

Enhancing the Physical, Thermal, and Mechanical Responses of a Mg/2wt.%CeO2 Nanocomposite Using Deep Cryogenic Treatment





Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Processing
2.2. Characterization
3. Results and Discussion
3.1. Macrostructural Characterization
3.2. Density and Porosity Measurements
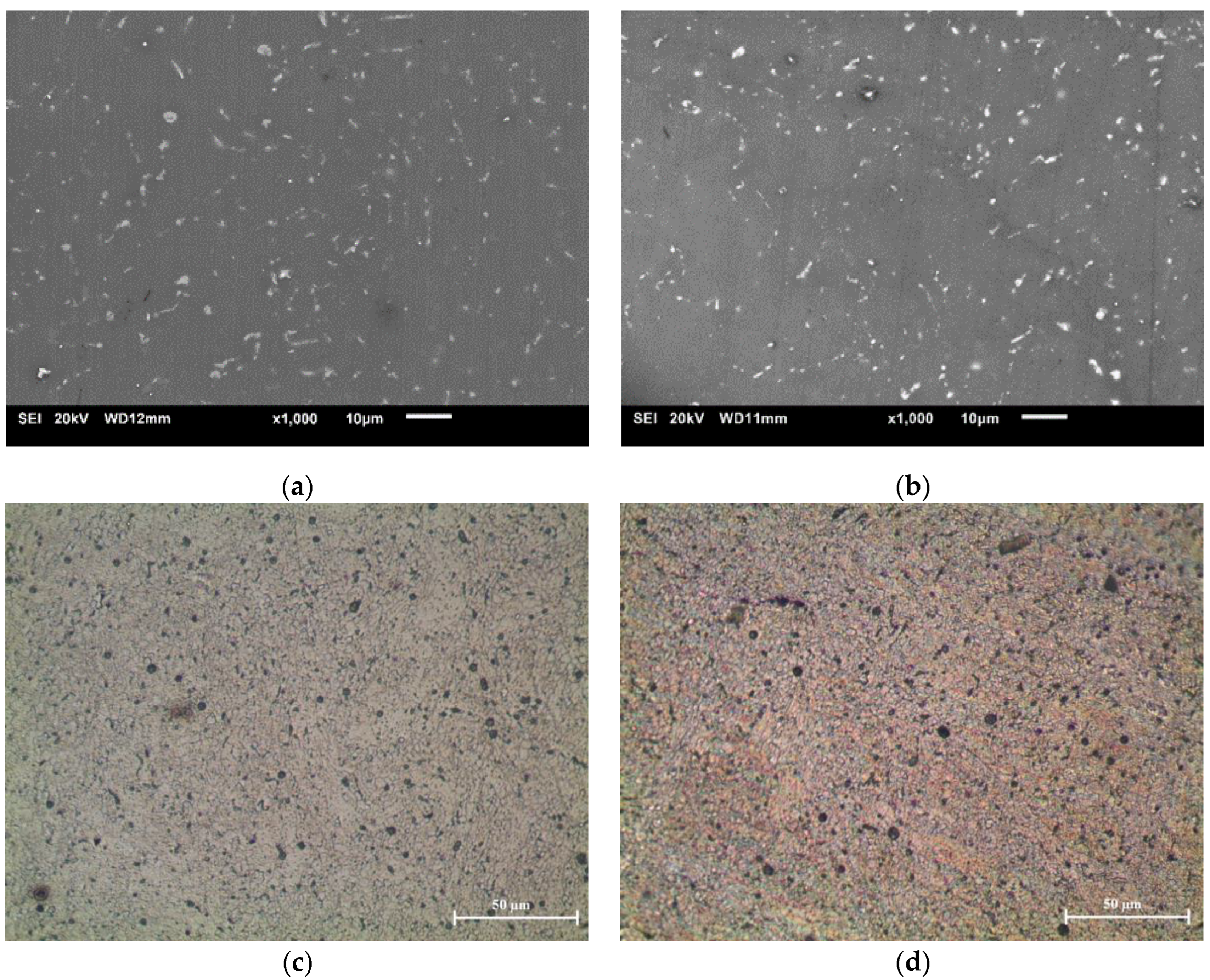
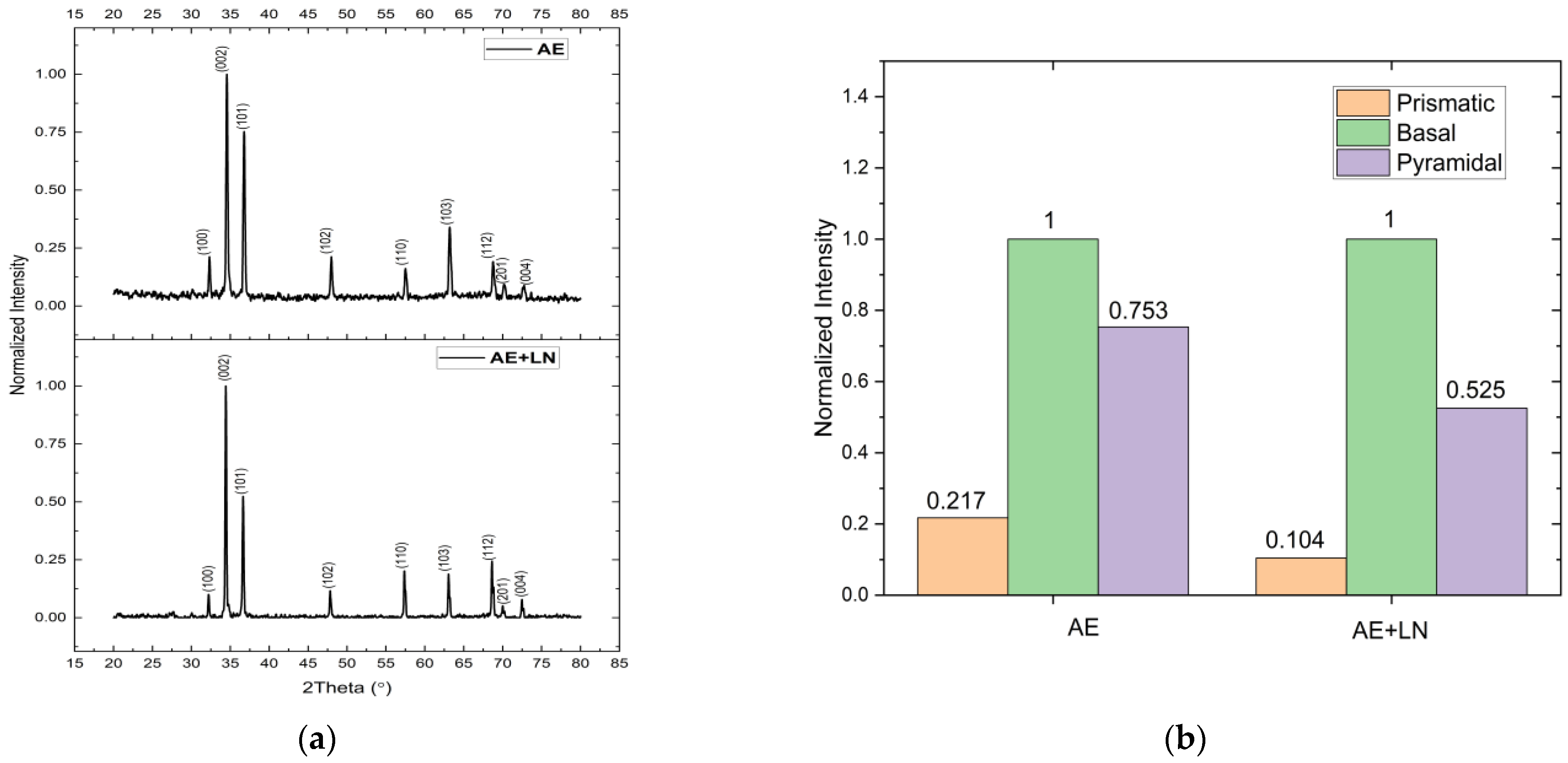
3.3. Microstructure
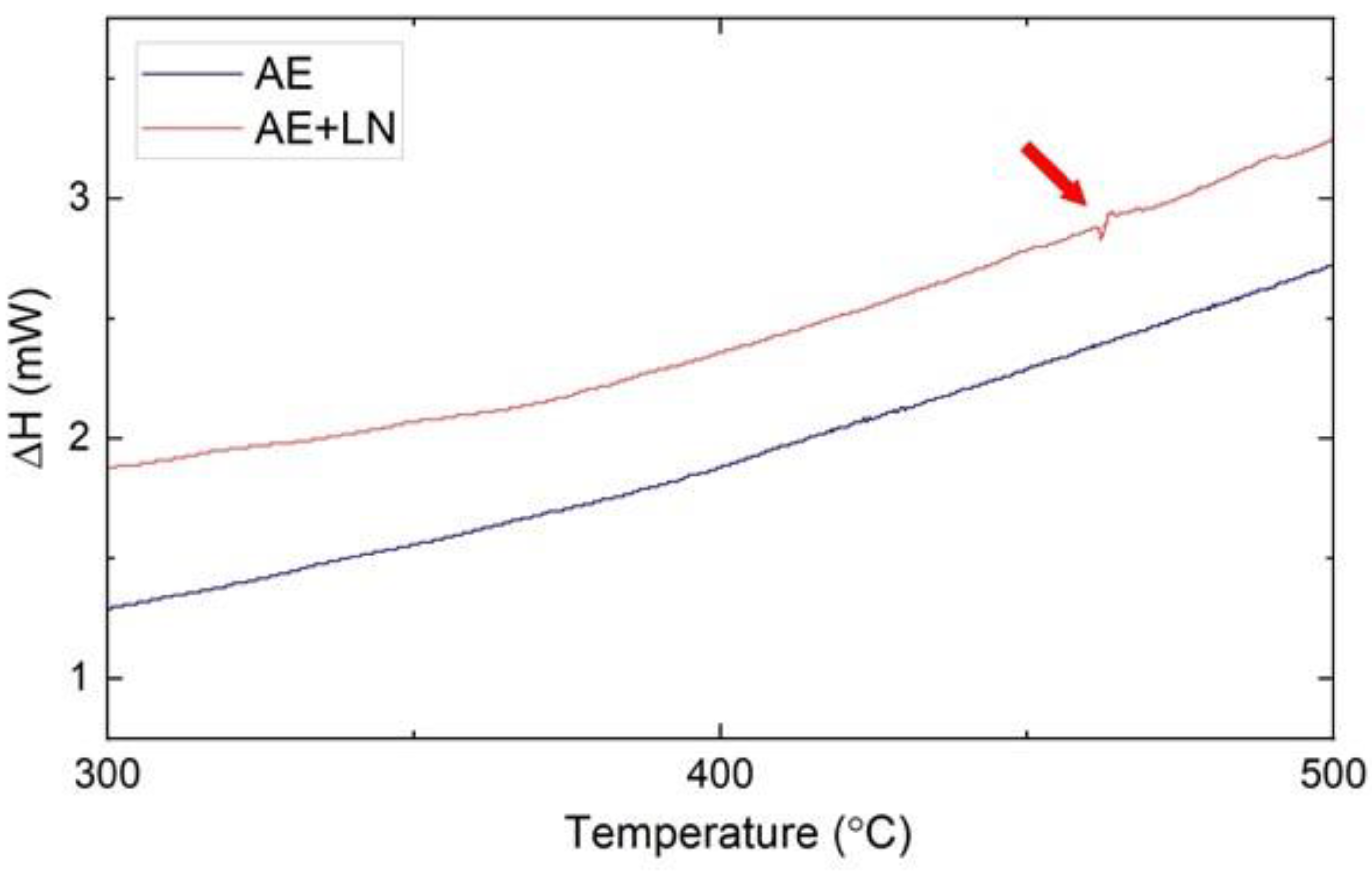
3.4. Thermal Response
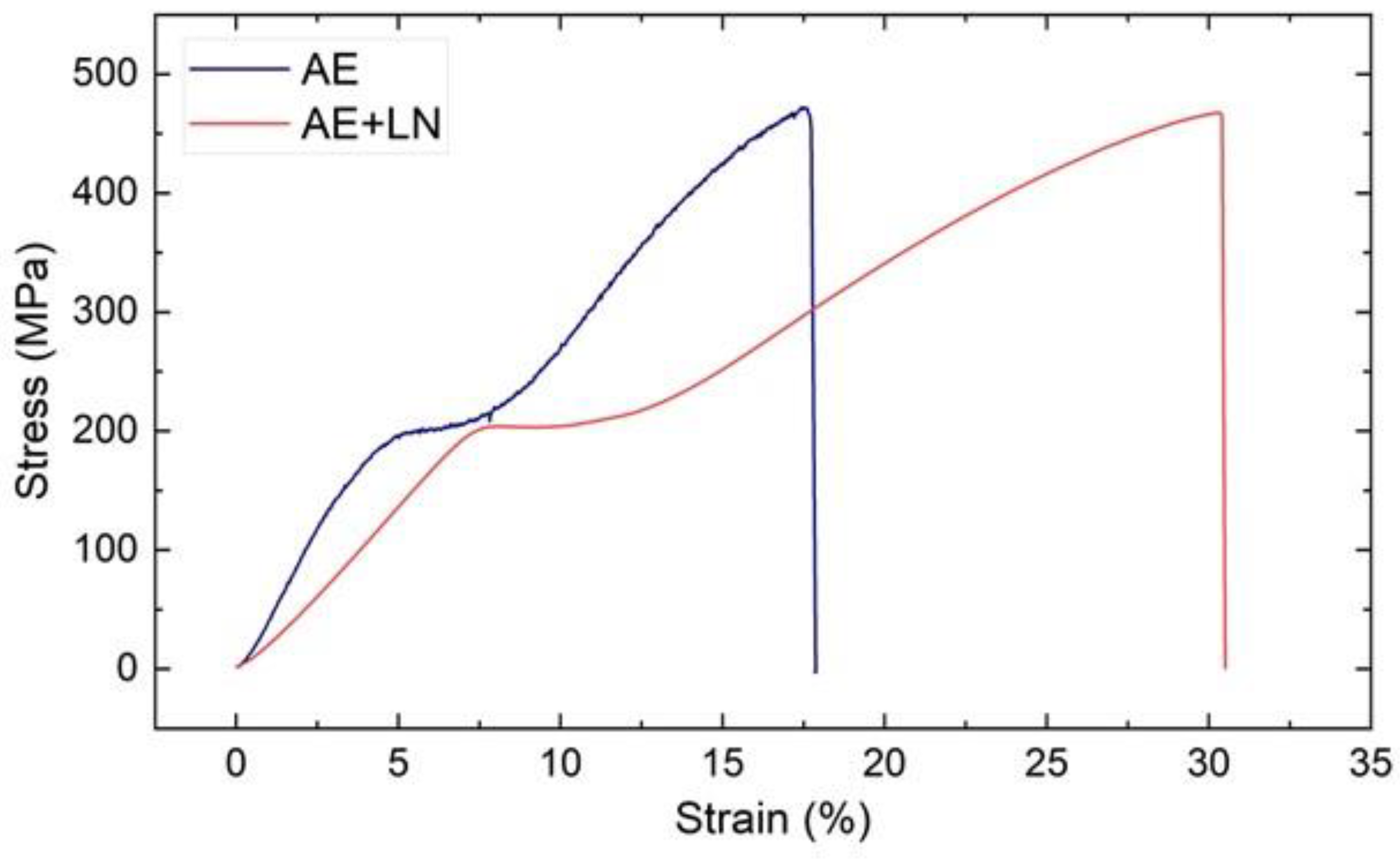
3.5. Mechanical Response
4. Conclusions
- Exposure to liquid nitrogen (77 K) assists in reducing the porosity of the nanocomposite samples by ~44%.
- Grain size analysis revealed that the extrusion process reduced the grain size from 22 μm of DMD-solidified material to 2 μm, which remained similar following DCT treatment.
- DCT treatment was effective in reducing the porosity by approximately 43%. The porosity was measured, in this case, before and after DCT on the same samples.
- The ignition temperature of the nanocomposite post-DCT is observed to be ~9 °C higher than the as-extruded sample.
- DCT treatment was effective in improving the hardness from 86 HV to 92 HV (~7%).
- There was a superior improvement in the compressive yield strength (18%) and fracture strain (43%) values post-DCT with no adverse effect on the ultimate compressive strength.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sonar, T.; Lomte, S.; Gogte, C. Cryogenic Treatment of Metal—A Review. Mater. Today Proc. 2018, 5, 25219–25228. [Google Scholar] [CrossRef]
- Dieringa, H. Influence of Cryogenic Temperatures on the Microstructure and Mechanical Properties of Magnesium Alloys: A Review. Metals 2017, 7, 38. [Google Scholar] [CrossRef] [Green Version]
- Baldissera, P.; Delprete, C. Deep cryogenic treatment: A bibliographic review. Open Mech. Eng. J. 2008, 2, 1–11. [Google Scholar] [CrossRef]
- Das, D.; Ray, K.K.; Dutta, A.K. Influence of temperature of sub-zero treatments on the wear behaviour of die steel. Wear 2009, 267, 1361–1370. [Google Scholar] [CrossRef]
- Barron, R.F. Cryogenic treatment of metals to improve wear resistance. Cryogenics 1982, 22, 409–413. [Google Scholar] [CrossRef]
- Shunmuga Priyan, M. Optimization of Retained Austenite and Corrosion Properties on EN-31 Bearing Steel by Cryogenic Treatment Process; IntechOpen: Rijeka, Croatia, 2022. [Google Scholar]
- Dong, N.; Sun, L.; Ma, H.; Jin, P. Effects of cryogenic treatment on microstructures and mechanical properties of Mg-2Nd-4Zn alloy. Mater. Lett. 2021, 305, 130699. [Google Scholar] [CrossRef]
- Jiang, Y.; Chen, D.; Chen, Z.; Liu, J. Effect of Cryogenic Treatment on the Microstructure and Mechanical Properties of AZ31 Magnesium Alloy. Mater. Manuf. Process. 2010, 25, 837–841. [Google Scholar] [CrossRef]
- Lin, T.; Zhou, J.-X.; Jing, C.-N.; Liu, Y.-T.; Zhang, L.-L.; Meng, X.-B. Improving mechanical properties of ZK60 magnesium alloy by cryogenic treatment before hot extrusion. High Temp. Mater. Process. 2020, 39, 200–208. [Google Scholar] [CrossRef]
- Stephens, T.; Birky, A.; Gohlke, D. Vehicle Technologies and Fuel Cell Technologies Office Research and Development Programs: Prospective Benefits Assessment Report for Fiscal Year 2018; Argonne National Lab. (ANL): Argonne, IL, USA, 2017. [Google Scholar]
- Kawajiri, K.; Kobayashi, M.; Sakamoto, K. Lightweight materials equal lightweight greenhouse gas emissions: A historical analysis of greenhouse gases of vehicle material substitution. J. Clean. Prod. 2020, 253, 119805. [Google Scholar] [CrossRef]
- Gonçalves, M.; Monteiro, H.; Iten, M. Life Cycle Assessment studies on lightweight materials for automotive applications-An overview. Energy Rep. 2022, 8, 338–345. [Google Scholar] [CrossRef]
- Gupta, M.; Sharon, N.M.L. Magnesium, Magnesium Alloys, and Magnesium Composites; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Huang, H.; Zhang, J. Microstructure and mechanical properties of AZ31 magnesium alloy processed by multi-directional forging at different temperatures. Mater. Sci. Eng. A 2016, 674, 52–58. [Google Scholar] [CrossRef]
- Kumar Meenashisundaram, G.; Hou Damien Ong, T.; Parande, G.; Manakari, V.; Xiang, S.; Gupta, M. Using lanthanum to enhance the overall ignition, hardness, tensile and compressive strengths of Mg-0.5Zr alloy. J. Rare Earths 2017, 35, 723–732. [Google Scholar] [CrossRef]
- Parande, G.; Tun, K.S.; Neo, H.J.N.; Gupta, M. An Investigation into the Effect of Length Scale (Nano to Micron) of Cerium Oxide Particles on the Mechanical and Flammability Response of Magnesium. J. Mater. Eng. Perform. 2022. [Google Scholar] [CrossRef]
- Tsai, M.; Chang, C. Grain size effect on deformation twinning in Mg–Al–Zn alloy. Mater. Sci. Technol. 2013, 29, 759–763. [Google Scholar] [CrossRef]
- Fan, H.; Aubry, S.; Arsenlis, A.; El-Awady, J.A. Grain size effects on dislocation and twinning mediated plasticity in magnesium. Scr. Mater. 2016, 112, 50–53. [Google Scholar] [CrossRef]
- Arul Kumar, M.; Beyerlein, I.J.; Tome, C.N. Grain size constraints on twin expansion in hexagonal close packed crystals. J. Appl. Phys. 2016, 120, 155105. [Google Scholar] [CrossRef]
- Mishra, R.K.; Brahme, A.; Sabat, R.K.; Jin, L.; Inal, K. Twinning and texture randomization in Mg and Mg-Ce alloys. Int. J. Plast. 2019, 117, 157–172. [Google Scholar] [CrossRef]
- Manakari, V.; Parande, G.; Doddamani, M.; Gupta, M. Enhancing the Ignition, Hardness and Compressive Response of Magnesium by Reinforcing with Hollow Glass Microballoons. Materials 2017, 10, 997. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kogure, Y.; Hiki, Y. Effect of dislocations on low-temperature thermal conductivity and specific heat of copper-aluminum alloy crystals. J. Phys. Soc. Jpn. 1975, 39, 698–707. [Google Scholar] [CrossRef]
- Parande, G.; Joju, J.; Manakari, V.; Teo, Z.M.B.; Gupta, M. An experimental investigation on the influence of hybrid turning induced deformation parameters on the properties of Mg-Zn-Sr-Dy alloy. J. Mater. Process. Technol. 2023, 312, 117845. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Theoretical Density (g.cm−3) | Before DCT | After DCT | ||
|---|---|---|---|---|---|
| Measured Density (g.cm−3) | Porosity (%) | Measured Density (g.cm−3) | Porosity (%) | ||
| Pure Mg a | 1.7380 | 1.732 ± 0.0005 | 0.319 | - | - |
| Mg/2wt.%CeO2 (AE) | 1.7648 | 1.745 ± 0.002 | 1.099 | - | - |
| Mg/2wt.%CeO2 (AE + LN) | 1.7648 | 1.7476 ± 0.0009 | 0.9764 | 1.755 ± 0.002 | 0.5545 |
| Material | Grain Size (µm) | Aspect Ratio |
|---|---|---|
| Pure Mg a | 21.8 ± 5.0 | 1.4 ± 0.2 |
| Mg/2wt.%CeO2 (AE) | 2 ± 0.6 | 1.4 ± 0.3 |
| Mg/2wt.%CeO2 (AE + LN) | 2.8 ± 0.6 | 1.2 ± 0.3 |
| Material | Ignition Temperature (°C) |
|---|---|
| Pure Mg | 580 |
| Mg/2wt.%CeO2 (AE) | 665 |
| Mg/2wt.%CeO2 (AE + LN) | 674 |
| Material | Microhardness (HV) |
|---|---|
| Pure Mg a | 55 ± 3 |
| Mg/2wt.%CeO2 (AE) | 86 ± 2 |
| Mg/2wt.%CeO2 (AE + LN) | 92 ± 4 (↑7%) |
| Material | 0.2% CYS (MPa) | UCS (MPa) | Fracture Strain (%) | Energy Absorbed (MJ.mm−3) |
|---|---|---|---|---|
| Pure Mg a | 63 ± 4 | 278 ± 5 | 24 ± 1 | 45 |
| Mg/2wt.%CeO2 (AE) | 174 ± 18 | 458 ± 25 | 21 ± 6 | 52 |
| Mg/2wt.%CeO2 (AE + LN) | 206 ± 3 (↑18%) | 452 ± 15 | 30 ± 1 (↑43%) | 76 (↑46%) |
| Mg-2Nd-4Zn a | 242 | 502 | 8 | - |
| AZ31 b | - | 250 | 28 | - |
| WE43 b | 261 | 420 | 16.3 | - |
| AM50 b | 104 | 296 | 12.6 | - |
| ZK60 b | 159 | 472 | 12.4 | - |
| AZ91D b | 130 | 300 | 12.4 | - |
| ME21 b | 87 | 260 | 25 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gupta, S.; Parande, G.; Tun, K.S.; Gupta, M. Enhancing the Physical, Thermal, and Mechanical Responses of a Mg/2wt.%CeO2 Nanocomposite Using Deep Cryogenic Treatment. Metals 2023, 13, 660. https://doi.org/10.3390/met13040660
Gupta S, Parande G, Tun KS, Gupta M. Enhancing the Physical, Thermal, and Mechanical Responses of a Mg/2wt.%CeO2 Nanocomposite Using Deep Cryogenic Treatment. Metals. 2023; 13(4):660. https://doi.org/10.3390/met13040660
Chicago/Turabian StyleGupta, Shwetabh, Gururaj Parande, Khin Sandar Tun, and Manoj Gupta. 2023. "Enhancing the Physical, Thermal, and Mechanical Responses of a Mg/2wt.%CeO2 Nanocomposite Using Deep Cryogenic Treatment" Metals 13, no. 4: 660. https://doi.org/10.3390/met13040660
APA StyleGupta, S., Parande, G., Tun, K. S., & Gupta, M. (2023). Enhancing the Physical, Thermal, and Mechanical Responses of a Mg/2wt.%CeO2 Nanocomposite Using Deep Cryogenic Treatment. Metals, 13(4), 660. https://doi.org/10.3390/met13040660