
Sensitivity of Gold Lixiviants for Metal Impurities in Leaching of RAM Printed Circuit Boards




Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Leaching Agent | Input Material | Pretreatment | Target Metal | Gold Leaching Yield | Reference |
|---|---|---|---|---|---|
| 0.12 M (NH4)2S2O3 20 mM CuSO4 0.2 M NH₄OH | Scrap and PCBs of waste mobile phones | None | Au | 98% | [19] |
| 0.2 M (NH4)2S2O3 5 mM CuSO4 0.4 M NH₄OH | RAM sticks | None | Au | >98% | [15] |
| 60 g/L CH4N2S 4 g/L Fe2(SO4)3 0.1 M H2SO4 | PCBs of spent mobile phones | Crushed and grounded Sieving | Cu, Au | 85.2 ± 0.8% | [20] |
| 24 g/L CH4N2S 0.6 wt.% Fe2(SO4)3 0.5 M H2SO4 | PCB powder from waste mobile phones | None | Au, Ag | 90% | [32] |
| 2 g/L I2 12 g/L KI | WPCBs from discarded computers | Shredded Incineration Pressure oxidative acid leaching | Au | >99% | [21] |
| 1.1% I2 10% KI 1.5% H2O2 | PCB powder from waste computers | Acid leaching | Au | >95% | [33] |
| 3% I2 1% H2O2 | WPCBs | Acid leaching | Au | 99.98% | [22] |
| 70 mM C4H4BrNO2 100 mM C5H5N | Pins of waste CPU | None | Au | 60% | [34] |
2. Materials and Methods
3. Results and Discussion
3.1. Material Pretreatment and Characterization
3.2. Base Metal Separation
3.3. Gold Leaching
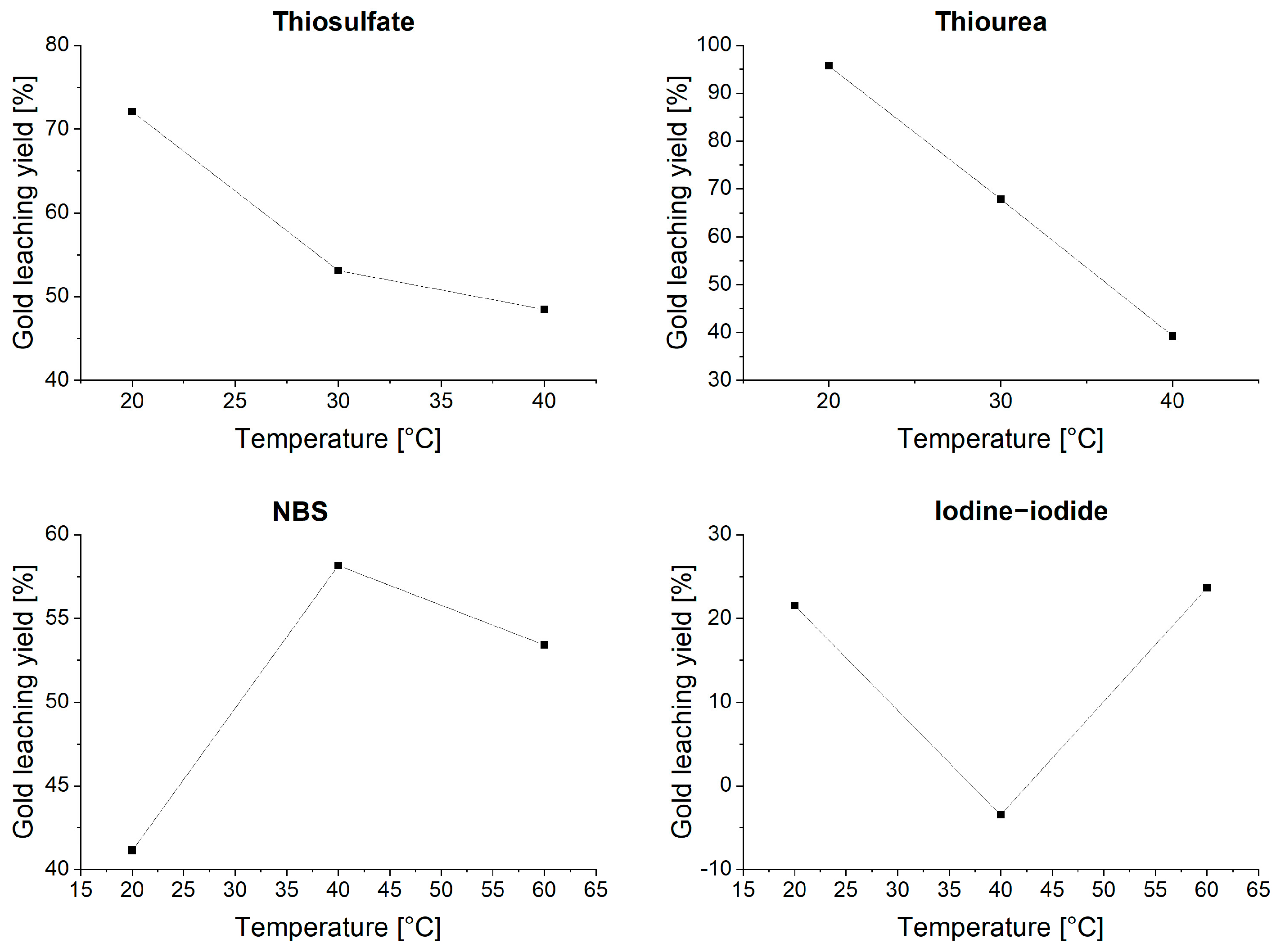
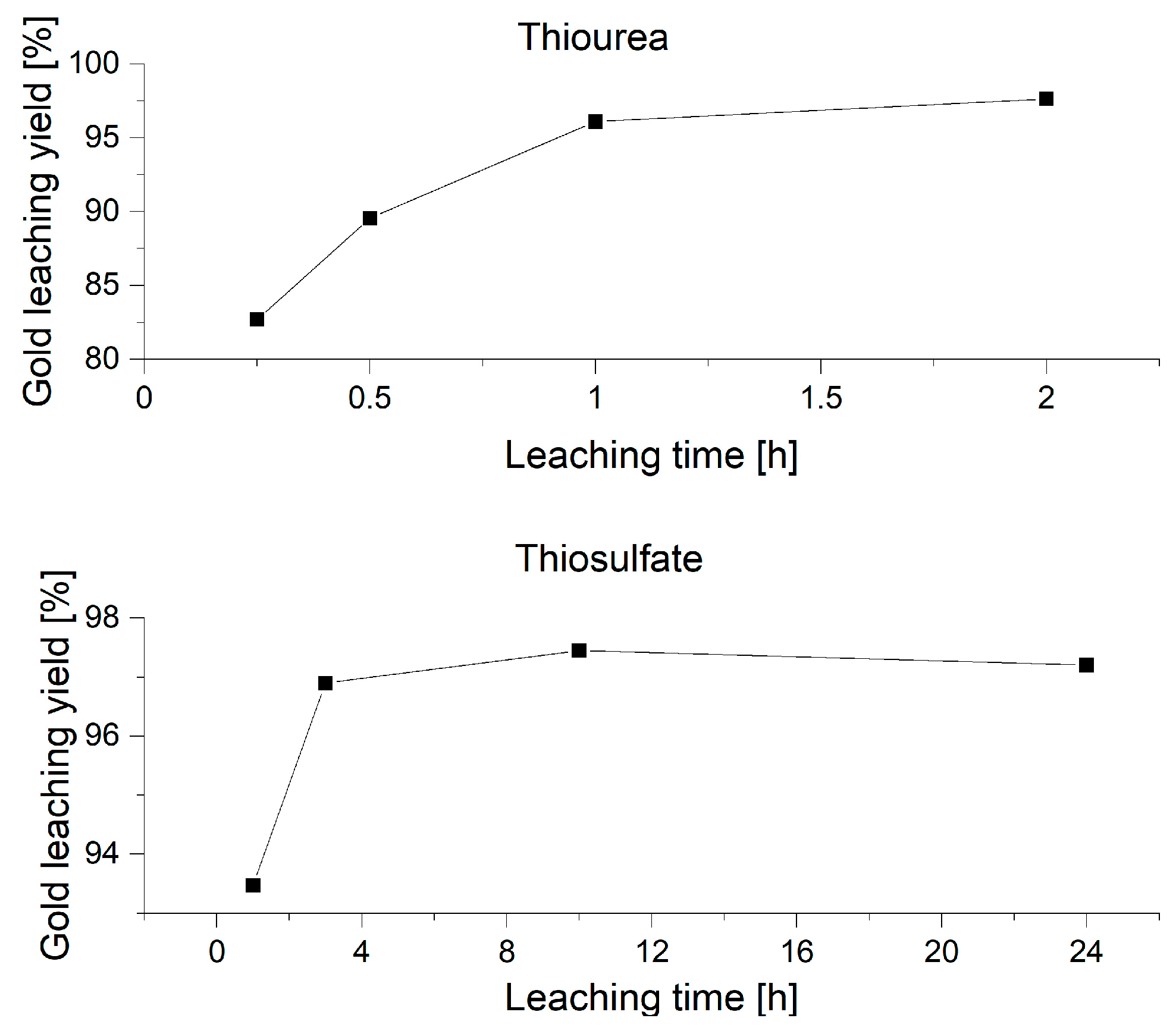
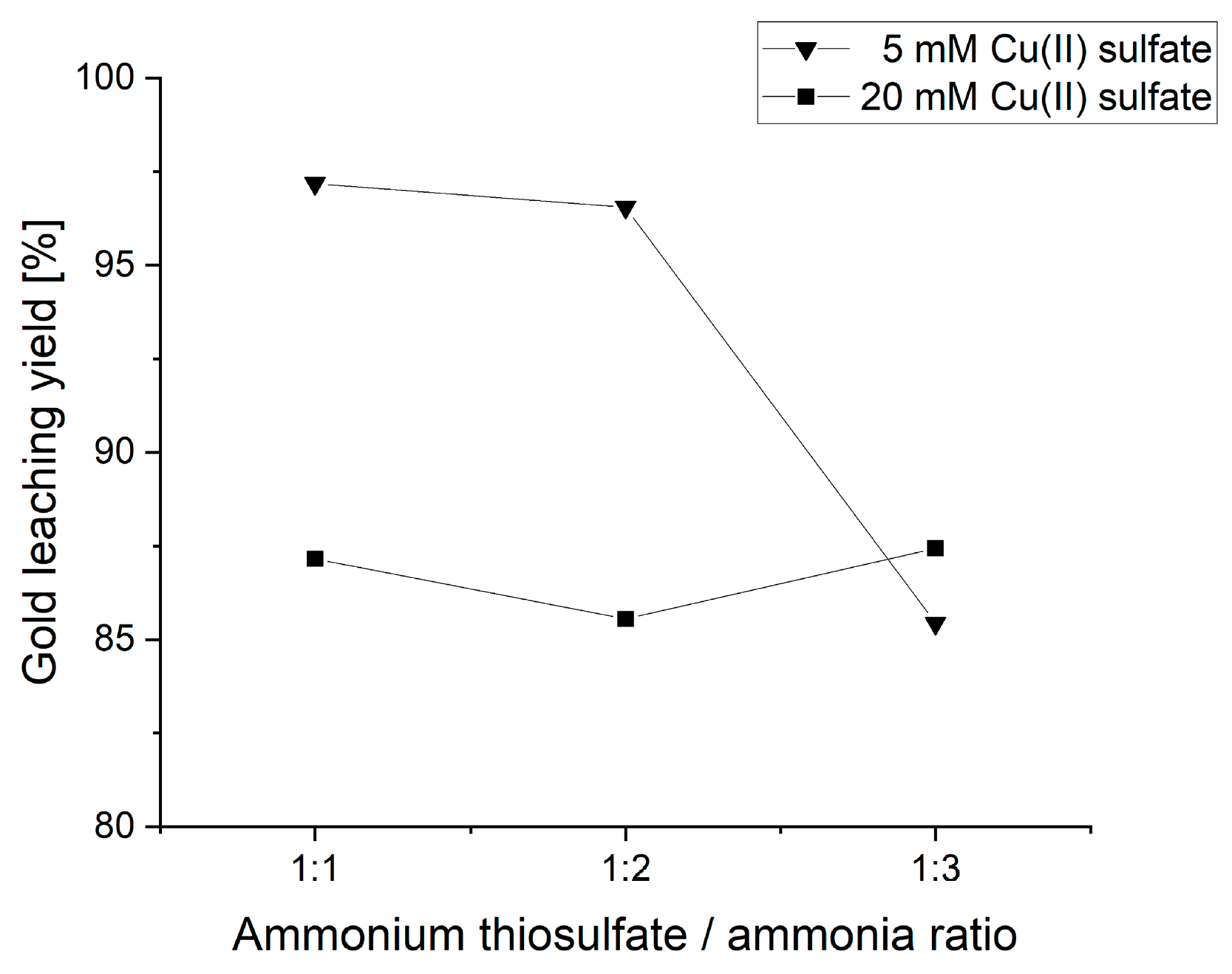
3.3.1. Parameter Investigation of Lixiviants
- Thiosulfate
- Thiourea
- Iodine–Iodide
- NBS
- Cyanide
3.3.2. Sensitivity of Gold Leaching Lixiviants to Base Metal Content
- Further Investigation of Thiosulfate and ThioureaGold Leaching
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
| 0.2 M CH4N2S | 0.3 M CH4N2S | 0.3 M CH4N2S |
| 10 mM Fe2(SO4)3 | 5 mM Fe2(SO4)3 | 10 mM Fe2(SO4)3 |
| 0.1 M H2SO4 | 0.1 M H2SO4 | 0.2 M H2SO4 |
| 0.4 M CH4N2S | 0.3 M CH4N2S | 0.3 M CH4N2S |
| 10 mM Fe2(SO4)3 | 20 mM Fe2(SO4)3 | 10 mM Fe2(SO4)3 |
| 0.1 M H2SO4 | 0.1 M H2SO4 | 0.05 M H2SO4 |
| 5 mM CuSO4 | 20 mM CuSO4 | 20 mM CuSO4 |
| 0.2 M (NH4)2S2O3 | 0.2 M (NH4)2S2O3 | 0.2 M (NH4)2S2O3 |
| 0.2 M NH₄OH | 0.2 M NH₄OH | 0.4 M NH₄OH |
| 5 mM CuSO4 0.2 M (NH4)2S2O3 0.6 M NH₄OH | 20 mM CuSO4 0.2 M (NH4)2S2O3 0.6 M NH₄OH | 20 mM CuSO4 0.2 M (NH4)2S2O3 0.4 M NH₄OH Reaction time 12 h |
References
- Korte, F.; Coulston, F. Some Considerations on the Impact on Ecological Chemical Principles in Practice with Emphasis on Gold Mining and Cyanide. Ecotoxicol. Environ. Saf. 1998, 41, 119–129. [Google Scholar] [CrossRef] [PubMed]
- Vaughan, J. The Process Mineralogy of Gold: The Classification of Ore Types. JOM 2004, 56, 46–48. [Google Scholar] [CrossRef]
- Adams, M.D. Overview of the Gold Mining Industry and Major Gold Deposits. In Gold Ore Processing; Elsevier: Amsterdam, The Netherlands, 2016; pp. 25–30. [Google Scholar]
- Goodman, P. Current and Future Uses of Gold in Electronics. Gold Bull. 2002, 35, 21–26. [Google Scholar] [CrossRef]
- Rao, M.D.; Singh, K.K.; Morrison, C.A.; Love, J.B. Challenges and Opportunities in the Recovery of Gold from Electronic Waste. RSC Adv. 2020, 10, 4300–4309. [Google Scholar] [CrossRef]
- Charles, R.G.; Douglas, P.; Hallin, I.L.; Matthews, I.; Liversage, G. An Investigation of Trends in Precious Metal and Copper Content of RAM Modules in WEEE: Implications for Long Term Recycling Potential. Waste Manag. 2017, 60, 505–520. [Google Scholar] [CrossRef]
- Hao, J.; Wang, X.; Wang, Y.; Wu, Y.; Guo, F. Optimizing the Leaching Parameters and Studying the Kinetics of Copper Recovery from Waste Printed Circuit Boards. ACS Omega 2022, 7, 3689–3699. [Google Scholar] [CrossRef]
- Rene, E.R.; Sethurajan, M.; Kumar Ponnusamy, V.; Kumar, G.; Bao Dung, T.N.; Brindhadevi, K.; Pugazhendhi, A. Electronic Waste Generation, Recycling and Resource Recovery: Technological Perspectives and Trends. J. Hazard. Mater. 2021, 416, 125664. [Google Scholar] [CrossRef]
- Akcil, A.; Erust, C.; Gahan, C.S.; Ozgun, M.; Sahin, M.; Tuncuk, A. Precious Metal Recovery from Waste Printed Circuit Boards Using Cyanide and Non-Cyanide Lixiviants—A Review. Waste Manag. 2015, 45, 258–271. [Google Scholar] [CrossRef]
- Cui, J.; Zhang, L. Metallurgical Recovery of Metals from Electronic Waste: A Review. J. Hazard. Mater. 2008, 158, 228–256. [Google Scholar] [CrossRef]
- Adams, M.D. Advances in Gold Ore Processing; Elsevier: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Petersen, J. Heap Leaching as a Key Technology for Recovery of Values from Low-Grade Ores—A Brief Overview. Hydrometallurgy 2016, 165, 206–212. [Google Scholar] [CrossRef]
- Aylmore, M.G.; Muir, D.M. Thiosulfate Leaching of Gold—A Review. Miner. Eng. 2001, 14, 135–174. [Google Scholar] [CrossRef]
- Salkowski, A.A.; Penney, D.G. Cyanide Poisoning in Animals and Humans: A Review. Vet. Hum. Toxicol. 1994, 36, 455–466. [Google Scholar] [PubMed]
- Birich, A. Early Stage Gold Recovery from Printed Circuit Boards via Thiosulfate Leaching; Shaker Verlag: Herzogenrath, Germany, 2020; ISBN 978-3-8440-7695-0. [Google Scholar]
- Syed, S. Recovery of Gold from Secondary Sources—A Review. Hydrometallurgy 2012, 115–116, 30–51. [Google Scholar] [CrossRef]
- Kaya, M. Electronic Waste and Printed Circuit Board Recycling Technologies the Minerals, Metals & Materials Series, 1st ed.; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Gökelma, M.; Birich, A.; Stopic, S.; Friedrich, B.; Gökelma, M.; Birich, A.; Stopic, S.; Friedrich, B. A Review on Alternative Gold Recovery Re-Agents to Cyanide. J. Mater. Sci. Chem. Eng. 2016, 4, 8–17. [Google Scholar] [CrossRef]
- Ha, V.H.; Lee, J.C.; Jeong, J.; Hai, H.T.; Jha, M.K. Thiosulfate Leaching of Gold from Waste Mobile Phones. J. Hazard. Mater. 2010, 178, 1115–1119. [Google Scholar] [CrossRef] [PubMed]
- Ippolito, N.M.; Medici, F.; Pietrelli, L.; Piga, L. Effect of Acid Leaching Pre-Treatment on Gold Extraction from Printed Circuit Boards of Spent Mobile Phones. Materials 2021, 14, 362. [Google Scholar] [CrossRef] [PubMed]
- Altansukh, B.; Haga, K.; Ariunbolor, N.; Kawamura, S.; Shibayama, A. Leaching and Adsorption of Gold from Waste Printed Circuit Boards Using Iodine-Iodide Solution and Activated Carbon. Eng. J. 2016, 20, 29–40. [Google Scholar] [CrossRef]
- Sahin, M.; Akcil, A.; Erust, C.; Altynbek, S.; Gahan, C.S.; Tuncuk, A. A Potential Alternative for Precious Metal Recovery from E-Waste: Iodine Leaching. Sep. Sci. Technol. 2015, 50, 2587–2595. [Google Scholar] [CrossRef]
- Wordsworth, J.; Khan, N.; Blackburn, J.; Camp, J.E.; Angelis-Dimakis, A. Technoeconomic Assessment of Organic Halide Based Gold Recovery from Waste Electronic and Electrical Equipment. Resources 2021, 10, 17. [Google Scholar] [CrossRef]
- Chae, S.; Yoo, K.; Tabelin, C.B.; Alorro, R.D. Hydrochloric Acid Leaching Behaviors of Copper and Antimony in Speiss Obtained from Top Submerged Lance Furnace. Metals 2020, 10, 1393. [Google Scholar] [CrossRef]
- Huang, Y.F.; Chou, S.L.; Lo, S.L. Gold Recovery from Waste Printed Circuit Boards of Mobile Phones by Using Microwave Pyrolysis and Hydrometallurgical Methods. Sustain. Environ. Res. 2022, 32, 6. [Google Scholar] [CrossRef]
- Ficeriová, J.; Baláž, P.; Gock, E. Leaching of Gold, Silver and Accompanying Metals from Circuit Boards (PCBs) Waste. Acta Montan. Slovaca Ročník 2011, 16, 128–131. [Google Scholar]
- Kamberović, Ž.; Korac, M.S.; Ranitovic, M. Hydrometallurgical Process for Extraction of Metals from Electronic Waste-Part II: Development of the Processes for the Recovery of Copper from Printed Circuit Boards (PCBs). Metalurgija-MJoM 2011, 17, 139–149. [Google Scholar]
- Fritz, B.; Aichele, C.; Schmidt, M. Environmental Impact of High-Value Gold Scrap Recycling. Int. J. Life Cycle Assess. 2020, 25, 1930–1941. [Google Scholar] [CrossRef] [PubMed]
- Diaz, F.; Flerus, B.; Nagraj, S.; Bokelmann, K.; Stauber, R.; Friedrich, B. Comparative Analysis about Degradation Mechanisms of Printed Circuit Boards (PCBs) in Slow and Fast Pyrolysis. J. Sustain. Metall. 2018, 4, 205–221. [Google Scholar] [CrossRef]
- Latacz, D.; Diaz, F.; Birich, A.; Flerus, B. WEEE Recycling at IME–RWTH Aachen: From Basic Metal Recovery to Resource Efficiency. World Metall.–ERZMETALL 2020, 73, 155–162. [Google Scholar]
- Popović, A.; Manojlović, V.; Adnadjević, B.; Petrović, J.; Kamberović, Ž.; Ranitović, M. Recovery of Rare-Earth Elements from Printed Circuit Boards by Vacuum Pyrolysis and Multiple Electrostatic Separation. Processes 2022, 10, 1152. [Google Scholar] [CrossRef]
- Li, J.-Y.; Xu, X.-L.; Liu, W.-Q. Thiourea Leaching Gold and Silver from the Printed Circuit Boards of Waste Mobile Phones. Waste Manag. 2012, 32, 1209–1212. [Google Scholar] [CrossRef]
- Xu, Q.; Chen, D.; Chen, L.; Huang, M. Gold Leaching from WPCB by Iodine Process. Nonferrous Met. 2010, 62, 88–90. [Google Scholar]
- Yue, C.; Sun, H.; Liu, W.J.; Guan, B.; Deng, X.; Zhang, X.; Yang, P. Environmentally benign, rapid, and selective extraction of gold from ores and waste electronic materials. Angew. Chem. 2017, 129, 9459–9463. [Google Scholar] [CrossRef]
- Xie, F.; Chen, J.-N.; Wang, J.; Wang, W. Review of Gold Leaching in Thiosulfate-Based Solutions. Trans. Nonferrous Met. Soc. China 2021, 31, 3506–3529. [Google Scholar] [CrossRef]
- Li, J.; Miller, J.D. A Review of Gold Leaching in Acid Thiourea Solutions. Miner. Process. Extr. Metall. Rev. 2006, 27, 177–214. [Google Scholar] [CrossRef]
- Konyratbekova, S.S.; Baikonurova, A.; Ussoltseva, G.A.; Erust, C.; Akcil, A. Thermodynamic and Kinetic of Iodine-Iodide Leaching in Gold Hydrometallurgy. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2015, 25, 3774–3783. [Google Scholar] [CrossRef]
- Crundwell, F.K.; Godorr, S.A. A Mathematical Model of the Leaching of Gold in Cyanide Solutions. Hydrometallurgy 1997, 44, 147–162. [Google Scholar] [CrossRef]
- Panda, R.; Dinkar, O.S.; Jha, M.K.; Pathak, D.D. Recycling of Gold from Waste Electronic Components of Devices. Korean J. Chem. Eng. 2020, 37, 111–119. [Google Scholar] [CrossRef]
- Eisele, J.A.; Hunt, A.H.; Lampshire, D.L. Leaching Gold-Silver Ores With Sodium Cyanide and Thiourea Under Comparable Conditions; US Department of the Interior, Bureau of Mines: Washington, DC, USA, 1988. [Google Scholar]
- Cui, H.; Anderson, C.G. Literature Review of Hydrometallurgical Recycling of Printed Circuit Boards (PCBs). J. Adv. Chem. Eng. 2016, 6, 142–153. [Google Scholar] [CrossRef]
- Mooiman, M.B.; Simpson, L. Refining of Gold- and Silver-Bearing Doré. In Gold Ore Processing; Elsevier: Amsterdam, The Netherlands, 2016; pp. 595–615. [Google Scholar] [CrossRef]
- Rajahalme, J.; Perämäki, S.; Budhathoki, R.; Väisänen, A. Effective Recovery Process of Copper from Waste Printed Circuit Boards Utilizing Recycling of Leachate. JOM 2021, 73, 980–987. [Google Scholar] [CrossRef]
- Mohanty, U.S.; Rintala, L.; Halli, P.; Taskinen, P.; Lundström, M. Hydrometallurgical Approach for Leaching of Metals from Copper Rich Side Stream Originating from Base Metal Production. Metals 2018, 8, 40. [Google Scholar] [CrossRef]
- Unguresan, M.L.; Niac, G. Investigation of Copper(II)—Thiosulfate Reaction Kinetics. Inorg. React. Mech. 2007, 6, 239–245. [Google Scholar] [CrossRef]
- Petrucci, R.H.; Geoffrey Herring, F.; Madura, J.D.; Bissonnette, C. General Chemistry: Principles and Modern Applications, 10th ed.; Pearson Prentice Hall: Hoboken, NJ, USA, 2010. [Google Scholar]
- Zheng, S.; Wang, Y.Y.; Chai, L.Y. Research Status and Prospect of Gold Leaching in Alkaline Thiourea Solution. Miner. Eng. 2006, 19, 1301–1306. [Google Scholar] [CrossRef]
- Li, J.; Miller, J.D. Reaction Kinetics of Gold Dissolution in Acid Thiourea Solution Using Ferric Sulfate as Oxidant. Hydrometallurgy 2007, 89, 279–288. [Google Scholar] [CrossRef]
- Liang, C.J.; Li, J.Y. Recovery of Gold in Iodine-Iodide System—A Review. Sep. Sci. Technol. 2018, 54, 1055–1066. [Google Scholar] [CrossRef]
- Xu, Q.; Chen, D.-H.; Liang, C.; Huang, M.-H. Electrodepositing Gold of Iodine Leaching Solution from Waste Printed Circuit Board. Chin. J. Nonferrous Met. 2009, 19, 1130–1135. [Google Scholar]
- Hilfebrand, J.H.; Leox Glascock, B. The Color of Iodine Solutions. J. Am. Chem. Soc. 1909, 31, 26–31. [Google Scholar] [CrossRef]
- Smith, L. Holt Inorganic Syntheses; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 1983; Volume 22, ISBN 978-0-470-13253-1. [Google Scholar]
- Tripathi, A.; Kumar, M.; Sau, D.C.; Agrawal, A.; Chakravarty, S.; Mankhand, T.R. Leaching of Gold from the Waste Mobile Phone Printed Circuit Boards (PCBs) with Ammonium Thiosulphate. Int. J. Metall. Eng. 2012, 1, 17–21. [Google Scholar] [CrossRef]
- Breuer, P.L.; Jeffrey, M.I. Copper Catalysed Oxidation of Thiosulfate by Oxygen in Gold Leach Solutions. Miner. Eng. 2003, 16, 21–30. [Google Scholar] [CrossRef]











| Trial | Reactant | Temperature | Time | Pulp Density | Stirring Rate |
|---|---|---|---|---|---|
| BM 1.1 | 2M H2SO4 0.8 M H2O2 | 68 °C | 12 h | 1:20 | 300 rpm |
| BM 1.2 | 2 M HCl | 80 °C | 6 h | 1:20 | 400 rpm |
| Trial | Reactant | Temperature | Time | Pulp Density | Stirring Rate |
|---|---|---|---|---|---|
| BM 2.1 | 4 M H2SO4 2 M H2O2 | 35 °C | 24 h | 1:10 | 500 rpm |
| BM 2.2 | 5 M HCl | 80 °C | 6 h | 1:10 | 500 rpm |
| Leaching System | Reaction Mechanism | Reference |
|---|---|---|
| Thiosulfate | Anodic half reaction: Au + 2 S2O32− → Au(S2O3)23− + e− Cathodic half reaction: Cu(NH3)42+ + 3 S2O32− + e− → Cu(S2O3)35− + 4 NH3 | [35] |
| Thiourea | Anodic half reaction: Au + 2 SC(NH2)2 → Au(SC(NH2)2)2+ + e− Cathodic half reaction: Fe3+ + e− → Fe2+ | [36] |
| Iodine–iodide | Dissolution of iodide: I2 + I− → I3− Anodic half reaction: 2 Au + 4 I− = 2 AuI2− + 2 e− Cathodic half reaction: I3− + 2 e− → 3 I− | [37] |
| NBS | AuBr4− AuBr4− + Py → PyAuBr3 + Br− | [34] |
| Cyanide | Anodic half reaction: Au + 2 CN− → Au(CN)2− + e− Cathodic half reaction: O2 + 2 H2O + 4 e− → 4 OH− | [38] |
| Trial | Reactant | Temperature | Time | Pulp Density | Stirring Rate | Reference |
|---|---|---|---|---|---|---|
| TS 0 | 20 mM CuSO4 0.1 M (NH4)2S2O3 0.2 M NH₄OH | RT | 24 h | 1:25 | 450 rpm | [19] |
| TU 0 | 0.8 M CH4N2S 10 mM Fe2(SO4)3 0.1 M H2SO4 | RT | 2 h | 1:25 | 450 rpm | [20] |
| I 0 | 8 mM I2 70 mM KI | RT | 4 h | 1:25 | 450 rpm | [21] |
| NBS 0 | 20 mM C4H4BrNO2 0.2 M C5H5N | RT | 24 h | 1:25 | 450 rpm | [23,34] |
| C 0 | 30 mM KCN 1 mM NaOH | RT | 24 h | 1:25 | 450 rpm | [39,40] |
| Chemicals | Producer | Chemicals | Producer |
|---|---|---|---|
| Sulfuric acid 96% | ITW Reagents | Thiourea 99% | Alfa Aesar |
| Hydrogen peroxide 35% | Merck KGaA | Iodine > 99.8% | Sigma Aldrich |
| Hydrochloric acid fuming 37% | Merck KGaA | Potassium iodide > 99.5% | Merck KGaA |
| Ammonium thiosulfate 98% | Sigma Aldrich | N-Bromosuccinimide 99% | Sigma Aldrich |
| Copper(II) sulfate pentahydrate 99% | Alfa Aesar | Pyridine > 99% | Sigma Aldrich |
| Ammonia 30% | ITW Reagents | Sodium hydroxide 97% | Sigma Aldrich |
| Iron(III) Sulfate x-hydrate 75% | ITW Reagents | Potassium cyanide > 97% | Alfa Aesar |
| Au | Ag | Cu | Fe | Al | Ni | Zn | Pb | Sn |
|---|---|---|---|---|---|---|---|---|
| ppm | ppm | wt.% | wt.% | wt.% | wt.% | ppm | wt.% | wt.% |
| 785 | 196 | 35.18 | 0.41 | 0.12 | 0.71 | 84.94 | 0.05 | 3.28 |
| Cu | Fe | Al | Ni | Zn |
|---|---|---|---|---|
| 63.5% | 100.0% | 88.4% | 88.0% | 100.0% |
| Cu | Fe | Al | Ni | Zn | Sn |
|---|---|---|---|---|---|
| 97.7% | 77.2% | 65.0% | 88.3% | 92.5% | 98.0% |
| Au | Cu | Fe | Al | Ni | Zn | Pb | Sn | |
|---|---|---|---|---|---|---|---|---|
| ppm | wt.% | wt.% | wt.% | wt.% | ppm | wt.% | wt.% | |
| After the first set of parameters | 1025 | 16.80 | 0.00 | 0.02 | 0.11 | 0.00 | - | - |
| After the second set of parameters | 1278 | 1.32 | 0.15 | 0.07 | 0.13 | 10 | 0.08 | 0.11 |
| 5 mM CuSO4 | 20 mM CuSO4 | |
|---|---|---|
| 0.1 M (NH4)2S2O3 0.2 M NH₄OH | 50.0% | 72.1% |
| 0.2 M (NH4)2S2O3 0.4 M NH₄OH | 89.4% | 49.0% |
| 0.3 M (NH4)2S2O3 0.6 M NH₄OH | 86.2% | 85.5% |
| 0.32 M CH4N2S 10 mM Fe2(SO4)3 0.1 M H2SO4 | 97.0% |
| 0.8 M CH4N2S 10 mM Fe2(SO4)3 0.1 M H2SO4 | 95.7% |
| 1.07 M CH4N2S 10 mM Fe2(SO4)3 0.1 M H2SO4 | 82.0% |
| 8 mM I2 70 mM KI | 21.5% |
| 12 mM I2 30 mM H2O2 | 29.8% |
| 8mM I2 70 mM KI 30 mM H2O2 | 31.5% |
| 20 mM C4H4BrNO2 20 mM C5H5N | 45.3% |
| 20 mM C4H4BrNO2 100 mM C5H5N | 51.6% |
| 20 mM C4H4BrNO2 200 mM C5H5N | 41.1% |
| 30 mM KCN 1 mM NaOH | 65.0% |
| 80 mM KCN 1 mM NaOH | 66.3% |
| 150 mM KCN 1 mM NaOH | 77.6% |
| Trial | Reactant | Temperature | Time | Pulp Density | Stirring Rate |
|---|---|---|---|---|---|
| TS 1 | 5 mM CuSO4 0.2 M (NH4)2S2O3 0.4 M NH₄OH | RT | 24 h | 1:25 | 450 rpm |
| TU 1 | 0.3 M CH4N2S 10 mM Fe2(SO4)3 0.1 M H2SO4 | RT | 2 h | 1:25 | 450 rpm |
| I 1 | 8 mM I2 70 mM KI 60 mM H2O2 | RT | 4 h | 1:25 | 450 rpm |
| NBS 1 | 20 mM C4H4BrNO2 0.2 M C5H5N | 40 °C | 24 h | 1:25 | 450 rpm |
| C 1 | 150 mM KCN 1 mM NaOH | RT | 24 h | 1:25 | 450 rpm |
| Trial | Before Optimized Base Metal Separation | After Optimized Base Metal Separation |
|---|---|---|
| TS 1 | 89.4% | 96.6% |
| TU 1 | 97.0% | 96.4% |
| I 1 | 31.5% | 78.9% |
| NBS 1 | 58.2% | 55.1% |
| C 1 | 77.6% | 95.0% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Birich, A.; Gao, Z.; Vrucak, D.; Friedrich, B. Sensitivity of Gold Lixiviants for Metal Impurities in Leaching of RAM Printed Circuit Boards. Metals 2023, 13, 969. https://doi.org/10.3390/met13050969
Birich A, Gao Z, Vrucak D, Friedrich B. Sensitivity of Gold Lixiviants for Metal Impurities in Leaching of RAM Printed Circuit Boards. Metals. 2023; 13(5):969. https://doi.org/10.3390/met13050969
Chicago/Turabian StyleBirich, Alexander, Zixi Gao, Dzeneta Vrucak, and Bernd Friedrich. 2023. "Sensitivity of Gold Lixiviants for Metal Impurities in Leaching of RAM Printed Circuit Boards" Metals 13, no. 5: 969. https://doi.org/10.3390/met13050969
APA StyleBirich, A., Gao, Z., Vrucak, D., & Friedrich, B. (2023). Sensitivity of Gold Lixiviants for Metal Impurities in Leaching of RAM Printed Circuit Boards. Metals, 13(5), 969. https://doi.org/10.3390/met13050969