette, G.R., Zinkle, S.J., Eds.; Elsevier: Boston, MA, USA, 2019; pp. 293–347. ISBN 978-0-12-397046-6. [Google Scholar]
- Michler, T. Austenitic Stainless Steels. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2016; ISBN 978-0-12-803581-8. [Google Scholar]
- Tedmon, C.S.; Vermilyea, D.A.; Rosolowski, J.H. Intergranular Corrosion of Austenitic Stainless Steel. J. Electrochem. Soc. 1971, 118, 192. [Google Scholar] [CrossRef]
- Fregonese, M.; Idrissi, H.; Mazille, H.; Renaud, L.; Cetre, Y. Initiation and Propagation Steps in Pitting Corrosion of Austenitic Stainless Steels: Monitoring by Acoustic Emission. Corros. Sci. 2001, 43, 627–641. [Google Scholar] [CrossRef]
- Kain, V. 5—Stress Corrosion Cracking (SCC) in Stainless Steels. In Stress Corrosion Cracking; Raja, V.S., Shoji, T., Eds.; Woodhead Publishing Series in Metals and Surface Engineering; Woodhead Publishing: Sawston, UK, 2011; pp. 199–244. ISBN 978-1-84569-673-3. [Google Scholar]
- Böhner, A.; Niendorf, T.; Amberger, D.; Höppel, H.W.; Göken, M.; Maier, H.J. Martensitic Transformation in Ultrafine-Grained Stainless Steel AISI 304L Under Monotonic and Cyclic Loading. Metals 2012, 2, 56–64. [Google Scholar] [CrossRef] [Green Version]
- Hamada, A.S.; Karjalainen, L.P.; Surya, P.K.C.V.; Misra, R.D.K. Fatigue Behavior of Ultrafine-Grained and Coarse-Grained Cr–Ni Austenitic Stainless Steels. Mater. Sci. Eng. A 2011, 528, 3890–3896. [Google Scholar] [CrossRef]
- Lima, A.S.; Nascimento, A.M.; Abreu, H.F.G.; de Lima-Neto, P. Sensitization Evaluation of the Austenitic Stainless Steel AISI 304L, 316L, 321 and 347. J. Mater. Sci. 2005, 40, 139–144. [Google Scholar] [CrossRef]
- Muthupandi, V.; Bala Srinivasan, P.; Seshadri, S.K.; Sundaresan, S. Effect of Weld Metal Chemistry and Heat Input on the Structure and Properties of Duplex Stainless Steel Welds. Mater. Sci. Eng. A 2003, 358, 9–16. [Google Scholar] [CrossRef]
- Quitzke, C.; Schröder, C.; Mandel, M.; Krüger, L.; Volkova, O.; Wendler, M. Solidification of Plasma TIG-Welded N-Alloyed Austenitic CrMnNi Stainless Steel. Weld. World 2022, 66, 2217–2229. [Google Scholar] [CrossRef]
- Shankar, V.; Gill, T.P.S.; Mannan, S.L.; Sundaresan, S. Solidification Cracking in Austenitic Stainless Steel Welds. Sadhana 2003, 28, 359–382. [Google Scholar] [CrossRef]
- Igathinathane, C.; Pordesimo, L.O.; Columbus, E.P.; Batchelor, W.D.; Methuku, S.R. Shape Identification and Particles Size Distribution from Basic Shape Parameters Using ImageJ. Comput. Electron. Agric. 2008, 63, 168–182. [Google Scholar] [CrossRef]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture Analysis with MTEX–Free and Open Source Software Toolbox. Solid State Phenom. 2010, 160, 63–68. [Google Scholar] [CrossRef] [Green Version]
- Muñoz, J.A.; Komissarov, A. Back Stress and Strength Contributions Evolution of a Heterogeneous Austenitic Stainless Steel Obtained after One Pass by Equal Channel Angular Sheet Extrusion (ECASE). Int. J. Adv. Manuf. Technol. 2020, 109, 607–617. [Google Scholar] [CrossRef]
- De, A.K.; Murdock, D.C.; Mataya, M.C.; Speer, J.G.; Matlock, D.K. Quantitative Measurement of Deformation-Induced Martensite in 304 Stainless Steel by X-Ray Diffraction. Scr. Mater. 2004, 50, 1445–1449. [Google Scholar] [CrossRef]
- Lutterotti, L.; Matthies, S.; Wenk, H.R. MAUD (Material Analysis Using Diffraction): A User Friendly Java Program for Rietveld Texture Analysis and More. In Proceedings of the Twelfth International Conference on Textures of Materials (ICOTOM-12), Montreal, QC, Canada, 9–13 August 1999; NRC Research Press: Ottawa, ON, Canada, 1999; p. 1599. [Google Scholar]
- Zhao, Y.H.; Sheng, H.W.; Lu, K. Microstructure Evolution and Thermal Properties in Nanocrystalline Fe during Mechanical Attrition. Acta Mater. 2001, 49, 365–375. [Google Scholar] [CrossRef]
- Ghani, A.F.A.; Ali, M.B.; Dharmalingam, S.; Mahmud, J. Digital Image Correlation (DIC) Technique in Measuring Strain Using Opensource Platform Ncorr. J. Adv. Res. Appl. Mech. 2016, 26, 10–21. [Google Scholar] [CrossRef]
- Ostovan, F.; Shafiei, E.; Toozandehjani, M.; Mohamed, I.F.; Soltani, M. On the Role of Molybdenum on the Microstructural, Mechanical and Corrosion Properties of the GTAW AISI 316 Stainless Steel Welds. J. Mater. Res. Technol. 2021, 13, 2115–2125. [Google Scholar] [CrossRef]
- Yazdian, N.; Mohammadpour, M.; Razavi, R.; Kovacevic, R. Hybrid Laser/Arc Welding of 304L Stainless Steel Tubes, Part 2–Effect of Filler Wires on Microstructure and Corrosion Behavior. Int. J. Press. Vessel. Pip. 2018, 163, 45–54. [Google Scholar] [CrossRef]
- Shen, Y.F.; Li, X.X.; Sun, X.; Wang, Y.D.; Zuo, L. Twinning and Martensite in a 304 Austenitic Stainless Steel. Mater. Sci. Eng. A 2012, 552, 514–522. [Google Scholar] [CrossRef]
- Suutala, N.; Takalo, T.; Moisio, T. The Relationship between Solidification and Microstructure in Austenitic and Austenitic-Ferritic Stainless Steel Welds. Metall. Trans. A 1979, 10, 512–514. [Google Scholar] [CrossRef]
- Lu, B.T.; Chen, Z.K.; Luo, J.L.; Patchett, B.M.; Xu, Z.H. Pitting and Stress Corrosion Cracking Behavior in Welded Austenitic Stainless Steel. Electrochim. Acta 2005, 50, 1391–1403. [Google Scholar] [CrossRef]
- Schramm, R.E.; Reed, R.P. Stacking Fault Energies of Seven Commercial Austenitic Stainless Steels. Metall. Trans. A 1975, 6, 1345. [Google Scholar] [CrossRef]
- Allain, S.; Chateau, J.-P.; Bouaziz, O. A Physical Model of the Twinning-Induced Plasticity Effect in a High Manganese Austenitic Steel. Mater. Sci. Eng. A 2004, 387–389, 143–147. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Komissarov, A.; Avalos, M.; Bolmaro, R.E. Mechanical and Microstructural Behavior of a Heterogeneous Austenitic Stainless Steel Processed by Equal Channel Angular Sheet Extrusion (ECASE). Mater. Sci. Eng. A 2020, 792, 139779. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Komissarov, A.; Mejía, I.; Hernández-Belmontes, H.; Cabrera, J.-M. Characterization of the Gas Tungsten Arc Welding (GTAW) Joint of Armco Iron Nanostructured by Equal-Channel Angular Pressing (ECAP). J. Mater. Process. Technol. 2021, 288, 116902. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Cobos, O.F.H.; M’Doihoma, R.; Avalos, M.; Bolmaro, R.E. Inducing Heterogeneity in an Austenitic Stainless Steel by Equal Channel Angular Sheet Extrusion (ECASE). J. Mater. Res. Technol. 2019, 8, 2473–2479. [Google Scholar] [CrossRef]
- Nye, J.F. Some Geometrical Relations in Dislocated Crystals. Acta Metall. 1953, 1, 153–162. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Avalos, M.; Schell, N.; Brokmeier, H.G.; Bolmaro, R.E. Comparison of a Low Carbon Steel Processed by Cold Rolling (CR) and Asymmetrical Rolling (ASR): Heterogeneity in Strain Path, Texture, Microstructure and Mechanical Properties. J. Manuf. Process. 2021, 64, 557–575. [Google Scholar] [CrossRef]
- Muñoz, J.A. Geometrically Necessary Dislocations (GNDs) in Iron Processed by Equal Channel Angular Pressing (ECAP). Mater. Lett. 2019, 238, 42–45. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Chand, M.; Signorelli, J.W.; Calvo, J.; Cabrera, J.M. Strengthening of Duplex Stainless Steel Processed by Equal Channel Angular Pressing (ECAP). Int. J. Adv. Manuf. Technol. 2022, 123, 2261–2278. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Schwedt, A.; Goravanchi, P.; Prahl, U.; Bleck, W. Quantification of the Effect of Transformation-Induced Geometrically Necessary Dislocations on the Flow-Curve Modelling of Dual-Phase Steels. Int. J. Plast. 2013, 43, 128–152. [Google Scholar] [CrossRef]
- Kumar, S.S.S.; Vasanth, M.; Singh, V.; Ghosal, P.; Raghu, T. An Investigation of Microstructural Evolution in 304L Austenitic Stainless Steel Warm Deformed by Cyclic Channel Die Compression. J. Alloys Compd. 2017, 699, 1036–1048. [Google Scholar] [CrossRef]
- Li, J.; Fang, C.; Liu, Y.; Huang, Z.; Wang, S.; Mao, Q.; Li, Y. Deformation Mechanisms of 304L Stainless Steel with Heterogeneous Lamella Structure. Mater. Sci. Eng. A 2019, 742, 409–413. [Google Scholar] [CrossRef]
- Considère, A. Memoire Sur l’emploi Du Fer et de l’acier Dans Les Constructions. Ann. Ponts Chaussées Sem. 1885, 9, 574–775. [Google Scholar]
- Romero-Resendiz, L.; El-Tahawy, M.; Zhang, T.; Rossi, M.C.; Marulanda-Cardona, D.M.; Yang, T.; Amigó-Borrás, V.; Huang, Y.; Mirzadeh, H.; Beyerlein, I.J.; et al. Heterostructured Stainless Steel: Properties, Current Trends, and Future Perspectives. Mater. Sci. Eng. R Rep. 2022, 150, 100691. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A Review of Strain Analysis Using Electron Backscatter Diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar] [CrossRef] [PubMed]
- García-García, V.; Mejía, I.; Hernández-Belmontes, H.; Reyes-Calderón, F.; Benito, J.A.; Cabrera, J.M. Computational Simulation of Thermo-Mechanical Field and Fluid Flow and Their Effect on the Solidification Process in TWIP Steel Welds. J. Manuf. Process. 2022, 84, 100–120. [Google Scholar] [CrossRef]
- Ishigami, A.; Roy, M.J.; Walsh, J.N.; Withers, P.J. The Effect of the Weld Fusion Zone Shape on Residual Stress in Submerged Arc Welding. Int. J. Adv. Manuf. Technol. 2017, 90, 3451–3464. [Google Scholar] [CrossRef] [Green Version]
- Ganesh, K.C.; Vasudevan, M.; Balasubramanian, K.R.; Chandrasekhar, N.; Mahadevan, S.; Vasantharaja, P.; Jayakumar, T. Modeling, Prediction and Validation of Thermal Cycles, Residual Stresses and Distortion in Type 316 LN Stainless Steel Weld Joint Made by TIG Welding Process. Procedia Eng. 2014, 86, 767–774. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zone | C | Cr | Mn | Ni | Si | P | S | Fe |
|---|---|---|---|---|---|---|---|---|
| BM | 0.01 | 17.1 | 0.09 | 9.1 | 1.1 | 0.03 | 0.01 | Bal. |
| FM | 0.06 | 18.8 | 1.6 | 9.8 | 1.3 | 0.04 | 0.03 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muñoz, J.A.; Dolgach, E.; Tartalini, V.; Risso, P.; Avalos, M.; Bolmaro, R.; Cabrera, J.M. Microstructural Heterogeneity and Mechanical Properties of a Welded Joint of an Austenitic Stainless Steel. Metals 2023, 13, 245. https://doi.org/10.3390/met13020245
Muñoz JA, Dolgach E, Tartalini V, Risso P, Avalos M, Bolmaro R, Cabrera JM. Microstructural Heterogeneity and Mechanical Properties of a Welded Joint of an Austenitic Stainless Steel. Metals. 2023; 13(2):245. https://doi.org/10.3390/met13020245
Chicago/Turabian StyleMuñoz, Jairo Alberto, Egor Dolgach, Vanina Tartalini, Pablo Risso, Martina Avalos, Raúl Bolmaro, and José María Cabrera. 2023. "Microstructural Heterogeneity and Mechanical Properties of a Welded Joint of an Austenitic Stainless Steel" Metals 13, no. 2: 245. https://doi.org/10.3390/met13020245
APA StyleMuñoz, J. A., Dolgach, E., Tartalini, V., Risso, P., Avalos, M., Bolmaro, R., & Cabrera, J. M. (2023). Microstructural Heterogeneity and Mechanical Properties of a Welded Joint of an Austenitic Stainless Steel. Metals, 13(2), 245. https://doi.org/10.3390/met13020245