
Material Properties of Various Cast Aluminum Alloys Made Using a Heated Mold Continuous Casting Technique with and without Ultrasonic Vibration

Abstract
:1. Introduction
2. Experimental Procedures
2.1. Material Preparation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Si | Mg | Zn | Fe | Mn | Al | |
|---|---|---|---|---|---|---|---|
| AC2A | 3.0–4.5 | 4.0–6.0 | <0.25 | <0.55 | <0.8 | <0.55 | bal. |
| AC4CH | <0.1 | 6.5–7.5 | 0.25–0.45 | <0.1 | <0.2 | <0.1 | bal. |
| AC8A | 0.8–1.3 | 11.0–13.0 | 0.7–1.3 | <0.15 | <0.8 | <0.15 | bal. |
| ADC1 | <1.0 | 11.0–13.0 | <0.3 | <0.5 | 0.6–1.0 | <0.3 | bal. |
| ADC6 | <0.1 | <1.0 | 2.6–4.0 | <0.4 | <0.6 | 0.4–0.6 | bal. |

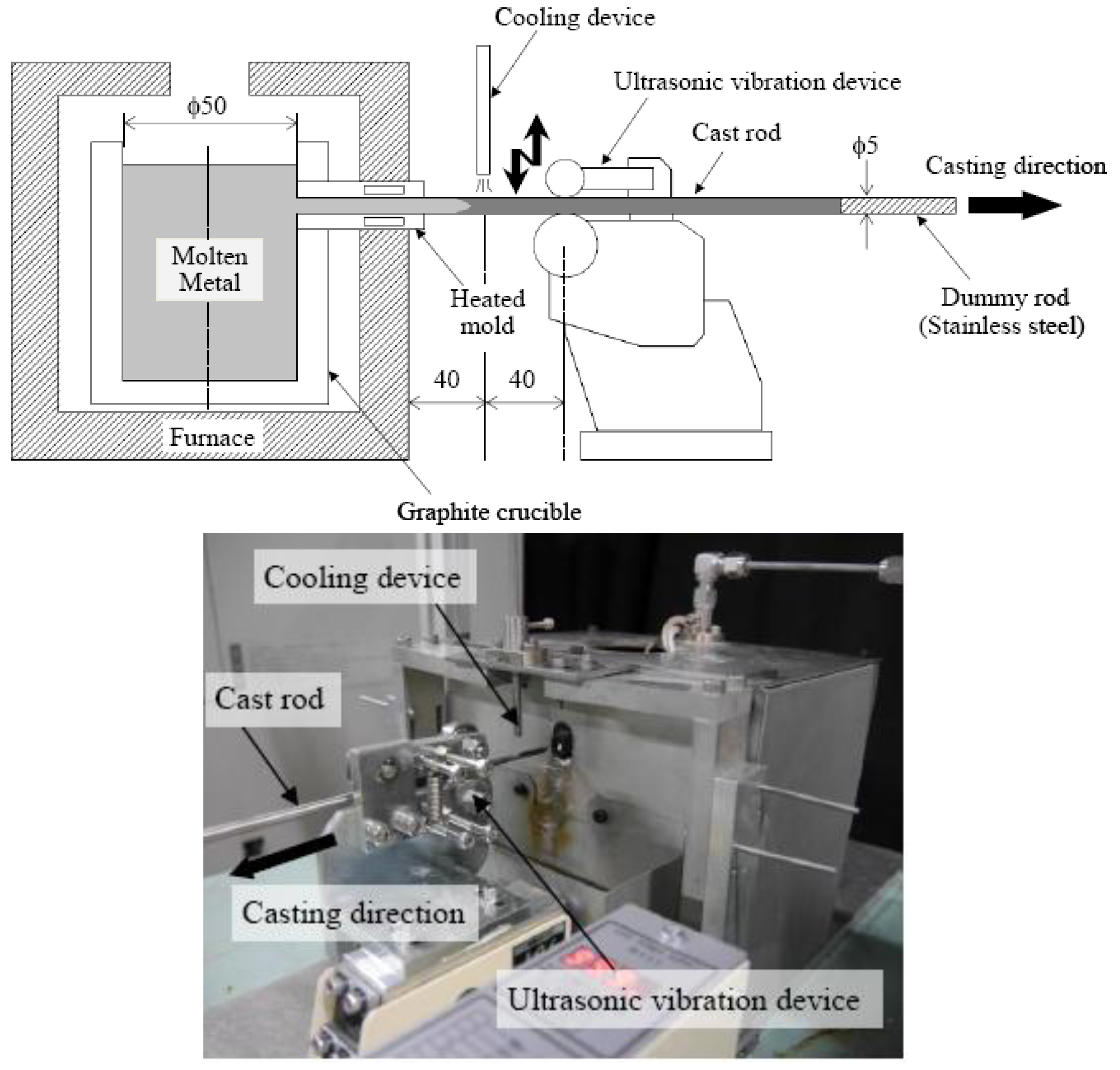
2.2. Experimental Details
3. Results and Discussion
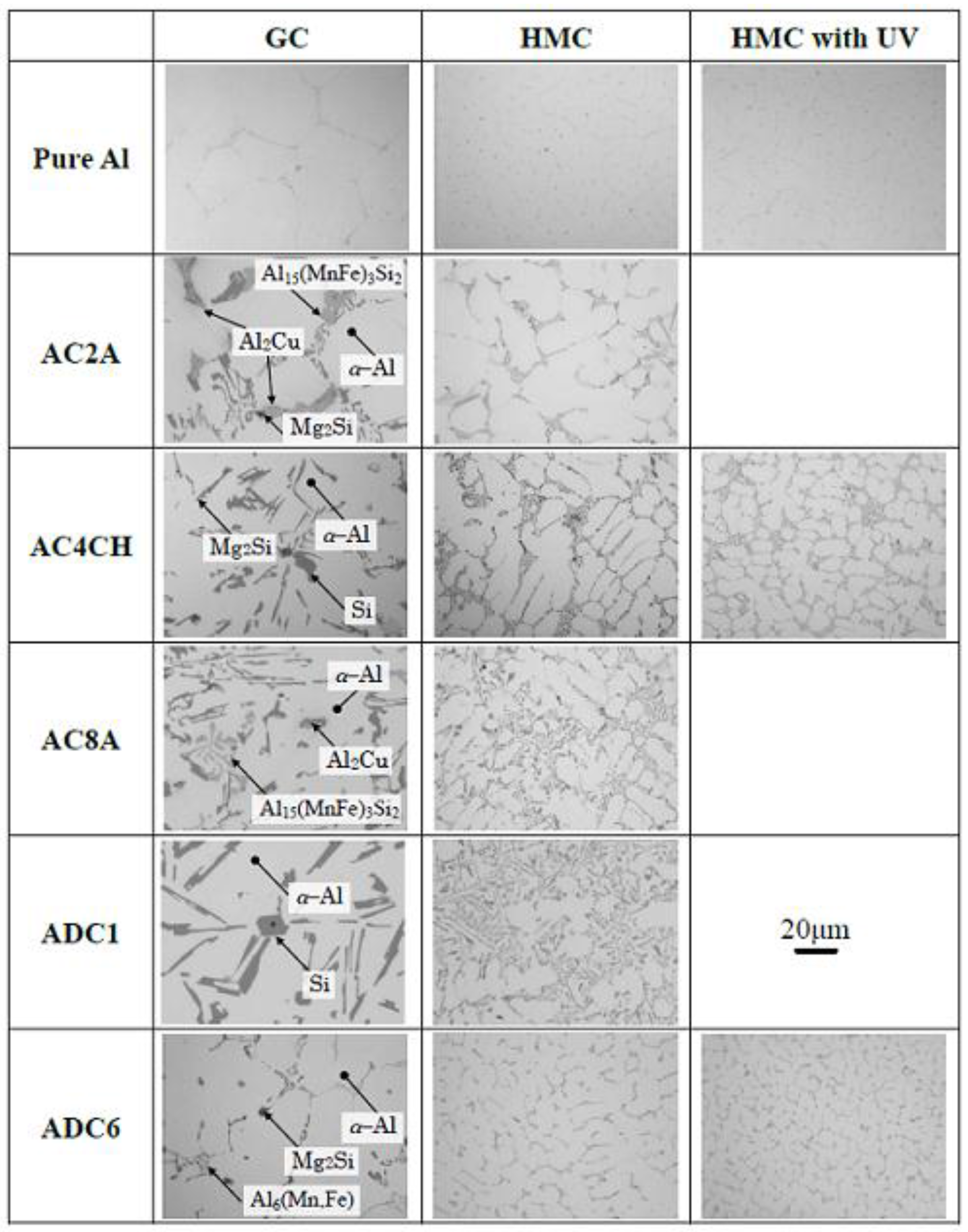
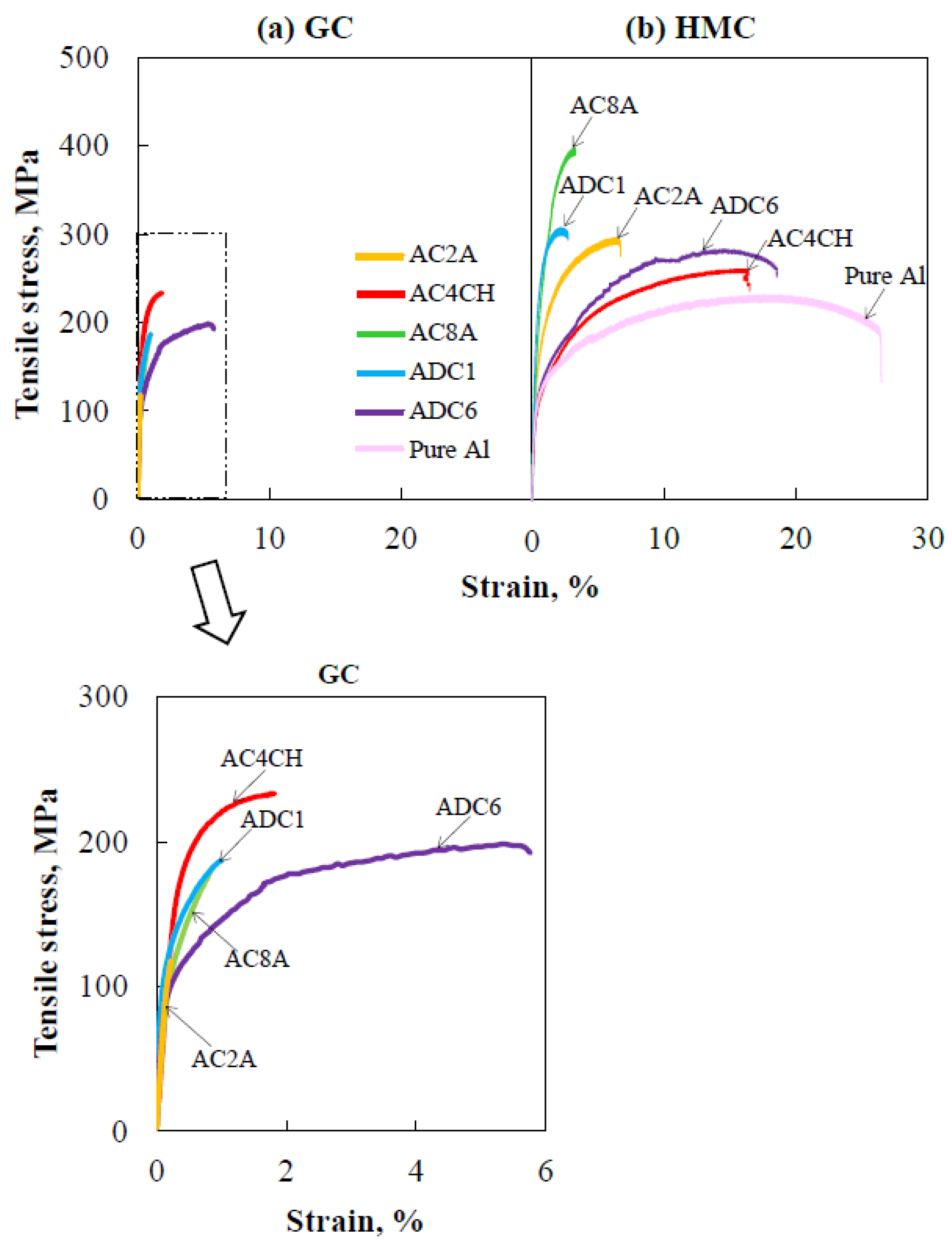
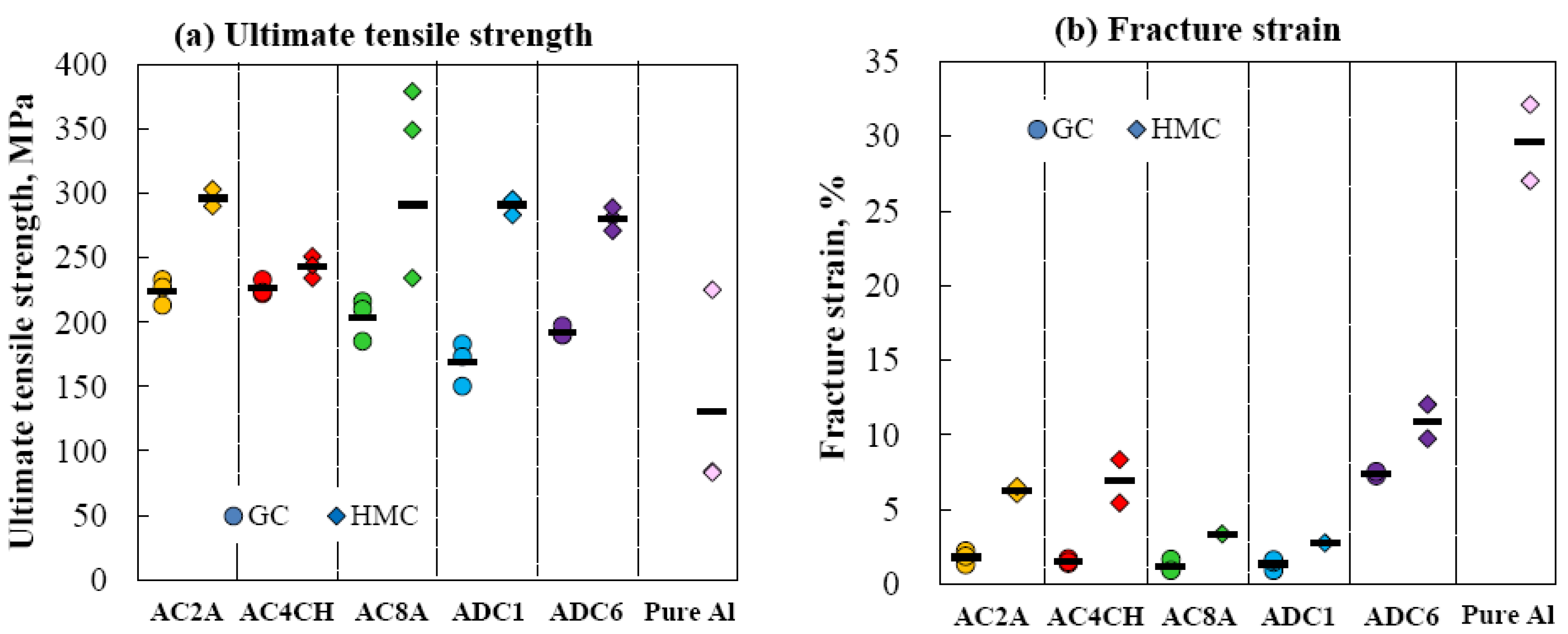
3.1. Material Characteristics of HMC–Al Alloys
| SDAS, μm (S.D.) | |||||
|---|---|---|---|---|---|
| AC2A | AC4CH | AC8A | ADC1 | ADC6 | |
| GC | 33.2 (4.7) | 42.6 (6.3) | 20.4 (4.8) | 28.5 (5.1) | 41.7 (6.4) |
| HMC | 13.8 (1.6) | 13.8 (1.6) | 6.5 (0.9) | 8.0 (1.4) | 12.5 (1.6) |






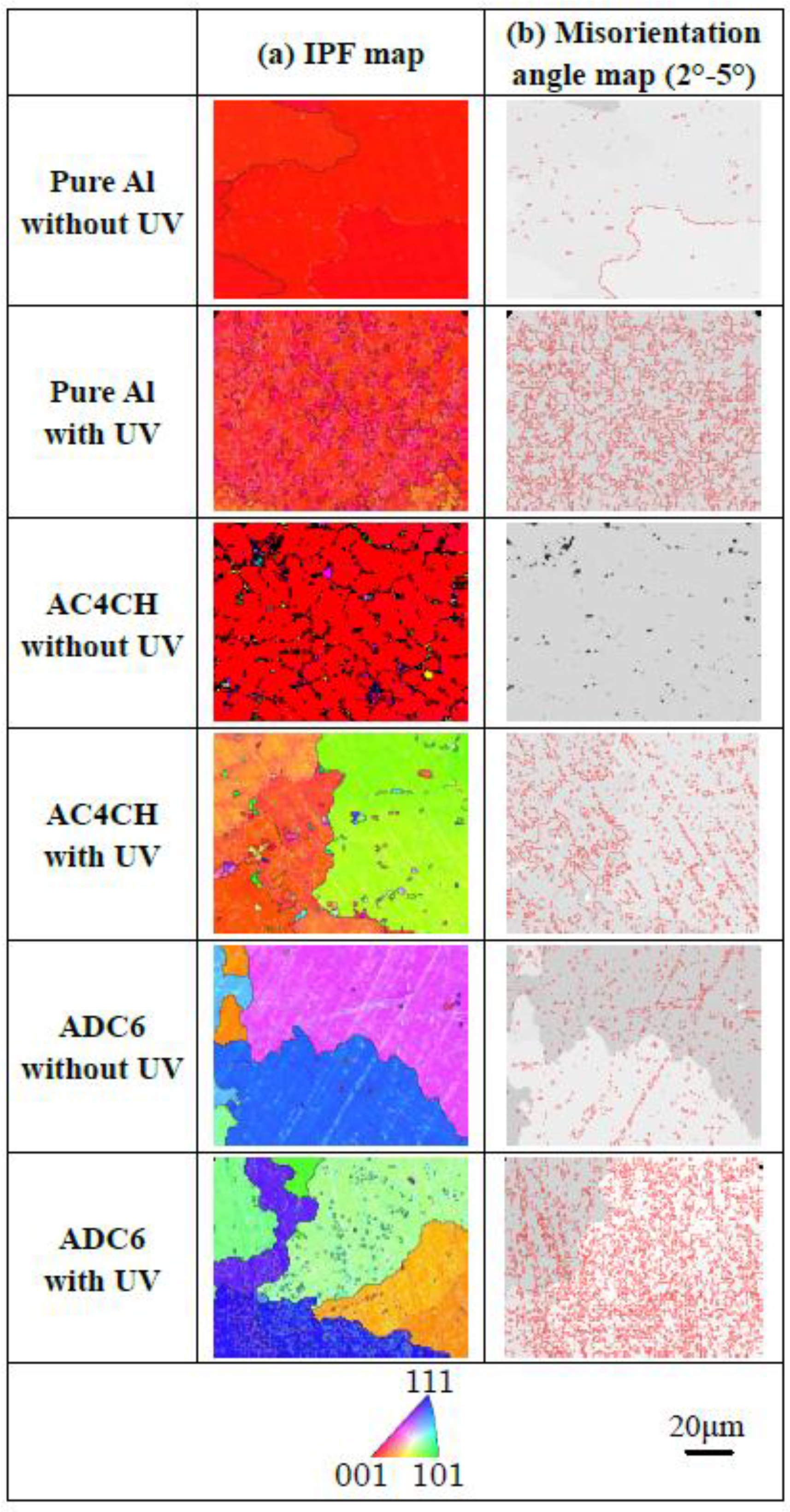
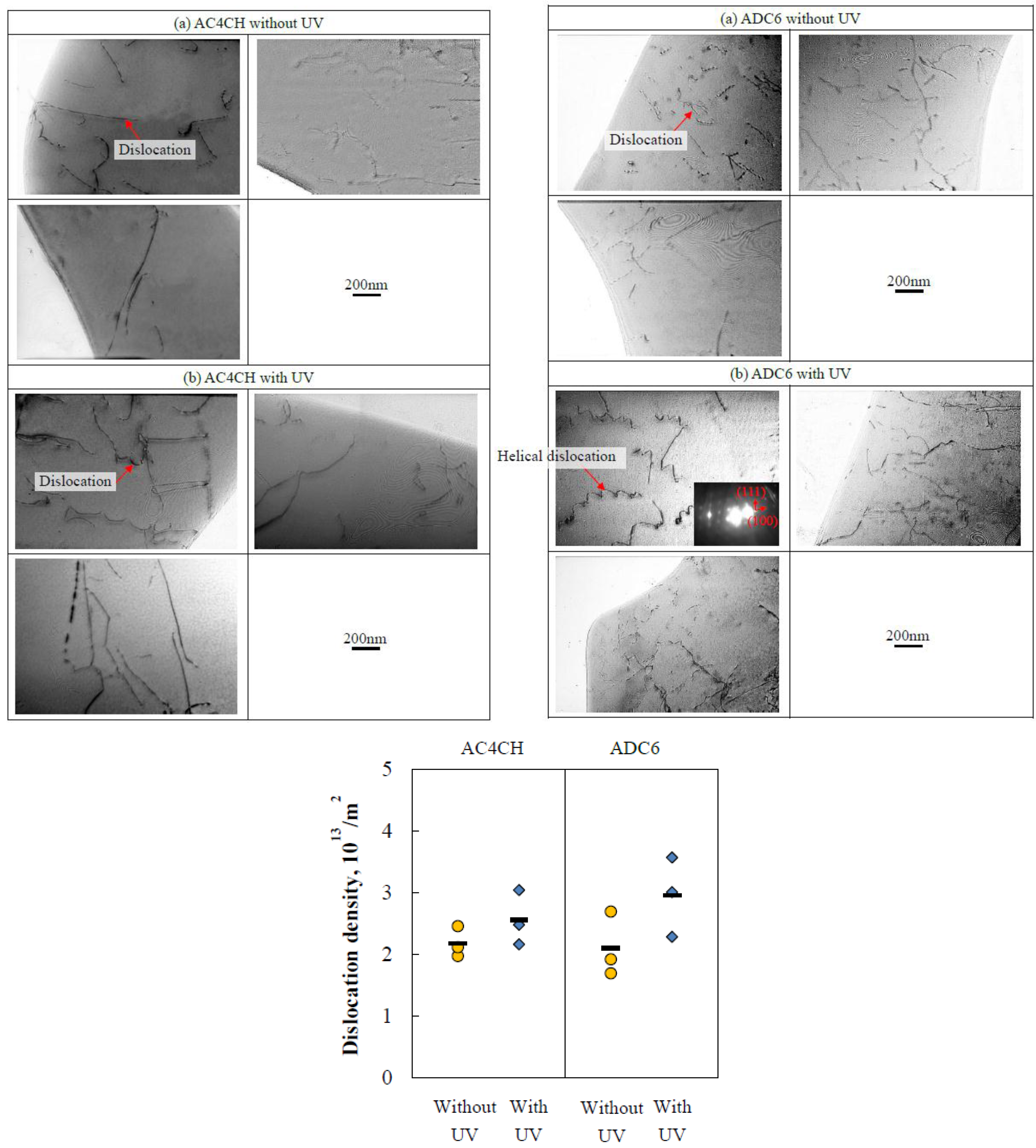
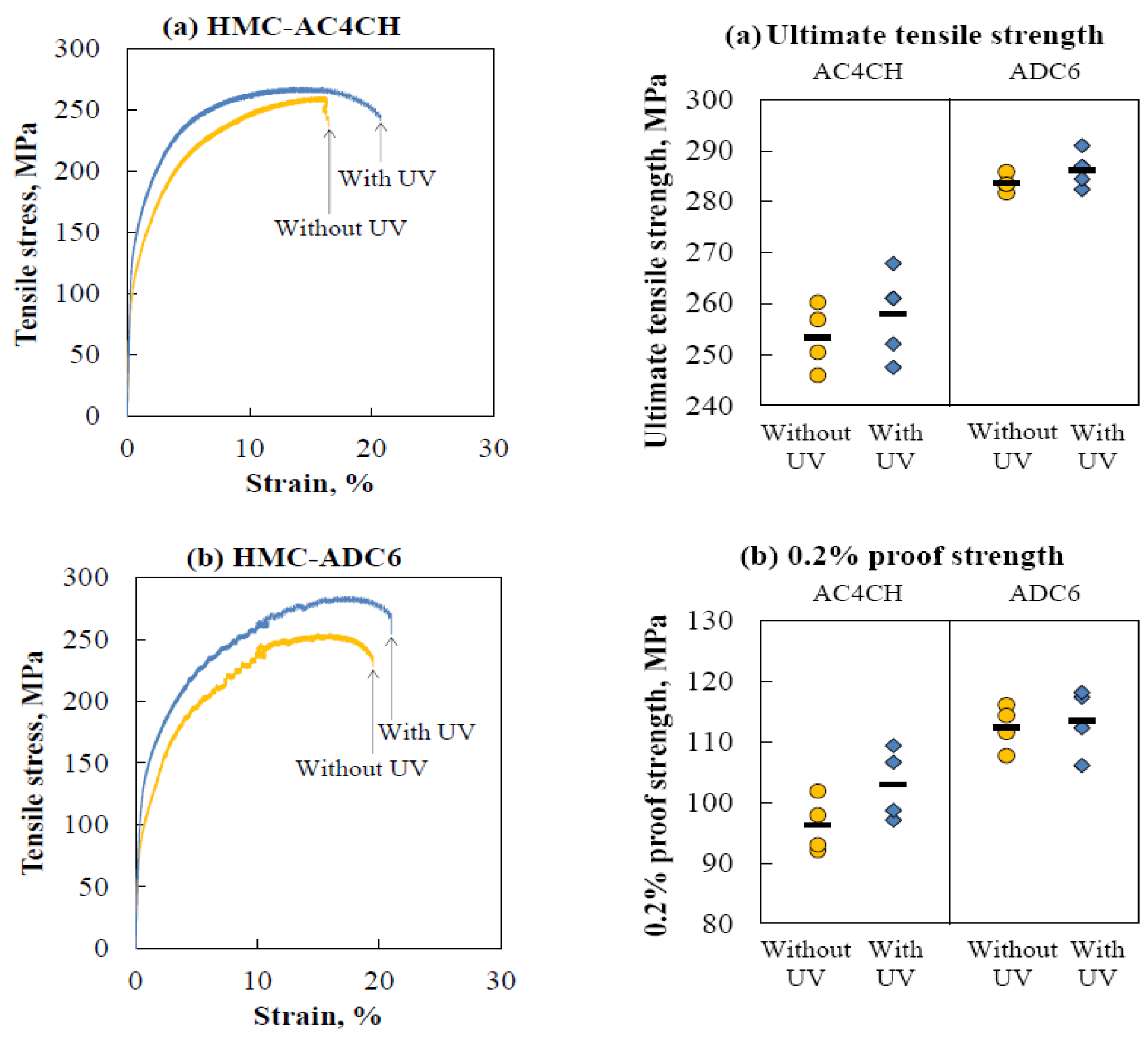
3.2. Material Characteristics of HMC–Al Alloys with Ultrasonic Vibration


4. Conclusions
Acknowledgements
Author Contributions
Conflicts of Interest
References
- Vivès, C. Effects of forced electromagnetic vibrations during the solidification of aluminum alloys: Part II. Solidification in the presence of collinear variable and stationary magnetic fields. Metall. Mater. Trans. B 1996, 27, 457–464. [Google Scholar] [CrossRef]
- Aghayani, M.K.; Niroumand, B. Effects of ultrasonic treatment on microstructure and tensile strength of AZ91 magnesium alloy. J. Alloys Compd. 2011, 509, 114–122. [Google Scholar] [CrossRef]
- Feng, H.K.; Yu, S.R.; Li, Y.L.; Gong, L.Y. Effect of ultrasonic treatment on microstructures of hypereutectic Al-Si alloy. J. Mater. Process. Technol. 2008, 208, 330–335. [Google Scholar] [CrossRef]
- Abramov, V.O.; Abramov, O.V.; Straumal, B.B.; Gust, W. Hypereutectic Al-Si based alloys with a thixotropic microstructure produced by ultrasonic treatment. Mater. Des. 1997, 18, 323–326. [Google Scholar] [CrossRef]
- Taghavi, F.; Saghafian, H.; Kharrazi, Y.H.K. Study on the ability of mechanical vibration for the production of thixotropic microstructure in A356 aluminum alloy. Mater. Des. 2009, 30, 115–121. [Google Scholar] [CrossRef]
- Taghavi, F.; Saghafian, H.; Kharrazi, Y.H.K. Study on the effect of prolonged mechanical vibration on the grain refinement and density of A356 aluminum alloy. Mater. Des. 2009, 30, 1604–1611. [Google Scholar] [CrossRef]
- Liu, H.; Qiao, X.; Chen, Z.H.; Jiang, R.; Li, X.Q. Effect of ultrasonic vibration during casting on microstructures and properties of 7050 aluminum alloy. J. Mater. Sci. 2011, 46, 3923–3927. [Google Scholar] [CrossRef]
- Abramov, V.; Abramov, O.; Bulgakov, V.; Sommer, F. Solidification of aluminum alloys under ultrasonic irradiation using water-cooled resonator. Mater. Lett. 1998, 37, 27–34. [Google Scholar] [CrossRef]
- Xu, H.; Jian, X.; Meek, T.T.; Han, Q. Degassing of molten aluminum A356 alloy using ultrasonic vibration. Mater. Lett. 2004, 58, 3669–3673. [Google Scholar] [CrossRef]
- Puga, H.; Costa, S.; Barbosa, J.; Ribeiro, S.; Prokic, M. Influence of ultrasonic melt treatment on microstructure and mechanical properties of AlSi2Cu3 alloy. J. Mater. Process. Technol. 2013, 211, 1729–1735. [Google Scholar] [CrossRef] [Green Version]
- Tuan, N.Q.; Puga, H.; Barbosa, J.; Pinto, A.M.P. Grain refinement of Al-Mg-Se alloy by ultrasonic treatment. Met. Mater. Int. 2015, 21, 72–78. [Google Scholar] [CrossRef] [Green Version]
- Puga, H.; Barbosa, J.; Costa, S.; Ribeiro, S.; Pinto, A.M.P.; Prokic, M. Influence of indirect ultrasonic vibration on the microstructure and mechanical behavior of Al-Si-Cu alloy. Mater. Sci. Eng. A 2013, 560, 589–595. [Google Scholar] [CrossRef] [Green Version]
- Okayasu, M.; Ohkura, Y.; Takeuchi, S.; Takasu, S.; Ohfuji, H.; Shiraishi, T. A study of the mechanical properties of an Al-Si-Cu alloy (ADC12) produced by various casting processes. Mater. Sci. Eng. A 2012, 543, 185–192. [Google Scholar] [CrossRef]
- Schlom, D.G.; Anselmetti, D.; Bednorz, J.G.; Broom, R.F.; Catana, A.; Frey, T.; Gerber, Ch.; Guntherodt, H.-J.; Lang, H.P.; Mannhart, J. Screw dislocation mediated growth of sputtered and laser-ablated YBa2Cu3O7−δ films. Condens. Matter 1992, 86, 163–175. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okayasu, M.; Miyamoto, Y.; Morinaka, K. Material Properties of Various Cast Aluminum Alloys Made Using a Heated Mold Continuous Casting Technique with and without Ultrasonic Vibration. Metals 2015, 5, 1440-1453. https://doi.org/10.3390/met5031440
Okayasu M, Miyamoto Y, Morinaka K. Material Properties of Various Cast Aluminum Alloys Made Using a Heated Mold Continuous Casting Technique with and without Ultrasonic Vibration. Metals. 2015; 5(3):1440-1453. https://doi.org/10.3390/met5031440
Chicago/Turabian StyleOkayasu, Mitsuhiro, Yuta Miyamoto, and Kazuma Morinaka. 2015. "Material Properties of Various Cast Aluminum Alloys Made Using a Heated Mold Continuous Casting Technique with and without Ultrasonic Vibration" Metals 5, no. 3: 1440-1453. https://doi.org/10.3390/met5031440
APA StyleOkayasu, M., Miyamoto, Y., & Morinaka, K. (2015). Material Properties of Various Cast Aluminum Alloys Made Using a Heated Mold Continuous Casting Technique with and without Ultrasonic Vibration. Metals, 5(3), 1440-1453. https://doi.org/10.3390/met5031440