Different Heat-Exposure Temperatures on the Microstructure and Properties of Dissimilar GH4169/IC10 Superalloy Vacuum Electron Beam Welded Joint


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
3.1. Mechanical Properties of the Welded Joints
3.2. Microstructure after EBW
3.3. Microstructure Variations of Welded Joints after Heat Exposures
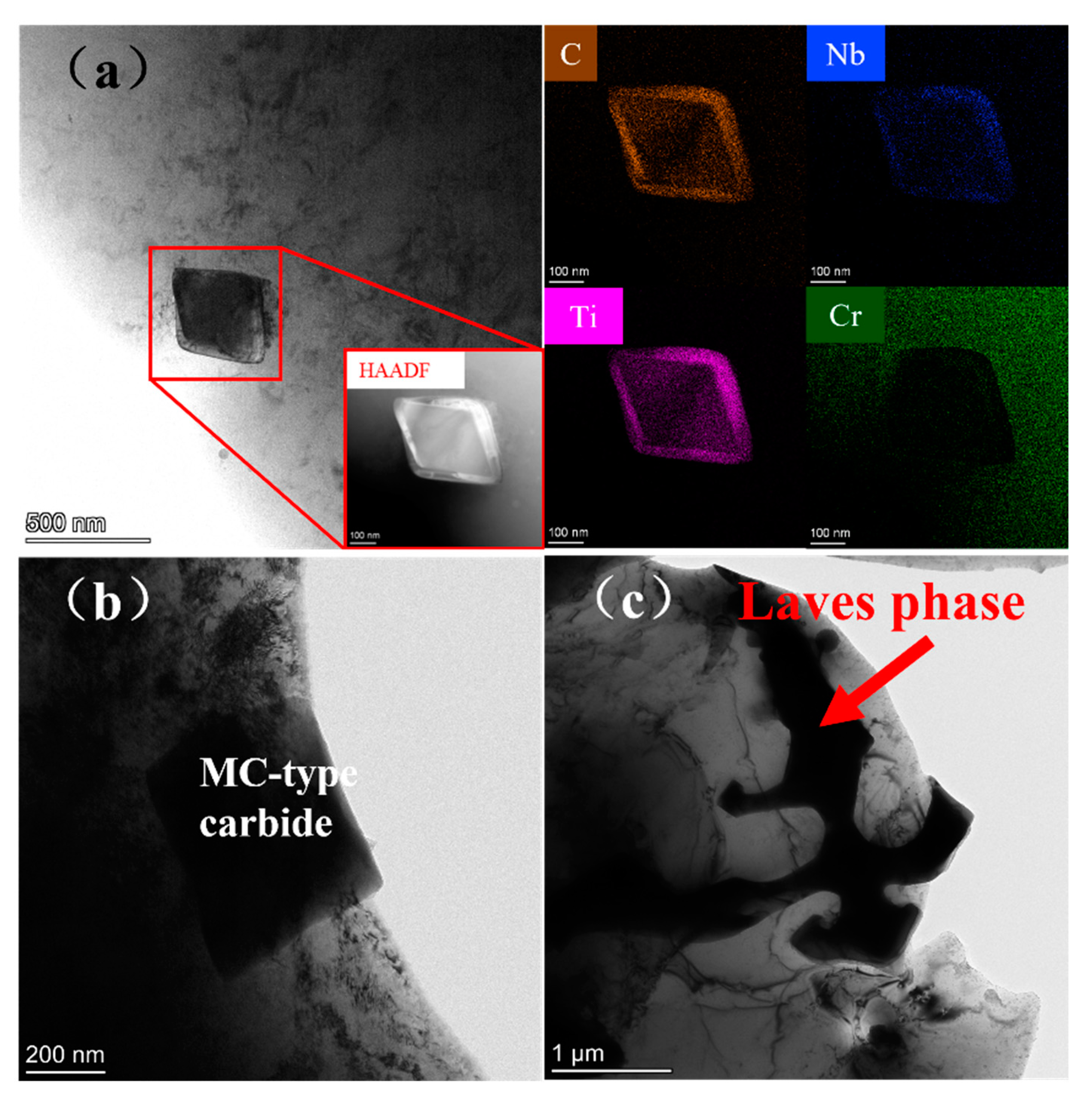
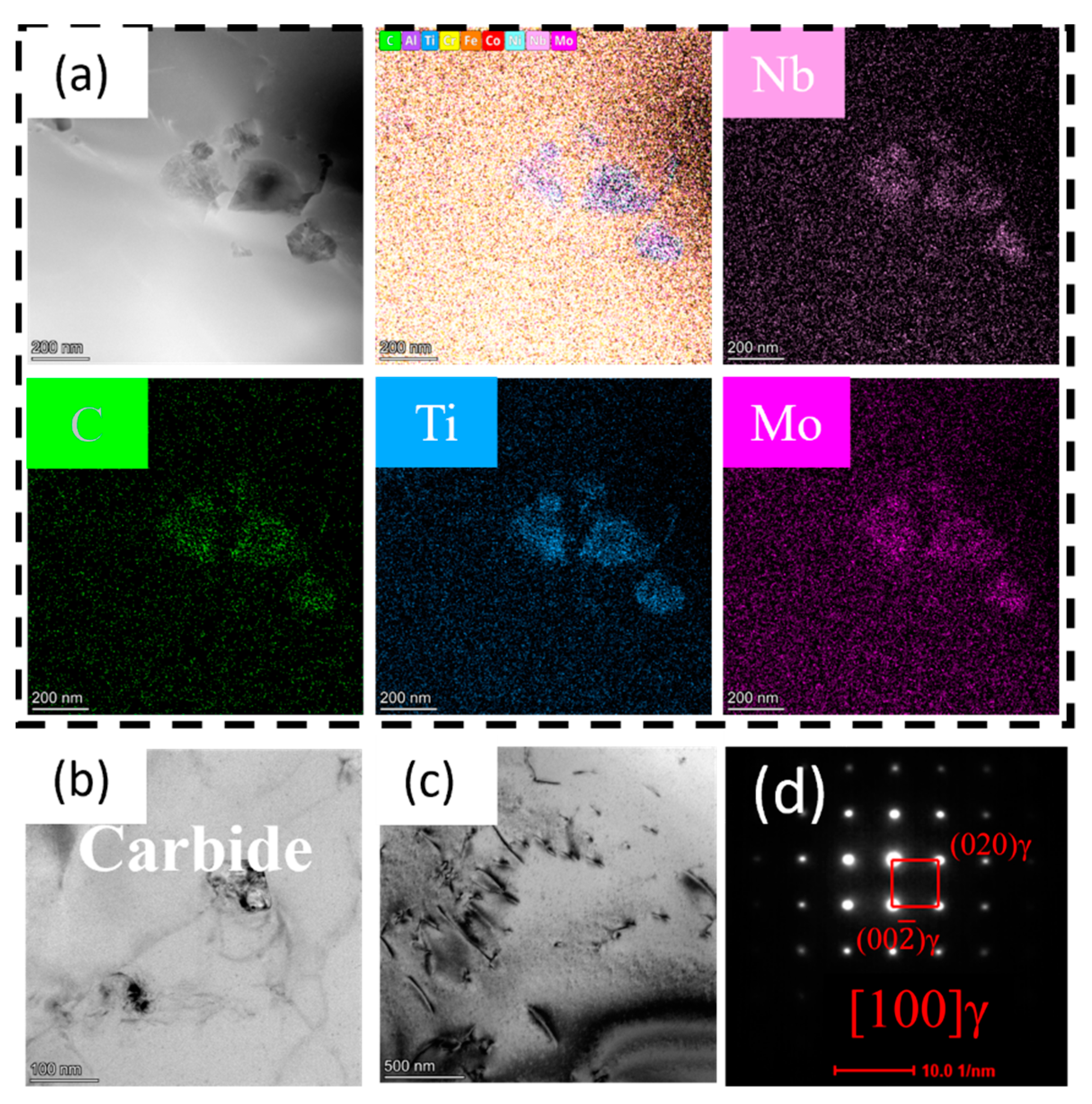
3.4. Precipitated Phases Analysis of the FZ
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Han, Y. A high performance ds cast Ni3Al base alloy for advanced gas turbine blades and vanes. Acta Metall. Sin. 1995, 8, 497–502. [Google Scholar]
- Wang, X.; Zhao, B.; Ding, W.; Pu, C.; Wang, X.; Peng, S.; Ma, F. A short review on machining deformation control of aero-engine thin-walled casings. Int. J. Adv. Manuf. Technol. 2022, 121, 2971–2985. [Google Scholar] [CrossRef]
- Zhang, L.X.; Chang, Q.; Sun, Z.; Xue, Q.; Feng, J.C. Effects of boron and silicon on microstructural evolution and mechanical properties of transient liquid phase bonded GH3039/IC10 joints. J. Manuf. Process. 2019, 38, 167–173. [Google Scholar] [CrossRef]
- Zhang, H.; Wen, W.; Cui, H. Behaviors of IC10 alloy over a wide range of strain rates and temperatures: Experiments and modeling. Mater. Sci. Eng. A 2009, 504, 99–103. [Google Scholar] [CrossRef]
- Ye, R.R.; Li, H.Y.; Ding, R.G. Microstructure and microhardness of dissimilar welded joint of Ni-based superalloys IN718-IN713LC. Mater. Sci. Eng. A 2020, 774, 138894. [Google Scholar] [CrossRef]
- Adegoke, O.; Andersson, J.; Brodin, H.; Pederson, R. Review of Laser Powder Bed Fusion of Gamma-Prime-Strengthened Nickel-Based Superalloys. Metals 2020, 10, 996. [Google Scholar] [CrossRef]
- Reddy, G.M.; Murthy, C.V.S.; Rao, K.S. Improvement of Mechanical Properties of Inconel 718 Electron Beam Welds-Influence of Welding Techniques and Postweld Heat Treatment. Int. J. Adv. Manuf. Technol. 2009, 43, 671–680. [Google Scholar] [CrossRef]
- Huang, C.A.; Wang, T.H.; Lee, C.H. A Study of the Heat- Affected Zone (HAZ) of an Inconel 718 Sheet Welded With Electron-Beam Welding (EBW). Mater. Sci. Eng. A 2005, 398, 275–281. [Google Scholar] [CrossRef]
- Sonar, T.; Balasubramanian, V.; Malarvizhi, S. An Overview on Welding of Inconel 718 Alloy -Effect of Welding Processes on Microstructural Evolution and Mechanical Properties of Joints. Mater. Charact. 2021, 174, 110997. [Google Scholar] [CrossRef]
- Aminzadeh, A.; Parvizi, A.; Safdarian, R.; Rahmatabadi, D. Comparison between laser beam and gas tungsten arc tailored welded blanks via deep drawing. Proc. Inst. Mech. Eng. 2021, 235, 673–688. [Google Scholar] [CrossRef]
- Kruk, A.; Cempura, G. Decomposition of the Laves phase in the fusion zone of the Inconel 718/ATI 718Plus® welded joint during isothermal holding at a temperature of 649 °C. Mater. Charact. 2023, 196, 112560. [Google Scholar] [CrossRef]
- Sui, S.; Chen, J.; Zhang, R.; Ming, X.; Liu, F.; Lin, X. The tensile deformation behavior of laser repaired Inconel 718 with a non-uniform microstructure. Mater. Sci. Eng. A 2017, 688, 480–487. [Google Scholar] [CrossRef]
- Sui, S.; Jing, C.; Ma, L.; Wei, F.; Xin, L. Microstructures and stress rupture properties of pulse laser repaired Inconel 718 superalloy after different heat treatments. J. Alloys Compd. 2018, 770, 125–135. [Google Scholar] [CrossRef]
- Zhang, Y.C.; Li, Z.G.; Nie, P.L. Effect of ultrarapid cooling on microstructure of laser cladding IN718 coating. Surf. Eng. 2013, 29, 414–418. [Google Scholar] [CrossRef]
- Nie, P.L.; Ojo, O.A.; Li, Z.G. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Z.; Nie, P.; Wu, Y. Effect of heat treatment on niobium segregation of laser-cladded IN718 alloy coating. Metall. Mater. Trans. A 2012, 44, 708–716. [Google Scholar] [CrossRef]
- Saju, T.; Velu, M. Characterization of Welded Joints of Dissimilar Nickel-Based Superalloys by Electron Beam and Rotary Friction Welding. J. Mater. Eng. Perform. 2022, 31, 9462–9480. [Google Scholar] [CrossRef]
- Zhang, G.; Chen, G.; Cao, H.; Zhang, B.; Dong, Z.; Huang, Y. Electron beam offset welding to ameliorate metallurgical compatibility and mechanical performance of refractory metal/Ni-base superalloy dissimilar alloys: Nb/GH3128. Mater. Sci. Eng. A 2022, 840, 142966. [Google Scholar]
- Kwon, S.I.; Bae, S.H.; Do, J.H. Characterization of the Microstructures and the Cryogenic Mechanical Properties of Electron Beam Welded Inconel 718. Metall. Mater. Trans. A 2015, 47, 777–787. [Google Scholar] [CrossRef]
- Ram, G.D.; Reddy, A.V.; Rao, K.P. Microstructure and mechanical properties of Inconel 718 electron beam welds. Mater. Sci. Technol. 2005, 21, 1132–1138. [Google Scholar] [CrossRef]
- Wang, X.; Wang, H.; Qiu, Y.; Yu, S.; Zhao, Y.; Xie, M.; Zhang, B. Formability behavior, microstructural evolution, and mechanical properties of GH4169 and electroformed Ni electron beam welded joint. Vacuum 2022, 204, 111379. [Google Scholar]
- Ling, L.S.B.; Yin, Z.; Hu, Z. Effects of the γ″-Ni3Nb Phase on Mechanical Properties of Inconel 718 Superalloys with Different Heat Treatments. Materials 2019, 13, 151. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Zhao, X.; Yuan, Y.; Dang, Y.; Li, W.; Xu, J.; Cheng, Y.; Yue, Q.; Gu, Y.; Zhang, Z. Influence of thermal exposure on microstructural stability and tensile properties of a new Ni-base superalloy. J. Mater. Res. Technol. 2022, 21, 4462–4472. [Google Scholar] [CrossRef]
- He, Y.; Xiao, F.; Sun, Y. Tailoring microstructure and mechanical performance of Hastelloy N-Hastelloy N superalloy joint through modifying brazing processing parameters and post thermal exposure. Mater. Charact. 2021, 173, 110947. [Google Scholar] [CrossRef]
- Fan, X.K.; Li, F.Q.; Liu, L. Evolution of γ′ Particles in Ni-Based Superalloy Weld Joint and Its Effect on Impact Toughness During Long-Term Thermal Exposure. Acta Metall. Sin. 2019, 33, 561–572. [Google Scholar] [CrossRef]
- Liu, W.; Liu, S.; Li, Y.; Li, J. Effects of Long-Term Aging on Structure Evolution and Stress Rupture Property of DD6 Single-Crystal Superalloy. Metals 2023, 13, 1063. [Google Scholar] [CrossRef]
- Sidhu, R.K.; Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. Metallographic and OIM study of weld cracking in GTA weld build-up of polycrystalline, directionally solidified and single crystal Ni based superalloys. Sci. Technol. Weld. Join. 2009, 14, 125–131. [Google Scholar] [CrossRef]
- Sabol, G.P.; Stickler, R. Microstructure of nickel-based superalloys. Phys. Status Solidi 1969, 35, 11–52. [Google Scholar] [CrossRef]
- Jiang, H.; Xiang, X.; Dong, J. The morphology and characteristics evolution of MC carbide during homogenization in hard-to-deform superalloy GH4975. J. Alloys Compd. 2022, 929, 167086. [Google Scholar]
- Ge, H.; Xing, W.; Chen, B. A new refractory Ni7Nb2 phase identified in Laves eutectic regions by TEM study. Acta Mater. 2021, 214, 116985. [Google Scholar] [CrossRef]
- Hong, S.J.; Chen, W.P.; Wang, T.W. A diffraction study of the γ″ phase in INCONEL 718 superalloy. Metall. Mater. Trans. A 2001, 32, 1887–1901. [Google Scholar] [CrossRef]
- Sundararaman, M.; Mukhopadhyay, P.; Banerjee, S. Some aspects of the precipitation of metastable intermetallic phases in INCONEL 718. Metall. Trans. A 1992, 23, 2015–2028. [Google Scholar] [CrossRef]
- Stadelmier, H.H.; Fiedler, M.L. The Ternary System Nickel-Niobium-Carbon/Das Dreistoffsystem Nickel-Niob-Kohlenstoff. Z. Fuer Met. 1975, 66, 224–225. [Google Scholar] [CrossRef]
- Sohrabi, M.J.; Mirzadeh, H. Revisiting the diffusion of niobium in an as-cast nickel-based superalloy during annealing at elevated temperatures. Met. Mater. Int. 2020, 26, 326–332. [Google Scholar] [CrossRef]
- Miao, Z.; Shan, A.; Wu, Y.; Lu, J.; Xu, W.; Song, H. Quantitative analysis of homogenization treatment of INCONEL718 superalloy. Trans. Nonferrous Met. Soc. China 2011, 21, 1009–1017. [Google Scholar] [CrossRef]
- Achmad, A.; Khaliq, A.K.; Joel, A. Microstructural study of keyhole TIG welded nickel-based superalloy G27. Mater. Charact. 2023, 204, 113178. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | B | C | Cr | Fe | Mo | Al | Ti | Nb | Co | Ni | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Alloys | |||||||||||
| GH4169 | ≤0.006 | ≤0.08 | 17~21 | 17~19 | 2.8~3.3 | 0.2~0.8 | 0.6~1.1 | 4.7~5.5 | - | Bal. | |
| IC10 | 0.01~0.02 | ≤0.12 | 6.5~7.5 | - | 1.0~2.0 | 5.6~6.2 | - | - | 11~12 | Bal. | |
| Points | Cr | Nb | Ti | Mo | Ni | Al |
|---|---|---|---|---|---|---|
| A | 46.26 | - | - | 3.29 | 26.7 | 23.28 |
| B | 18.19 | 6.79 | 3.67 | 4.46 | 54.19 | - |
| C | - | 85.43 | 7.49 | 3.91 | 0.06 | - |
| D | 17.48 | - | 85.52 | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, H.; Ma, Z.; Zhang, J.; Qi, L.; Hu, J.; Zhou, J. Different Heat-Exposure Temperatures on the Microstructure and Properties of Dissimilar GH4169/IC10 Superalloy Vacuum Electron Beam Welded Joint. Metals 2024, 14, 348. https://doi.org/10.3390/met14030348
Cai H, Ma Z, Zhang J, Qi L, Hu J, Zhou J. Different Heat-Exposure Temperatures on the Microstructure and Properties of Dissimilar GH4169/IC10 Superalloy Vacuum Electron Beam Welded Joint. Metals. 2024; 14(3):348. https://doi.org/10.3390/met14030348
Chicago/Turabian StyleCai, Hualin, Zhixuan Ma, Jiayi Zhang, Liang Qi, Jinbing Hu, and Jiayi Zhou. 2024. "Different Heat-Exposure Temperatures on the Microstructure and Properties of Dissimilar GH4169/IC10 Superalloy Vacuum Electron Beam Welded Joint" Metals 14, no. 3: 348. https://doi.org/10.3390/met14030348
APA StyleCai, H., Ma, Z., Zhang, J., Qi, L., Hu, J., & Zhou, J. (2024). Different Heat-Exposure Temperatures on the Microstructure and Properties of Dissimilar GH4169/IC10 Superalloy Vacuum Electron Beam Welded Joint. Metals, 14(3), 348. https://doi.org/10.3390/met14030348