
Hot Deformation Behavior of Ti-3.5Al-5Mo-6V-3Cr-2Sn-0.5Fe Alloy in α + β Field




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods

3. Results and Discussion
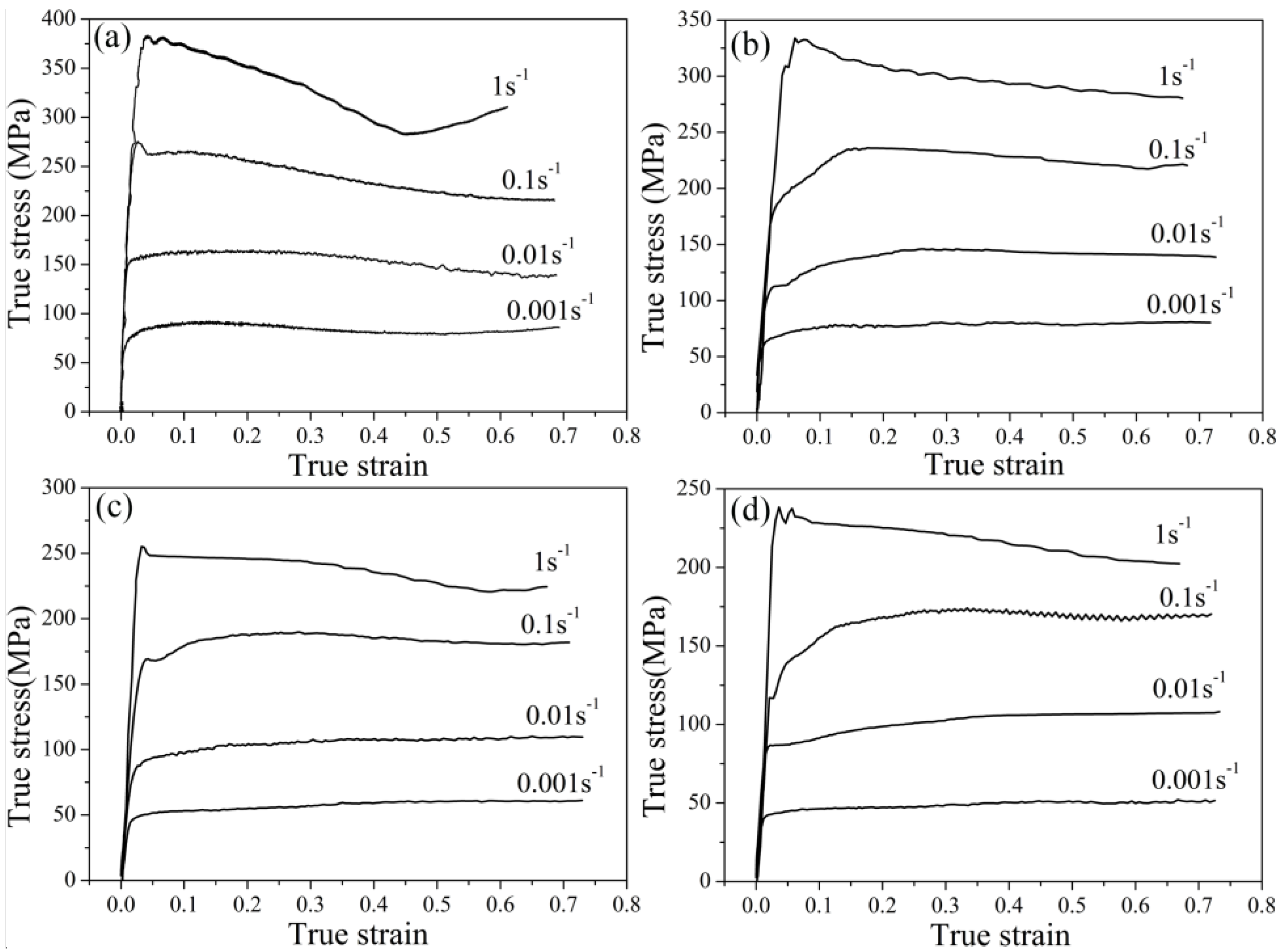
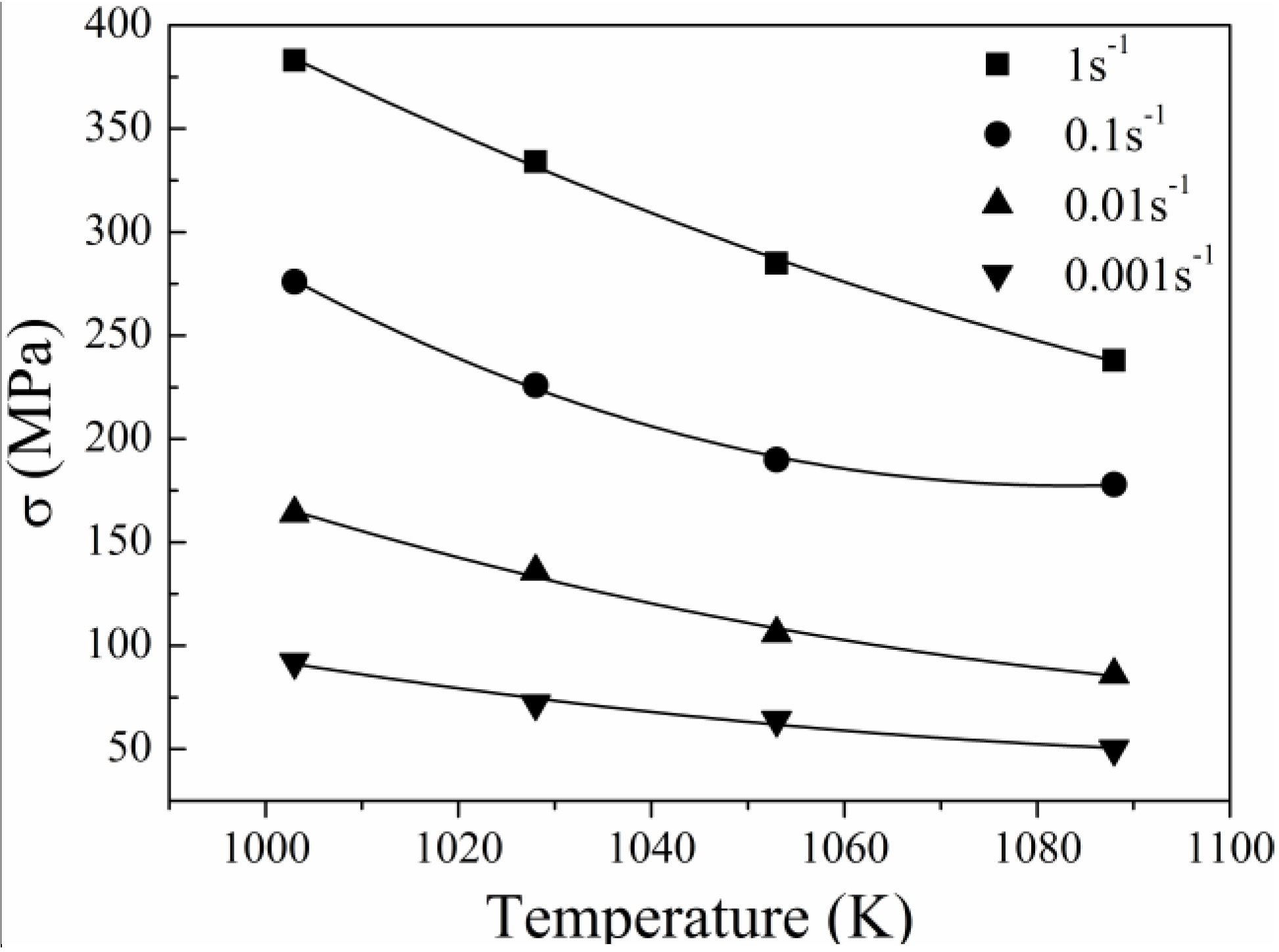
3.1. Flow Stress Behavior


3.2. Activation Energy
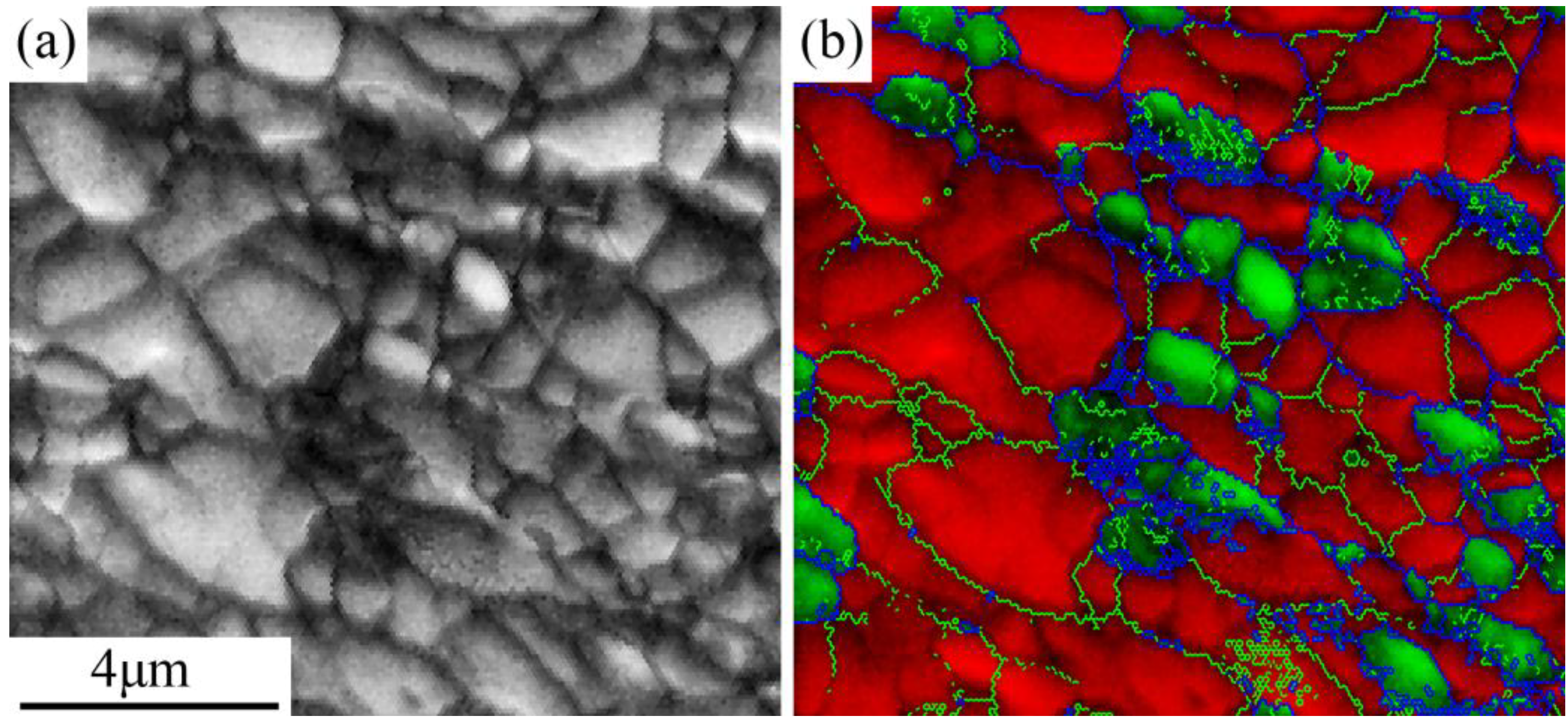
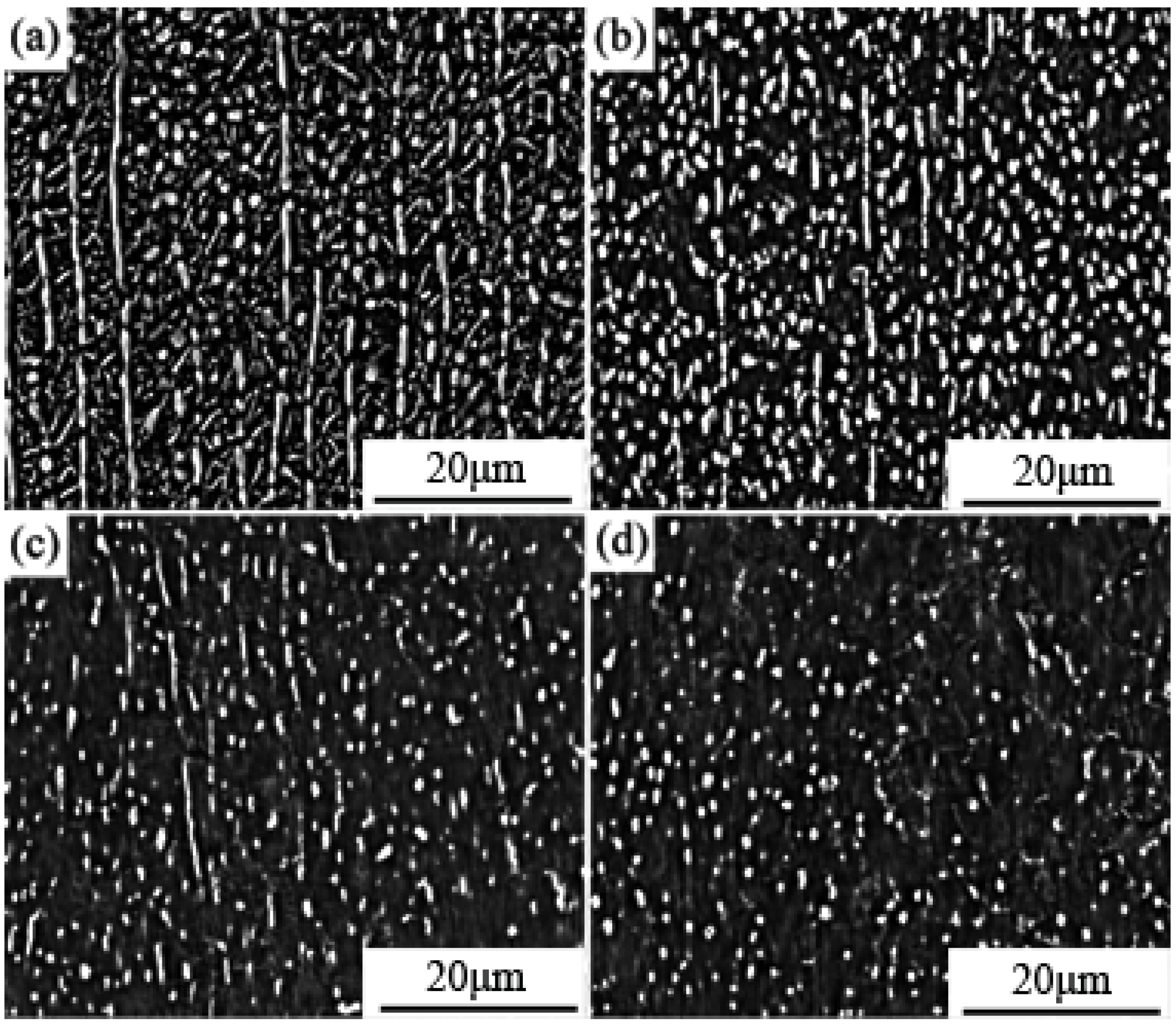
3.3. Microstructure Observation




4. Conclusions
- (1)
- The flow stress–strain curves of Ti-3.5Al-5Mo-6V-3Cr-2Sn-0.5Fe alloy isothermally compressed in α + β field exhibit a flow softening feature as the strain rate is higher than 0.1 s−1 while it exhibits a steady-state feature as the strain rate is lower than 0.1 s−1. The peak stress increases with the decrease of deformation temperature and an increase of strain rate.
- (2)
- The activation energy of Ti-3.5Al-5Mo-6V-3Cr-2Sn-0.5Fe alloy for deformation in α + β field was calculated. The average activation energy in α + β field deformation is 271.1 kJ/mol, it is higher than that of self-diffusion of β phase resulting from presence of α phase.
- (3)
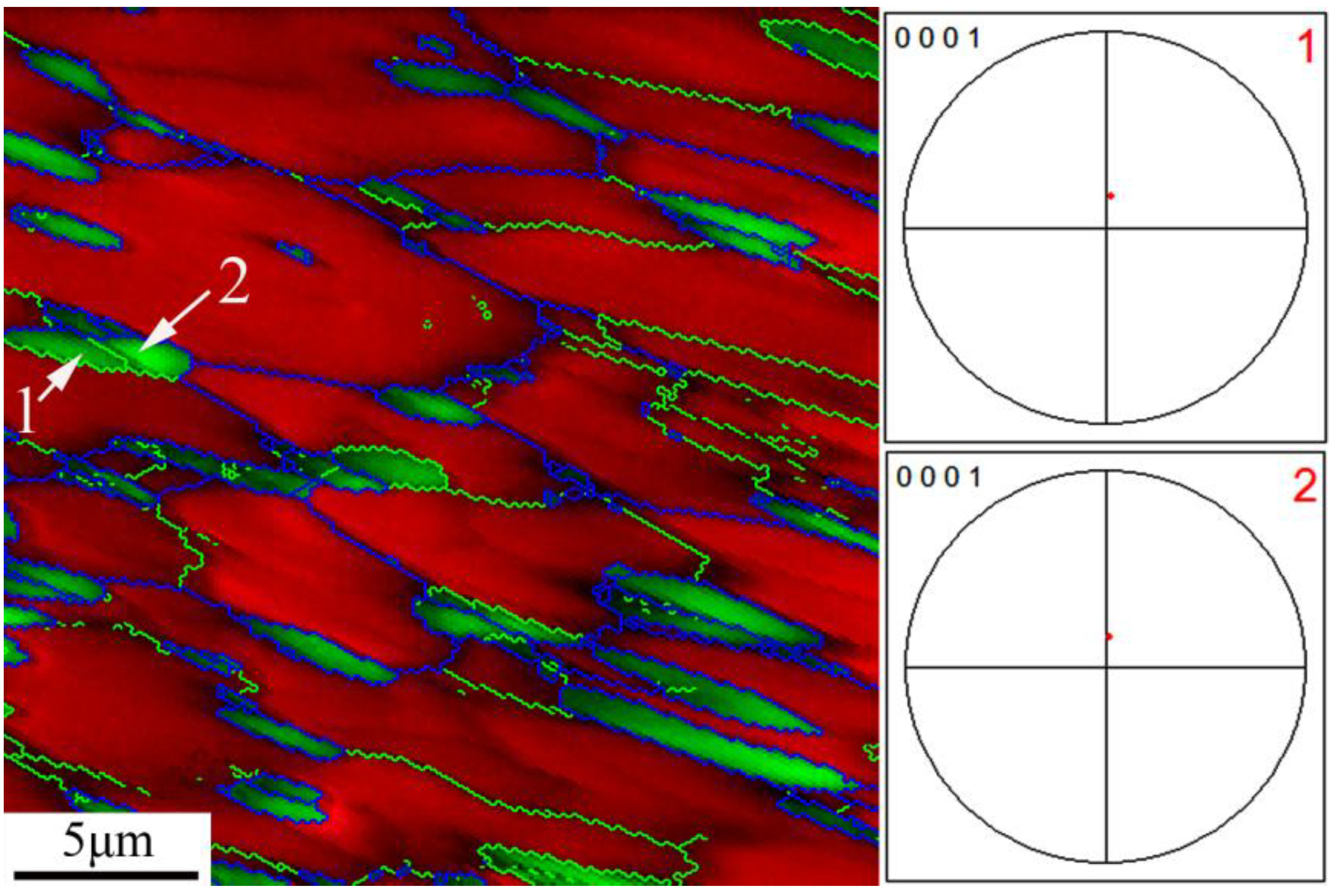
- The α phase shows an obvious pinning effect for the movement of dislocations deformed at α + β field. The high volume fraction of α phase is responsible for higher flow stress at lower deformation temperature.
- (4)
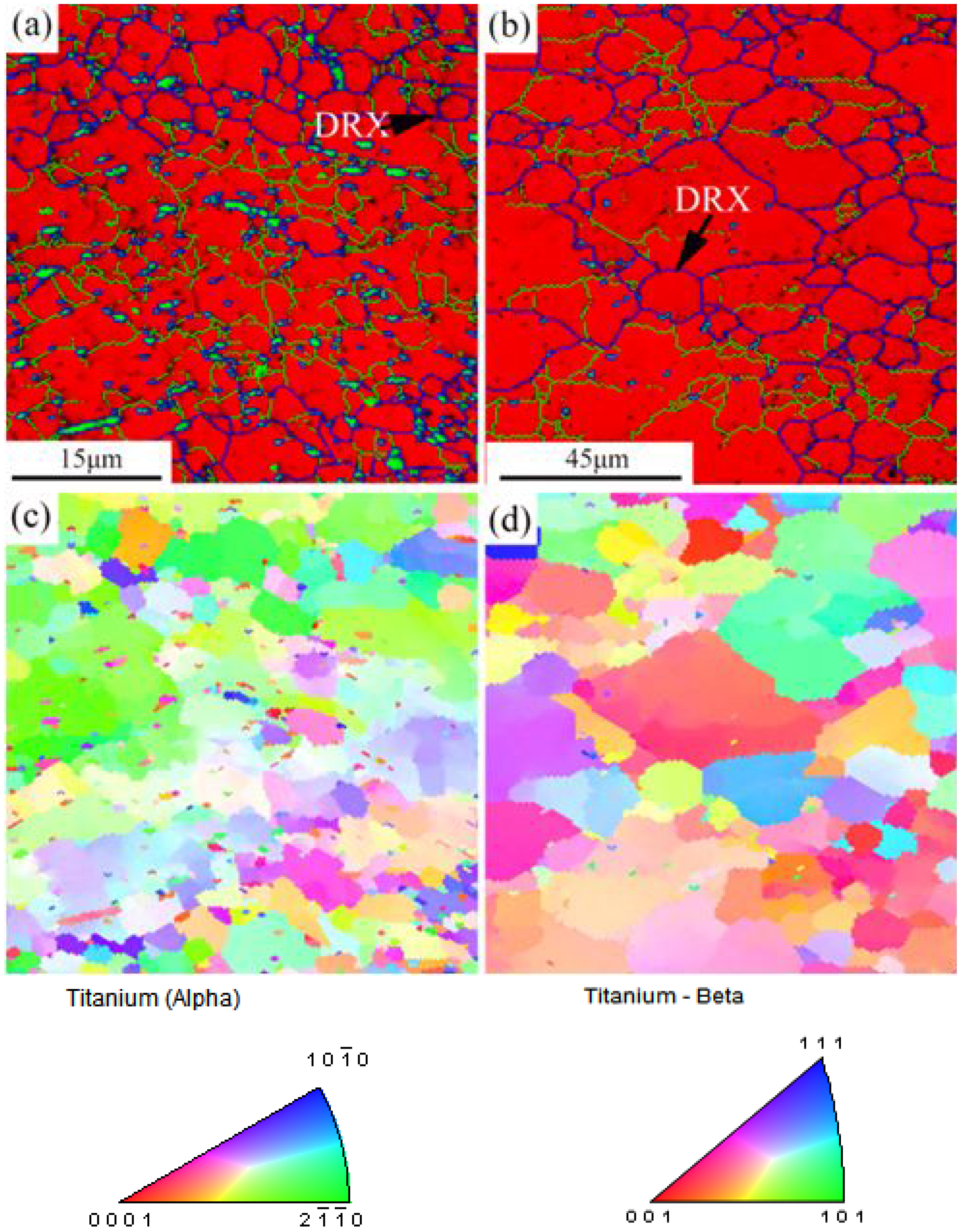
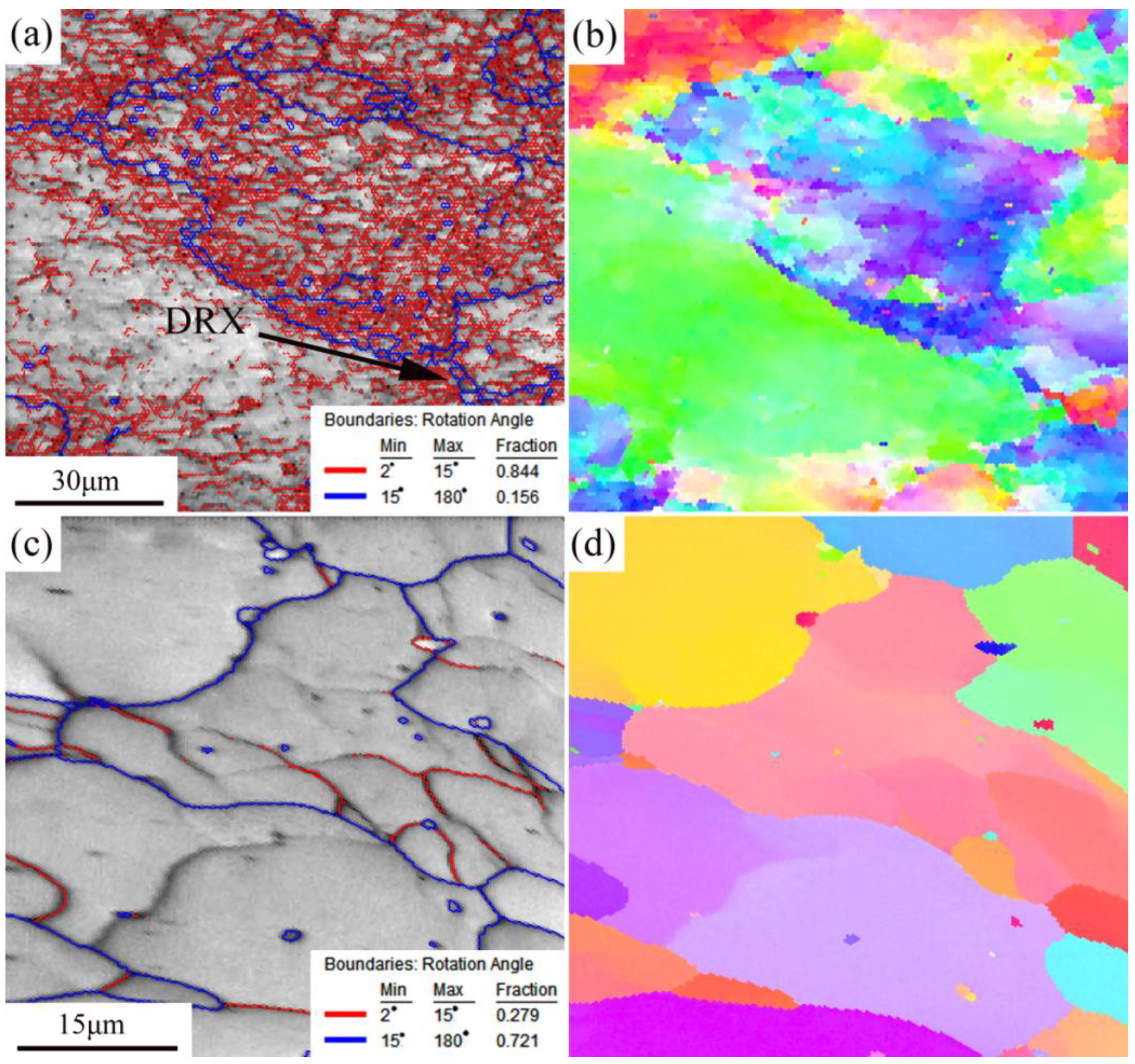
- The deforamtion mechanism of Ti-3.5Al-5Mo-6V-3Cr-2Sn-0.5Fe alloy in α + β field is mainly attributed to dynamic recovery accompanied with dynamic recrystallizitation of β phase, but the dynamic recovery is dominant.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Boyer, R.R.; Briggs, R.D. The use of β titanium alloys in the aerospace industry. J. Mater. Eng. Perform. 2005, 14, 681–685. [Google Scholar] [CrossRef]
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Boyer, R.R. Titanium for aerospace Rationale and applications. Adv. Perform. Mater. 1995, 2, 349–368. [Google Scholar] [CrossRef]
- Terlinde, G.T.; Duerig, T.W.; Williams, J.C. Microstructure, tensile deformation, and fracture in aged Ti-10V-2Fe-3Al. Metall. Trans. A 1983, 14A, 2101–2115. [Google Scholar] [CrossRef]
- Bhattacharjee, A.; Varma, V.K.; Kamat, S.V.; Gogia, A.K.; Bhargava, S. Influence of β grain size on tensile behavior and ductile fracture toughness of titanium alloy Ti-10V-2Fe-3Al. Metall. Trans. A 2006, 37, 1423–1433. [Google Scholar] [CrossRef]
- Ghosh, A.; Sivaprasad, S.; Bhattacharjee, A.; Kar, S.K. Microstructure-fracture toughness correlation in an aircraft structural component alloy Ti-5Al-5V-5Mo-3Cr. Mater. Sci. Eng. A 2013, 568, 61–67. [Google Scholar] [CrossRef]
- Kar, S.K.; Suman, S.; Shivaprasad, S.; Chaudhuri, A.; Bhattacharjee, A. Processing-microstructure-yield strength correlation in a near β Ti alloy, Ti-5Al-5Mo-5V-3Cr. Mater. Sci. Eng. A 2014, 610, 171–180. [Google Scholar] [CrossRef]
- Nyakana, S.; Fanning, J.; Boyer, R.R. Quick reference guide for β titanium alloys in the 00 s. J. Mater. Eng. Perform. 2005, 14, 799–811. [Google Scholar] [CrossRef]
- Weiss, I.; Semiatin, S.L. Thermomechanical processing of beta titanium alloys—An overview. Mater. Sci. Eng. A 1998, 243, 46–65. [Google Scholar] [CrossRef]
- Boyer, R.R. Design properties of a high-strength titanium alloy, Ti-10V-2F-3Al. JOM 1980, 32, 61–65. [Google Scholar] [CrossRef]
- Chen, C.C.; Boyer, R.R. Practical considerations for manufacturing high strength Ti-10V-2Fe-3Al forgings. JOM 1979, 31, 33–39. [Google Scholar] [CrossRef]
- Jones, N.G.; Jackson, M. On mechanism of flow softening in Ti-5Al-5Mo-5V-3Cr. Mater. Sci. Technol. 2011, 27, 1025–1032. [Google Scholar] [CrossRef]
- Srinivasu, G.; Natraj, Y.; Bhattacharjee, A.; Nandy, T.K.; Nageswara Rao, G.V.S. Tensile and fracture toughness of high strength β Titanium alloy, Ti-10V-2Fe-3Al, as a function of rolling and solution treatment temperatures. Mater. Des. 2013, 47, 323–330. [Google Scholar] [CrossRef]
- Zong, Y.Y.; Shan, D.B.; Xu, M.; Lv, Y. Flow softening and microstructural evolution of TC11 titanium alloy during hot deformation. J. Mater. Process. Technol. 2009, 209, 1988–1994. [Google Scholar] [CrossRef]
- Li, H.; Li, M.Q.; Han, T.; Liu, H.B. The deformation behavior of isothermally compressed Ti-17 titanium alloy in alpha plus beta field. Mater. Sci. Eng. A 2012, 546, 40–45. [Google Scholar] [CrossRef]
- Quan, G.Z.; Luo, G.C.; Liang, J.T.; Wu, D.S.; Mao, A.; Liu, Q. Modelling for the dynamic recrystallization evolution of Ti-6Al-4V alloy in two-phase temperature range and a wide strain rate range. Comput. Mater. Sci. 2015, 97, 136–147. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Murzinova, M.; Salishchev, G.; Semiatin, S.L. Spheroidization of the lamellar microstructure in Ti-6Al-4V alloy during warm deformation and annealing. Acta Mater. 2011, 59, 4138–4150. [Google Scholar] [CrossRef]
- Zhao, J.; Ding, H.; Zhao, W.; Jiang, Z. Effects of hydrogen on the hot deformation behaviour of Ti-6Al-4V alloy: Experimental and constitutive model studies. J. Alloy. Compd. 2013, 574, 407–414. [Google Scholar] [CrossRef]
- Kim, J.H.; Semiatin, S.L.; Lee, C.S. Constitutive analysis of the high-temperature deformation mechanisms of Ti-6Al-4V and Ti-6.85Al-1.6V alloys. Mater. Sci. Eng. A 2005, 394, 366–375. [Google Scholar] [CrossRef]
- Liu, S.F.; Li, M.Q.; Luo, J.; Yang, Z. Deformation behavior in the isothermal compression of Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Mater. Sci. Eng. A 2014, 589, 15–22. [Google Scholar] [CrossRef]
- Liang, H.; Guo, H.; Ning, Y.; Peng, X.; Qin, C.; Shi, Z. Dynamic recrystallization behavior of Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Mater. Des. 2014, 63, 798–804. [Google Scholar] [CrossRef]
- Li, C.; Zhang, X.Y.; Zhou, K.C.; Peng, C.Q. Relationship between lamellar α evolution and flow behavior during isothermal deformation of Ti-5Al-5Mo-5V-1Cr-1Fe near β titanium alloy. Mater. Sci. Eng. A 2012, 558, 668–674. [Google Scholar] [CrossRef]
- Warchomicka, F.; Poletti, C.; Stockinger, M. Study of the hot deformation behaviour in Ti-5Al-5Mo-5V-3Cr-1Zr. Mater. Sci. Eng. A 2011, 528, 8277–8285. [Google Scholar] [CrossRef]
- Jackson, M.; Jones, N.G.; Dye, D.; Dashwood, R.J. Effect of initial microstructure on plastic flow behaviour during isothermal forging of Ti-10V-2Fe-3Al. J. Mater. Sci. Eng. A 2009, 501, 248–254. [Google Scholar] [CrossRef]
- Jones, N.G.; Dashwood, R.J.; Dye, D.; Jackson, M. Thermomechanical processing of Ti-5Al-5Mo-5V-3Cr. Mater. Sci. Eng. A 2008, 490, 369–377. [Google Scholar] [CrossRef]
- Du, Z.X.; Xiao, S.L.; Xu, L.J.; Tian, J.; Kong, F.T.; Chen, Y.Y. Effect of heat treatment on microstructure and mechanical properties of a new β high strength titanium alloy. Mater. Des. 2014, 55, 183–190. [Google Scholar] [CrossRef]
- Li, L.X.; Lou, Y.; Yang, L.B.; Peng, D.S.; Rao, K.P. Flow stress behavior and deformation characteristics of Ti-3Al-5V-5Mo compressed at elevated temperatures. Mater. Des. 2002, 23, 451–457. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Dyment, F.; Libanati, C.M. Self-diffusion of Ti, Zr, and Hf in their HCP phases, and diffusion of Nb95 in HCP Zr. J. Mater. Sci. 1968, 3, 349–359. [Google Scholar] [CrossRef]
- McQueen, H.J.; Ryan, N.D. Constitutive analysis in hot working. Mater. Sci. Eng. A 2002, 322, 43–63. [Google Scholar] [CrossRef]
- Margolin, H.; Cohen, P. Evolution of the equiaxed morphology of phases in Ti-6Al-4V. In Titanium 80: Science and Technology; Warrendale, TMS-AIME: Kyoto, Japan, 1980; pp. 1555–1561. [Google Scholar]
- Margolin, H.; Cohen, P. Kinetics of Evolution of Alpha in Ti-6Al-4V. In Titanium 80: Science and Technology; Warrendale, TMS-AIME: Kyoto, Japan, 1980; pp. 2991–2997. [Google Scholar]
- Wang, K.X.; Zeng, W.D.; Zhao, Y.Q.; Lai, Y.J.; Zhang, X.M.; Zhou, Y.G. Flow behaviour and microstructural evolution of Ti-17 alloy with lamellar microstructure during hot deformation in alpha plus beta phase field. Mater. Sci. Technol. 2011, 27, 21–28. [Google Scholar] [CrossRef]
- Weiss, I.; Froes, F.H.; Eylon, D.; Welsch, G.E. Modification of alpha morphology in Ti-6Al-4V by thermomechanical processing. Metall. Trans. A 1986, 17A, 1935–1947. [Google Scholar] [CrossRef]
- OuYang, D.L.; Fu, M.W.; Lu, S.Q. Study on the dynamic recrystallization behavior of Ti-alloy Ti-10V-2Fe–3Al in β processing via experiment and simulation. Mater. Sci. Eng. A 2014, 619, 26–34. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, Z.; Xiao, S.; Liu, J.; Lv, S.; Xu, L.; Kong, F.; Chen, Y. Hot Deformation Behavior of Ti-3.5Al-5Mo-6V-3Cr-2Sn-0.5Fe Alloy in α + β Field. Metals 2015, 5, 216-227. https://doi.org/10.3390/met5010216
Du Z, Xiao S, Liu J, Lv S, Xu L, Kong F, Chen Y. Hot Deformation Behavior of Ti-3.5Al-5Mo-6V-3Cr-2Sn-0.5Fe Alloy in α + β Field. Metals. 2015; 5(1):216-227. https://doi.org/10.3390/met5010216
Chicago/Turabian StyleDu, Zhaoxin, Shulong Xiao, Jingshun Liu, Shufeng Lv, Lijuan Xu, Fantao Kong, and Yuyong Chen. 2015. "Hot Deformation Behavior of Ti-3.5Al-5Mo-6V-3Cr-2Sn-0.5Fe Alloy in α + β Field" Metals 5, no. 1: 216-227. https://doi.org/10.3390/met5010216
APA StyleDu, Z., Xiao, S., Liu, J., Lv, S., Xu, L., Kong, F., & Chen, Y. (2015). Hot Deformation Behavior of Ti-3.5Al-5Mo-6V-3Cr-2Sn-0.5Fe Alloy in α + β Field. Metals, 5(1), 216-227. https://doi.org/10.3390/met5010216