Method of Preventing Shrinkage of Aluminum Foam Using Carbonates

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Results and Discussion
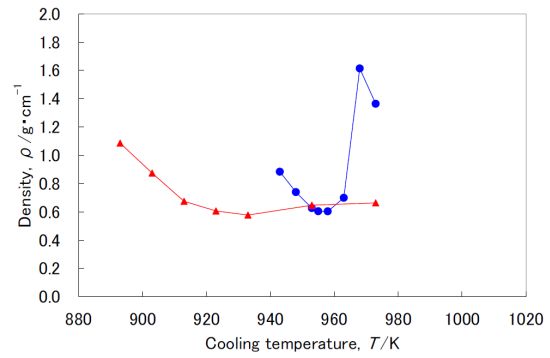
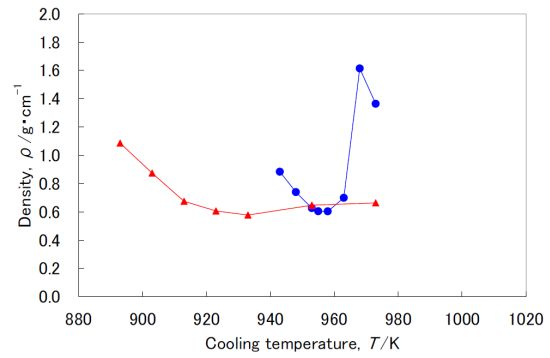
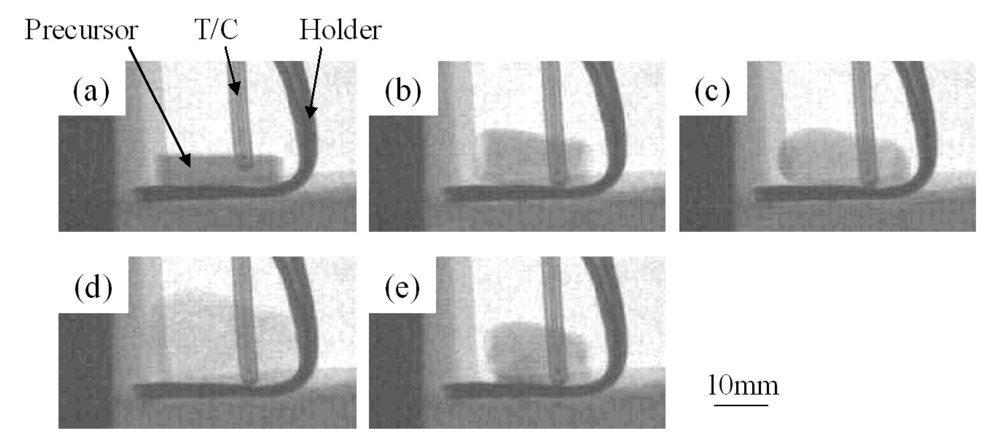
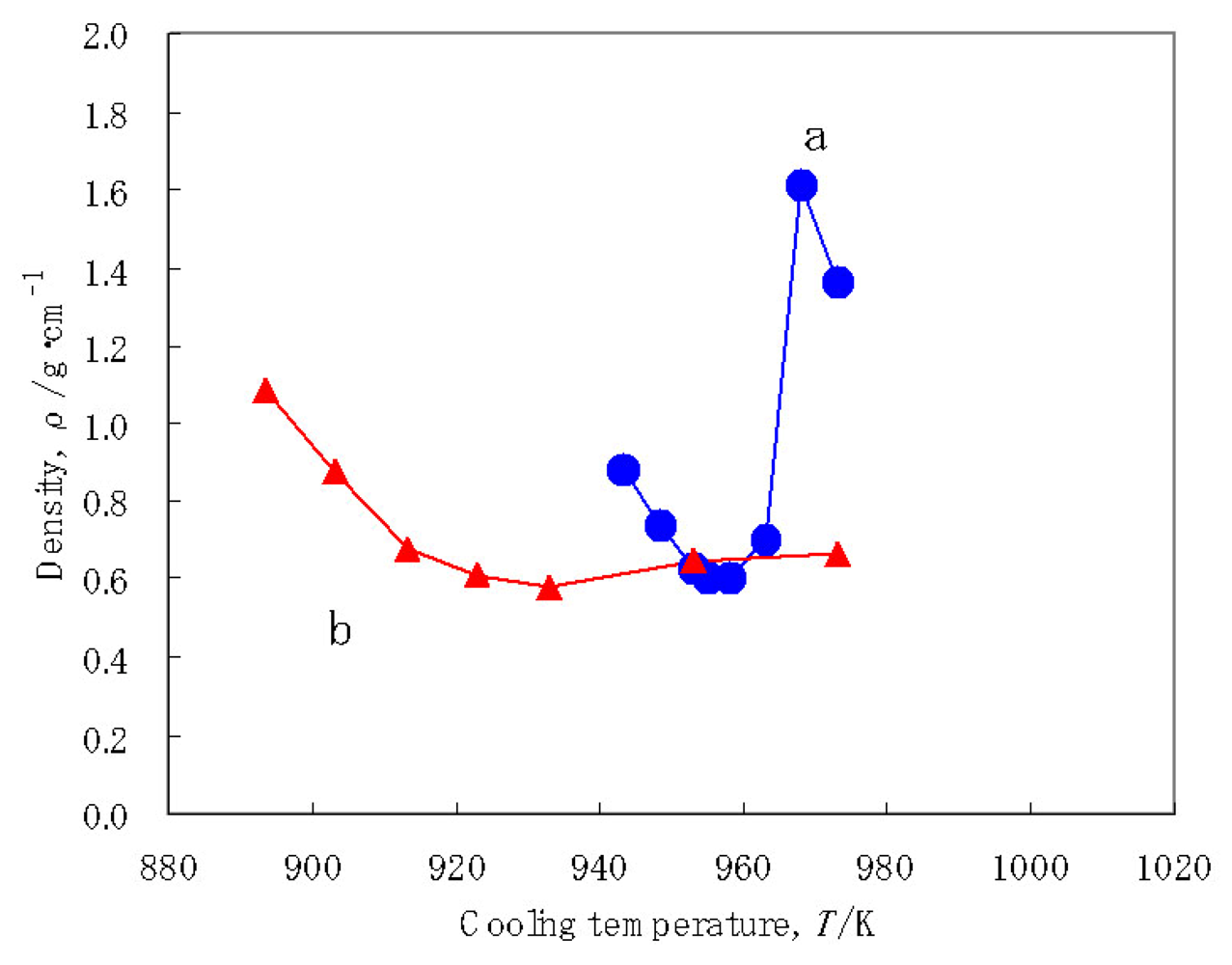
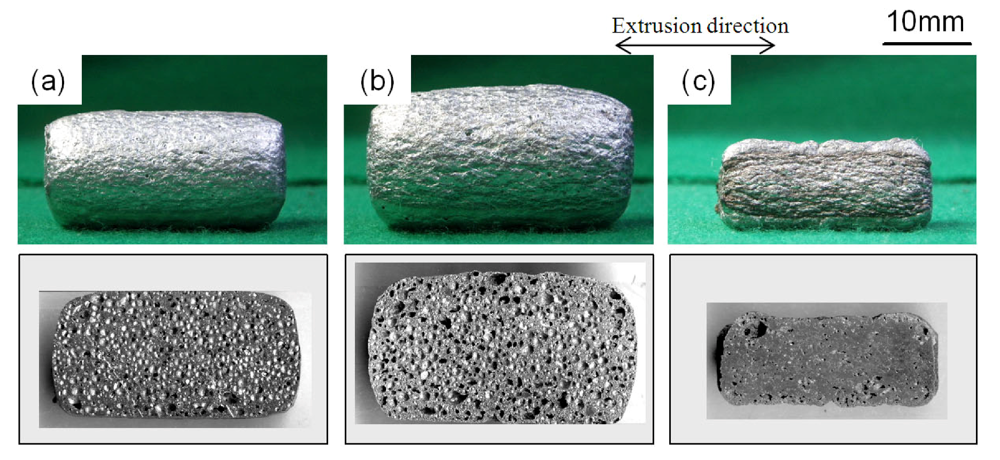
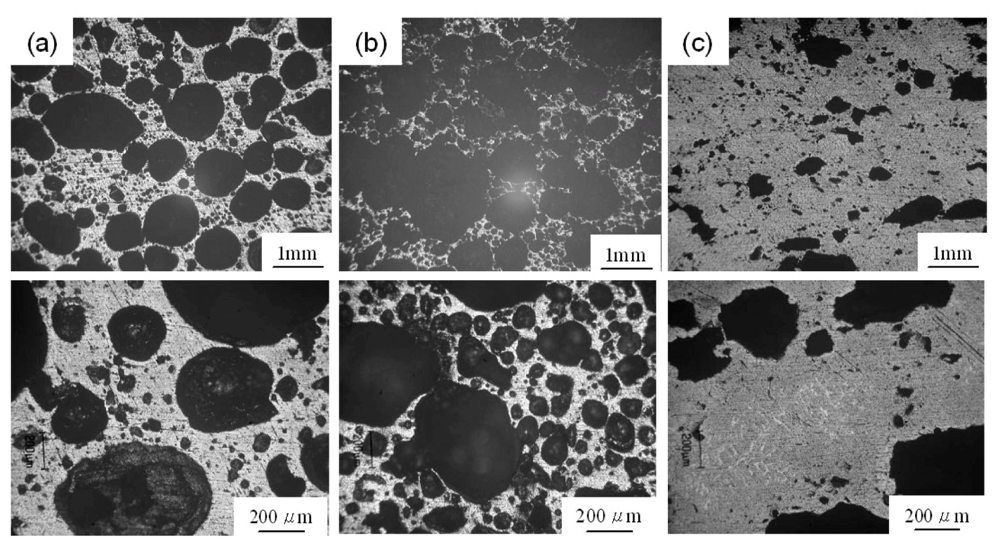
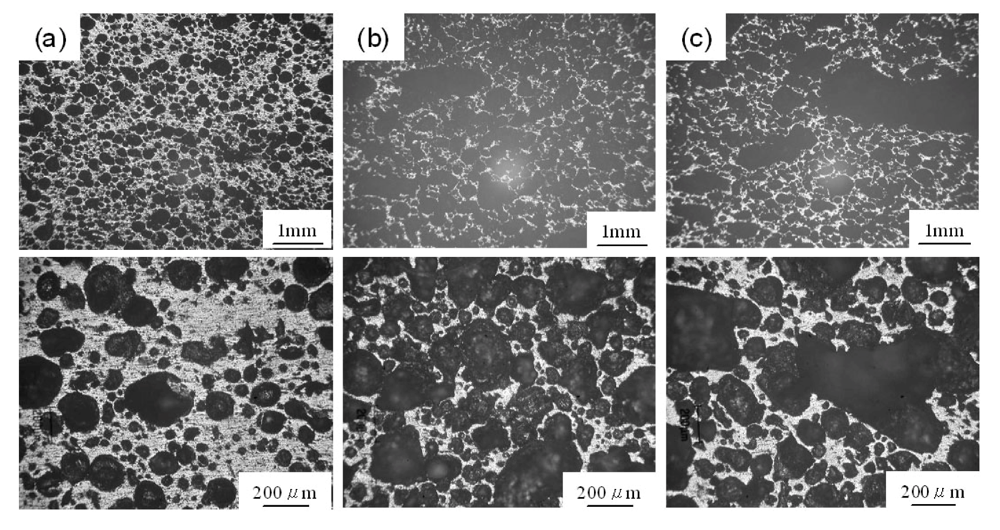
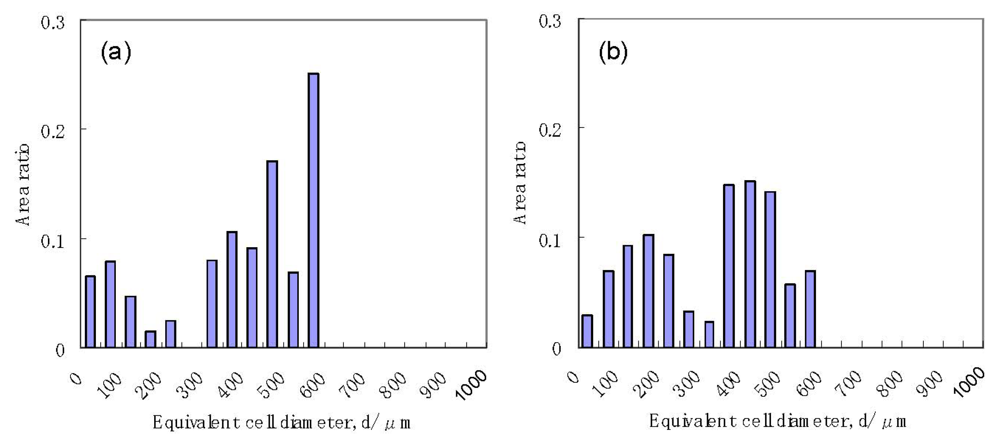
2.1. Observations of Shrinkage




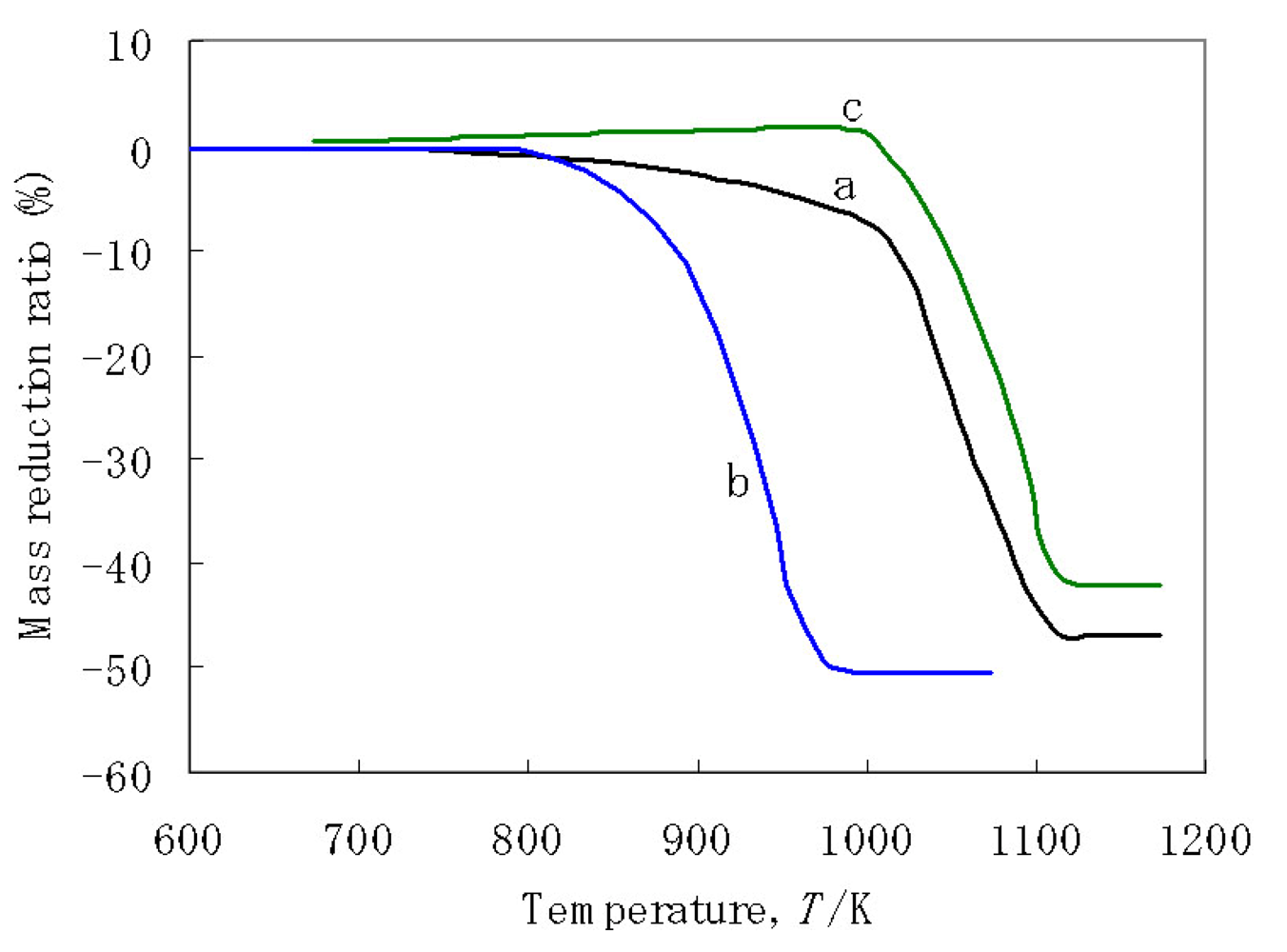
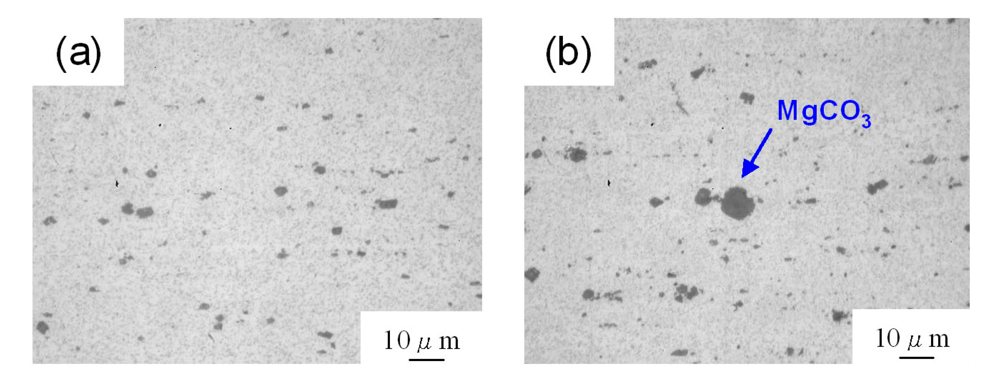
2.2. Method of Preventing Shrinkage

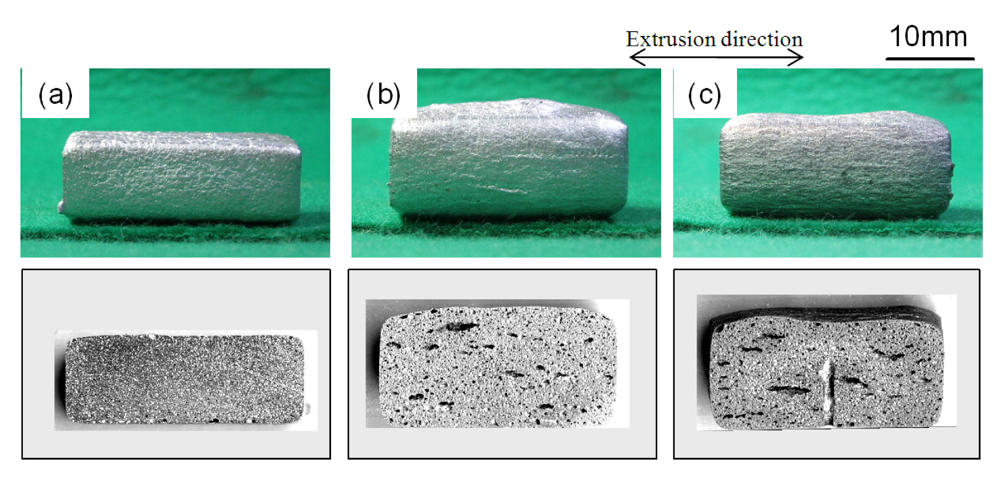
2.3. Foaming by Multiple Additions



3. Experimental
3.1. Precursor

3.2. Foaming Experiment
4. Conclusions
References
- Baumeister, J. Verfahren zur Herstellung Poroser Meallkorper. DE4018360, 8 6 1990. [Google Scholar]
- Nakamura, T.; Gnyloskurenko, S.V.; Sakamoto, K.; Byakova, A.V.; Ishikawa, R. Development of new foaming agent for metal foam. Mater. Trans. 2002, 43, 1191–1196. [Google Scholar]
- Gergely, V.; Curran, D.C.; Clyne, T.W. The foamcarp process: Foaming of aluminium MMCs by the chalk-aluminium reaction in precursors. Compos. Sci. Technol. 2003, 63, 2301–2310. [Google Scholar] [CrossRef]
- Papadopoulos, D.P.; Omar, H.; Stergioudi, F.; Tsipas, S.A.; Lefakis, H.; Michailidis, N.J. A novel method for producing Al-foams and evaluation of their compression behavior. J. Porous Mater. 2010, 17, 773–777. [Google Scholar] [CrossRef]
- Papadopoulos, D.P.; Omar, H.; Stergioudi, F.; Tsipas, S.A.; Michailidis, N. The use of dolomite as foaming agent and its effect on the microstructure of aluminium metal foams-comparison to titanium hydride. Colloids Surf. A 2011, 382, 118–123. [Google Scholar]
- Ip, S.W.; Wang, Y.; Toguri, J. Aluminum foam stabilization by solid particles. Can. Metall. Quart. 1999, 38, 81–92. [Google Scholar] [CrossRef]
- Cambronero, L.E.G.; Ruiz-Roman, J.M.; Corpas, F.A.; Ruiz Prieto, J.M. Manufacturing of Al-Mg-Si alloy foam using calcium carbonate as foaming agent. J. Mater. Process. Technol. 2009, 209, 1803–1809. [Google Scholar]
- Haesche, M.; Lehmhus, D.; Weise, J.; Wichmann, M.; Mocellin, I.C.M. Carbonates as foaming agent in chip-based aluminium foam precursor. J. Mater. Sci. Technol. 2010, 26, 845–850. [Google Scholar] [CrossRef]
- Koizumi, T.; Kido, K.; Kita, K.; Mikado, K.; Gnyloskurenko, S.V.; Nakamura, T. Foaming agents for powder metallurgy production of aluminum foam. Mater. Trans. 2011, 52, 728–733. [Google Scholar] [CrossRef]
- Koizumi, T.; Kido, K.; Kita, K.; Mikado, K.; Gnyloskurenko, S.V.; Nakamura, T. The improvement of mechanical properties of metallic foams by carbonates as a foaming agent. J. Jpn. Inst. Metals 2011, 75, 355–360. [Google Scholar] [CrossRef]
- Koizumi, T.; Kido, K.; Kita, K.; Mikado, K.; Gnyloskurenko, S.V.; Nakamura, T. Effect of mass fraction of dolomite on the foaming behavior of Al foam by PM route. Metallur. Trans. A 2011. submitted for publication. [Google Scholar]
- Duarte, I.; Banhart, J. A study of aluminium foam formation-kinetics and microstructure. Acta Mater. 2000, 48, 2349–2362. [Google Scholar] [CrossRef]
- Banhart, J. Metal foams: Production and stability. Adv. Eng. Mater. 2006, 8, 781–794. [Google Scholar] [CrossRef]
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Koizumi, T.; Kido, K.; Kita, K.; Mikado, K.; Gnyloskurenko, S.; Nakamura, T. Method of Preventing Shrinkage of Aluminum Foam Using Carbonates. Metals 2012, 2, 1-9. https://doi.org/10.3390/met2010001
Koizumi T, Kido K, Kita K, Mikado K, Gnyloskurenko S, Nakamura T. Method of Preventing Shrinkage of Aluminum Foam Using Carbonates. Metals. 2012; 2(1):1-9. https://doi.org/10.3390/met2010001
Chicago/Turabian StyleKoizumi, Takuya, Kota Kido, Kazuhiko Kita, Koichi Mikado, Svyatoslav Gnyloskurenko, and Takashi Nakamura. 2012. "Method of Preventing Shrinkage of Aluminum Foam Using Carbonates" Metals 2, no. 1: 1-9. https://doi.org/10.3390/met2010001
APA StyleKoizumi, T., Kido, K., Kita, K., Mikado, K., Gnyloskurenko, S., & Nakamura, T. (2012). Method of Preventing Shrinkage of Aluminum Foam Using Carbonates. Metals, 2(1), 1-9. https://doi.org/10.3390/met2010001