
Optimization of the Pressure Resistance Welding Process for Nuclear Fuel Cladding Coupling Experimental and Numerical Approaches


 and
and
Abstract
:1. Introduction
2. Experimental Approach
2.1. Materials and Geometry
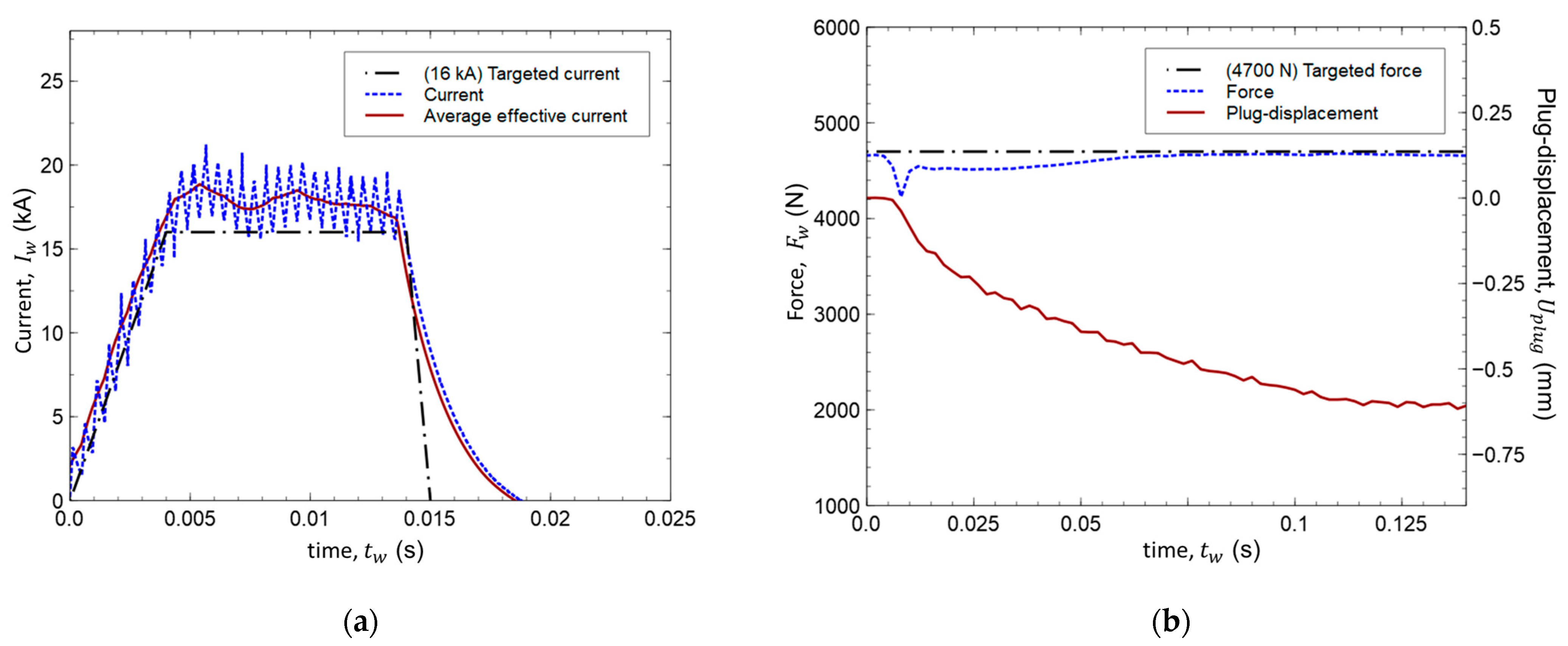
2.2. Pressure Resistance Welding Process
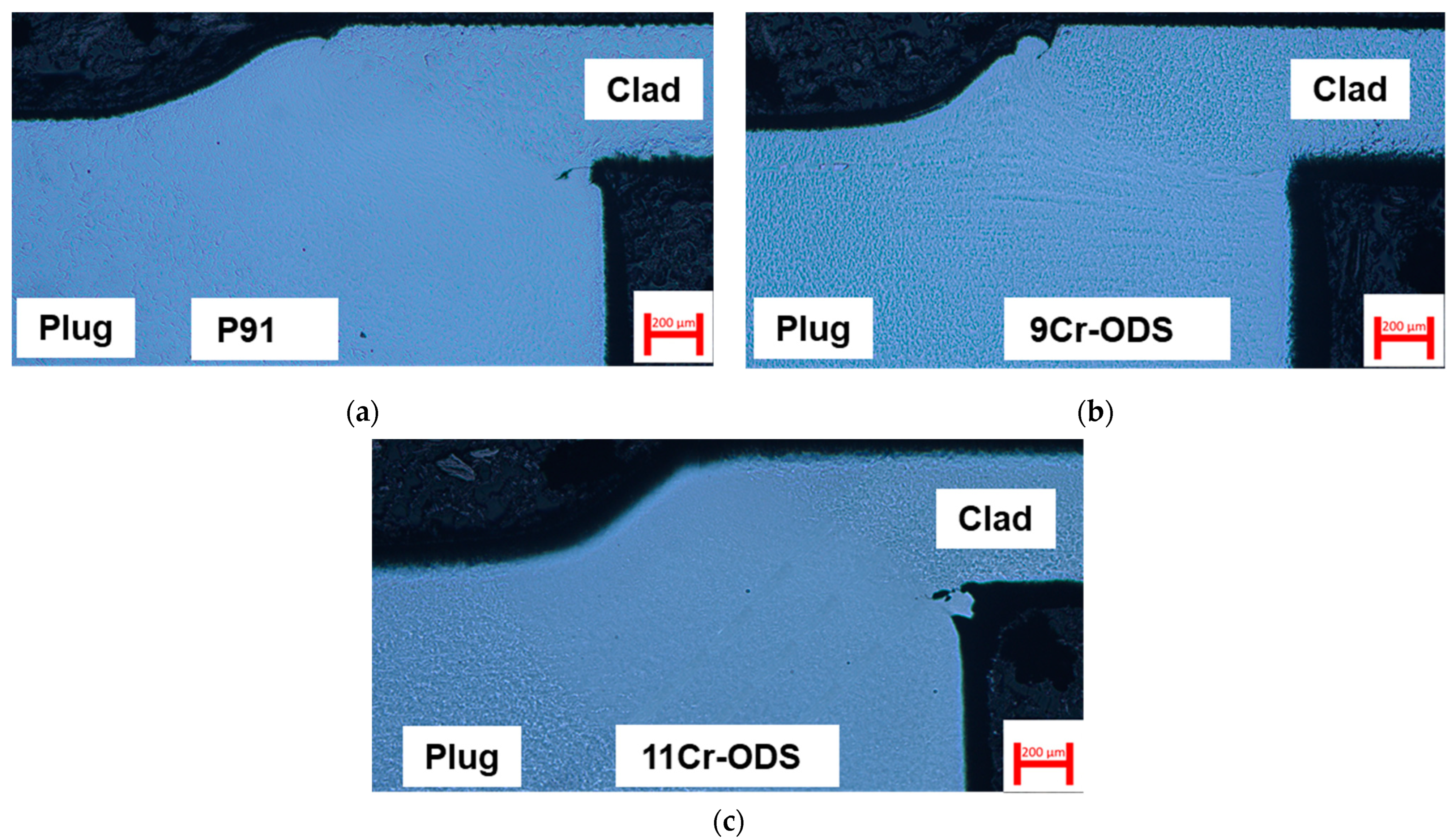
2.3. Weld Characterization
2.4. Experimental Results
3. Numerical Simulation Approach
3.1. Geometry and Mesh
3.2. Electro-Thermo-Mechanical Modeling
3.3. Electro-Thermal Contact Resistance (ECTR) Modeling
3.4. Contact Modeling
3.5. Boundary and Loading and Conditions
3.6. Electric Welding Power Calibration
3.7. Material Properties
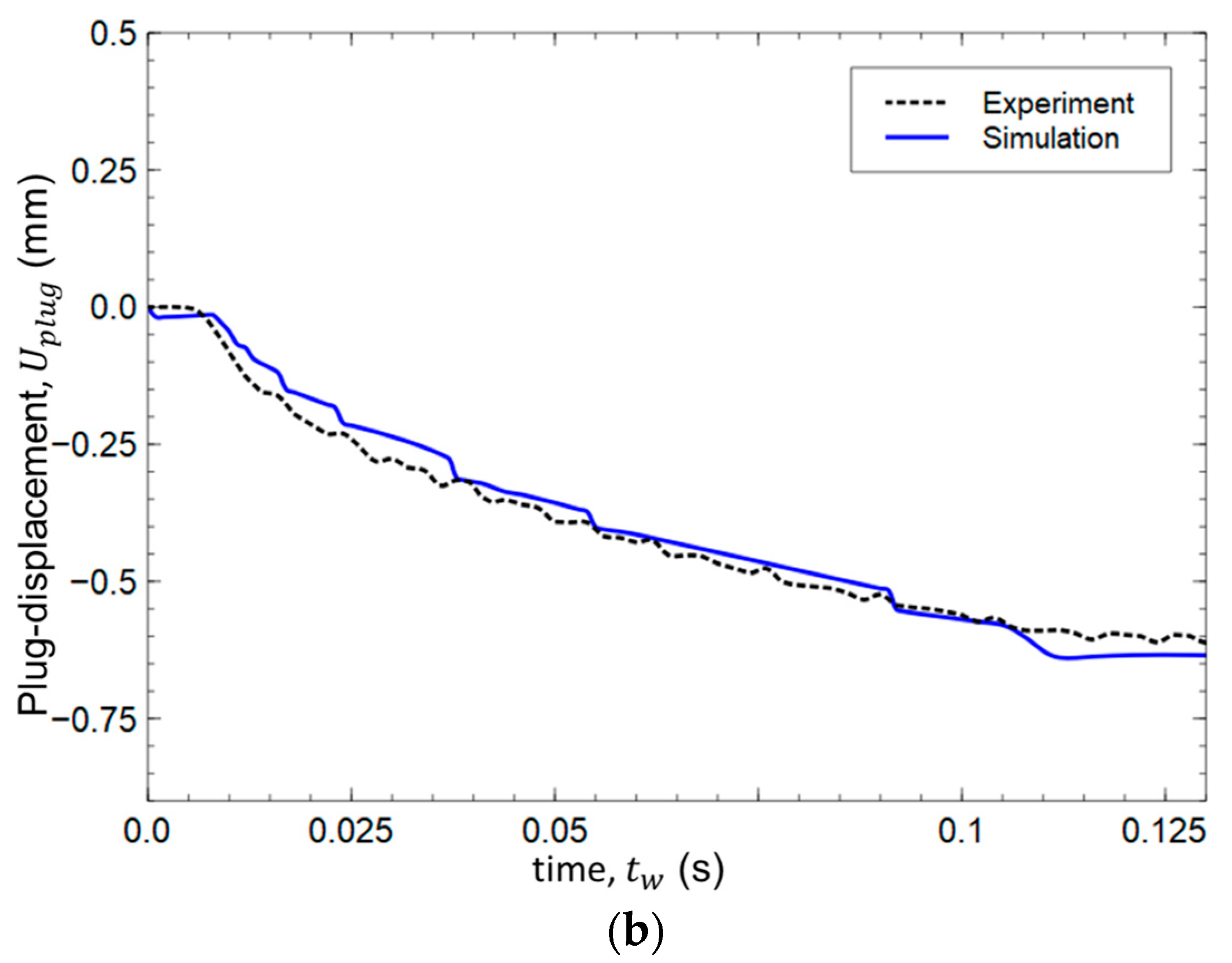
3.8. Model Validation
4. Results and Discussion
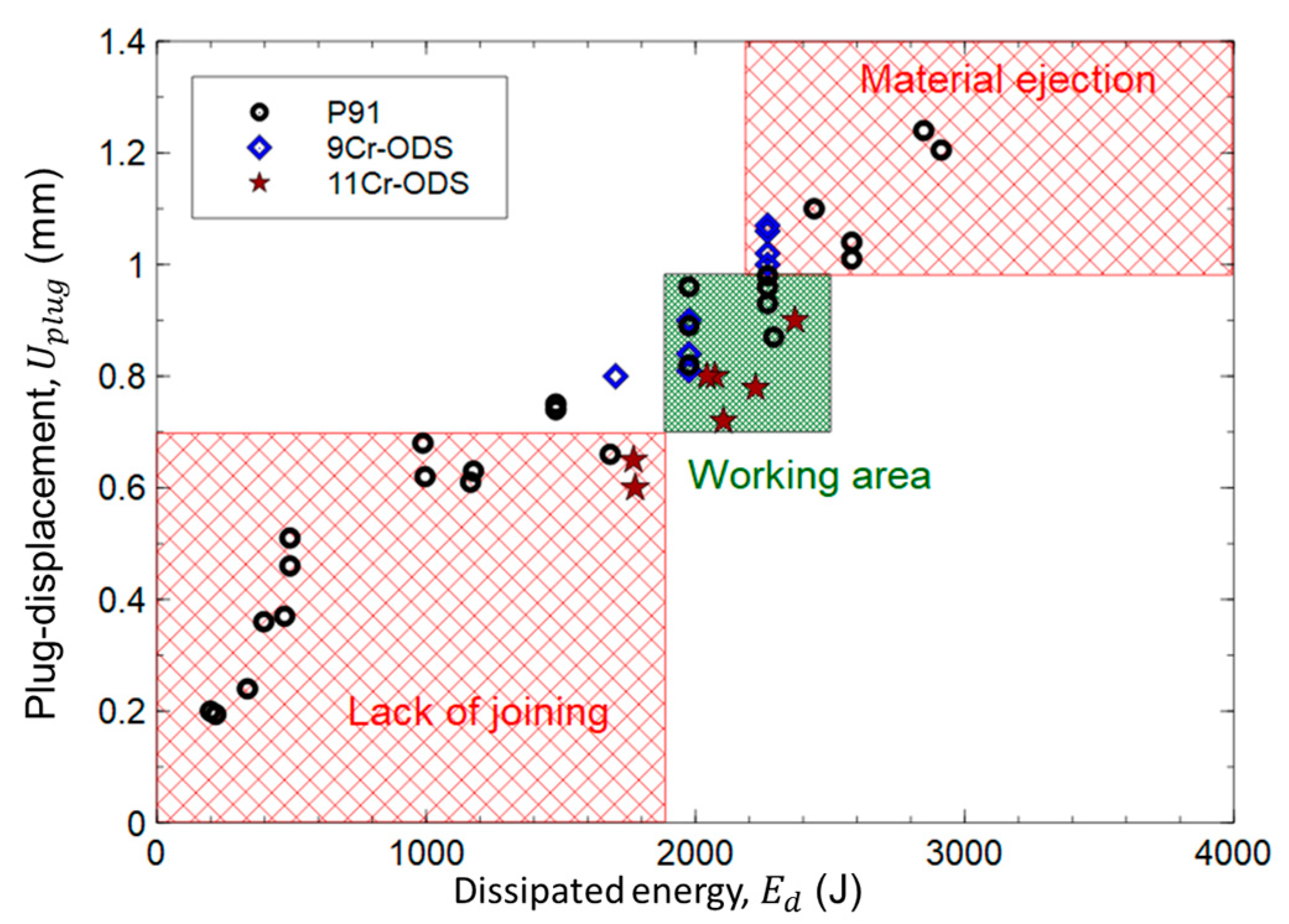
4.1. Influence of the Dissipated Energy on the PWR Process
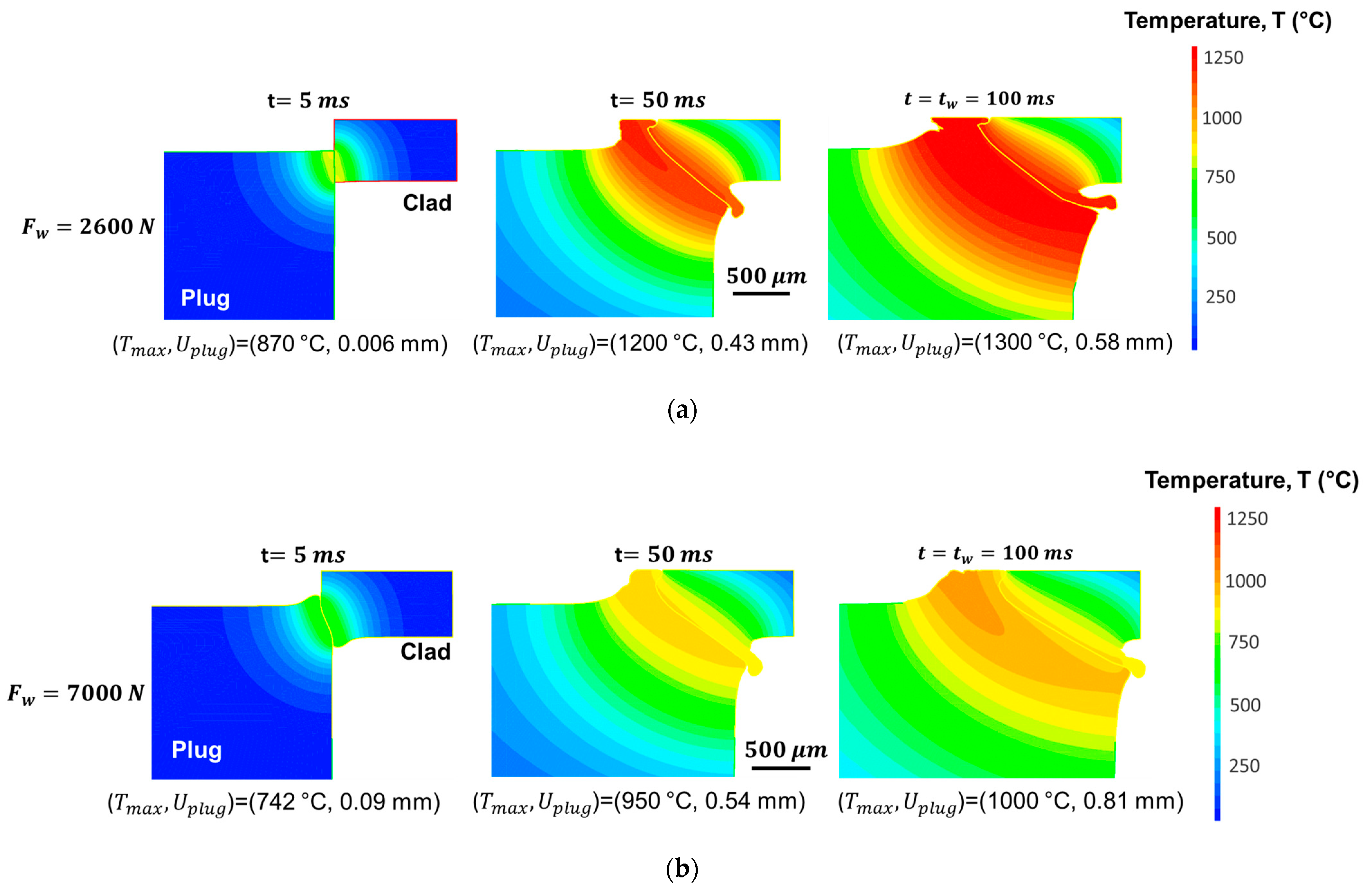
4.2. Influence of the Welding Force
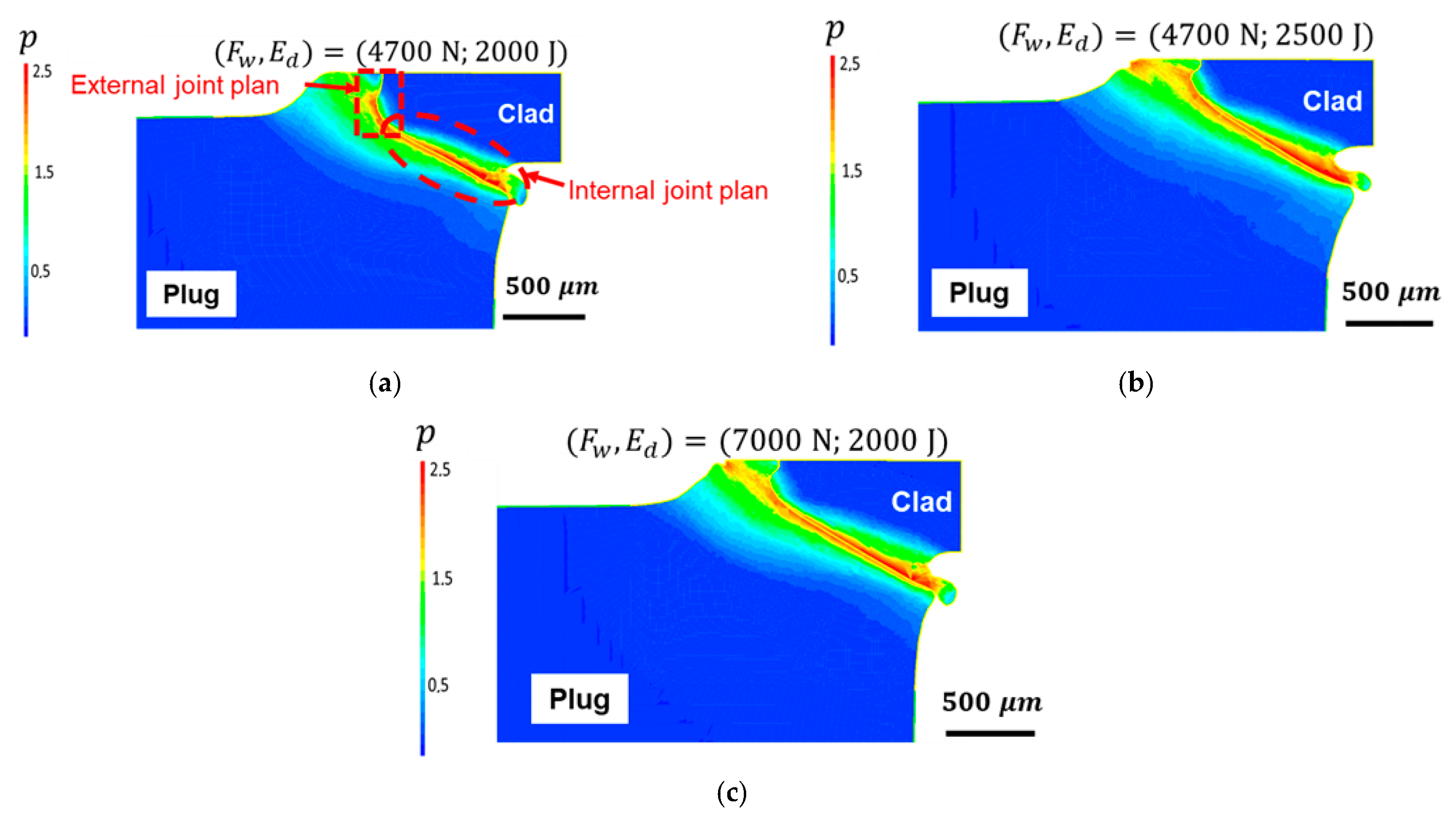
4.3. Optimization of the Joint Plane Shape
5. Conclusions
- (i)
- The dissipated energy was identified as a key parameter controlling the PRW process. In particular, it was shown that, under a fixed load, the plug displacement varies almost linearly as a function of the dissipated energy;
- (ii)
- In the defined working zone, the maximum temperature reached in the weld remains well below the melting temperature. The increase in the value of dissipated energy leads to an increase in the maximum temperature reached in the weld and consequently in the cumulated plastic strain and in the plug-displacement values;
- (iii)
- The decrease of the welding force implies a higher energy input in order to keep constant the quality of the welds. However, this leads to an increase in the maximum temperatures reached during welding and, consequently, to a higher risk of material melting. Meanwhile, increasing the welding force reduces the actual energy required by the process, and as a consequence, the maximum temperatures reached during welding.
- (iv)
- The shape of the joint plane does not significantly depend on the applied process parameters. In order to introduce a sufficient amount of cumulated plastic deformation in the external part of the joint plane, which is confined between the clad-side electrode and the plug, a new geometry of the contact surfaces was proposed and studied numerically. If the plastic deformation is more homogenous on the outer part of the contact surfaces with this new geometry, the level of deformation did not seem sufficient to ensure a good-quality weld.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Governing Equations for the ETM Modeling
- Electrical modeling
- Thermal modeling
- Mechanical modeling
Appendix B. Material Parameters

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 25 | 440 | 2000 | 0.023 | 800 | 216.000 | 1.01 |
| 100 | 440 | 1900 | 0.0223 | 760 | 211.000 | 1.1 |
| 200 | 510 | 1700 | 0.0249 | 720 | 205.000 | 1.17 |
| 300 | 560 | 1510 | 0.0263 | 680 | 190.000 | 1.24 |
| 400 | 600 | 1350 | 0.0265 | 650 | 180.000 | 1.31 |
| 500 | 680 | 1200 | 0.0274 | 600 | 160.000 | 1.39 |
| 700 | 950 | 1000 | 0.0257 | 280 | 150.000 | 1.53 |
| 800 | 780 | 900 | 0.0253 | 200 | 115.000 | 1.6 |
| 900 | 680 | 850 | 0.029 | 180 | 115.000 | 2.4 |
| 1000 | 620 | 800 | 0.0265 | 50 | 114.000 | 2.4 |
| 1100 | 640 | 760 | 0.0273 | 10 | 90.000 | 1.01 |
| 1450 | 795 | 606 | 0.0328 | 5 | 30.000 | 1.1 |
References
- Oksiuta, Z.; Olier, P.; de Carlan, Y.; Baluc, N. Development and characterisation of a new ODS ferritic steel for fusion reactor application. J. Nucl. Mater. 2009, 393, 114–119. [Google Scholar] [CrossRef]
- Ukai, S.; Fujiwara, M. Perspective of ODS alloys application in nuclear environments. J. Nucl. Mater. 2002, 307–311, 749–757. [Google Scholar] [CrossRef]
- De Carlan, Y.; Bechade, J.-L.; Dubuisson, P.; Seran, J.-L.; Billot, P.; Bougault, A.; Cozzika, T.; Doriot, S.; Hamon, D.; Henry, J.; et al. CEA developments of new ferritic ODS alloys for nuclear applications. J. Nucl. Mater. 2009, 386–388, 430–432. [Google Scholar] [CrossRef]
- Ukai, S.; Ohtsuka, S.; Kaito, T.; Sakasegawa, H.; Chikata, N.; Hayashi, S.; Ohnuki, S. High-temperature strength characterization of advanced 9Cr-ODS ferritic steels. Mater. Sci. Eng. A 2009, 510–511, 115–120. [Google Scholar] [CrossRef]
- Huet, J.-J. Preparation and properties of oxide dispersion-strengthened ferritic alloys. Met. Powder Rep. 1985, 40, 155–158. [Google Scholar]
- Toualbi, L.; Cayron, C.; Olier, P.; Logé, R.; de Carlan, Y. Relationships between mechanical behavior and microstructural evolutions in Fe 9Cr–ODS during the fabrication route of SFR cladding tubes. J. Nucl. Mater. 2013, 442, 410–416. [Google Scholar] [CrossRef]
- Narita, T.; Ukai, S.; Kaito, T.; Ohtsuka, S.; Kobayashi, T. Development of two-step softening heat treatment for manufacturing 12Cr--ODS ferritic steel tubes. J. Nucl. Sci. Technol. 2004, 41, 1008–1012. [Google Scholar] [CrossRef]
- Karch, A.; Sornin, D.; Barcelo, F.; Bosonnet, S.; de Carlan, Y.; Logé, R. Microstructural characterizations of 14Cr ODS ferritic steels subjected to hot torsion. J. Nucl. Mater. 2015, 459, 53–61. [Google Scholar] [CrossRef]
- Singh, R.; Prakash, U.; Kumar, D.; Laha, K. Nano oxide particles in 18Cr oxide dispersion strengthened (ODS) steels with high yttria contents. Mater. Charact. 2022, 189, 111936. [Google Scholar] [CrossRef]
- Sun, D.; Liang, C.; Shang, J.; Yin, J.; Song, Y.; Li, W.; Liang, T.; Zhang, X. Effect of Y2O3 contents on oxidation resistance at 1150 °C and mechanical properties at room temperature of ODS Ni-20Cr-5Al alloy. Appl. Surf. Sci. 2016, 385, 587–596. [Google Scholar] [CrossRef]
- Molian, P.A.; Yang, Y.M.; Patnaik, P.C. Laser welding of oxide dispersion-strengthened alloy MA754. J. Mater. Sci. 1992, 27, 2687–2694. [Google Scholar] [CrossRef]
- Lindau, R.; Klimenkov, M.; Jäntsch, U.; Möslang, A.; Commin, L. Mechanical and microstructural characterization of electron beam welded reduced activation oxide dispersion strengthened—eurofer steel. J. Nucl. Mater. 2011, 416, 22–29. [Google Scholar] [CrossRef]
- Le Gloannec, B.; Doyen, O.; Pouvreau, C.; Doghri, A.; Poulon-Quintin, A. Numerical simulation of resistance upset welding in rod to tube configuration with contact resistance determination. J. Mater. Process. Technol. 2016, 238, 409–422. [Google Scholar] [CrossRef]
- Corpace, F.; Monnier, A.; Grall, J.; Manaud, J.-P.; Lahaye, M.; Poulon-Quintin, A. Resistance upset welding of ODS steel fuel claddings—evaluation of a process parameter range based on metallurgical observations. Metals 2017, 7, 333. [Google Scholar] [CrossRef] [Green Version]
- De Burbure, S. Resistance butt welding of dispersion-hardened ferritic steels. In Proceedings of the Advances in Welding Processes 3rd International Conference, Harrogate, UK, 7–9 May 1974; pp. 7–9. [Google Scholar]
- Seki, M.; Hirako, K.; Kono, S.; Kihara, Y.; Kaito, T.; Ukai, S. Pressurized resistance welding technology development in 9Cr-ODS martensitic steels. J. Nucl. Mater. 2004, 329–333, 1534–1538. [Google Scholar] [CrossRef]
- Doyen, O.; Gloannec, B.L.; Deschamps, A.; Geuser, F.D.; Pouvreau, C.; Poulon-Quintin, A. Ferritic and martensitic ODS steel resistance upset welding of fuel claddings: Weldability assessment and metallurgical effects. J. Nucl. Mater. 2019, 518, 326–333. [Google Scholar] [CrossRef]
- Jerred, N.; Zirker, L.; Charit, I.; Cole, J.; Frary, M.; Butt, D.; Meyer, M.; Murty, K.L. Pressure Resistance Welding of High Temperature Metallic Materials; Idaho National Laboratory (INL): Idaho Falls, ID, USA, 2010. [Google Scholar]
- Goncalves, D. CEA Internal Report (Private Communication). 2020. [Google Scholar]
- Lienert, T.J.; Lear, C.R.; Steckley, T.E.; Lindamood, L.R.; Gould, J.E.; Maloy, S.A.; Eftink, B.P. Projection-capacitor discharge resistance welding of 430 stainless steel and 14YWT. J. Manuf. Process. 2022, 75, 1189–1201. [Google Scholar] [CrossRef]
- Zirker, L.R.; Bottcher, J.H.; Shikakura, S.; Tsai, C.L.; Hamilton, M.L. Fabrication of Oxide Dispersion Strengthened Ferritic Clad Fuel Pins; Argonne National Lab.: Lemont, IL, USA, 1991. [Google Scholar]
- Corpace, F. Soudage par Résistance du Gainage Combustible ODS d’un Réacteur Nucléaire de 4ème Génération. Ph.D. Thesis, Université Sciences et Technologies—bordeaux I, Bordeaux, France, 2011. [Google Scholar]
- Corpace, F.; Monnier, A.; Poulon Quintin, A.; Manaud, J.-P. Resistance upset welding of an ODS steel fuel cladding—identification of the thermal and mechanical phenomena using a numerical simulation. Mater. Et Tech. 2012, 100, 291–298. [Google Scholar] [CrossRef]
- Le Gloannec, B. Modifications Microstructurales sous Sollicitations Thermomécaniques Sévères: Application au Soudage par Résistance des Gaines de Combustibles en Aciers ODS. Ph.D. Thesis, Université de Bordeaux, Bordeaux, France, 2016. [Google Scholar]
- Feng, G.; Lin, J.; Yang, J.; Liang, Z.; Lu, L.; Lei, Y.; Fu, H. Numerical modeling of pressure resistance welding of zirconium alloy tube-end plug joint. Int. J. Adv. Manuf. Technol. 2022, 121, 3337–3350. [Google Scholar] [CrossRef]
- Toualbi, L. Optimisation de la Gamme de Fabrication de Tubes en Acier Renforcés par une Dispersion Nanométrique D’oxydes (ODS): Compréhension des Relations Microstructures/Propriétés Mécaniques. Ph.D. Thesis, Ecole Nationale Supérieure des Mines de Paris, Paris, France, 2012. [Google Scholar]
- Toualbi, L.; Cayron, C.; Olier, P.; Malaplate, J.; Praud, M.; Mathon, M.-H.; Bossu, D.; Rouesne, E.; Montani, A.; Logé, R.; et al. Assessment of a new fabrication route for Fe–9Cr–1W ODS cladding tubes. J. Nucl. Mater. 2012, 428, 47–53. [Google Scholar] [CrossRef] [Green Version]
- Cast3M CEA Software Cast3M. Available online: http://www-cast3m.cea.fr (accessed on 19 December 2022).
- Monnier, A.; Froidurot, B.; Jarrige, C.; Meyer, R.; Teste, P. A coupled-field simulation of an electrical contact during resistance welding. In Proceedings of the Electrical Contacts—The 52nd IEEE Holm Conference on Electrical Contacts, Montreal, QC, Canada, 25–27 September 2006; pp. 95–102. [Google Scholar]
- Biele, L.; Schaaf, P.; Schmid, F. Method for contact resistance determination of copper during fast temperature changes. J. Mater. Sci. 2021, 56, 3827–3845. [Google Scholar] [CrossRef]
- Ukai, S.; Ohtsuka, S.; Kaito, T.; de Carlan, Y.; Ribis, J.; Malaplate, J. Oxide dispersion-strengthened/ferrite-martensite steels as core materials for generation IV nuclear reactors. In Structural Materials for Generation IV Nuclear Reactors; Yvon, P., Ed.; Woodhead Publishing: Sawston, Cambridge, UK, 2017; pp. 357–414. ISBN 978-0-08-100906-2. [Google Scholar]
- Sornin, D.; Ehrnstén, U.; Mozzani, N.; Rantala, J.; Walter, M.; Hobt, A.; Aktaa, J.; Oñorbe, E.; Hernandez-Mayoral, M.; Ulbricht, A.; et al. Creep properties of 9Cr and 14Cr ODS tubes tested by inner gas pressure. Metall. Mater. Trans. A 2021, 52, 3541–3552. [Google Scholar] [CrossRef]
- Mabrouki, M.; Gonçalves, D.; Pascal, S.; Bertheau, D.; Hénaff, G.; Poulon-Quintin, A. Caractérisation de la tenue mécanique des assemblages gaine-bouchon en acier ODS obtenus par soudage par resistance. In Proceedings of the Conférence Internationale Matériaux, Lille Grand Palais, Lille, France, 25 October 2022. [Google Scholar]
- Thieblemont, É. Modélisation du Soudage par Résistance par Points. Ph.D. Thesis, Institut National Polytechnique de Lorraine, Nancy, France, 1992. [Google Scholar]
















| Steel Grade | C | Mn | Si | Ni | Ti | Cr | Mo | Cu | W | |
|---|---|---|---|---|---|---|---|---|---|---|
| 11Cr-ODS | 0.1 | 0.3 | - | 0.3 | 0.2 | 11 | 0.25 | - | - | 0.25 |
| 9Cr-ODS | 0.1 | - | - | - | 0.3 | 9 | - | - | 1 | 0.25 |
| P91 | 0.09 | 0.40 | 0.22 | 0.13 | - | 8.30 | 0.95 | 0.05 | - | - |
| Condition | ||||
|---|---|---|---|---|
| 1 | 400 | 200 | 4 | |
| 2 | 600 | 200 | 5 | |
| 3 | 900 | 200 | 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mabrouki, M.; Gonçalves, D.; Pascal, S.; Bertheau, D.; Henaff, G.; Poulon-Quintin, A. Optimization of the Pressure Resistance Welding Process for Nuclear Fuel Cladding Coupling Experimental and Numerical Approaches. Metals 2023, 13, 291. https://doi.org/10.3390/met13020291
Mabrouki M, Gonçalves D, Pascal S, Bertheau D, Henaff G, Poulon-Quintin A. Optimization of the Pressure Resistance Welding Process for Nuclear Fuel Cladding Coupling Experimental and Numerical Approaches. Metals. 2023; 13(2):291. https://doi.org/10.3390/met13020291
Chicago/Turabian StyleMabrouki, Mohamed, Diogo Gonçalves, Serge Pascal, Denis Bertheau, Gilbert Henaff, and Angéline Poulon-Quintin. 2023. "Optimization of the Pressure Resistance Welding Process for Nuclear Fuel Cladding Coupling Experimental and Numerical Approaches" Metals 13, no. 2: 291. https://doi.org/10.3390/met13020291
APA StyleMabrouki, M., Gonçalves, D., Pascal, S., Bertheau, D., Henaff, G., & Poulon-Quintin, A. (2023). Optimization of the Pressure Resistance Welding Process for Nuclear Fuel Cladding Coupling Experimental and Numerical Approaches. Metals, 13(2), 291. https://doi.org/10.3390/met13020291