

Effect of Silica Content on Iron Ore Sintering
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
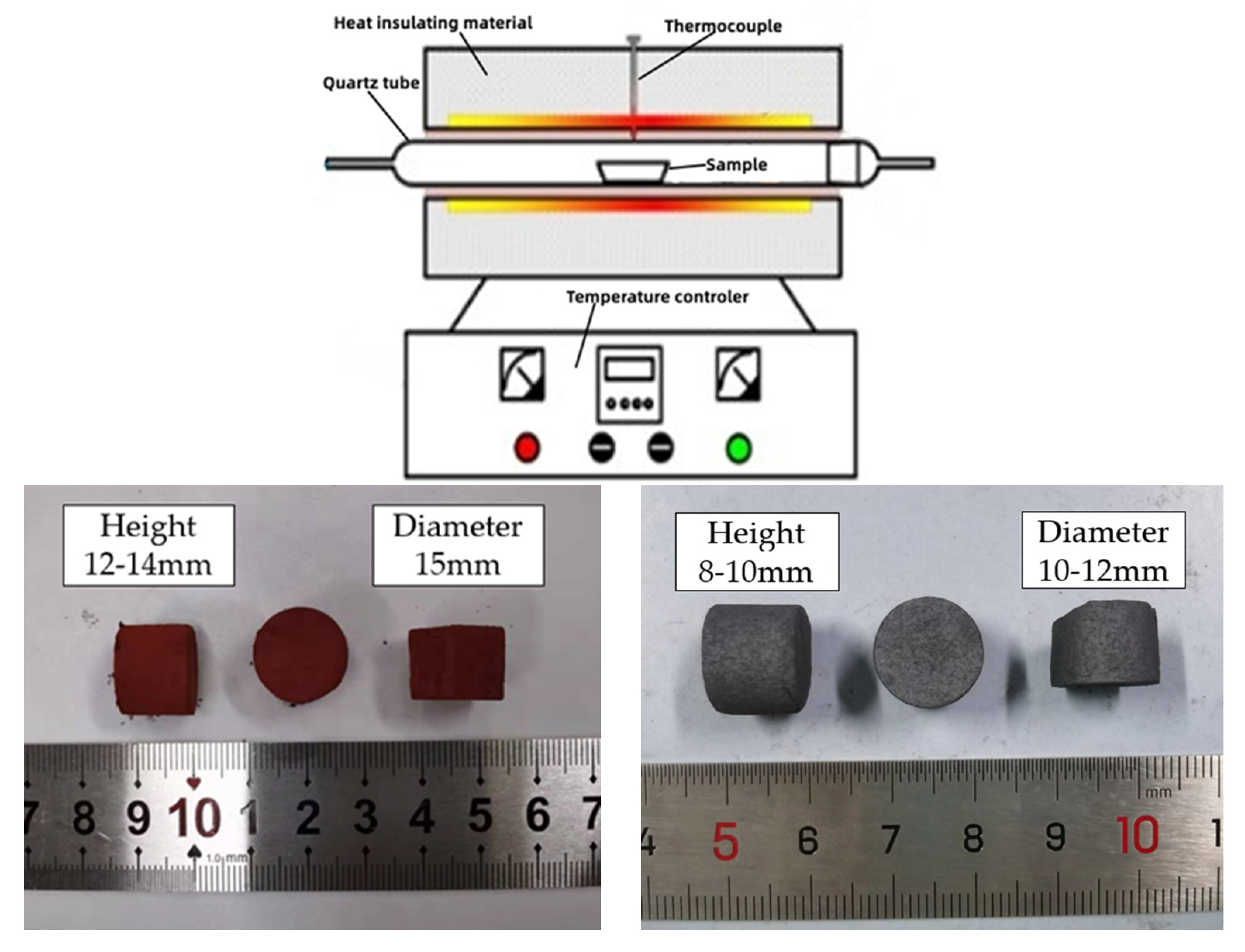
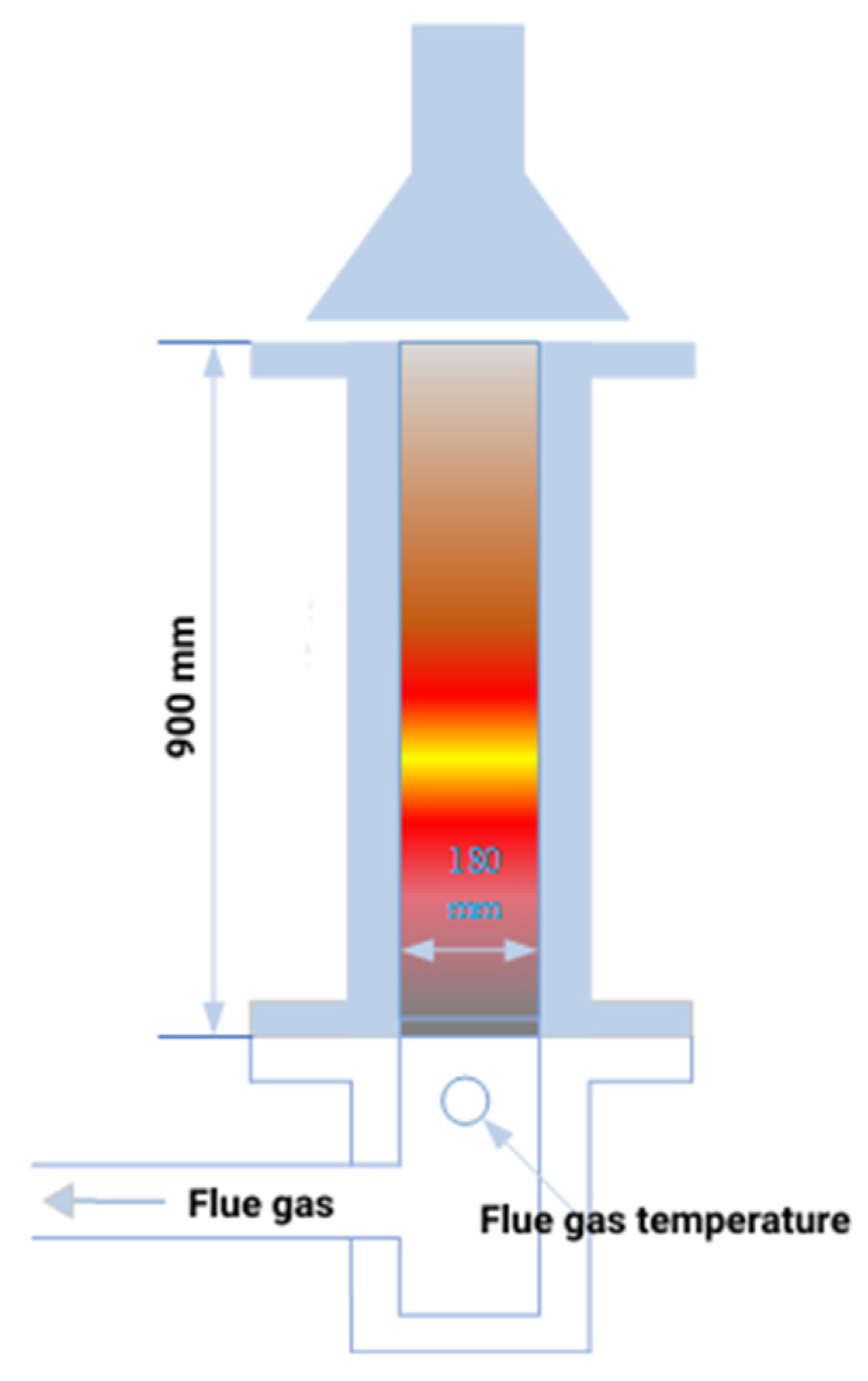
2.2. Methods
3. Results
3.1. The Brief Analyzation of Finished Sinter
3.2. Effects of SiO2 Content on the Consolidation Property of the Sinter
3.3. Research on Sintering Property with Different Silicon Content
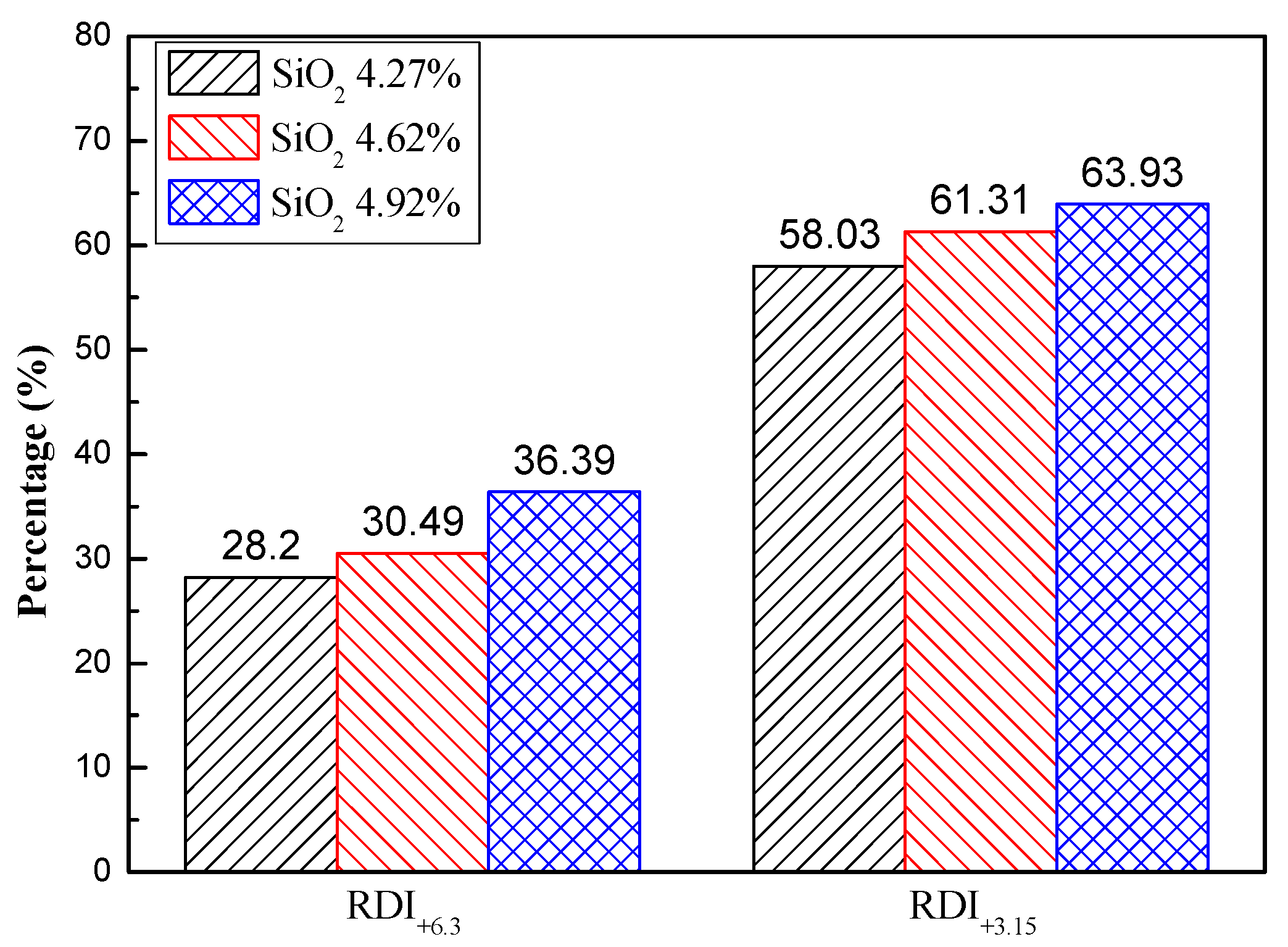
3.3.1. Effect on Sintering Indexes and the Reduction Disintegration Index
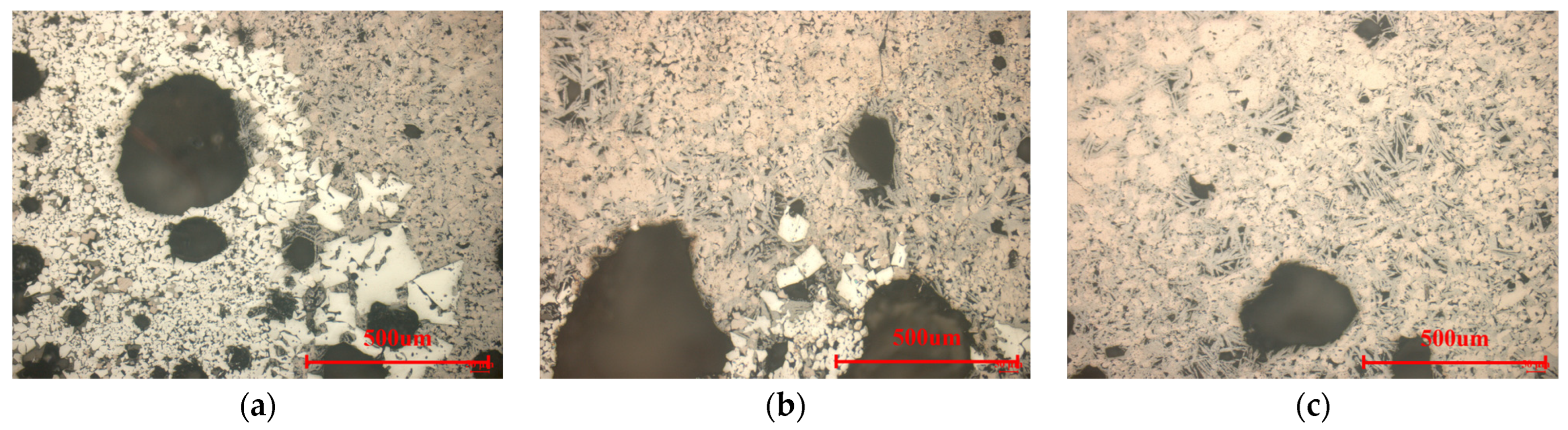
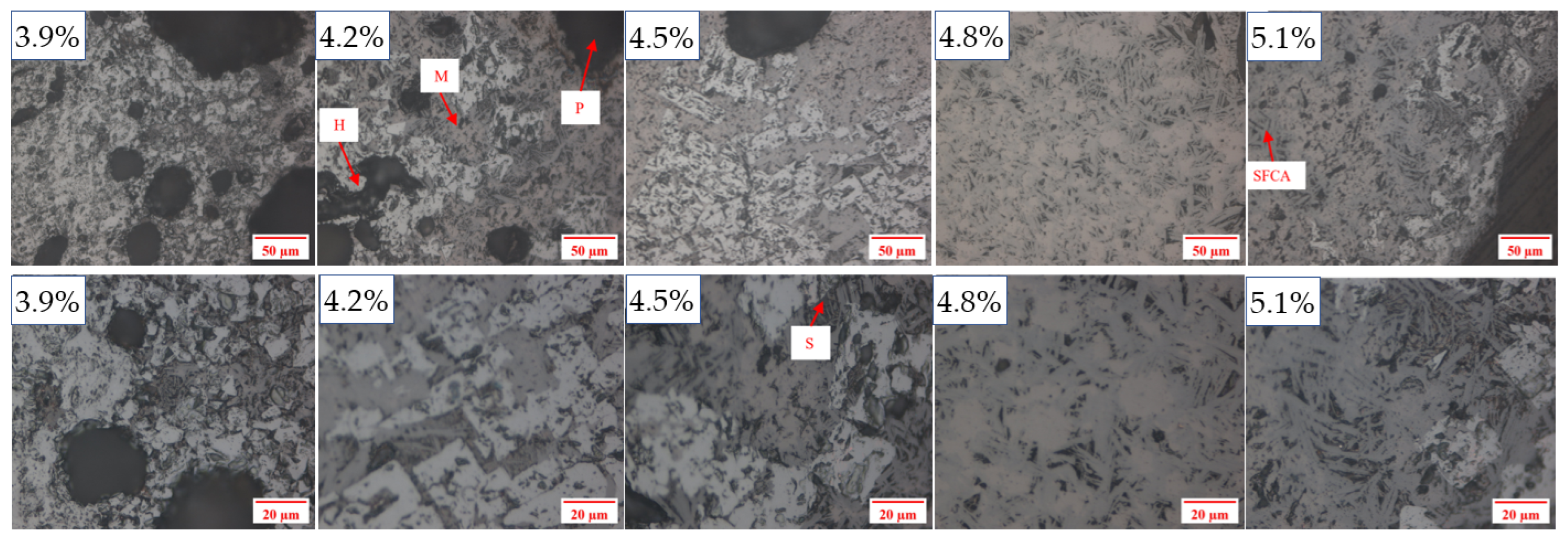
3.3.2. Analysis of Phases and Microstructure Changes in Sinter Products
4. Conclusions
- When the mixture of raw materials for sintering had enough CaO, the increase in SiO2 content significantly affected the compressive strength and volume shrinkage of the roasted briquette, even if the basicity declined gradually. The SiO2 content should be not less than 4.5% to obtain good consolidation properties.
- The RDI+3.15 of sinter from the sintering machine and sintering pot tests were both affected by SiO2 content, which increased from 58.03% and 66.50% to 63.93% and 68.28%, respectively, along with an increase in SiO2 content. There was a quadratic function relationship between SiO2 content (x) and the RDI+3.15 (y): y = −0.4841x2 + 5.8932x + 50.8189. Meanwhile, maintaining sufficient silicon oxide was beneficial to the iron ore sintering process.
- The main mineral phases of sintering products were compound calcium ferrite, hematite, magnetite, and calcium silicate. The distribution and morphological characteristics of different mineral phases changed remarkably with SiO2 content variation. As a consequence, sufficient silicon oxide was needed to form enough compound calcium ferrite, which was the main binding phase that ensured the mechanical strength and metallurgical properties of the sintering products.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Feng, C.; Huang, J.B.; Wang, M.; Song, Y. Energy efficiency in China’s iron and steel industry: Evidence and policy implications. J. Clean. Prod. 2018, 177, 837–845. [Google Scholar] [CrossRef]
- Kimura, M.; Obayashi, I.; Takeichi, Y.; Murao, R.; Hiraoka, Y. Non-empirical identification of trigger sites in heterogeneous processes using persistent homology. Sci. Rep. 2018, 8, 3553. [Google Scholar] [CrossRef] [PubMed]
- Gu, F.Q.; Zhang, Y.B.; Li, G.H.; Zhong, Q.; Luo, J.; Su, Z.J.; Rao, M.J.; Peng, Z.W.; Jiang, T. Effective preparation of blast furnace burdens from superfine iron concentrates by composite agglomeration process. Ironmak. Steelmak. 2020, 47, 908–914. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Z.; Zhang, J.; Zhang, Y.; Niu, L.; Cheng, Q. Study of stand-support sintering to achieve high oxygen potential in iron ore sintering to enhance productivity and reduce CO content in exhaust gas. J. Clean. Prod. 2020, 252, 119855. [Google Scholar] [CrossRef]
- Zhong, Q.; Li, G.H.; Liu, H.B.; Jiang, T. An efficient method for iron ore sintering with high-bed layer: Double-layer sintering. J. Iron Steel Res. Int. 2021, 28, 1366–1374. [Google Scholar] [CrossRef]
- Zhu, D.Q.; Xue, Y.X.; Pan, J.; Yang, C.C.; Guo, Z.Q.; Tian, H.Y.; Huang, X. An investigation into the distinctive sintering performance and consolidation mechanism of limonitic laterite ore. Powder Technol. 2020, 367, 616–631. [Google Scholar] [CrossRef]
- Webster, N.A.; Pownceby, M.I.; Madsen, I.C.; Kimpton, J.A. Effect of Oxygen Partial Pressure on the Formation Mechanisms of Complex Ca-rich Ferrites. ISIJ Int. 2013, 53, 774–781. [Google Scholar] [CrossRef]
- Jiang, T. Principle and Technology of Agglomeration of Iron Ores; Central South University Press: Changsha, China, 2015; pp. 1–36. [Google Scholar]
- Kasai, E.; Sakano, Y.; Kawaguchi, T.; Nakamura, T. Influence of properties of fluxing materials on the flow of melt formed in the sintering process. ISIJ Int. 2000, 40, 857–862. [Google Scholar] [CrossRef]
- Webster, N.A.; Pownceby, M.I.; Pattel, R.; Manuel, J.R.; Kimpton, J.A. Fundamentals of silico-ferrite of calcium and aluminium (SFCA) iron ore sinter bonding phase formation: Effects of basicity and magnesium on crystallisation during cooling. ISIJ Int. 2019, 59, 263–267. [Google Scholar] [CrossRef]
- Kimura, H.; Endo, S.; Yajima, K.; Tsukihashi, F. Effect of oxygen partial pressure on liquidus for the CaO-SiO2-FeOx system at 1573 K. ISIJ Int. 2004, 44, 2040–2045. [Google Scholar] [CrossRef]
- Xu, L.P.; Liu, H.B.; Cheng, D.; Zhong, Q.; Rao, M.J.; Li, G.H. Insight into mechanisms of CaCl2 for improving reduction disintegration of iron ore sinter: An experimental and DFT investigation. J. Mol. Liq. 2022, 366, 120334. [Google Scholar] [CrossRef]
- Li, L.S.; Liu, J.B.; Wu, X.R.; Ren, X.; Bing, W.B.; Wu, L.S. In fluence of Al2O3 on equilibrium sinter phase in N2 atmpsphere. ISIJ Int. 2010, 50, 327–329. [Google Scholar] [CrossRef]
- Kalenga, M.K.; Garbers-Craig, A.M. Investigation into how the magnesia, silica, and alumina contents of iron ore sinter influence its mineralogy and properties. J. South. Afr. I Min. Metall. 2010, 110, 447–456. [Google Scholar]
- Machida, S.; Nushiro, K.; Ichikawa, K.; Noda, H.; Sakai, H. Experimental evaluation of chemical compostion and viscosity of melts formed during iron ore sintering. Tetsu-to-Hagane 2006, 92, 755–762. [Google Scholar] [CrossRef]
- Long, H.M.; Wu, X.J.; Chun, T.J. Assimilation behavior of calcium ferrite and calcium diferrite with sintered Al2O3 and MgO. Metall. Mater. Trans. B. 2016, 47, 2830–2836. [Google Scholar] [CrossRef]
- Yu, B.; Lv, X.W.; Xiang, S.L.; Bai, C.G.; Yin, J.Q. Wetting behavior of calcium ferrite melts on sintered mgO. ISIJ Int. 2015, 55, 1558–1564. [Google Scholar] [CrossRef]
- Yu, B.; Lv, X.W.; Xiang, S.L.; Bai, C.G.; Yin, J.Q. Wetting Behavior of Al2O3 Substrate by Calcium Ferrite Series Melts. ISIJ Int. 2015, 55, 483–490. [Google Scholar] [CrossRef]
- Nakashima, K.; Saito, N.; Shinozaki, S.; Tanaka, R.; Maeda, T.; Shimizu, M.; Mori, K. Wetting and penetration behavior of calcium ferrite melts to sintered hematite. ISIJ Int. 2004, 44, 2052–2056. [Google Scholar] [CrossRef]
- Jeon, J.; Jung, S.; Sasaki, Y. Formation of calcium ferrites under controlled oxygen potentials at 1273 K. ISIJ Int. 2010, 50, 1064–1070. [Google Scholar] [CrossRef]
- Ding, X.; Guo, X.M. The sintering characteristics of mixing SiO2 with calciumferrite at 1473 K (1200 °C). Metall. Mater. Trans. B 2015, 46, 1742–1750. [Google Scholar] [CrossRef]
- Jiang, T.; Xu, L.P.; Zhong, Q.; Liu, C.; Liu, H.B.; Rao, M.J.; Peng, Z.W.; Li, G.H. Efficient preparation of blast furnace burdens from titanomagnetite concentrate by composite agglomeration process. JOM 2021, 73, 326–333. [Google Scholar] [CrossRef]
- Pownceby, M.I.; Patrick, T.R.C. Stability of SFC (silico-ferrite of calcium): Solid solution limits, thermal stability and selected phase relationships within the Fe2O3–CaO–SiO2 (FCS) system. Eur. J. Miner. 2000, 12, 455–468. [Google Scholar] [CrossRef]
- Scarlett, N.V.Y.; Pownceby, M.I.; Madsen, I.C.; Christensen, A.N. Reaction sequences in the formation of silico-ferrite of calcium and aluminum in iron ore sinter. Metall. Mater. Trans. B 2004, 35, 929–936. [Google Scholar] [CrossRef]
- Li, G.H.; Liu, C.; Rao, M.J.; Fan, Z.Y.; You, Z.X.; Zhang, Y.B.; Jiang, T. Behavior of SO2 in the process of flue gas circulation sintering (FGCS) for iron ores. ISIJ Int. 2014, 54, 37–42. [Google Scholar] [CrossRef]
- Jiang, T.; Yu, Z.W.; Peng, Z.W.; Rao, M.J.; Zhang, Y.B.; Li, G.H. Preparation of BF burden from titanomagnetite concentrate by composite agglomeration process (CAP). ISIJ Int. 2015, 55, 1599–1607. [Google Scholar] [CrossRef]
- Fan, X.H.; Meng, J.; Chen, X.L.; Zhuang, J.M.; Li, Y.; Yuan, L.S. Influence factors of calcium ferrite formation in iron ore sintering. J. Cent. South Univ. 2008, 39, 1125–1131. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | Sample 1 | Sample 2 | Sample 3 | Sample 4 | Sample 5 |
|---|---|---|---|---|---|
| SiO2 | 4.0 | 4.5 | 4.75 | 5.0 | 5.5 |
| Fe2O3 | 82.9 | 82.4 | 82.15 | 81.9 | 81.4 |
| TFe | 58.03 | 57.68 | 57.51 | 57.33 | 56.98 |
| Materials | TFe | SiO2 | CaO | MgO | Al2O3 | LOI a | Proportion |
|---|---|---|---|---|---|---|---|
| Iron ore blend | 60.26 | 3.95 | 0.93 | 0.36 | 1.87 | 4.54 | 81.60 |
| Limestone | 2.08 | 2.12 | 48.87 | 3.05 | 0.53 | 42.00 | 4.9 |
| Dolomite | 1.38 | 5.59 | 26.40 | 21.14 | 1.13 | 42.06 | 4.0 |
| Burnt lime | 0.26 | 2.94 | 74.27 | 4.82 | 0.70 | 14.18 | 5.0 |
| Coke breeze | 2.92 | 7.47 | 0.55 | 0.20 | 4.39 | 83.22 | 4.5 |
| Return fines | 56.07 | 4.55 | 9.12 | 1.76 | 2.06 | 0.0 | 10.0 |
| Mixture of raw materials | 56.18 | 4.52 | 9.03 | 1.75 | 2.04 | - | - |
| SiO2 | TFe | FeO | CaO | MgO | Al2O3 | R |
|---|---|---|---|---|---|---|
| 4.27 | 58.55 | 8.14 | 9.03 | 1.91 | 1.62 | 2.11 |
| 4.62 | 58.06 | 8.90 | 9.13 | 2.02 | 1.92 | 1.98 |
| 4.92 | 58.27 | 8.96 | 8.98 | 1.87 | 1.72 | 1.83 |
| SiO2 | TFe | FeO | CaO | MgO | Al2O3 | R |
|---|---|---|---|---|---|---|
| 3.92 | 58.82 | 7.84 | 8.74 | 1.77 | 1.97 | 2.23 |
| 4.22 | 58.96 | 7.37 | 8.93 | 1.80 | 2.02 | 2.12 |
| 4.52 | 57.99 | 8.11 | 9.02 | 1.75 | 1.92 | 2.00 |
| 4.82 | 58.81 | 7.53 | 9.21 | 1.76 | 2.04 | 1.91 |
| 5.12 | 57.31 | 8.07 | 9.11 | 1.77 | 2.18 | 1.78 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Jiang, W.; Cheng, D.; Zhong, Q.; Liu, C.; Jiang, Y.; Zhu, J.; Zhang, H.; Xu, L.; Ma, X. Effect of Silica Content on Iron Ore Sintering. Metals 2023, 13, 1009. https://doi.org/10.3390/met13061009
Liu J, Jiang W, Cheng D, Zhong Q, Liu C, Jiang Y, Zhu J, Zhang H, Xu L, Ma X. Effect of Silica Content on Iron Ore Sintering. Metals. 2023; 13(6):1009. https://doi.org/10.3390/met13061009
Chicago/Turabian StyleLiu, Jie, Wenzheng Jiang, De Cheng, Qiang Zhong, Chen Liu, Yi Jiang, Jianwei Zhu, Hui Zhang, Libing Xu, and Xianguo Ma. 2023. "Effect of Silica Content on Iron Ore Sintering" Metals 13, no. 6: 1009. https://doi.org/10.3390/met13061009
APA StyleLiu, J., Jiang, W., Cheng, D., Zhong, Q., Liu, C., Jiang, Y., Zhu, J., Zhang, H., Xu, L., & Ma, X. (2023). Effect of Silica Content on Iron Ore Sintering. Metals, 13(6), 1009. https://doi.org/10.3390/met13061009