
Effects of Rare Earth La–Ce Alloying Treatment on Modification of Inclusions and Magnetic Properties of W350 Non-Oriented Silicon Steel

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
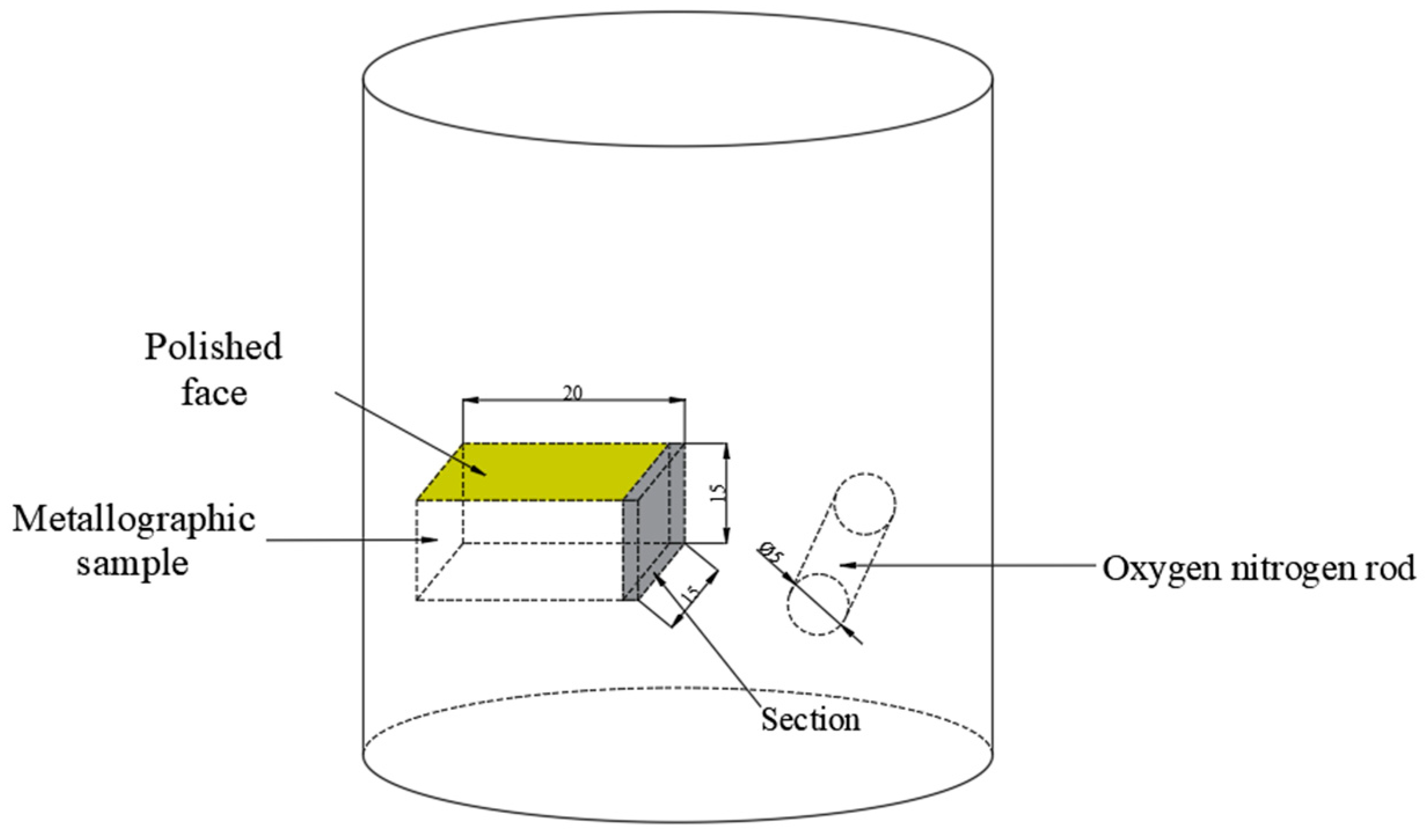
2. Materials and Methods
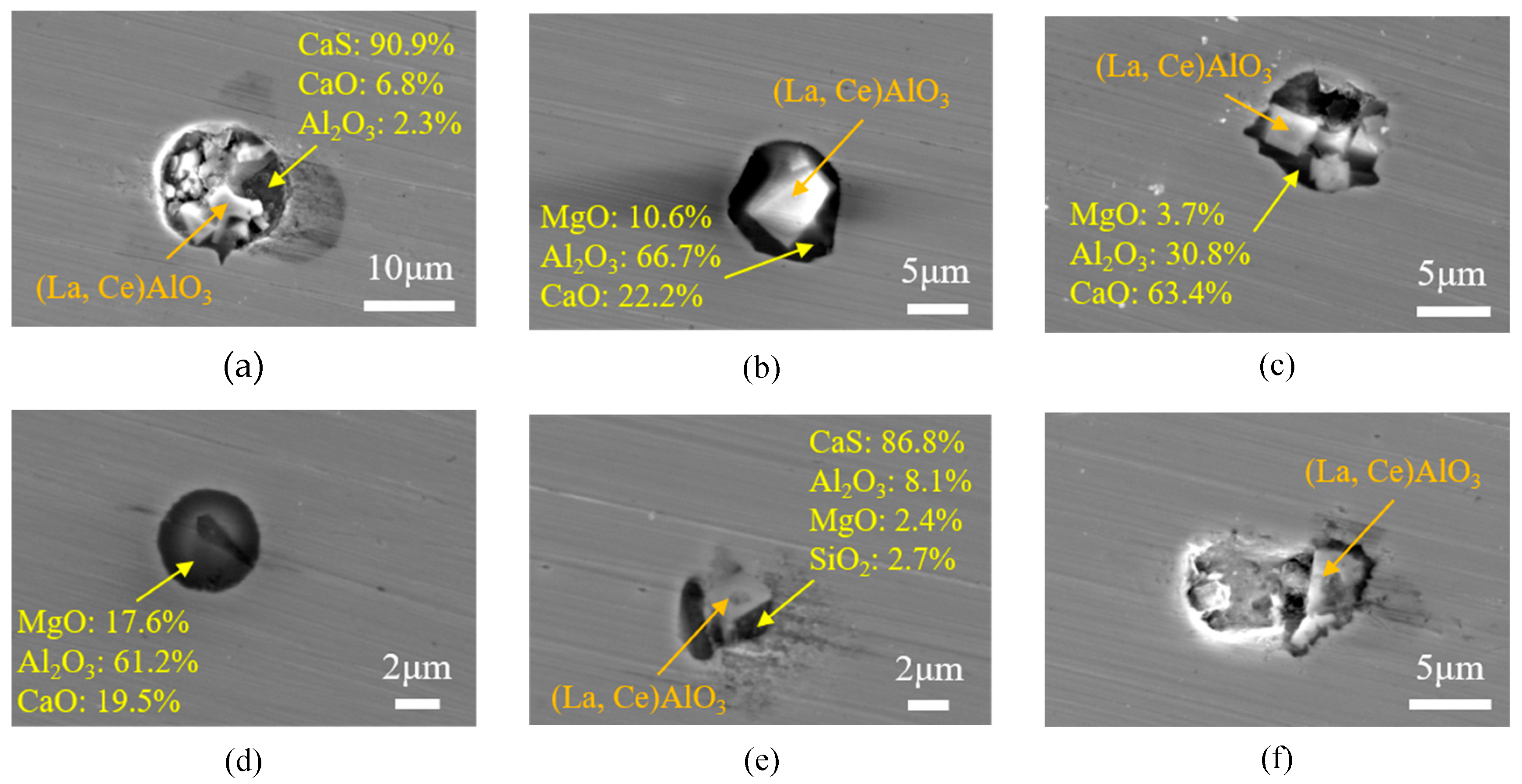
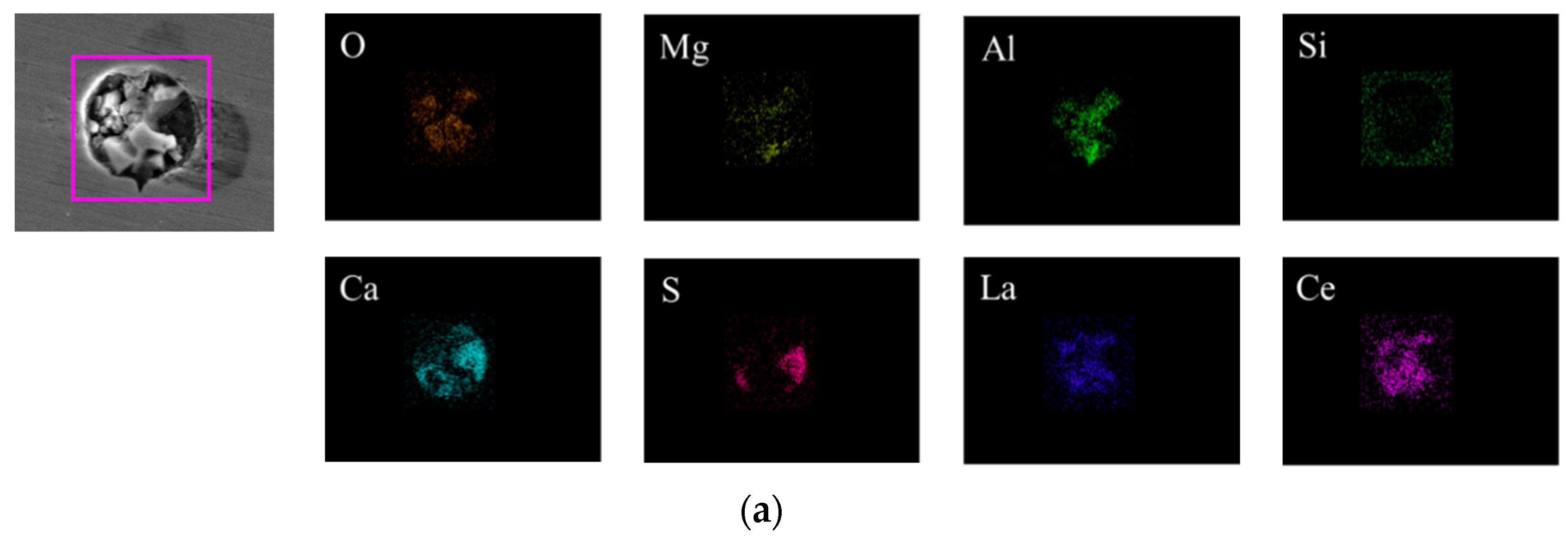
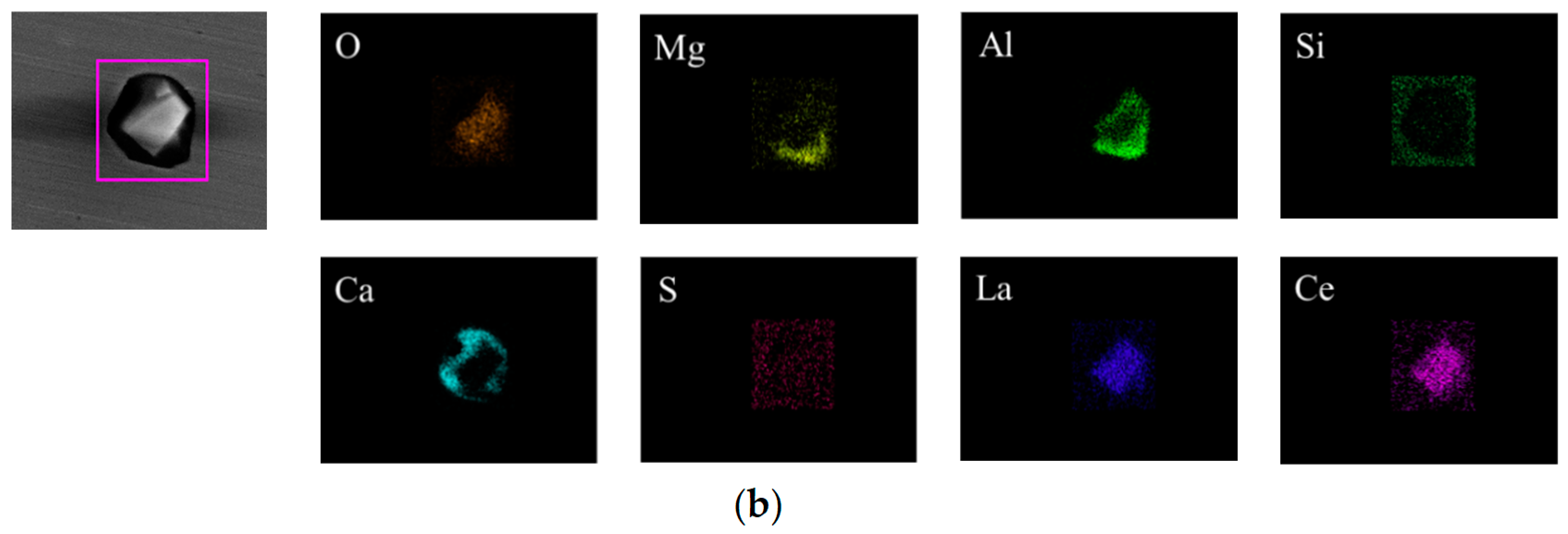
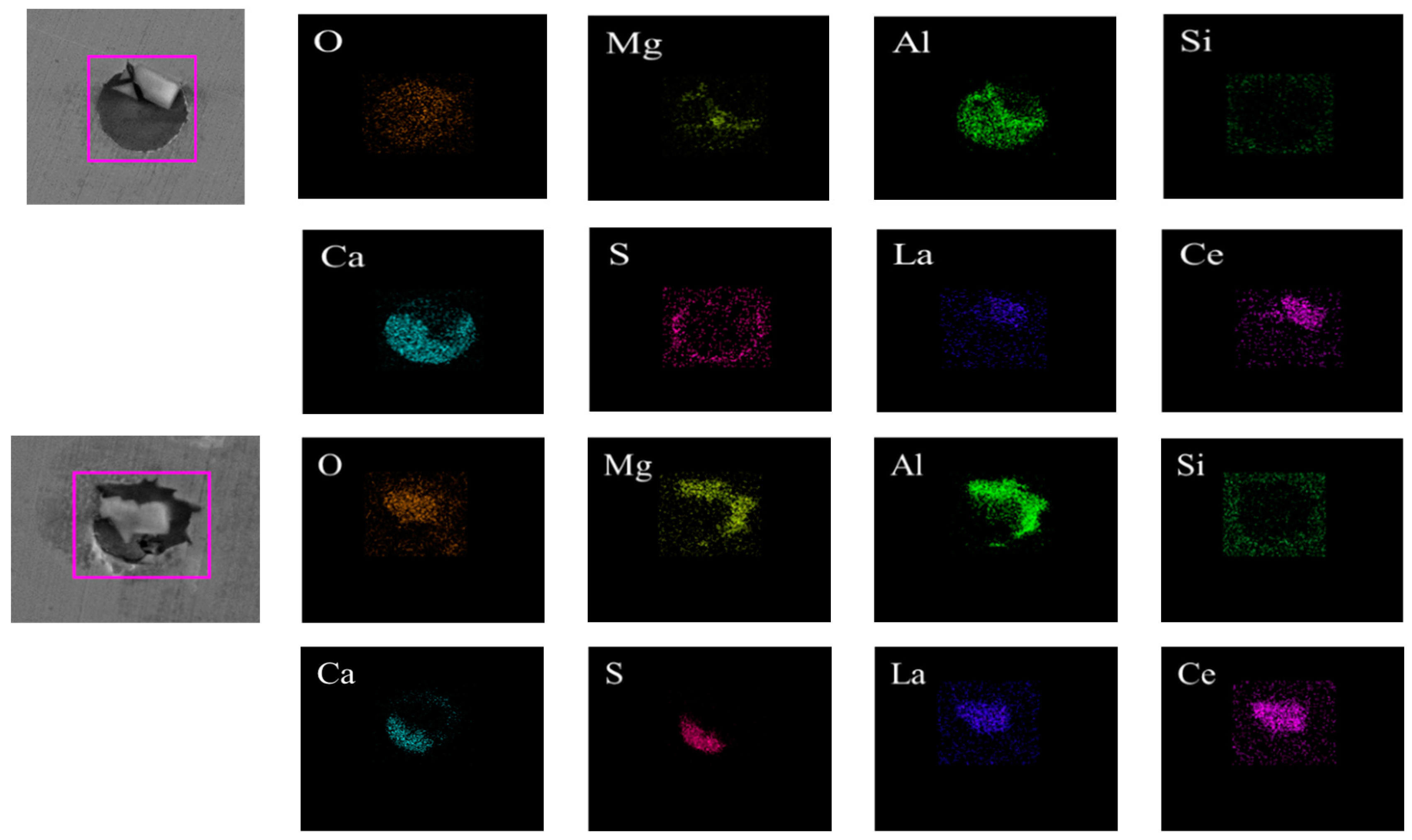
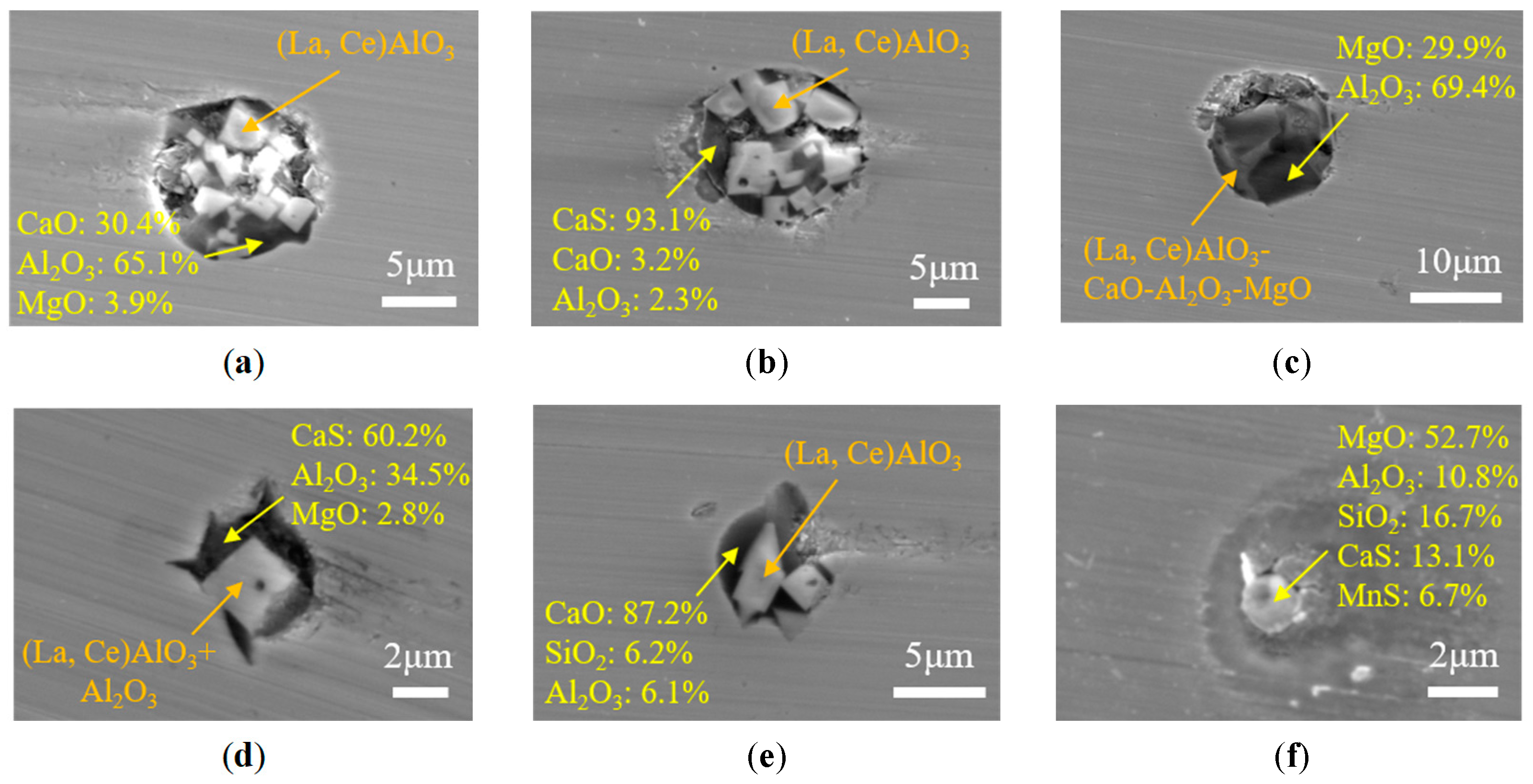
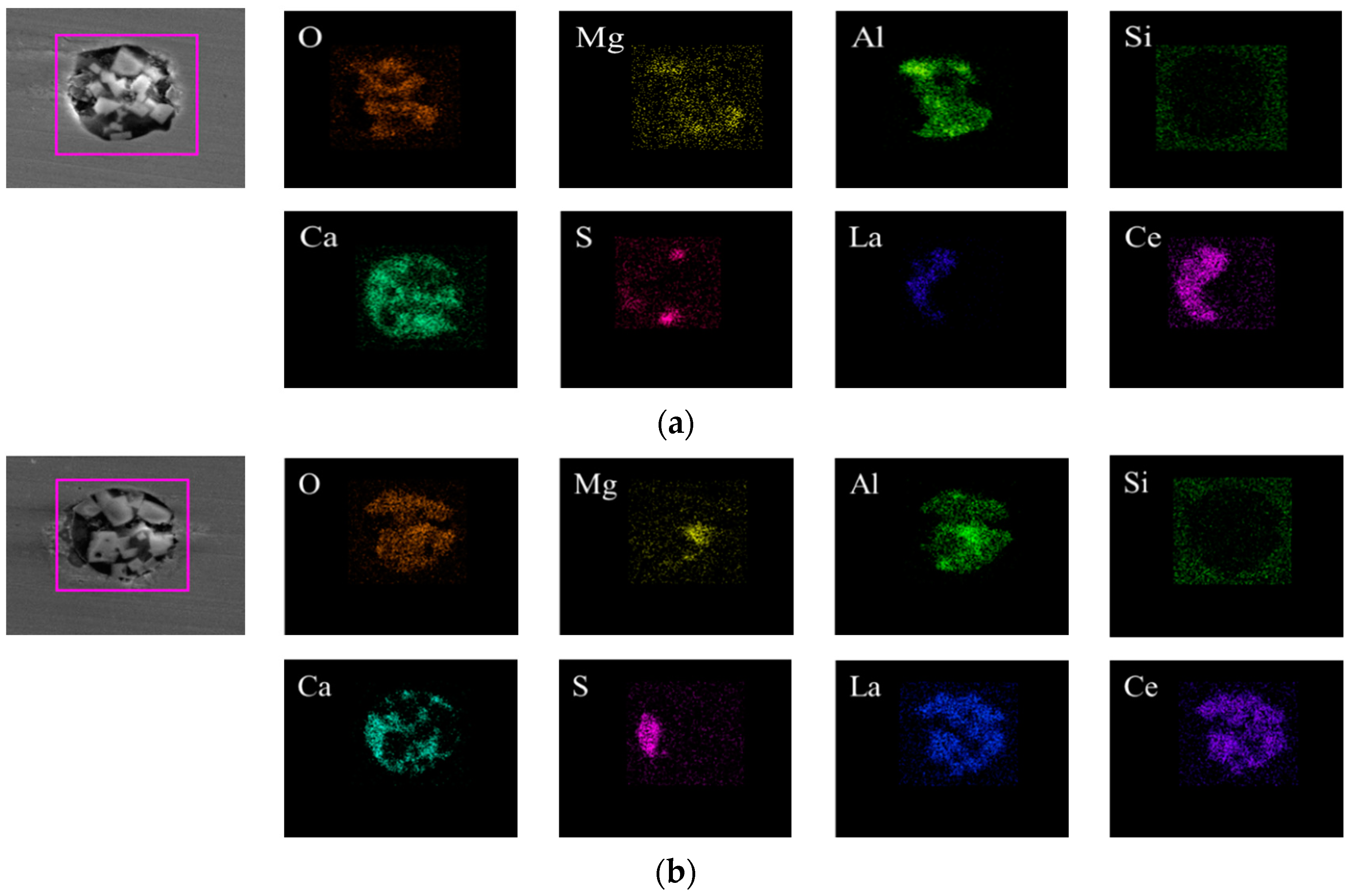
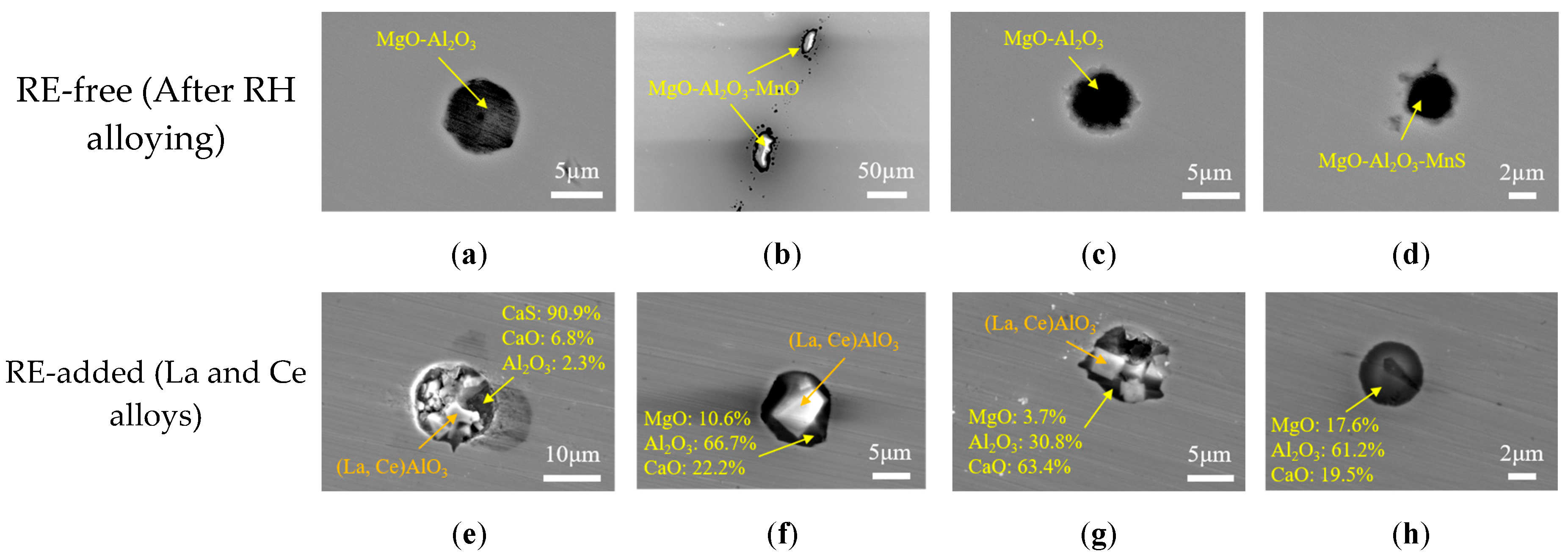
3. Results
4. Discussion
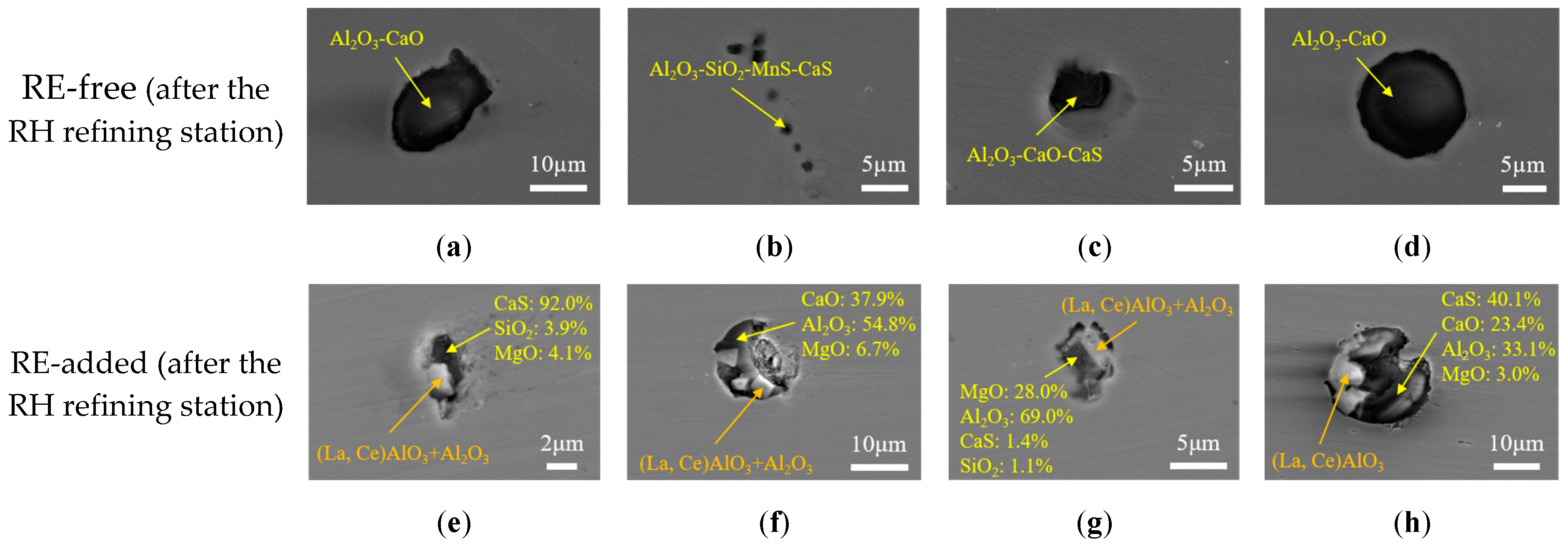
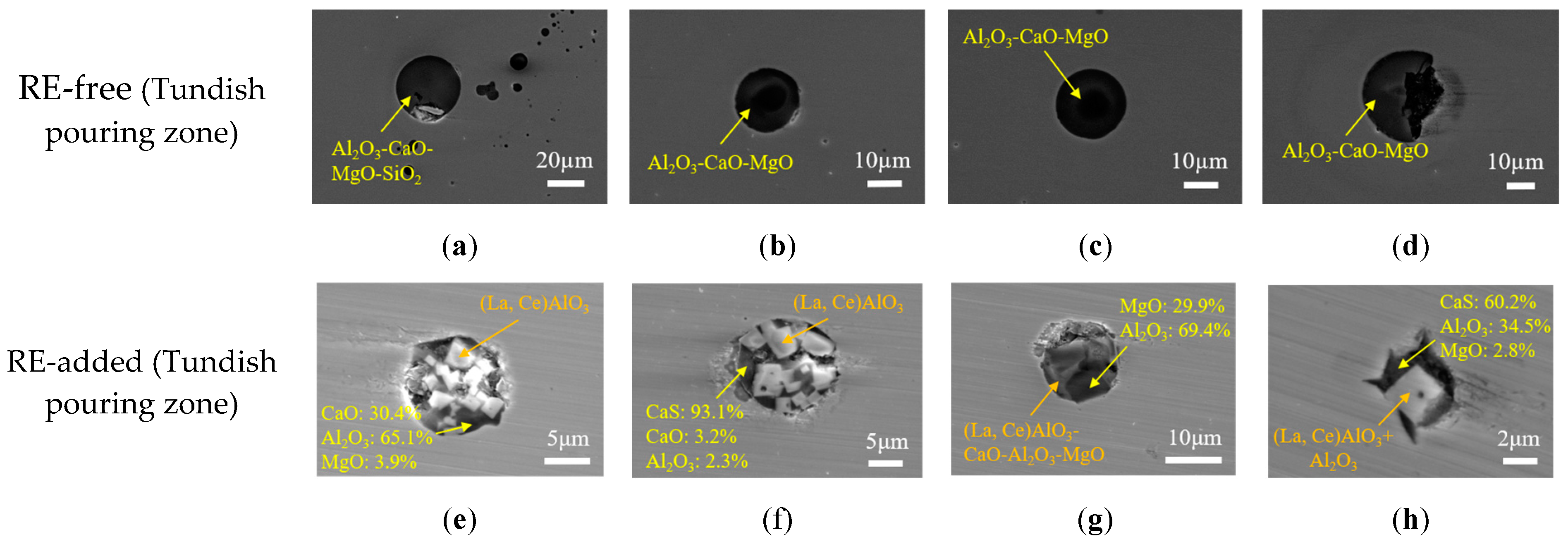
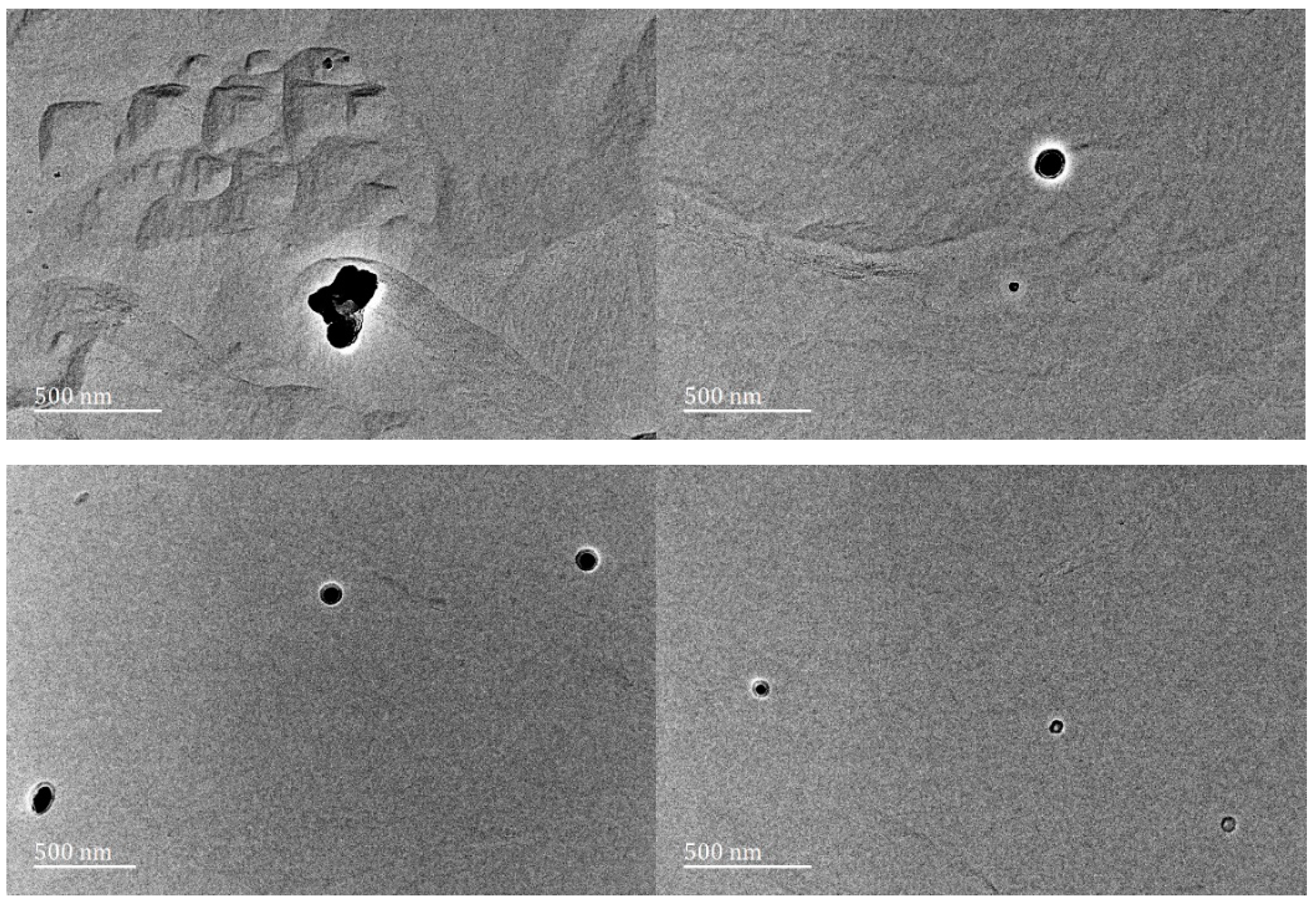
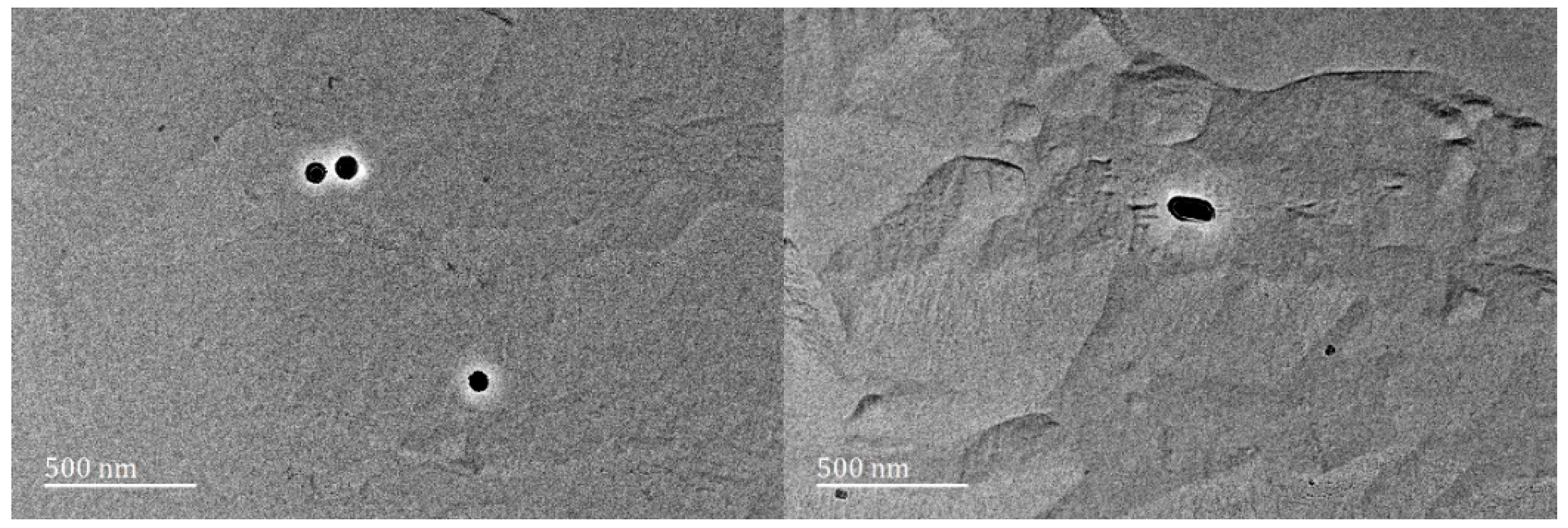
4.1. Changes to Inclusion Types after Rare Earth Treatment
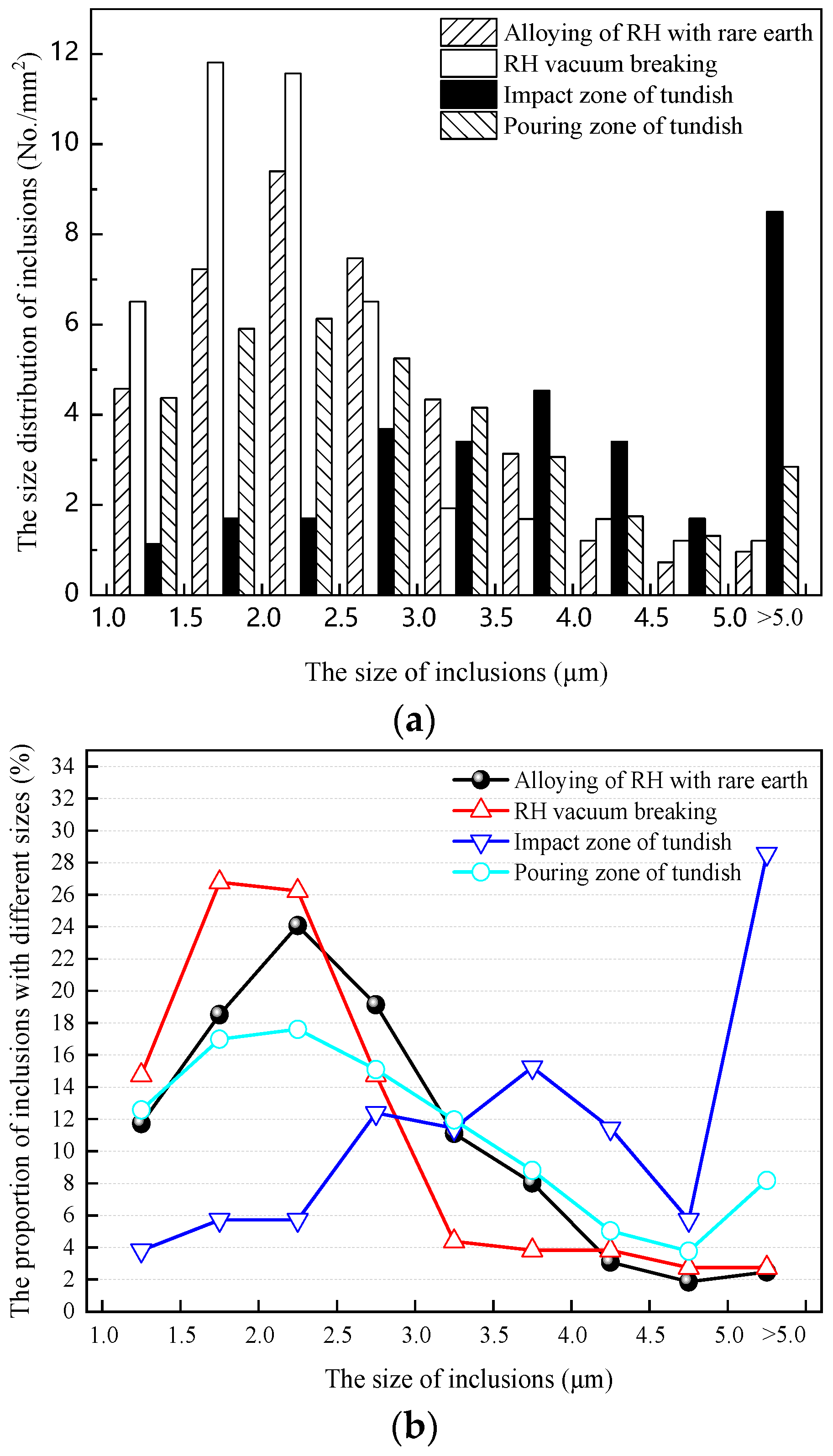
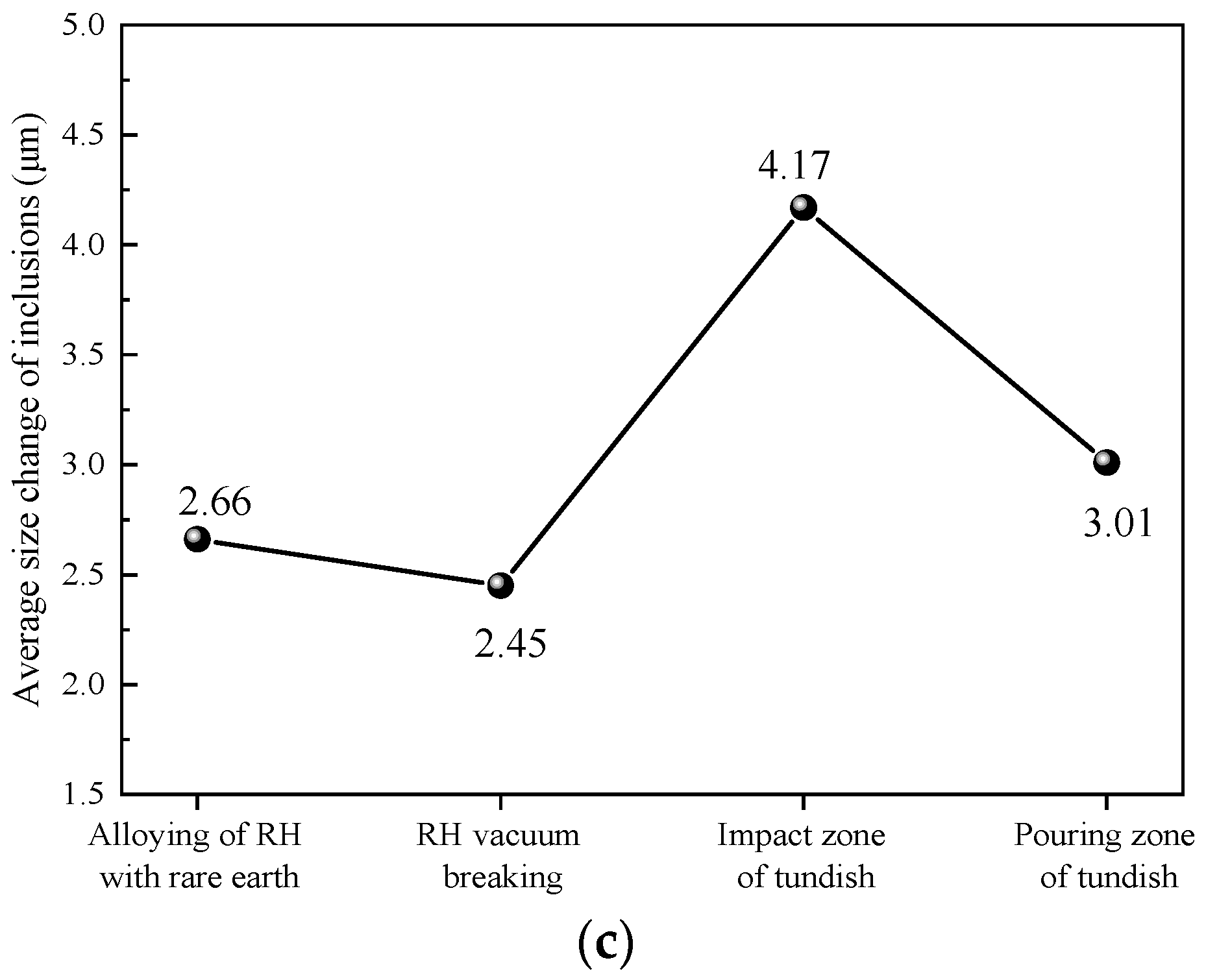
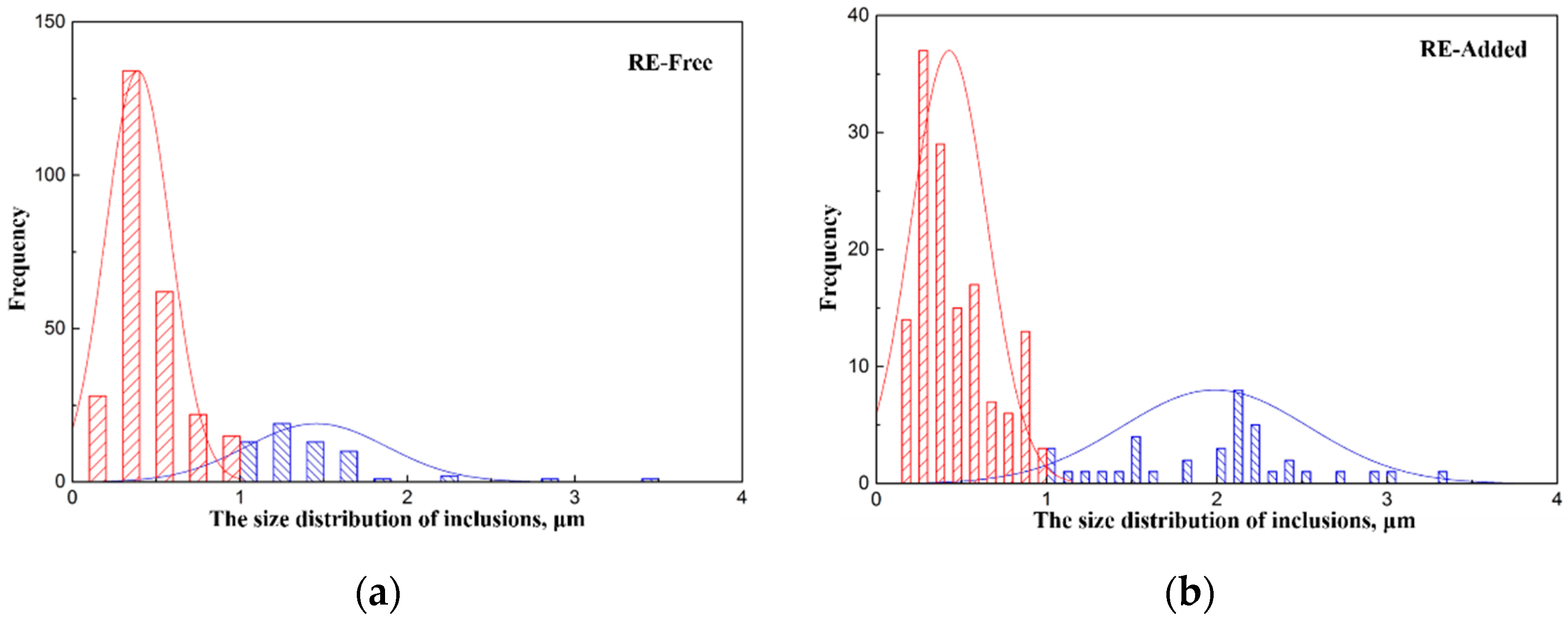
4.2. Size Distribution of Inclusions before and after Rare Earth Treatment
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kubota, T. Recent progress on non-oriented silicon steel. Steel Res. Int. 2005, 76, 464–470. [Google Scholar] [CrossRef]
- Oda, Y.; Kohno, M.; Honda, A. Recent development of non-oriented electrical steel sheet for automobile electrical devices. J. Mag. Mag. Mater. 2008, 320, 2430–2435. [Google Scholar] [CrossRef]
- Paolinelli, S.C.; Da Cunha, M.A. Development of a new generation of high permeability non-oriented silicon steels. J. Mag. Mag. Mater. 2006, 304, e596–e598. [Google Scholar] [CrossRef]
- Kubota, T. Development of non-oriented electrical steel used for high efficiency cores. Curr. Adv. Mater. Process. 2003, 16, 626. [Google Scholar]
- Qin, J.; Yang, P.; Mao, W.M.; Ye, F. Effect of texture and grain size on the magnetic flux density and core loss of cold-rolled high silicon steel sheets. J. Mag. Mag. Mater. 2015, 393, 537–543. [Google Scholar] [CrossRef]
- Oda, Y.; Okubo, T.; Takata, M. Recent development of non-oriented electrical steel in JFE steel. JFE Tech. Rep. 2016, 21, 7–13. [Google Scholar]
- Manoh, P.A.; Ferry, M.; Chandra, T. Five decades of the Zener equation. ISIJ Int. 1998, 38, 913–924. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.Y.; Ren, Q.; Luo, Y.; Zhang, L.F. Effect of non-metallic precipitates and grain size on core loss of non-oriented electrical silicon steels. J. Mag. Mag. Mater. 2018, 451, 454–462. [Google Scholar] [CrossRef]
- Hou, C.K.; Liao, C.C. Effect of cerium content on the magnetic properties of non-oriented electrical steels. ISIJ Int. 2008, 48, 531–539. [Google Scholar] [CrossRef] [Green Version]
- Ren, Q.; Hu, Z.Y.; Cheng, L.; Zhang, L.F. Effect of rare earth elements on magnetic properties of non-oriented electrical steels. J. Mag. Mag. Mater. 2022, 560, 169624. [Google Scholar] [CrossRef]
- Fan, L.F.; Zhu, R.; He, J.Z.; Lu, B. Effect of rare earth element La on texture and inclusion of non-oriented electrical steel produced by thin slab casting and rolling process. ISIJ Int. 2018, 58, 2348–2353. [Google Scholar] [CrossRef] [Green Version]
- Zhang, F.; Ma, C.S.; Wang, B.; Zhang, P.L.; Ma, Z.G.; Zhang, Y. Control of nonmetallic inclusions of non-oriented silicon steel sheets by the rare earth treatment. Baosteel Tech. Res. 2011, 5, 41–45. [Google Scholar]
- He, Z.H.; Sha, Y.H.; Gao, Y.K.; Chang, S.T.; Zhang, F.; Zuo, L. Recrystallization texture development in rare-earth (RE)-doped non-oriented silicon steel. J. Iron Steel Res. Int. 2020, 27, 1339–1346. [Google Scholar] [CrossRef]
- Shi, C.J.; Jin, Z.L.; Ren, H.P.; You, J.L. Effect of lanthanum on recrystallization behavior of non-oriented silicon steel. J. Rare Earths 2017, 35, 309–314. [Google Scholar] [CrossRef]
- Takashima, M.; Ono, T.; Nishimura, K. Low iron loss non-oriented electrical steel for high efficiency motors “RMA Series”. Kawasaki Steel Tech. Rep. 1998, 39, 48–49. [Google Scholar]
- Takashima, M.; Morito, N.; Honda, A.; Maeda, C. Non-oriented electrical steel sheet with low iron loss for high-efficiency motor cores. IEEE Trans. Mag. 1999, 35, 557–561. [Google Scholar] [CrossRef]
- Li, N.; Lu, Q.Y.; Wang, Y.Q.; Zhu, Z.H.; Xiang, L.X.; Qiu, S.T. Effect of Ce on inclusions modification in 2.9% Si-0.8% A1 non-oriented electrical steel. J. Iron Steel Res. 2017, 29, 570–576. [Google Scholar]
- Kong, W.; Chen, Y.; Cang, D. A statistical study of inclusions in medium-grade non-oriented silicon steel. Metall. Res. Technol. 2019, 116, 207–214. [Google Scholar] [CrossRef] [Green Version]
- Qiao, J.L.; Guo, F.H.; Hu, J.W.; Xiang, L.; Qiu, S.T.; Wang, H.J. Precipitates in compact strip production (CSP) process non-oriented electrical steel. Metals 2020, 10, 1301. [Google Scholar] [CrossRef]
- Wan, Y.; Chen, W.Q.; Wu, S.J. Effect of lanthanum content on microstructure and magnetic properties of non-oriented electrical steels. J. Rare Earths 2013, 3, 727–733. [Google Scholar] [CrossRef]
- Wan, Y.; Wu, S.J.; Li, J. Effects of complex trace elements on the microstructure and magnetic properties of non-oriented electrical steels. Metall. Res. Technol. 2016, 113, 101–109. [Google Scholar] [CrossRef]
- Wan, Y.; Chen, W.Q.; Wu, S.J. Effects of lanthanum and boron on the microstructure and magnetic properties of non-oriented electrical steels. High Temp. Mater. Process. 2014, 33, 115–121. [Google Scholar] [CrossRef]
- Ren, Q.; Zhang, L.F. Effect of cerium content on inclusions in an ultra-low-carbon aluminum-killed steel. Metall. Mater. Trans. B 2020, 51, 589–600. [Google Scholar] [CrossRef]
- Ren, Q.; Zhang, L.F.; Hu, Z.Y.; Cheng, L. Transient influence of cerium on inclusions in an Al-killed non-oriented electrical steel. Ironmak. Steelmak. 2020, 48, 191–199. [Google Scholar] [CrossRef]
- Wang, H.J.; Niu, Y.H.; Ling, H.T.; Qiao, J.L.; Zhang, Y.L.; Zhong, W.; Qiu, S.T. Modification of rare earth Ce on inclusions in W350 non-oriented silicon steel. Metals 2023, 13, 453. [Google Scholar] [CrossRef]
- Ji, Y.P.; Li, Y.M.; Zhang, M.X.; Qu, W.; Zhao, T.X.; Ren, H.P. Grain refinement mechanism of the δ-ferrite in steels through cerium addition. Metall. Mater. Trans. A 2020, 51, 1707–1718. [Google Scholar] [CrossRef]
- Li, B.; Zhu, H.Y.; Zhao, J.X.; Song, M.M.; Li, J.L.; Xue, Z.L. Effect of rare-earth La on inclusion evolution in high-Al steel. Steel Res. Int. 2022, 93, 2100347. [Google Scholar] [CrossRef]
- Bóc, I.; Cziráki, Á.; Gróf, T.; Csébi, J. Analysis of inclusions in cold-rolled n.o. Si-Fe strips. J. Mag. Mag. Mater. 1990, 83, 381–383. [Google Scholar] [CrossRef]
- Zhang, F.; Li, G.Q.; Miao, L.D.; Zhu, C.Y. Effects of chemical composition systems on non-metallic inclusions in non-oriented silicon steel sheets. J. Iron Steel Res. 2012, 24, 40–44. [Google Scholar]
- Chen, L.F.; Zhao, Z.Y. Effect of cooling rate on precipitating behavior of inclusions in non-oriented silicon steel. Spec. Steel 2015, 36, 55–58. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mg | Si | Ca | La | Ce |
|---|---|---|---|---|---|---|
| Content | 0.002 | 0.001 | 0.2 | 0.001 | 37.32 | 61.67 |
| Element | C | Mn | S | P | Si | Als | N | Ti | Cu | La | Ce |
|---|---|---|---|---|---|---|---|---|---|---|---|
| RE-free (Rare earth-free) | 0.0024 | 0.32 | 0.0022 | 0.016 | 2.69 | 0.53 | 0.001 | 0.0018 | 0.038 | / | / |
| RE-added (Rare earth-added) | 0.0026 | 0.36 | 0.0028 | 0.015 | 2.62 | 0.54 | 0.001 | 0.0019 | 0.040 | 0.0012 | 0.0013 |
| No. | Process | Sampling Location | Sampling Method |
|---|---|---|---|
| 1 | RH refining | Rare earth alloying | Cylindrical sample (Φ70 mm × 100 mm) |
| 2 | Carrying out station | Cylindrical sample (Φ70 mm × 100 mm) | |
| 3 | Tundish | Impact zone | Cylindrical sample (Φ70 mm × 100 mm) |
| 4 | Pouring zone | Cylindrical sample (Φ70 mm × 100 mm) |
| Grade | Project | P1.5/50, W/kg | Δ Value (P1.5/50, W/kg) | B50, T | Δ Value, (B50, T) |
|---|---|---|---|---|---|
| 0.35 mm | Experiment roll after rare earth treatment | 2.370 | −0.068 | 1.679 | +0.007 |
| Original process sheet | 2.438 | 1.672 | |||
| 0.50 mm | Experiment roll after rare earth treatment | 2.730 | −0.008 | 1.695 | +0.004 |
| Original process sheet | 2.738 | 1.691 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Niu, Y.; Ling, H.; Qiao, J.; Zhang, Y.; Zhong, W.; Qiu, S. Effects of Rare Earth La–Ce Alloying Treatment on Modification of Inclusions and Magnetic Properties of W350 Non-Oriented Silicon Steel. Metals 2023, 13, 626. https://doi.org/10.3390/met13030626
Wang H, Niu Y, Ling H, Qiao J, Zhang Y, Zhong W, Qiu S. Effects of Rare Earth La–Ce Alloying Treatment on Modification of Inclusions and Magnetic Properties of W350 Non-Oriented Silicon Steel. Metals. 2023; 13(3):626. https://doi.org/10.3390/met13030626
Chicago/Turabian StyleWang, Haijun, Yuhao Niu, Haitao Ling, Jialong Qiao, Yanling Zhang, Wei Zhong, and Shengtao Qiu. 2023. "Effects of Rare Earth La–Ce Alloying Treatment on Modification of Inclusions and Magnetic Properties of W350 Non-Oriented Silicon Steel" Metals 13, no. 3: 626. https://doi.org/10.3390/met13030626
APA StyleWang, H., Niu, Y., Ling, H., Qiao, J., Zhang, Y., Zhong, W., & Qiu, S. (2023). Effects of Rare Earth La–Ce Alloying Treatment on Modification of Inclusions and Magnetic Properties of W350 Non-Oriented Silicon Steel. Metals, 13(3), 626. https://doi.org/10.3390/met13030626