
Effect of Power on Structural and Mechanical Properties of DC Magnetron Sputtered Cr Coatings


Abstract
:1. Introduction
2. Experimental
2.1. Coating Preparation
2.2. Characterization
3. Results and Discussion
3.1. Deposition Rate
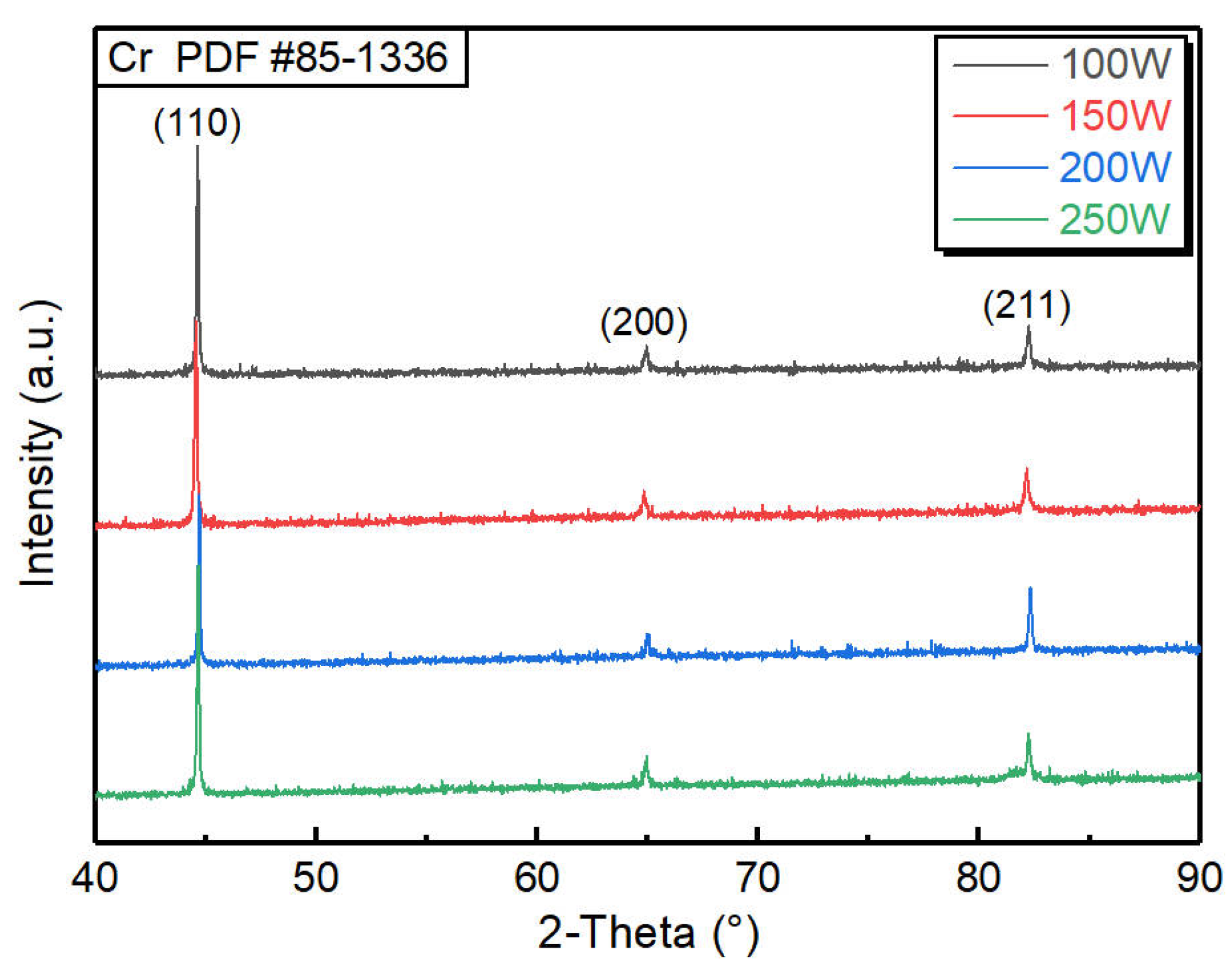
3.2. Crystal Structure
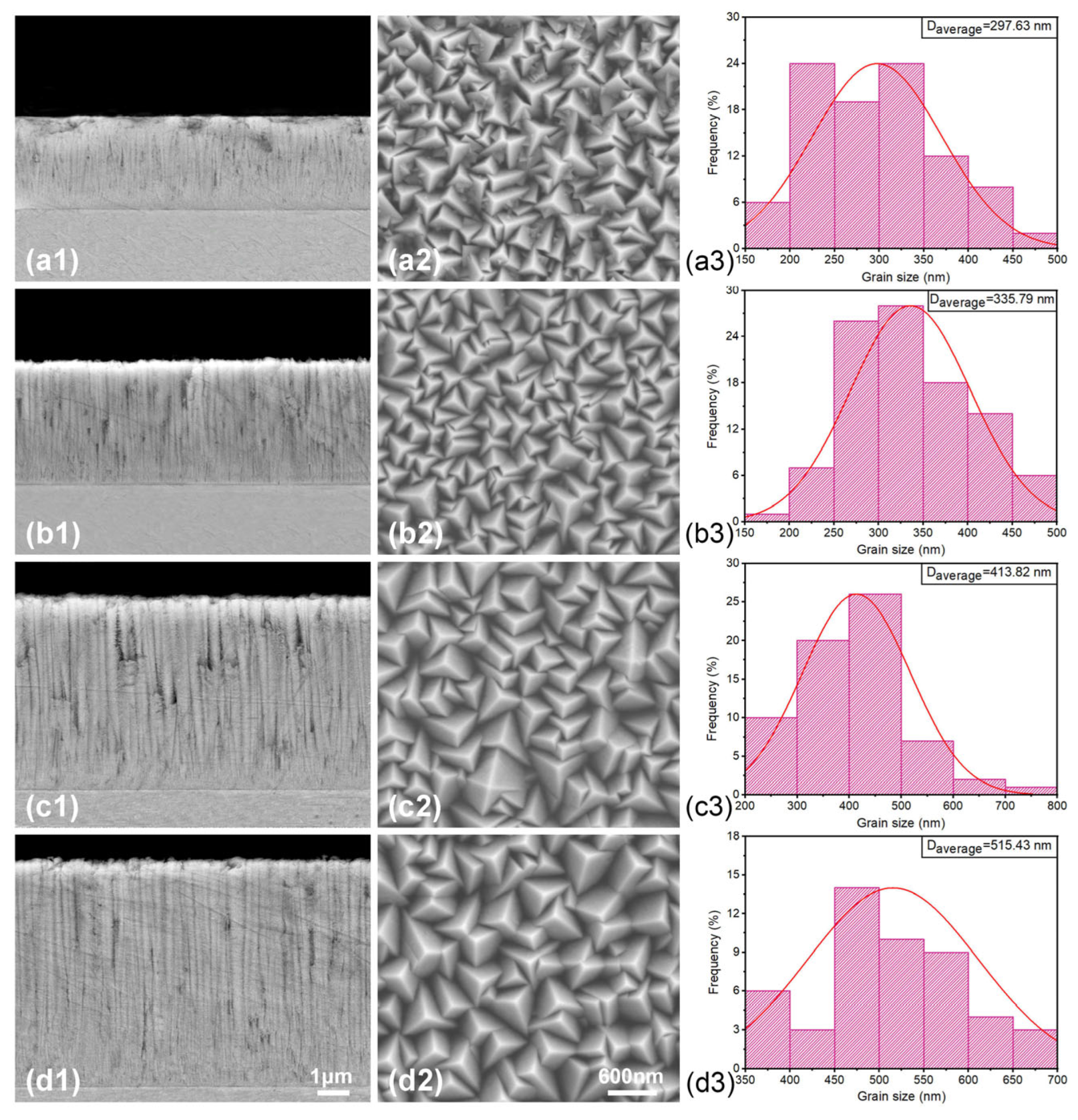
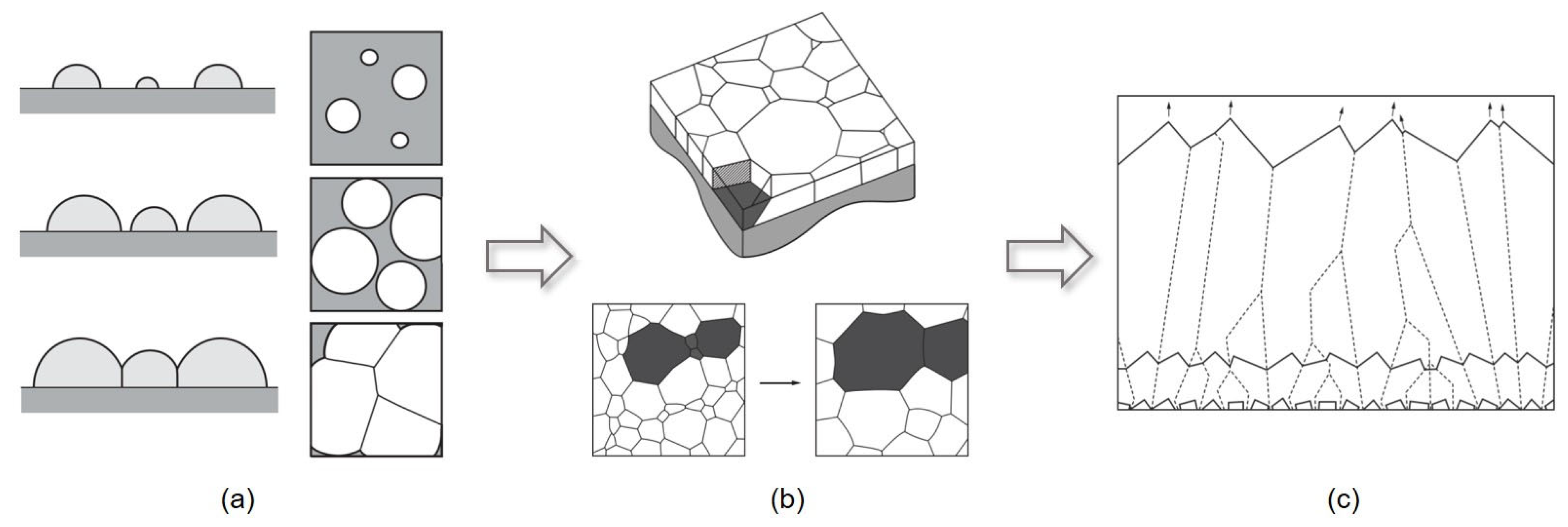
3.3. Microstructure
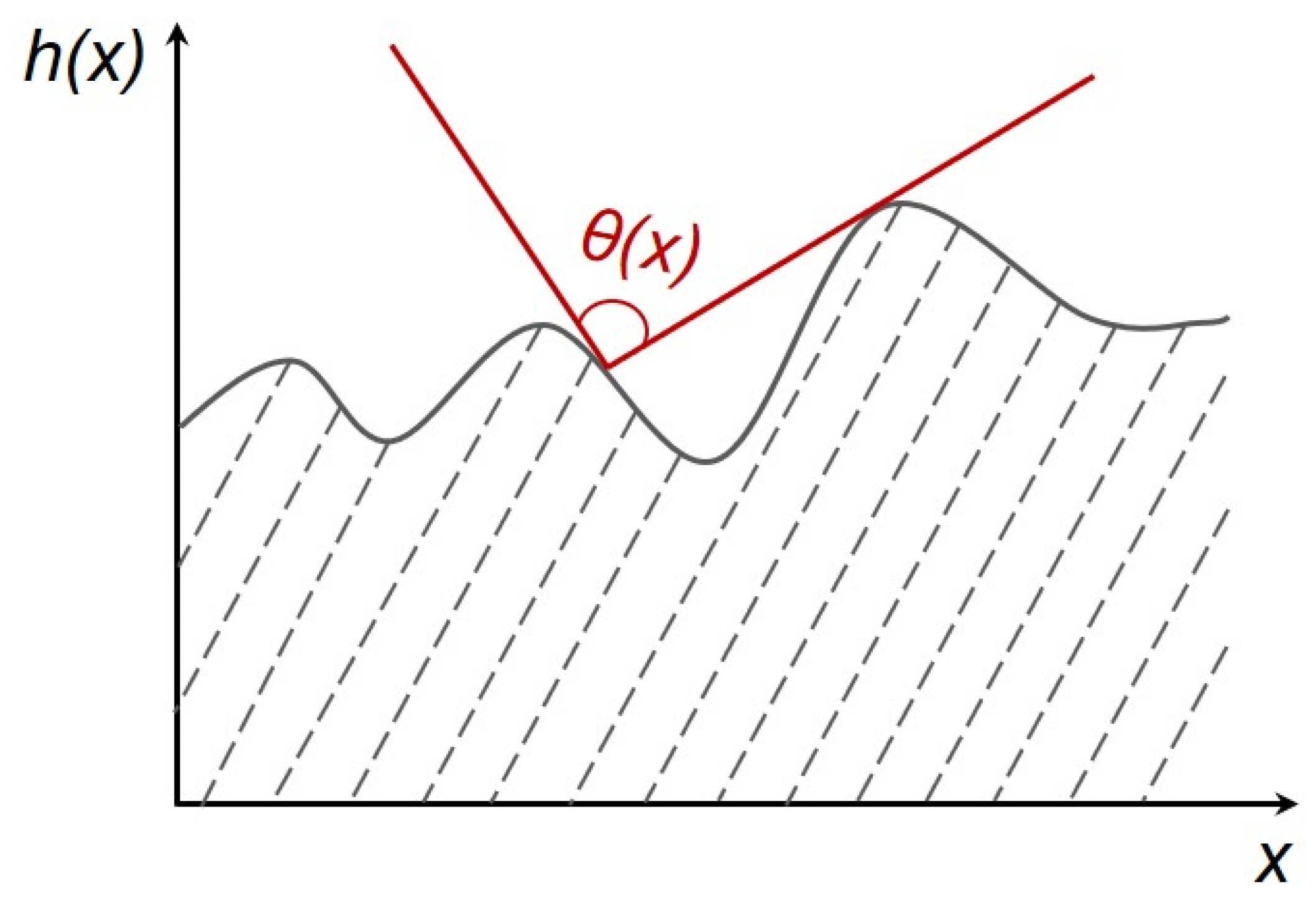
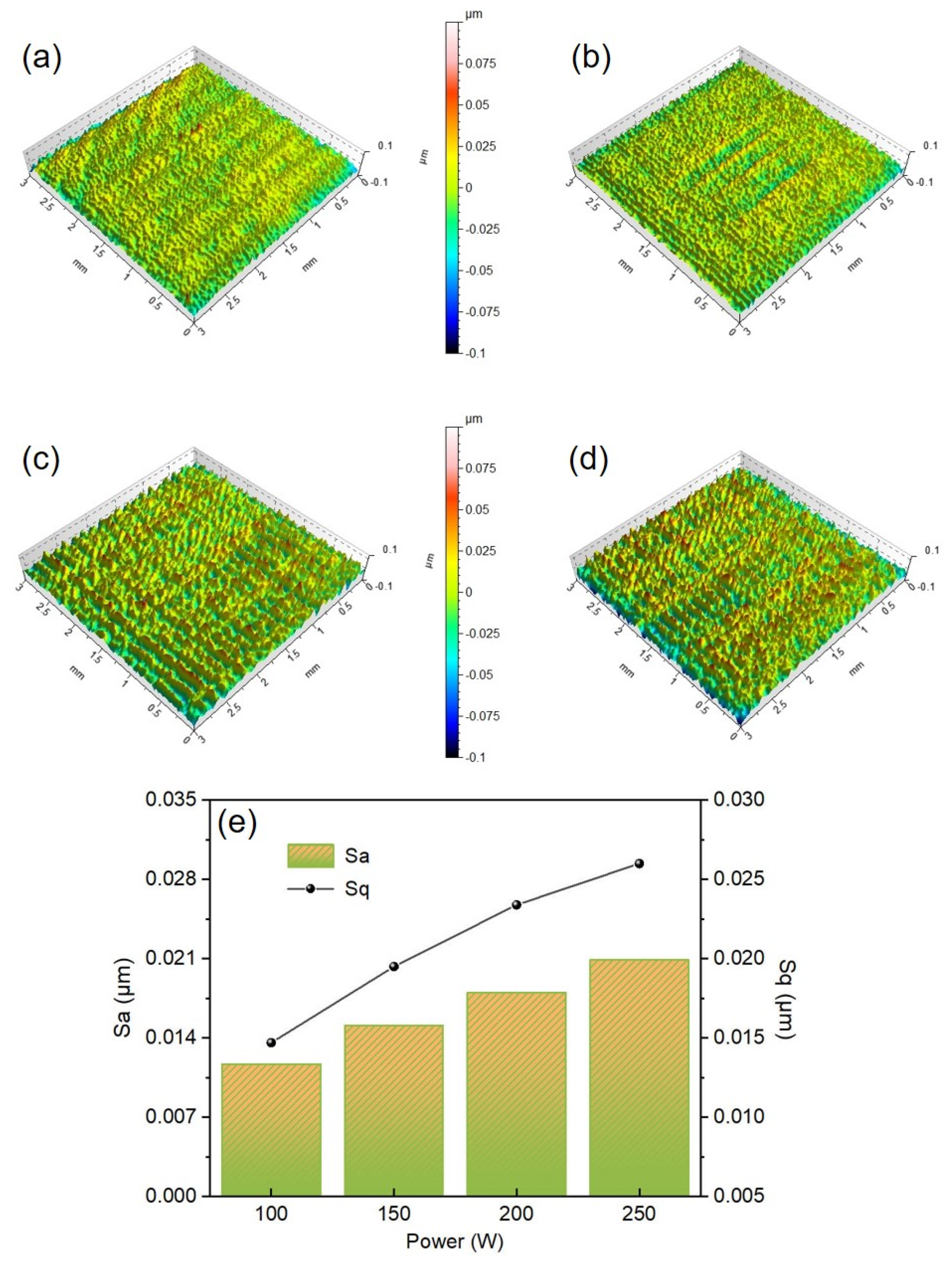
3.4. Surface Roughness
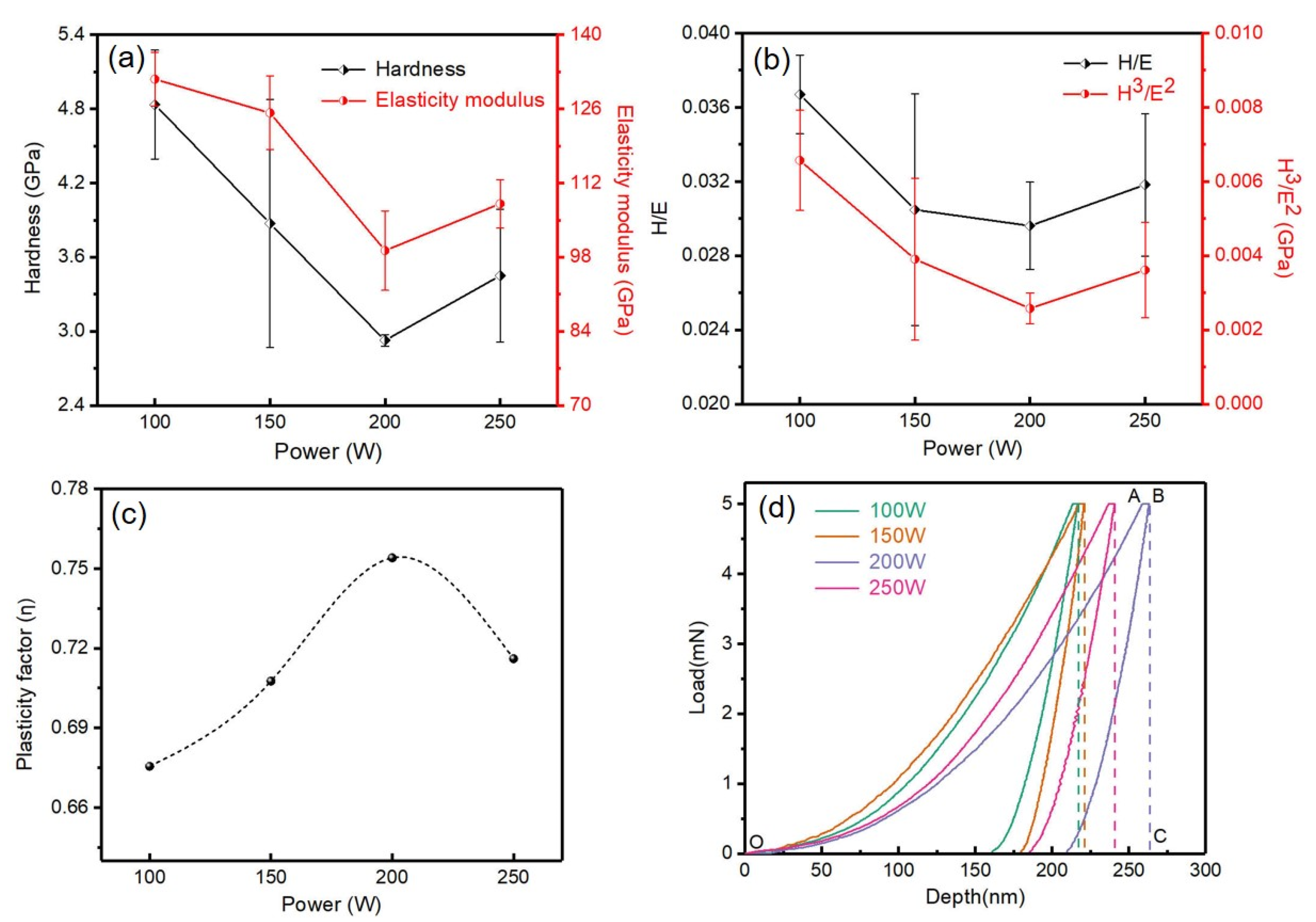
3.5. Nano-Indentation Behavior
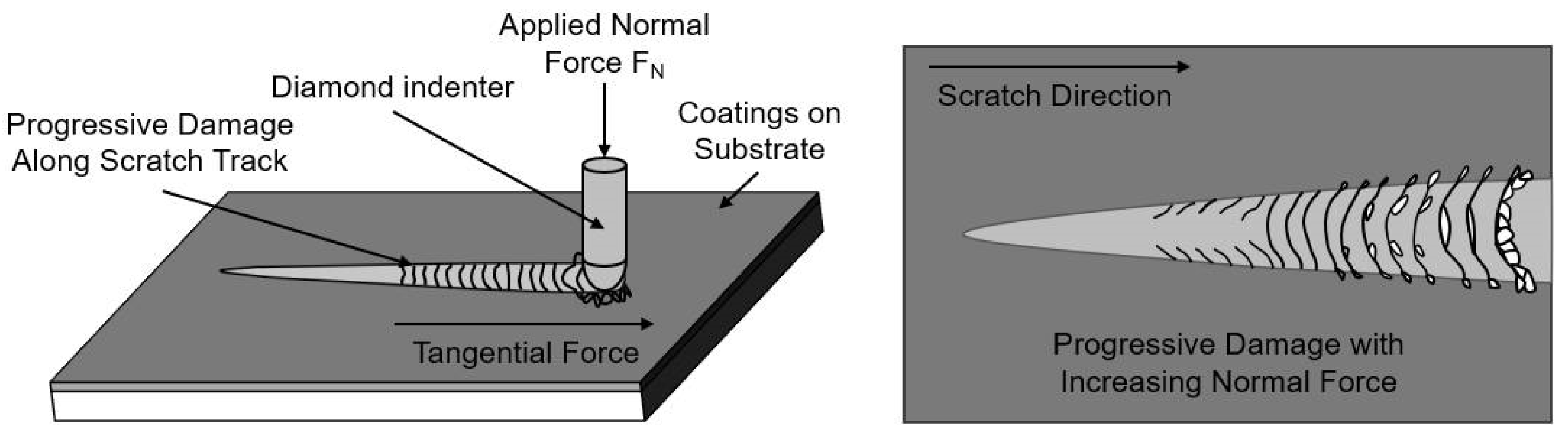
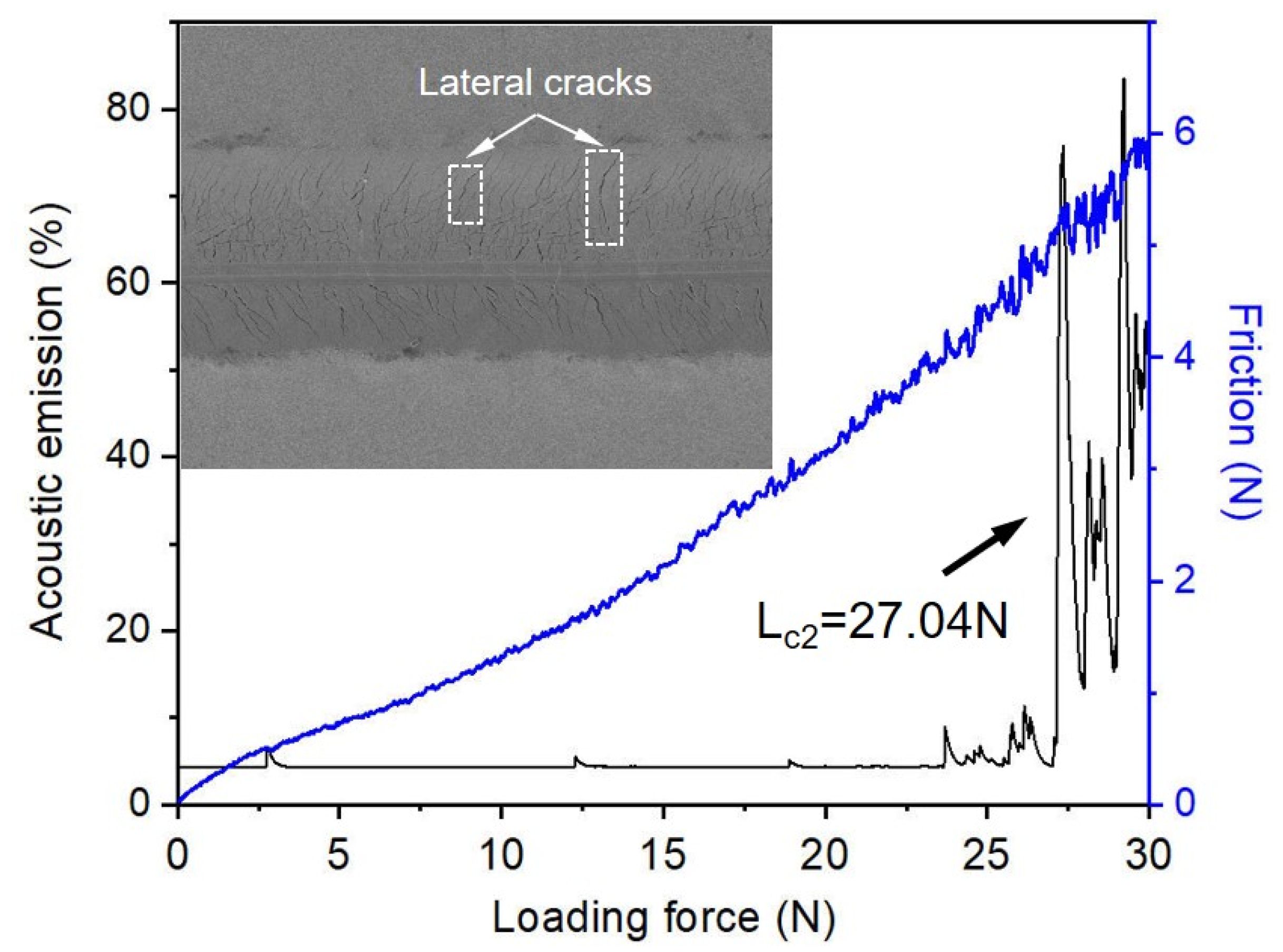
3.6. Micro-Scratch Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mello, C.B.; Mansur, R.A.F.; Santos, N.M.; Viana, W.E.S.S.; Ueda, M. Experimental study of mechanical and tribological behavior of nitrogen ion-implanted chromium thin films. Surf. Coat. Technol. 2017, 312, 123–127. [Google Scholar] [CrossRef]
- Bikulčius, G.; Češunienė, A.; Selskienė, A.; Pakštas, V.; Matijošius, T. Dry sliding tribological behavior of Cr coatings electrodeposited in trivalent chromium sulphate baths. Surf. Coat. Technol. 2017, 315, 130–138. [Google Scholar] [CrossRef]
- Liang, A.; Ni, L.; Liu, Q.; Zhang, J. Structure characterization and tribological properties of thick chromium coating electrodeposited from a Cr(III) electrolyte. Surf. Coat. Technol. 2013, 218, 23–29. [Google Scholar] [CrossRef]
- Hu, M.; Shen, M.; Liu, Z.; Guo, C.; Li, Q.; Zhu, S. Self-ion bombarded Cr films: Crystallographic orientation and oxidation behaviour. Corros. Sci. 2018, 143, 212–220. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Kovač, J. Tribological aspects related to the morphology of PVD hard coatings. Surf. Coat. Technol. 2018, 343, 138–147. [Google Scholar] [CrossRef]
- Navinšek, B.; Peter, P.; Milošev, I. PVD coatings as an environmentally clean alternative to electrocoating and electroless processes. Surf. Coat. Technol. 1999, 116, 476–487. [Google Scholar] [CrossRef]
- Paturaud, C.; Farges, G.; Sainte Catherine, M.C.; Machet, J. Correlation between hardness and embedded argon content of magnetron sputtered chromium films. Thin Solid Film. 1999, 347, 46–55. [Google Scholar] [CrossRef]
- Legg, K.O.; Graham, M.; Chang, P.; Rastagar, F.; Gonzales, A.; Sartwell, B. The replacement of electrocoating. Surf. Coat. Technol. 1996, 81, 99–105. [Google Scholar] [CrossRef]
- Wang, S.F.; Lin, H.C.; Bor, H.Y.; Tsai, Y.L.; Wei, C.N. Characterization of chromium thin films by sputter deposition. J. Alloys Compd. 2011, 509, 10110–10114. [Google Scholar] [CrossRef]
- Daure, J.L.; Carrington, M.J.; Shipway, P.H.; McCartney, D.G.; Stewart, D.A. A comparison of the galling wear behaviour of PVD Cr and electroplated hard Cr thin films. Surf. Coat. Technol. 2018, 350, 40–47. [Google Scholar] [CrossRef]
- Sidelev, D.V.; Bestetti, M.; Bleykher, G.A.; Krivobokov, V.P.; Grudinin, V.A.; Franz, S.; Vicenzo, A.; Shanenkova, Y.L. Deposition of Cr films by hot target magnetron sputtering on biased substrates. Surf. Coat. Technol. 2018, 350, 560–568. [Google Scholar] [CrossRef]
- Savisalo, T.; Lewis, D.B.; Hovsepian, P.E.; Münz, W.D. Influence of ion bombardment on the properties and microstructure of unbalanced magnetron deposited niobium coatings. Thin Solid Film. 2004, 460, 94–100. [Google Scholar] [CrossRef]
- Adjaottor, A.A.; Meletis, E.I.; Logothetidis, S.; Alexandrou, I.; Kokkou, S. Effect of substrate bias on sputter-deposited TiCx, TiNy and TiCxNy thin films. Surf. Coat. Technol. 1995, 76–77, 142–148. [Google Scholar] [CrossRef]
- Yang, Z.T.; Yang, B.; Guo, L.P.; Fu, D.J. Effect of bias voltage on the structure and hardness of TiSiN composite coatings synthesized by cathodic arc assisted middle-frequency magnetron sputtering. J. Alloys Compd. 2009, 473, 437–441. [Google Scholar] [CrossRef]
- Ferreira, F.; Serra, R.; Cavaleiro, A.; Oliveira, J.C. Additional control of bombardment by deep oscillation magnetron sputtering: Effect on the microstructure and topography of Cr thin films. Thin Solid Film. 2016, 619, 250–260. [Google Scholar] [CrossRef]
- Li, H.; Jiang, B.; Yang, B. Study on crystalline to amorphous structure transition of Cr coatings by magnetron sputtering. Appl. Surf. Sci. 2011, 258, 935–939. [Google Scholar] [CrossRef]
- Ferrec, A.; Keraudy, J.; Jacq, S.; Schuster, F.; Jouan, P.Y.; Djouadi, M.A. Correlation between mass-spectrometer measurements and thin film characteristics using dcMS and HiPIMS discharges. Surf. Coat. Technol. 2014, 250, 52–56. [Google Scholar] [CrossRef]
- Feng, Y.C.; Laughlin, D.E.; Lambeth, D.N. Formation of crystallographic texture in rf sputter-deposited Cr thin films. J. Appl. Phys. 1994, 76, 7311–7316. [Google Scholar] [CrossRef]
- Shtanskii, D.V.; Kulinich, S.A.; Levashov, E.A.; Moore, J.J. Structure and physical-mechanical properties of nanostructured thin films. Phys. Solid State 2003, 45, 1177–1184. [Google Scholar] [CrossRef]
- Glechner, T.; Hahn, R.; Wojcik, T.; Holec, D. Assessment of ductile character in superhard Ta-C-N thin films. Acta Mater. 2019, 179, 17–25. [Google Scholar] [CrossRef]
- Vidakis, N.; Antoniadis, A.; Bilalis, N. The VDI 3198 indentation test evaluation of a reliable qualitative control for layered compounds. J. Mater. Process. Technol. 2003, 143–144, 481–485. [Google Scholar] [CrossRef]
- Ferreira, F.; Serra, R.; Oliveira, J.C.; Cavaleiro, A. Effect of peak target power on the properties of Cr thin films sputtered by HiPIMS in deep oscillation magnetron sputtering (DOMS) mode. Surf. Coat. Technol. 2014, 258, 249–256. [Google Scholar] [CrossRef]
- Thompson, C.V. Structure evolution during processing of polycrystalline films. Annu. Rev. Mater. Sci. 2000, 30, 159–190. [Google Scholar] [CrossRef]
- Tu, K.N.; Smith, D.A.; Weiss, B.Z. Hyperbolic grain boundaries. Phys. Rev. B 1987, 36, 8948–8950. [Google Scholar] [CrossRef]
- Knuyt, G.; Quaeyhaegens, C.; Haen, J.D. A quantitative model for the evolution from random orientation to a unique texture in PVD thin film growth. Thin Solid Film. 1995, 258, 159–169. [Google Scholar] [CrossRef]
- Longworth, H.P.; Thompson, C.V. Abnormal grain growth in aluminum alloy thin films. J. Appl. Phys. 1991, 69, 3929–3940. [Google Scholar] [CrossRef]
- Janssen, G.C.A.M.; Alkemade, P.F.A.; Sivel, V.G.M. Anisotropic growth of chromium films during sputter deposition on substrates in planetary motion. J. Vac. Sci. Technol. A 2004, 22, 1773–1777. [Google Scholar] [CrossRef]
- Greczynski, G.; Jensen, J.; Hultman, L. Mitigating the geometrical limitations of conventional sputtering by controlling the ion-to-neutral ratio during high power pulsed magnetron sputtering. Thin Solid Film. 2011, 519, 6354–6361. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Z.B.; Yalisove, S.M.; Rek, Z.U. Evolution of anisotropic microstructure and residual stress in sputtered Cr films. J. Appl. Phys. 2002, 92, 7183–7192. [Google Scholar] [CrossRef]
- Sakharova, N.A.; Prates, P.A.; Oliveira, M.C.; Fernandes, J.V.; Antunes, J.M. A Simple Method for Estimation of Residual Stresses by Depth-Sensing Indentation. Strain 2012, 48, 75–87. [Google Scholar] [CrossRef]
- Lintymer, J.; Martin, N.; Chappé, J.M.; Delobelle, P.; Takadoum, J. Nanoindentation of chromium zigzag thin films sputter deposited. Surf. Coat. Technol. 2005, 200, 269–272. [Google Scholar] [CrossRef]
- Bondarev, A.V.; Kiryukhantsev-Korneev, P.V.; Sidorenko, D.A.; Shtansky, D.V. A new insight into hard low friction MoCN–Ag coatings intended for applications in wide temperature range. Mater. Des. 2016, 93, 63–72. [Google Scholar] [CrossRef]
- Ju, H.; Xu, J. Influence of vanadium incorporation on the microstructure, mechanical and tribological properties of Nb–V–Si–N films deposited by reactive magnetron sputtering. Mater. Charact. 2015, 107, 411–418. [Google Scholar] [CrossRef]
- Macías, H.A.; Yate, L.; Coy, L.E.; Olaya, J.J.; Aperador, W. Effect of nitrogen flow ratio on microstructure, mechanical and tribological properties of TiWSiNx thin film deposited by magnetron co-sputtering. Appl. Surf. Sci. 2018, 456, 445–456. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sampleno. | Ar Pressure (Pa) | Substrate Temp (°C) | Deposition Time (min) | Flow Rate (sccm) | Cathode Current (A) | Cathode Voltage (V) | Sputtering Power (W) | Thickness (μm) |
|---|---|---|---|---|---|---|---|---|
| Cr-1 | 0.2 | 500 | 120 | 105.8 | 0.417 | 240 | 100 | 2.77 |
| Cr-2 | 0.2 | 500 | 120 | 105.8 | 0.591 | 254 | 150 | 4.12 |
| Cr-3 | 0.2 | 500 | 120 | 105.8 | 0.760 | 263 | 200 | 6.04 |
| Cr-4 | 0.2 | 500 | 120 | 105.8 | 0.923 | 271 | 250 | 7.10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, W.; Peng, J.; Xu, Z.; Shen, Q.; Wang, C. Effect of Power on Structural and Mechanical Properties of DC Magnetron Sputtered Cr Coatings. Metals 2023, 13, 691. https://doi.org/10.3390/met13040691
Shi W, Peng J, Xu Z, Shen Q, Wang C. Effect of Power on Structural and Mechanical Properties of DC Magnetron Sputtered Cr Coatings. Metals. 2023; 13(4):691. https://doi.org/10.3390/met13040691
Chicago/Turabian StyleShi, Wanyu, Jian Peng, Zhigang Xu, Qiang Shen, and Chuanbin Wang. 2023. "Effect of Power on Structural and Mechanical Properties of DC Magnetron Sputtered Cr Coatings" Metals 13, no. 4: 691. https://doi.org/10.3390/met13040691
APA StyleShi, W., Peng, J., Xu, Z., Shen, Q., & Wang, C. (2023). Effect of Power on Structural and Mechanical Properties of DC Magnetron Sputtered Cr Coatings. Metals, 13(4), 691. https://doi.org/10.3390/met13040691