
Interpolation and Extrapolation Performance Measurement of Analytical and ANN-Based Flow Laws for Hot Deformation Behavior of Medium Carbon Steel

 ,
,  , and
, and 
Abstract
:1. Introduction
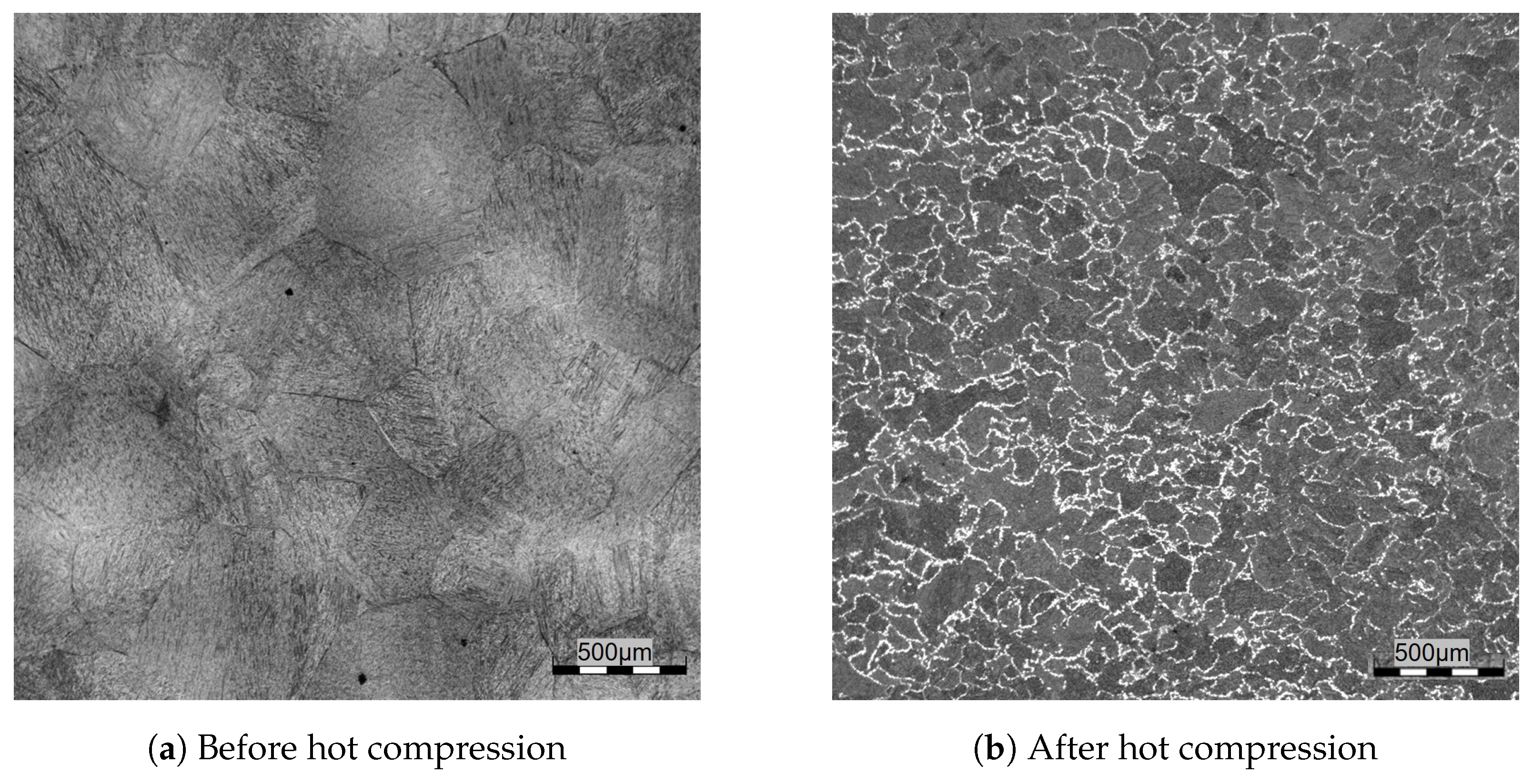
2. Materials and Experiments
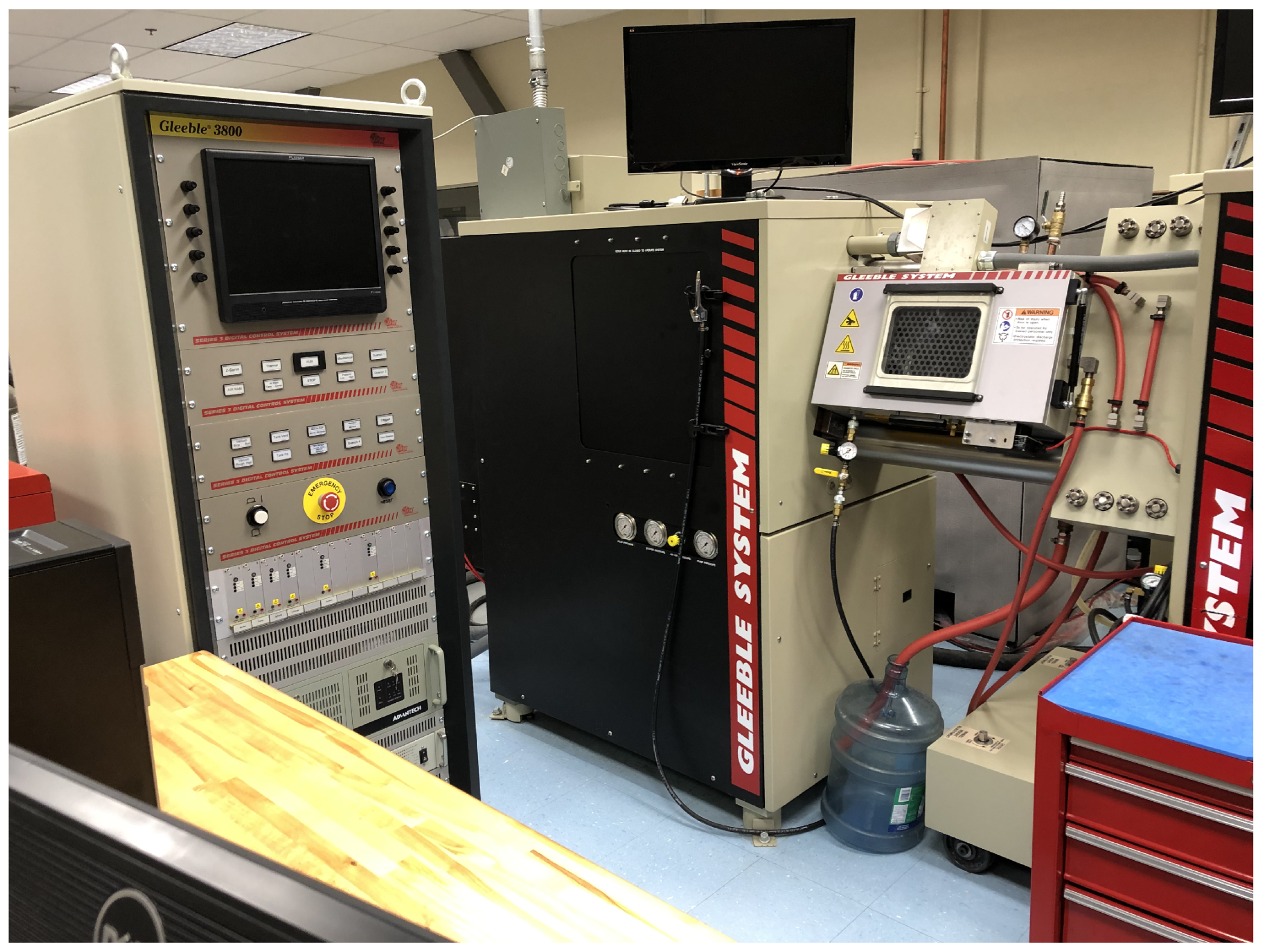
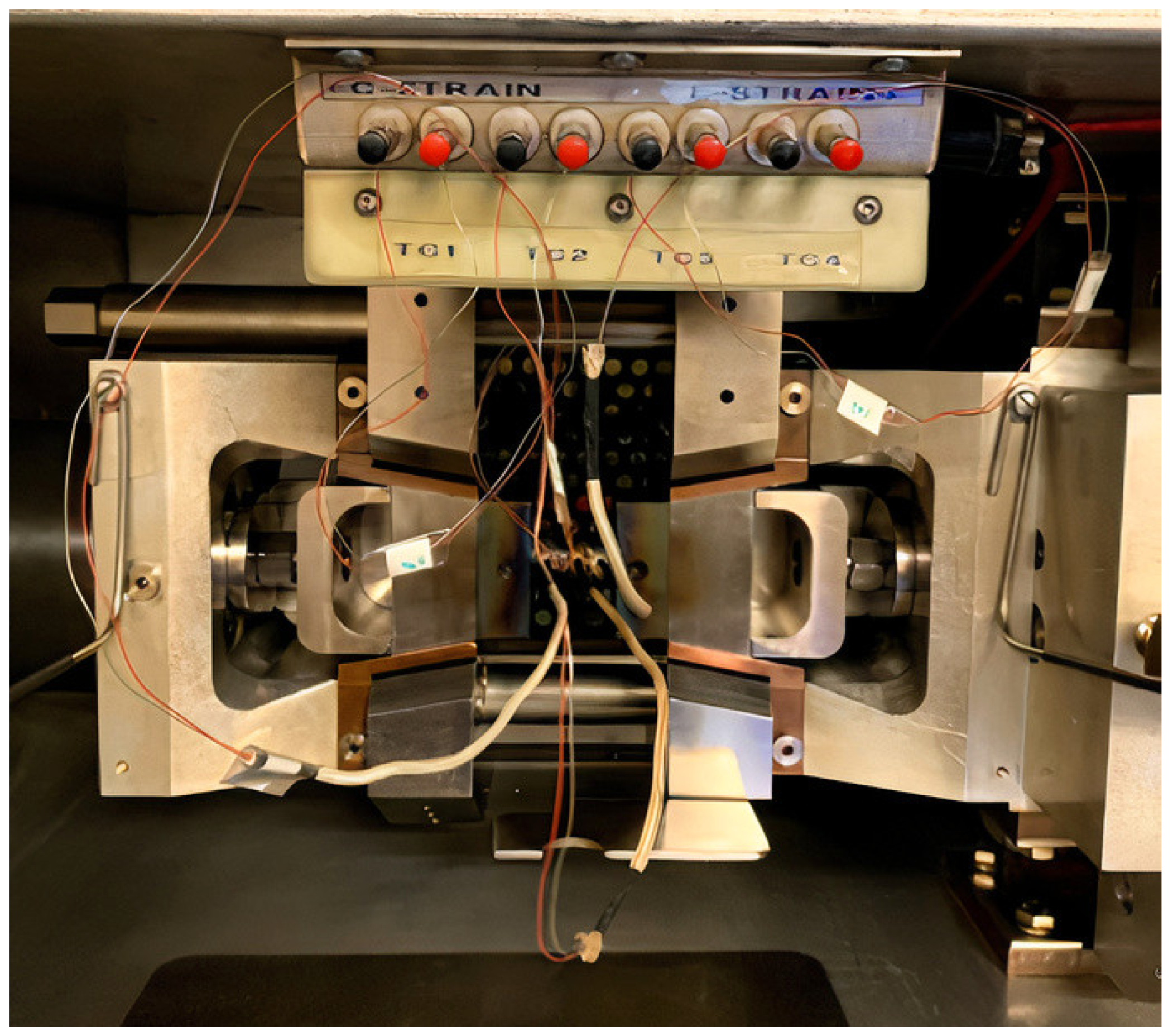
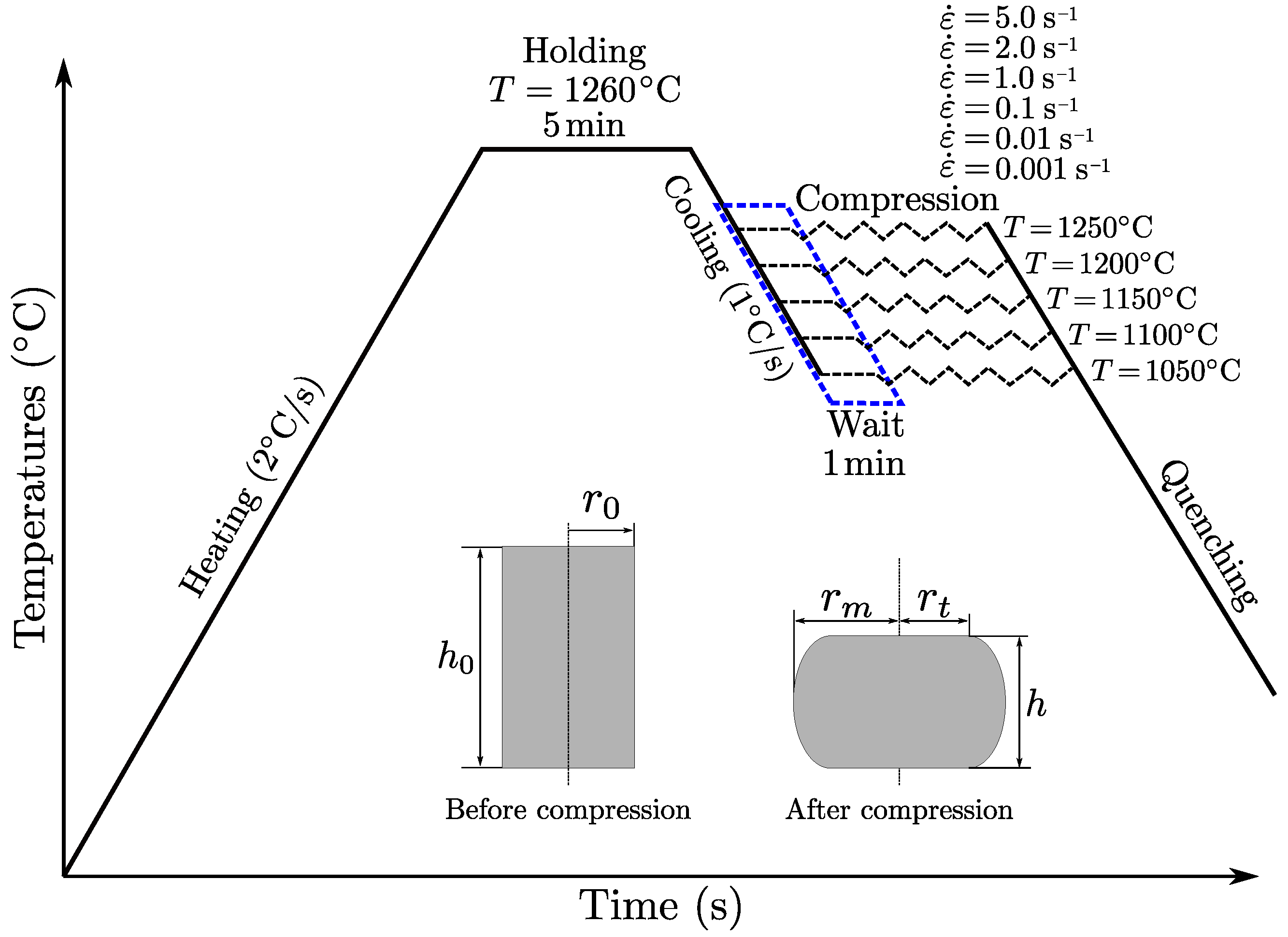
2.1. Experimental Procedure
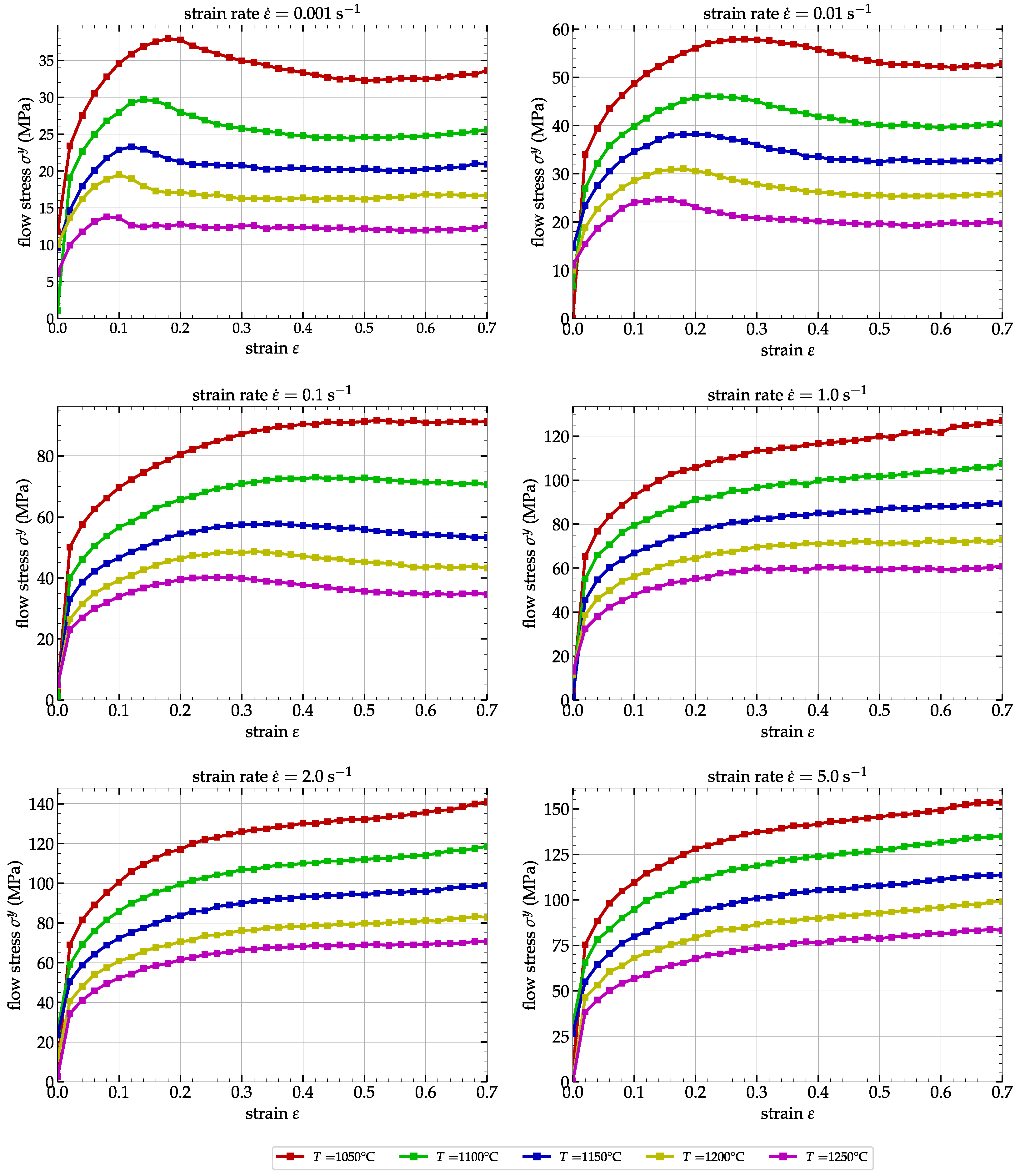
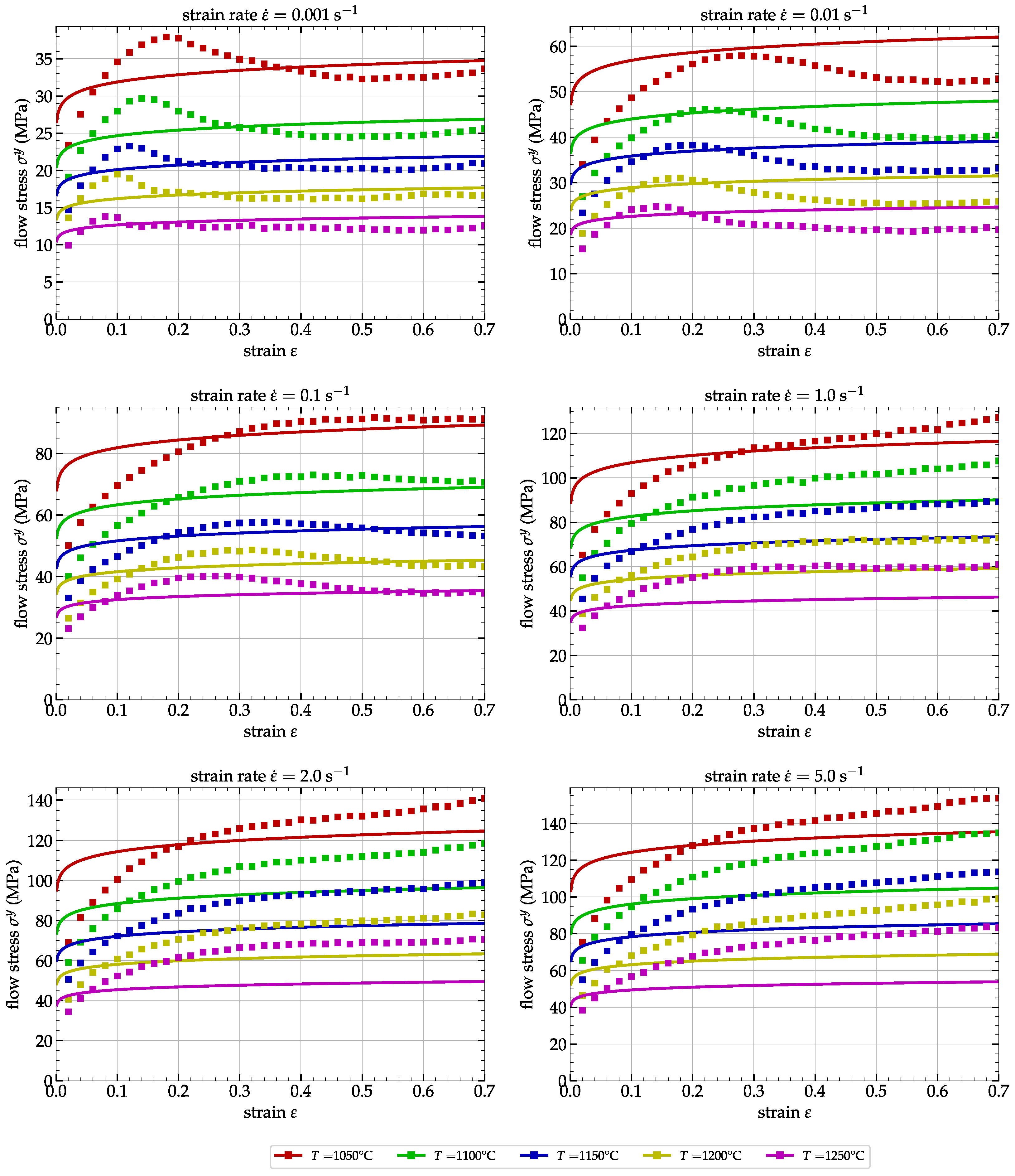
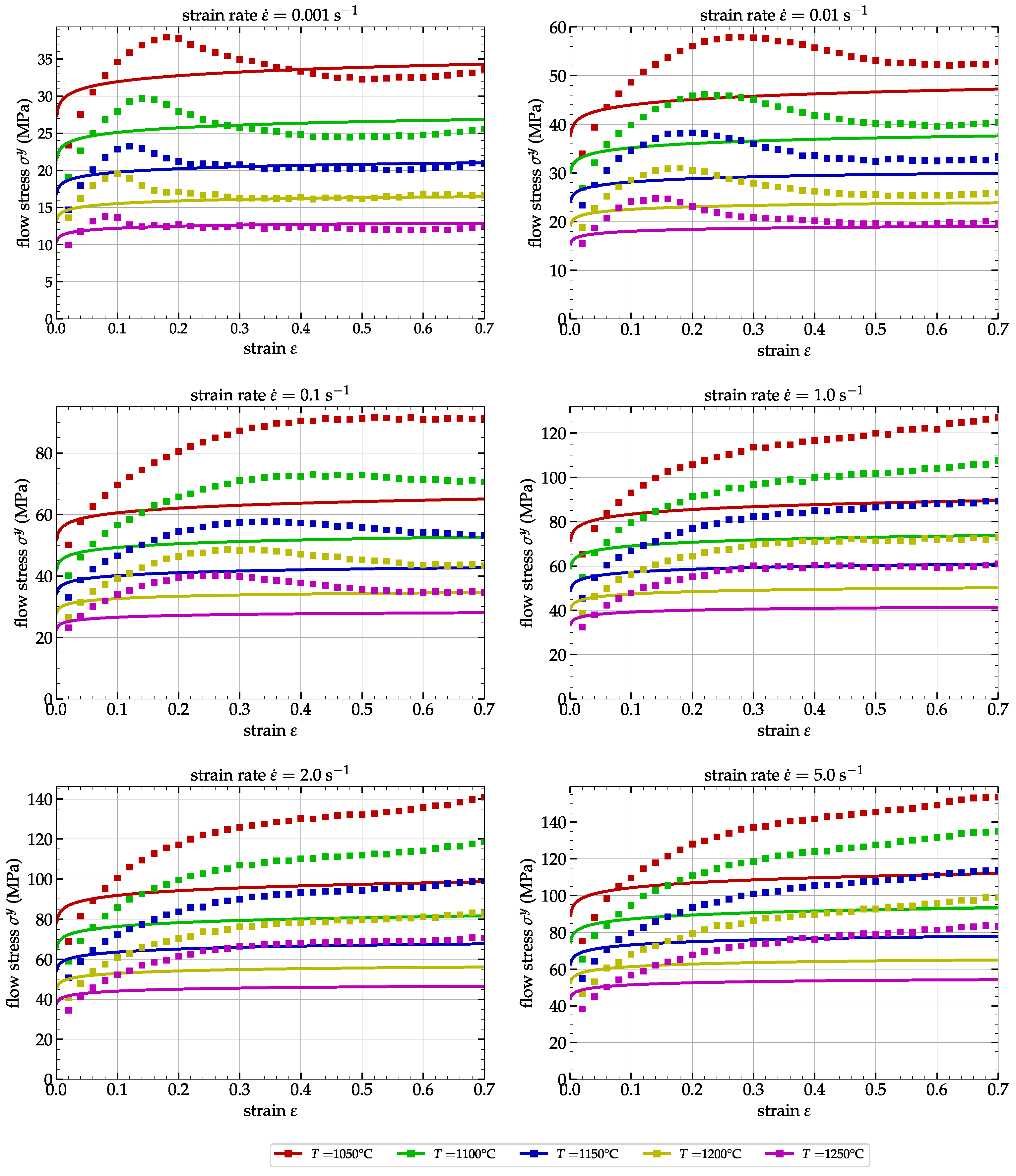
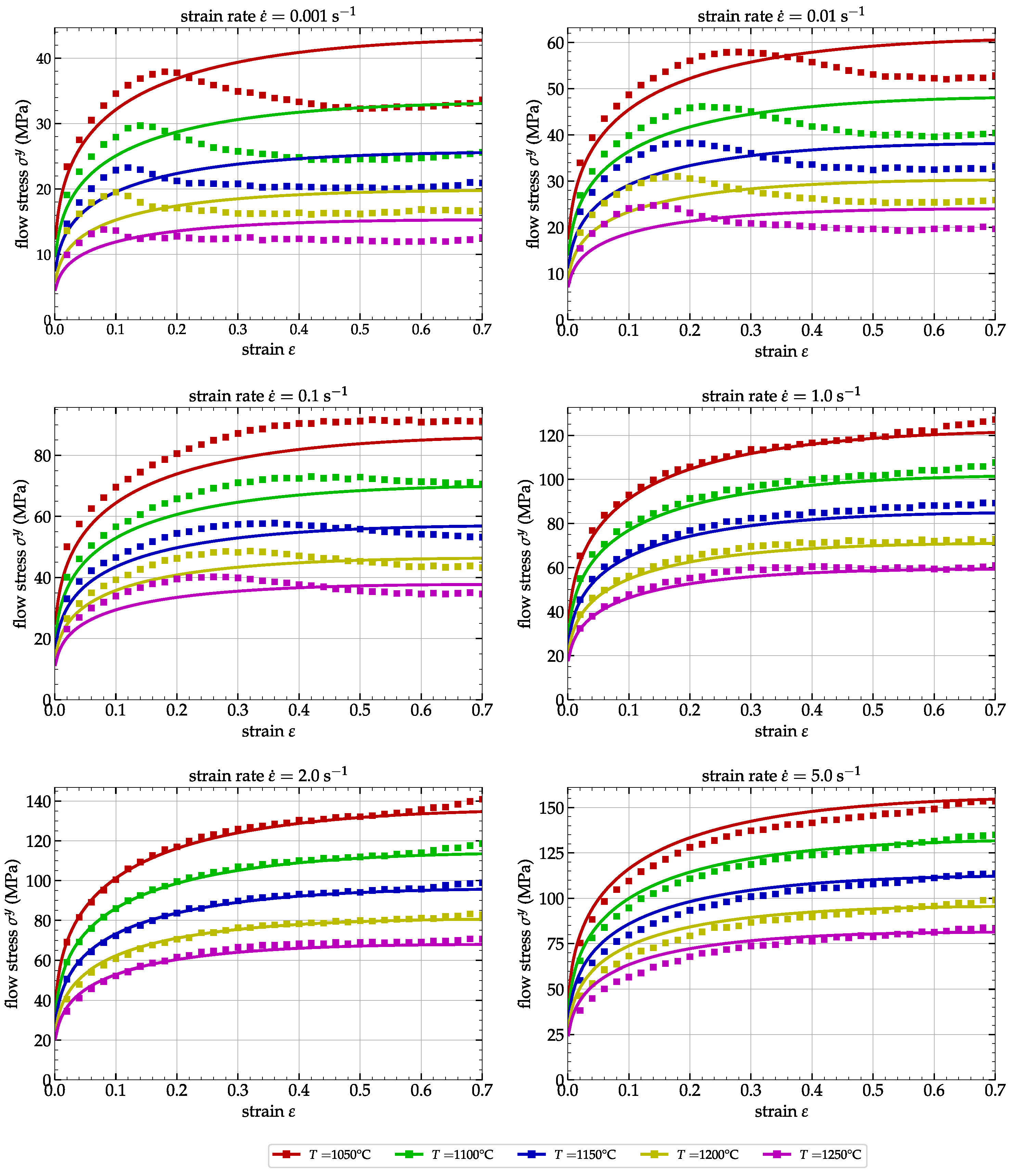
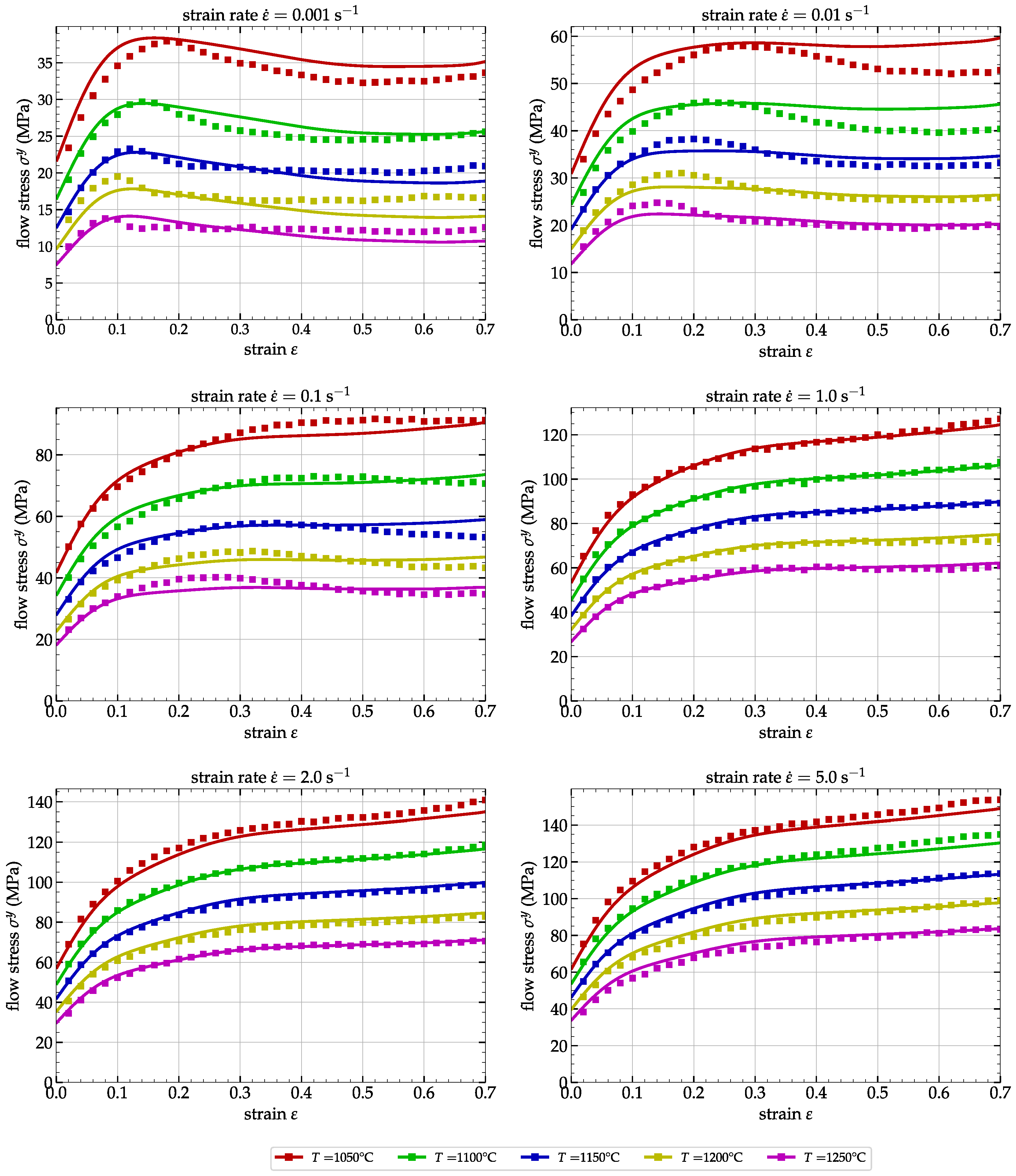
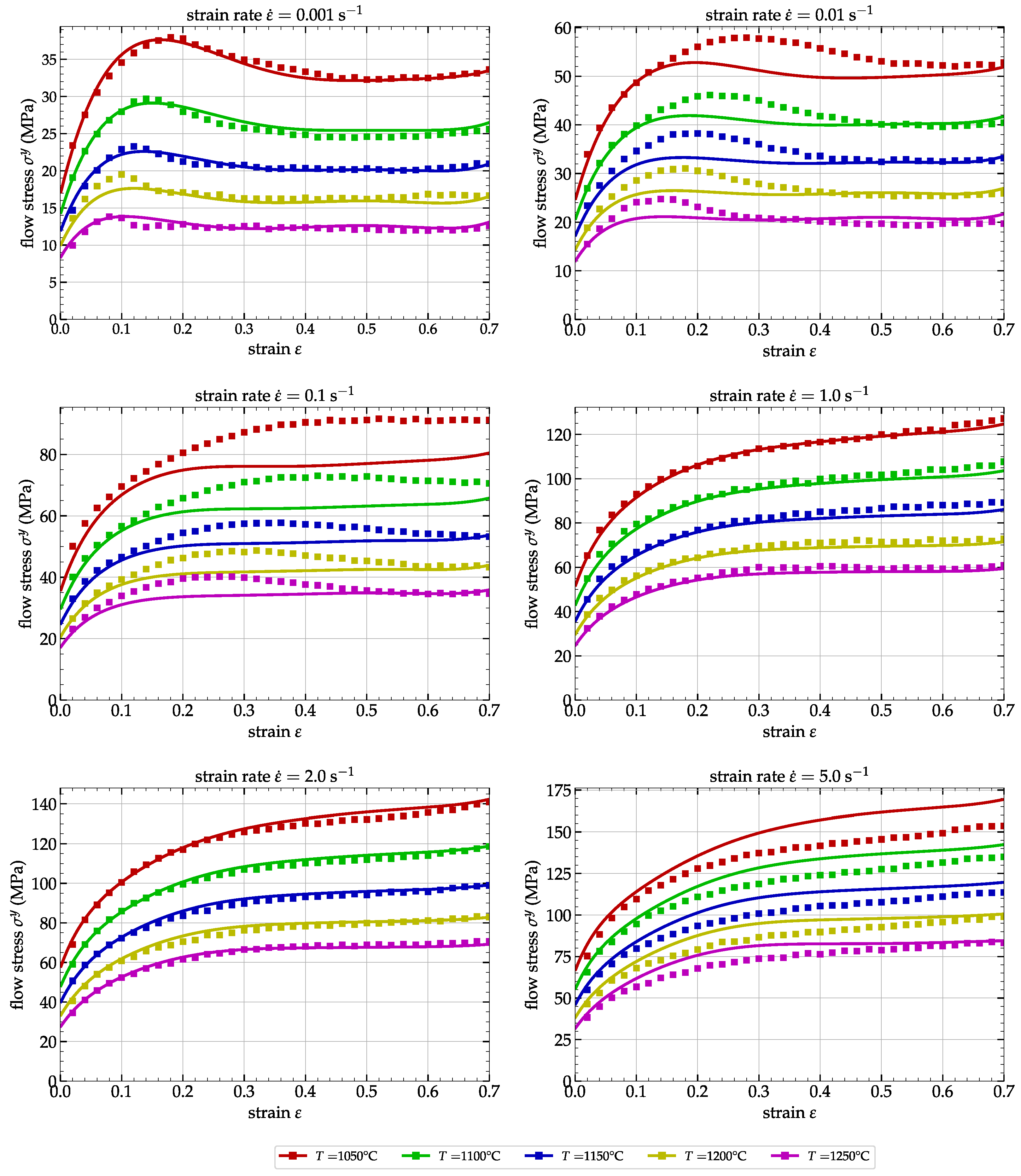
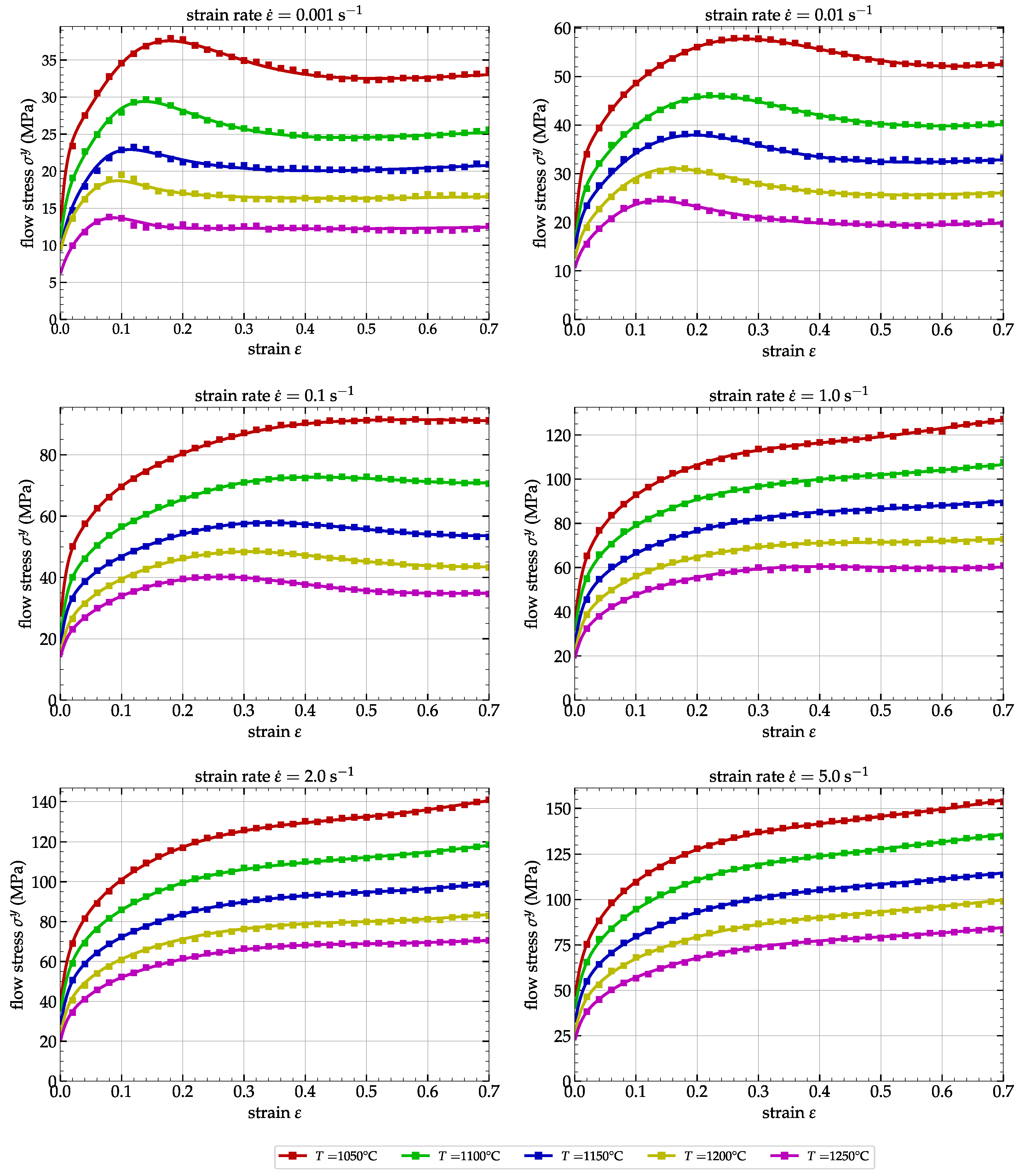
2.2. Compression Tests’ Results
3. Identification of Constitutive Flow Laws’ Parameters
3.1. The Johnson–Cook Model
3.2. The Modified-Zerilli–Armstrong Model
3.3. The Hansel–Spittel Model
3.4. The Arrhenius Model
3.5. The PTM Model
3.6. The Artificial Neural Network Model
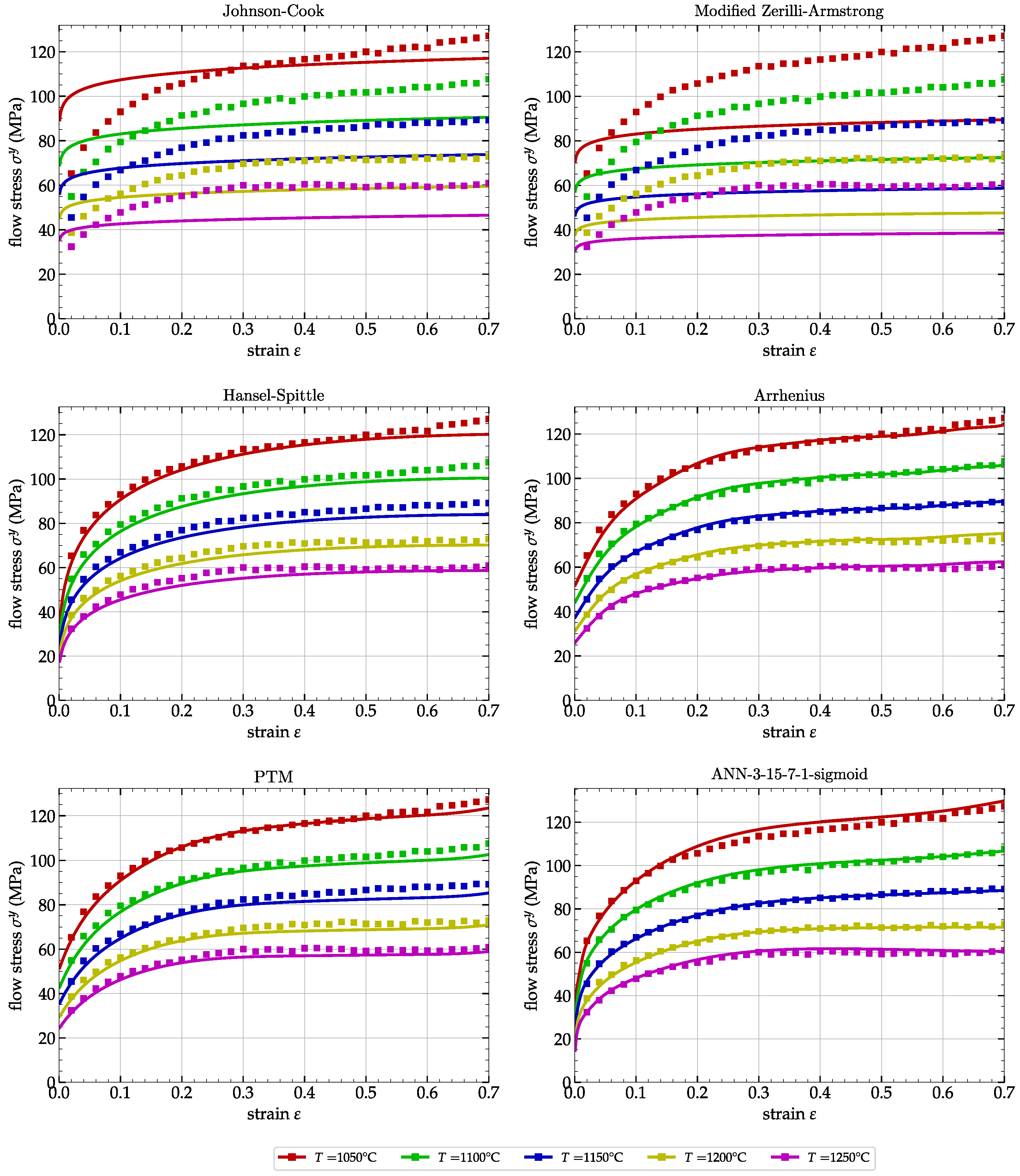
3.7. Comparison of Analytical and ANN Models
4. Interpolation and Extrapolation Capability of Models
4.1. Interpolation Validation
4.2. Extrapolation Validation
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ANN | Artificial neural network |
| AR | Arrhenius |
| CPU | Central processing unit |
| DRV | Dynamic recovery |
| DRX | Dynamic recrystallization |
| FEA | Finite element analysis |
| HS | Hansel–Spittel |
| JC | Johnson–Cook |
| MZA | Modified-Zerilli–Armstrong |
| WH | Work hardening |
| ZA | Zerilli–Armstrong |
Appendix A
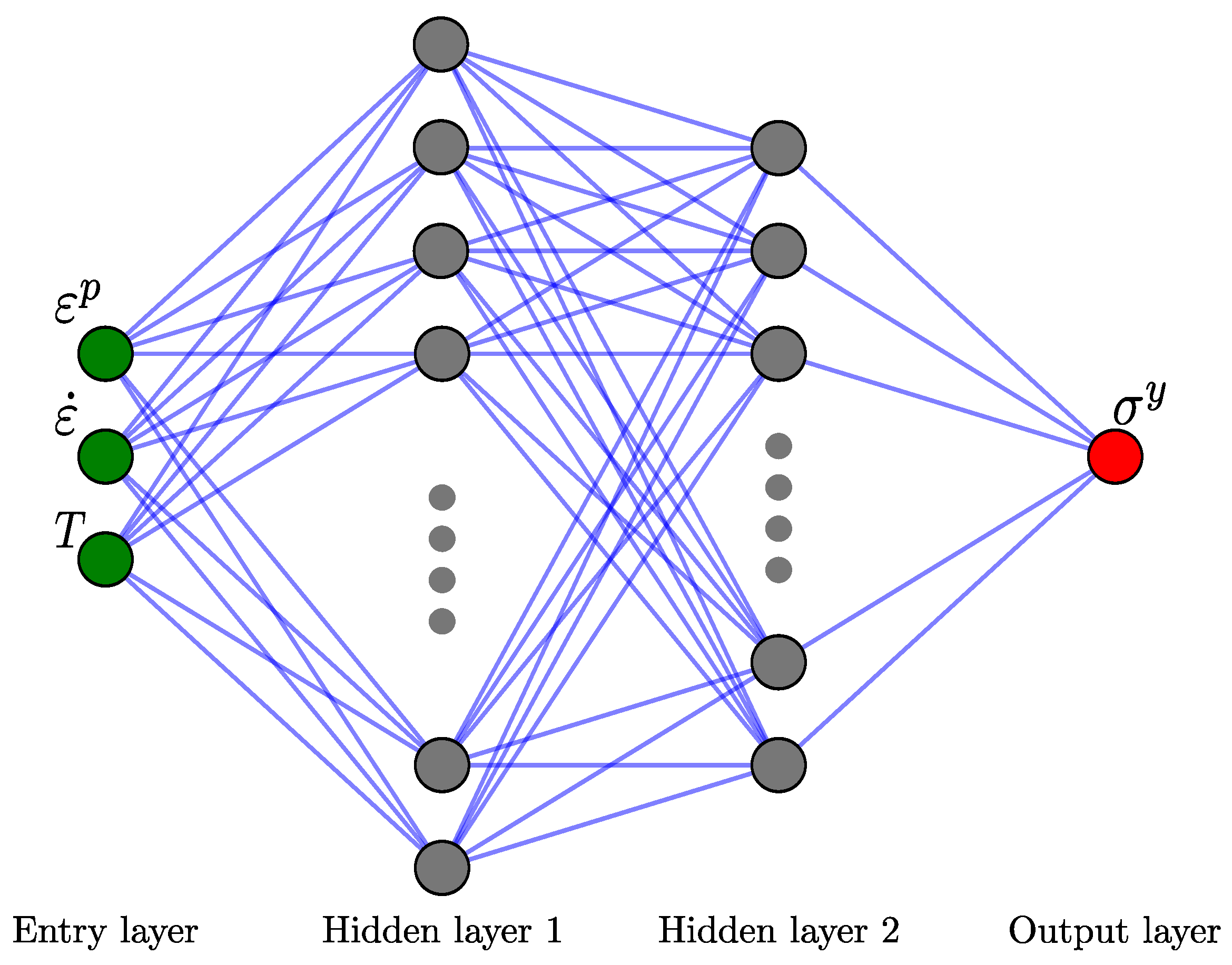
- We first have to normalize the input values of the ANN within the range to avoid an ill-conditioned system, as presented by many other authors in the literature [41,57]. Therefore, the three components of the input vector are obtained from the plastic strain , the plastic strain rate , and the temperature T using the following expressions:where and are the boundaries of the range of the corresponding field: , , , and . The reference strain rate is .
- Then, we compute the output s of the ANN from the input vector using the following three equations:
- Finally, the flow stress can be obtained from the output s of the ANN using the following equation:
References
- Chadha, K.; Shahriari, D.; Tremblay, R.; Bhattacharjee, P.P.; Jahazi, M. Deformation and recrystallization behavior of the cast structure in large size, high strength steel ingots: Experimentation and modeling. Metall. Mater. Trans. A 2017, 48, 4297–4313. [Google Scholar] [CrossRef]
- Chadha, K.; Ahmed, Z.; Aranas, C., Jr.; Shahriari, D.; Jahazi, M. Influence of strain rate on dynamic transformation of austenite in an as-cast medium-carbon low-alloy steel. Materialia 2018, 1, 155–167. [Google Scholar] [CrossRef]
- Murugesan, M.; Jung, D.W. Two flow stress models for describing hot deformation behavior of AISI-1045 medium carbon steel at elevated temperatures. Heliyon 2019, 5, e01347. [Google Scholar] [CrossRef] [Green Version]
- Murugesan, M.; Sajjad, M.; Jung, D.W. Hybrid machine learning optimization approach to predict hot deformation behavior of medium carbon steel material. Metals 2019, 9, 1315. [Google Scholar] [CrossRef] [Green Version]
- Chadha, K.; Tian, Y.; Bocher, P.; Spray, J.G.; Aranas, C., Jr. Microstructure evolution, mechanical properties and deformation behavior of an additively manufactured maraging steel. Materials 2020, 13, 2380. [Google Scholar] [CrossRef]
- Sripada, J.; Tian, Y.; Chadha, K.; Saha, G.; Jahazi, M.; Spray, J.; Aranas, C., Jr. Effect of hot isostatic pressing on microstructural and micromechanical properties of additively manufactured 17–4PH steel. Mater. Charact. 2022, 192, 112174. [Google Scholar] [CrossRef]
- Tian, Y.; Chadha, K.; Aranas, C. Deformation-Induced Strengthening Mechanism in a Newly Designed L-40 Tool Steel Manufactured by Laser Powder Bed Fusion. Acta Metall. Sin. (Engl. Lett.) 2022, 36, 21–34. [Google Scholar] [CrossRef]
- Tavakoli, M.; Mirzadeh, H.; Zamani, M. Ferrite recrystallisation and intercritical annealing of cold-rolled low alloy medium carbon steel. Mater. Sci. Technol. 2019, 35, 1932–1941. [Google Scholar] [CrossRef]
- Ebrahimi, G.; Momeni, A.; Kazemi, S.; Alinejad, H. Flow curves, dynamic recrystallization and precipitation in a medium carbon low alloy steel. Vacuum 2017, 142, 135–145. [Google Scholar] [CrossRef]
- Shi, D.; Zhang, F.; He, Z.; Zhan, Z.; Gao, W.; Li, Z. Constitutive equation and dynamic recovery mechanism of high strength cast Al-Cu-Mn alloy during hot deformation. Mater. Today Commun. 2022, 33, 104199. [Google Scholar] [CrossRef]
- Zeng, S.; Hu, S.; Peng, B.; Hu, K.; Xiao, M. The constitutive relations and thermal deformation mechanism of nickel aluminum bronze. Mater. Des. 2022, 220, 110853. [Google Scholar] [CrossRef]
- Rudra, A.; Das, S.; Dasgupta, R. Constitutive modeling for hot deformation behavior of Al-5083+ SiC composite. J. Mater. Eng. Perform. 2019, 28, 87–99. [Google Scholar] [CrossRef]
- Jia, B.; Chen, P.; Rusinek, A.; Zhou, Q. Thermo-viscoplastic behavior of DP800 steel at quasi-static, intermediate, high and ultra-high strain rates. Int. J. Mech. Sci. 2022, 226, 107408. [Google Scholar] [CrossRef]
- Costa, S.L.; Mendonça, J.P.; Peixinho, N. Study on the impact behaviour of a new safety toe cap model made of ultra-high-strength steels. Mater. Des. 2016, 91, 143–154. [Google Scholar] [CrossRef]
- Rudnytskyj, A.; Simon, P.; Jech, M.; Gachot, C. Constitutive modelling of the 6061 aluminium alloy under hot rolling conditions and large strain ranges. Mater. Des. 2020, 190, 108568. [Google Scholar] [CrossRef]
- Pantalé, O.; Tize Mha, P.; Tongne, A. Efficient implementation of nonlinear flow law using neural network into the Abaqus Explicit FEM code. Finite Elem. Anal. Des. 2022, 198, 103647. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for materials subjected to large strains, high strain rates, and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, The Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Chadha, K.; Shahriari, D.; Jahazi, M. An approach to develop Hansel–Spittel constitutive equation during ingot breakdown operation of low alloy steels. In Frontiers in Materials Processing, Applications, Research and Technology; Springer: Berlin/Heidelberg, Germany, 2018; pp. 239–246. [Google Scholar] [CrossRef]
- Zerilli, F.J.; Armstrong, R.W. Dislocation-mechanics-based constitutive relations for material dynamics calculations. J. Appl. Phys. 1987, 61, 1816–1825. [Google Scholar] [CrossRef] [Green Version]
- Jia, Z.; Guan, B.; Zang, Y.; Wang, Y.; Lei, M. Modified Johnson–Cook model of aluminum alloy 6016-T6 sheets at low dynamic strain rates. Mater. Sci. Eng. A 2021, 820, 141565. [Google Scholar] [CrossRef]
- Liu, X.; Ma, H.; Fan, F. Modified Johnson–Cook model of SWRH82B steel under different manufacturing and cold-drawing conditions. J. Constr. Steel Res. 2021, 186, 106894. [Google Scholar] [CrossRef]
- Jia, B.; Zhang, Y.; Rusinek, A.; Xiao, X.; Chai, R.; Gu, G. Thermo-viscoplastic behavior and constitutive relations for 304 austenitic stainless steel over a wide range of strain rates covering quasi-static, medium, high and very high regimes. Int. J. Impact Eng. 2022, 164, 104208. [Google Scholar] [CrossRef]
- Bai, J.; Huo, Y.; He, T.; Bian, Z.; Ren, X.; Du, X. Comparison of Five Different Models Predicting the Hot Deformation Behavior of EA4T Steel. J. Mater. Eng. Perform. 2022, 31, 8169–8182. [Google Scholar] [CrossRef]
- Zhu, H.; Ou, H. Constitutive modelling of hot deformation behaviour of metallic materials. Mater. Sci. Eng. A 2022, 832, 142473. [Google Scholar] [CrossRef]
- Sim, K.H.; Ri, Y.C.; Jo, C.H.; Kim, O.J.; Kim, R.S.; Pak, H. Modified Zerilli–Armstrong and Khan-Huang-Liang constitutive models to predict hot deformation behavior in a powder metallurgy Ti-22Al-25Nb alloy. Vacuum 2022, 210, 111749. [Google Scholar] [CrossRef]
- Li, H.Y.; Wang, X.F.; Duan, J.Y.; Liu, J.J. A modified Johnson Cook model for elevated temperature flow behavior of T24 steel. Mater. Sci. Eng. A 2013, 577, 138–146. [Google Scholar] [CrossRef]
- Zhang, D.N.; Shangguan, Q.Q.; Xie, C.J.; Liu, F. A modified Johnson–Cook model of dynamic tensile behaviors for 7075-T6 aluminum alloy. J. Alloys Compd. 2015, 619, 186–194. [Google Scholar] [CrossRef]
- Zhou, Q.; Ji, C.; Zhu, M.Y. Research on several constitutive models to predict the flow behaviour of GCr15 continuous casting bloom with heavy reduction. Mater. Res. Express 2019, 6, 1265f2. [Google Scholar] [CrossRef]
- Ovesy, M.; Aeschlimann, M.; Zysset, P.K. Explicit finite element analysis can predict the mechanical response of conical implant press-fit in homogenized trabecular bone. J. Biomech. 2020, 107, 109844. [Google Scholar] [CrossRef]
- Niu, D.; Zhao, C.; Li, D.; Wang, Z.; Luo, Z.; Zhang, W. Constitutive modeling of the flow stress behavior for the hot deformation of Cu-15Ni-8Sn alloys. Front. Mater. 2020, 7, 577867. [Google Scholar] [CrossRef]
- Lennon, A.M.; Ramesh, K.T. On the performance of modified Zerilli–Armstrong constitutive model in simulating the metal-cutting process. J. Manuf. Process. 2017, 28, 253–265. [Google Scholar] [CrossRef]
- Cheng, C.; Mahnken, R. A modified Zerilli–Armstrong model as the asymmetric visco-plastic part of a multi-mechanism model for cutting simulations. Arch. Appl. Mech. 2021, 91, 3869–3888. [Google Scholar] [CrossRef]
- Gurusamy, M.; Palaniappan, K.; Murthy, H.; Rao, B.C. A Finite Element Study of Large Strain Extrusion Machining Using Modified Zerilli–Armstrong Constitutive Relation. J. Manuf. Sci. Eng. 2021, 143, 101004. [Google Scholar] [CrossRef]
- Derazkola, H.A.; García Gil, E.; Murillo-Marrodán, A.; Méresse, D. Review on Dynamic Recrystallization of Martensitic Stainless Steels during Hot Deformation: Part I—Experimental Study. Metals 2021, 11, 572. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, B.; Gao, M.; Guan, R. Deformation behavior and dynamic recrystallization during hot compression in homogenized Al–6Mg–0.8 Mn alloys. Mater. Sci. Eng. A 2022, 840, 142953. [Google Scholar] [CrossRef]
- Miao, J.; Sutton, S.; Luo, A.A. Deformation microstructure and thermomechanical processing maps of homogenized AA2070 aluminum alloy. Mater. Sci. Eng. A 2022, 834, 142619. [Google Scholar] [CrossRef]
- Rudnytskyj, A.; Varga, M.; Krenn, S.; Vorlaufer, G.; Leimhofer, J.; Jech, M.; Gachot, C. Investigating the relationship of hardness and flow stress in metal forming. Int. J. Mech. Sci. 2022, 232, 107571. [Google Scholar] [CrossRef]
- Ji, H.; Duan, H.; Li, Y.; Li, W.; Huang, X.; Pei, W.; Lu, Y. Optimization the working parameters of as-forged 42CrMo steel by constitutive equation-dynamic recrystallization equation and processing maps. J. Mater. Res. Technol. 2020, 9, 7210–7224. [Google Scholar] [CrossRef]
- Tize Mha, P.; Tongne, A.; Pantalé, O. A generalized nonlinear flow law based on modified Zerilli–Armstrong model and its implementation into Abaqus/Explicit FEM Code. World J. Eng. Technol. 2022, 10, 334–362. [Google Scholar] [CrossRef]
- Wu, Z.; Liu, Z.; Li, L.; Lu, Z. Experimental and neural networks analysis on elevated-temperature mechanical properties of structural steels. Mater. Today Commun. 2022, 32, 104092. [Google Scholar] [CrossRef]
- Stoffel, M.; Bamer, F.; Markert, B. Deep convolutional neural networks in structural dynamics under consideration of viscoplastic material behaviour. Mech. Res. Commun. 2020, 108, 103565. [Google Scholar] [CrossRef]
- Ashtiani, H.R.; Shahsavari, P. A comparative study on the phenomenological and artificial neural network models to predict hot deformation behavior of AlCuMgPb alloy. J. Alloys Compd. 2016, 687, 263–273. [Google Scholar] [CrossRef]
- Stoffel, M.; Bamer, F.; Markert, B. Neural network based constitutive modeling of nonlinear viscoplastic structural response. Mech. Res. Commun. 2019, 95, 85–88. [Google Scholar] [CrossRef]
- Pantalé, O. Development and Implementation of an ANN Based Flow Law for Numerical Simulations of Thermo-Mechanical Processes at High Temperatures in FEM Software. Algorithms 2023, 16, 56. [Google Scholar] [CrossRef]
- Galos, J.; Das, R.; Sutcliffe, M.P.; Mouritz, A.P. Review of balsa core sandwich composite structures. Mater. Des. 2022, 221, 111013. [Google Scholar] [CrossRef]
- Phaniraj, M.P.; Lahiri, A.K. The applicability of neural network model to predict flow stress for carbon steels. J. Mater. Process. Technol. 2003, 141, 219–227. [Google Scholar] [CrossRef]
- Zhu, Y.; Chen, Y.; Hou, D.; Wang, Z. Thermal effect on dislocation interactions in magnesium alloy. Materialia 2022, 26, 101579. [Google Scholar] [CrossRef]
- Samantaray, D.; Mandal, S.; Borah, U.; Bhaduri, A.K.; Sivaprasad, P.V. A thermo-viscoplastic constitutive model to predict elevated-temperature flow behaviour in a titanium-modified austenitic stainless steel. Mater. Sci. Eng. A 2009, 526, 1–6. [Google Scholar] [CrossRef]
- Hensel, A.; Spittel, T. Kraft- und Arbeitsbedarf Bildsamer Formgebungsverfahren; Deutscher Verlag für Grundstoffindustrie: Leipzig, Germany, 1978. [Google Scholar]
- El Mehtedi, M.; Spigarelli, S.; Gabrielli, F.; Donati, L. Comparison Study of Constitutive Models in Predicting the Hot Deformation Behavior of AA6060 and AA6063 Aluminium Alloys. Mater. Today Proc. 2015, 2, 4732–4739. [Google Scholar] [CrossRef]
- Newville, M.; Stensitzki, T.; Allen, D.B.; Rawlik, M.; Ingargiola, A.; Nelson, A. LMFIT: Non-Linear Least-Square Minimization and Curve-Fitting for Python; Astrophysics Source Code Library: 2016; ascl:1606.014. Available online: https://ascl.net (accessed on 9 February 2023).
- Sellars, C.; McTegart, W. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of Strain Rate Upon Plastic Flow of Steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Abadi, M.; Barham, P.; Chen, J.; Chen, Z.; Davis, A.; Dean, J.; Devin, M.; Ghemawat, S.; Irving, G.; Isard, M.; et al. TensorFlow: A System for Large-Scale Machine Learning. In Proceedings of the 12th USENIX Conference on Operating Systems Design and Implementation, OSDI’16, Savannah, GA, USA, 2–4 November 2016; USENIX Association: Berkeley, CA, USA, 2016; pp. 265–283. [Google Scholar]
- Kingma, D.P.; Lei, J. Adam: A method for stochastic optimization. arXiv 2015, arXiv:1412.6980. [Google Scholar] [CrossRef]
- Liang, P.; Kong, N.; Zhang, J.; Li, H. A Modified Arrhenius-Type Constitutive Model and its Implementation by Means of the Safe Version of Newton–Raphson Method. Steel Res. Int. 2022, 94, 2200443. [Google Scholar] [CrossRef]
- Lin, Y.; Zhang, J.; Zhong, J. Application of neural networks to predict the elevated temperature flow behavior of a low alloy steel. Comput. Mater. Sci. 2008, 43, 752–758. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Mo | Si | Ni | Cr | Cu |
|---|---|---|---|---|---|---|---|
| Wt % |
| A (MPa) | B (MPa) | n | C | m |
|---|---|---|---|---|
| (MPa) | (MPa) | n | ||||
|---|---|---|---|---|---|---|
| A | ||||
|---|---|---|---|---|
| 0 |
| Coefficients | JC | MZA | HS | AR | PTM | ANN |
|---|---|---|---|---|---|---|
| Strain Rate | Coefficients | JC | MZA | HS | AR | PTM | ANN |
|---|---|---|---|---|---|---|---|
| id. | |||||||
| all | |||||||
| Strain Rate | Coefficients | JC | MZA | HS | AR | PTM | ANN |
|---|---|---|---|---|---|---|---|
| id. | |||||||
| all | |||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tize Mha, P.; Dhondapure, P.; Jahazi, M.; Tongne, A.; Pantalé, O. Interpolation and Extrapolation Performance Measurement of Analytical and ANN-Based Flow Laws for Hot Deformation Behavior of Medium Carbon Steel. Metals 2023, 13, 633. https://doi.org/10.3390/met13030633
Tize Mha P, Dhondapure P, Jahazi M, Tongne A, Pantalé O. Interpolation and Extrapolation Performance Measurement of Analytical and ANN-Based Flow Laws for Hot Deformation Behavior of Medium Carbon Steel. Metals. 2023; 13(3):633. https://doi.org/10.3390/met13030633
Chicago/Turabian StyleTize Mha, Pierre, Prashant Dhondapure, Mohammad Jahazi, Amèvi Tongne, and Olivier Pantalé. 2023. "Interpolation and Extrapolation Performance Measurement of Analytical and ANN-Based Flow Laws for Hot Deformation Behavior of Medium Carbon Steel" Metals 13, no. 3: 633. https://doi.org/10.3390/met13030633
APA StyleTize Mha, P., Dhondapure, P., Jahazi, M., Tongne, A., & Pantalé, O. (2023). Interpolation and Extrapolation Performance Measurement of Analytical and ANN-Based Flow Laws for Hot Deformation Behavior of Medium Carbon Steel. Metals, 13(3), 633. https://doi.org/10.3390/met13030633