
The Role of the Bainitic Packet in Control of Impact Toughness in a Simulated CGHAZ of X90 Pipeline Steel

Abstract
:1. Introduction
2. Materials and Methods
3. Results
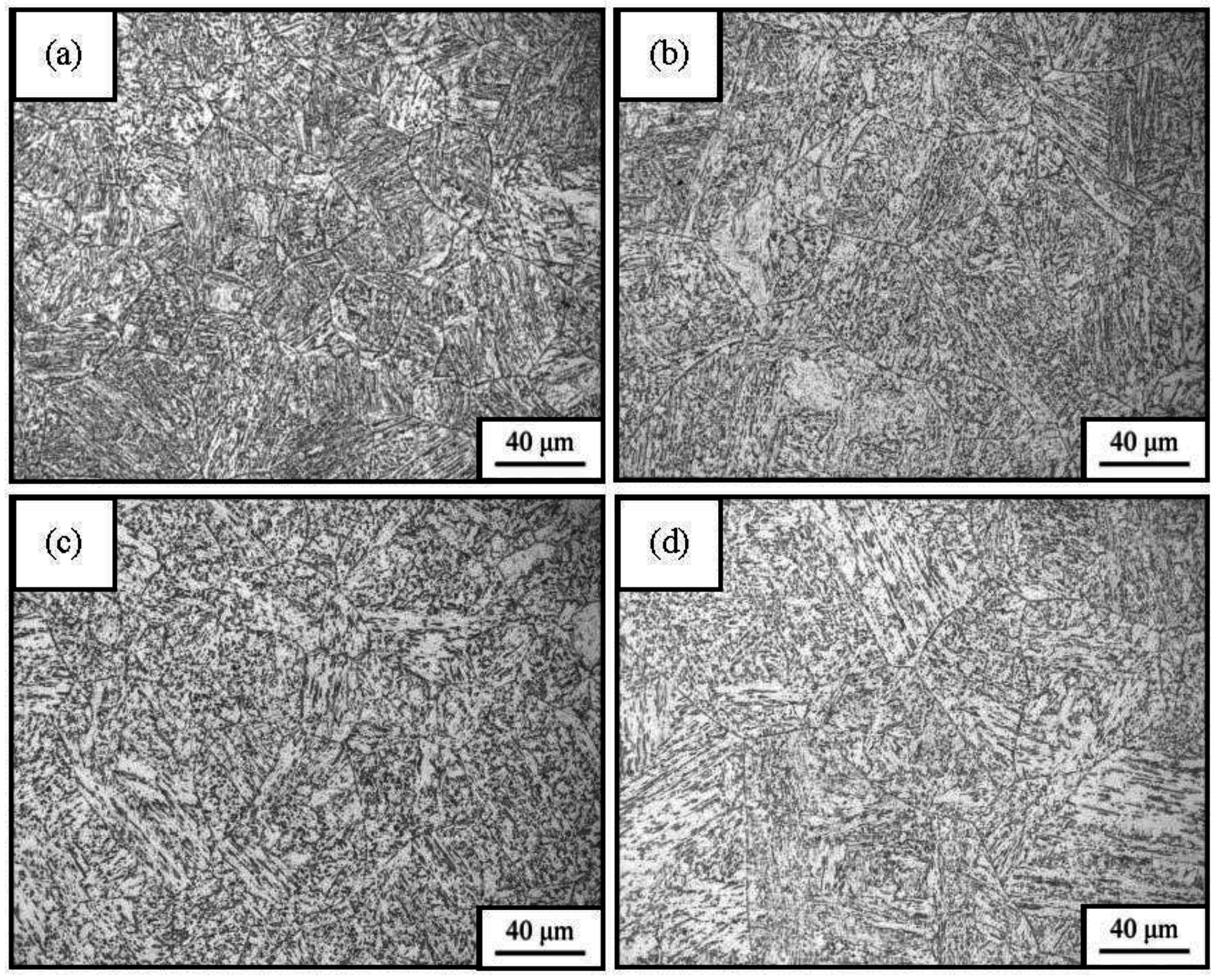
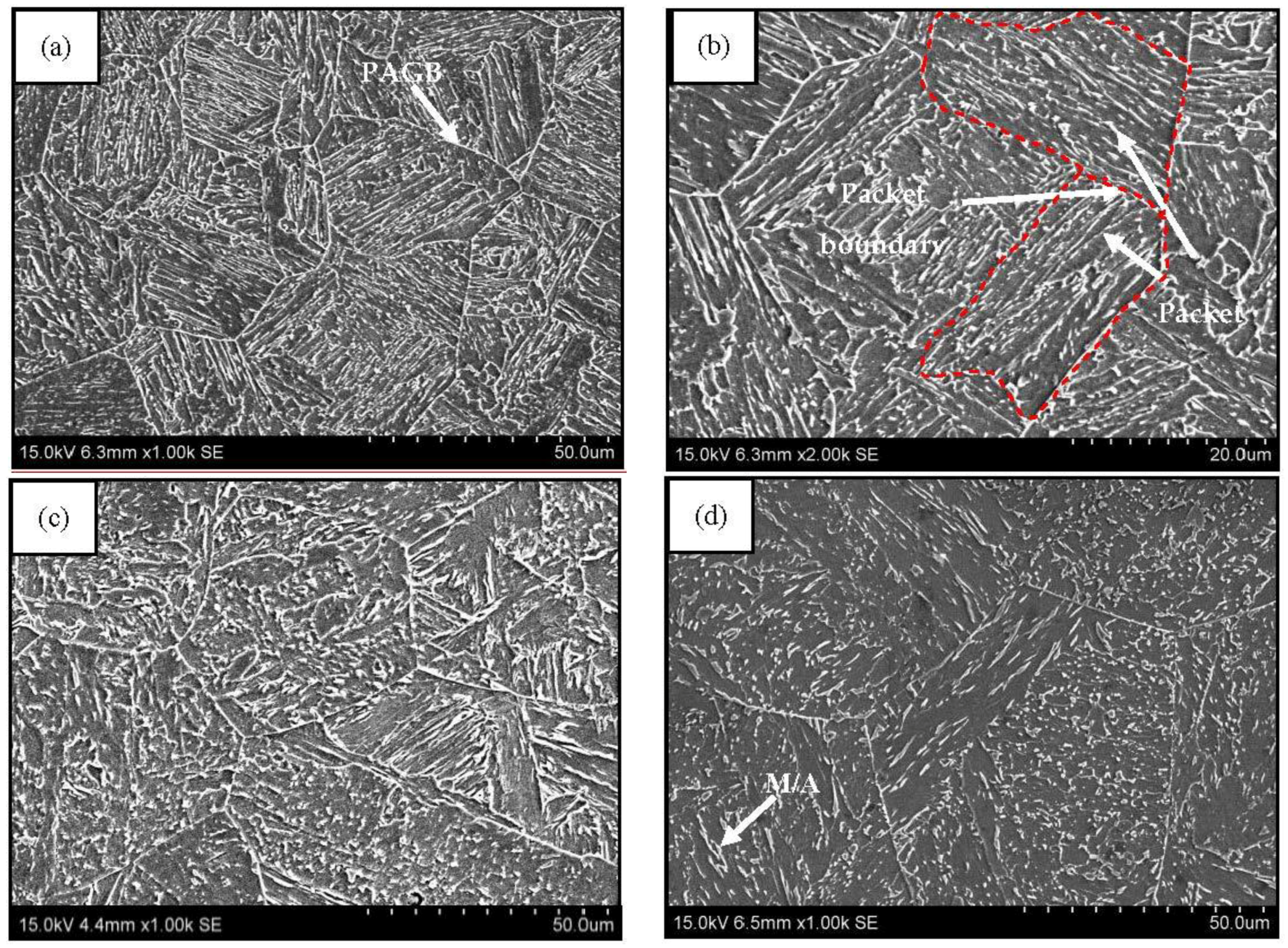
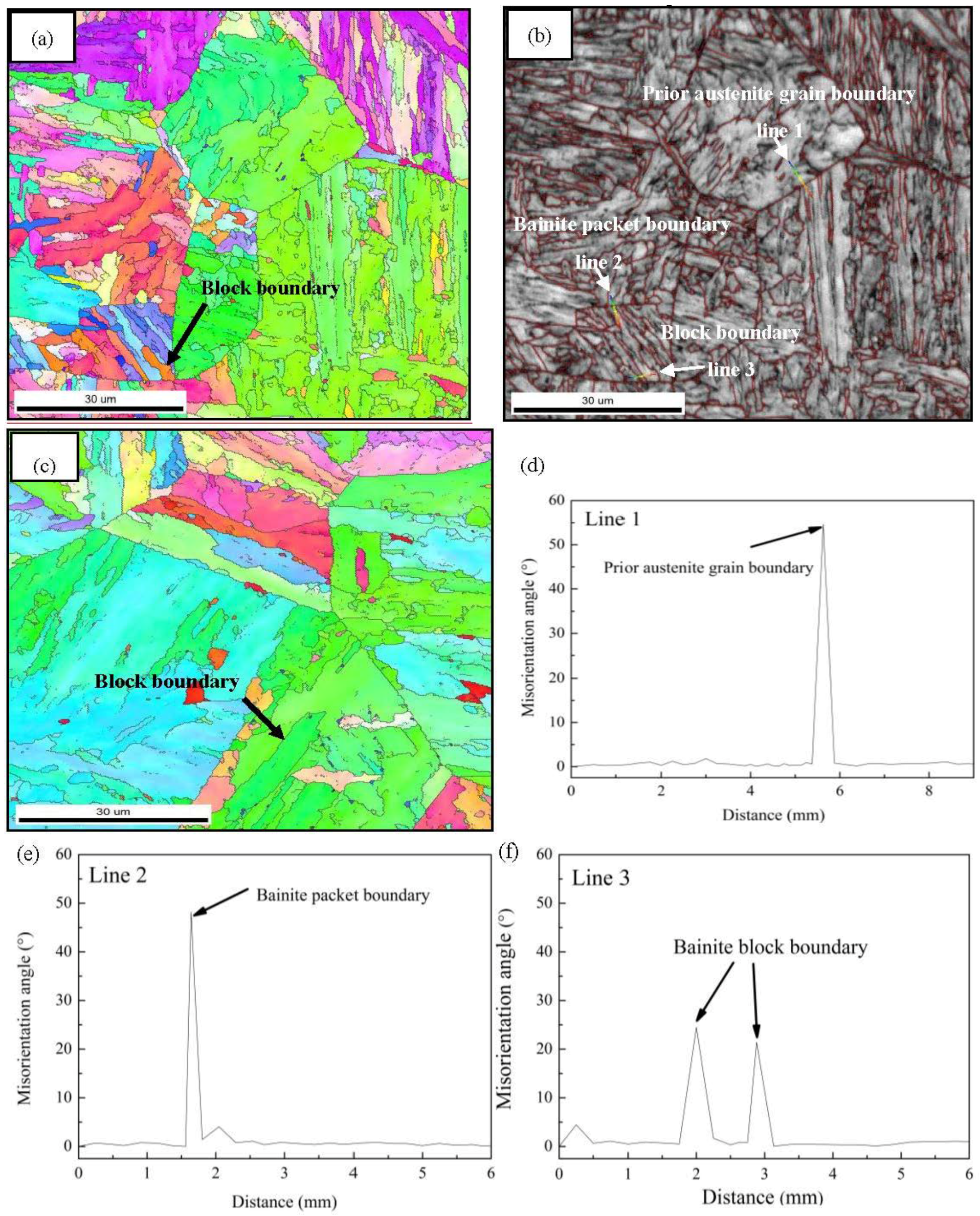
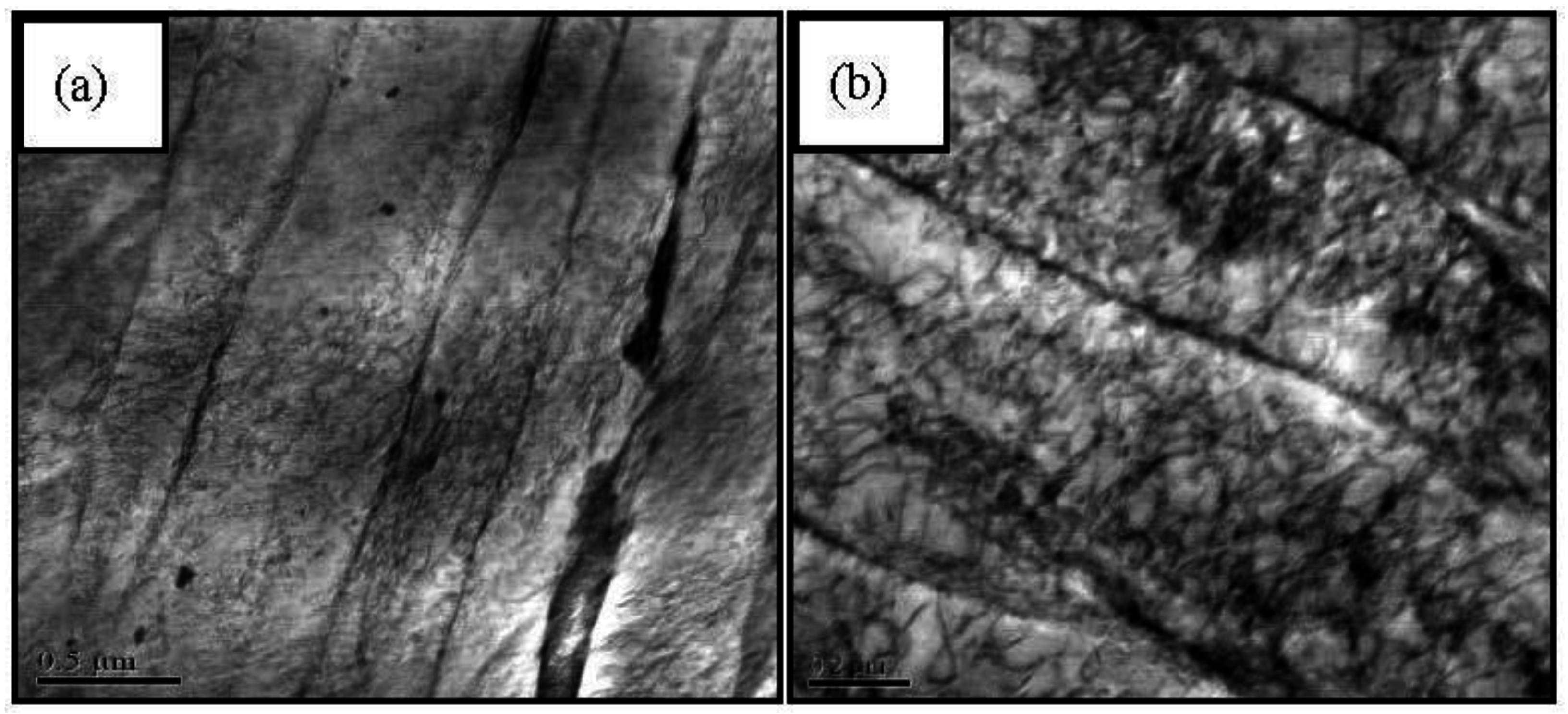
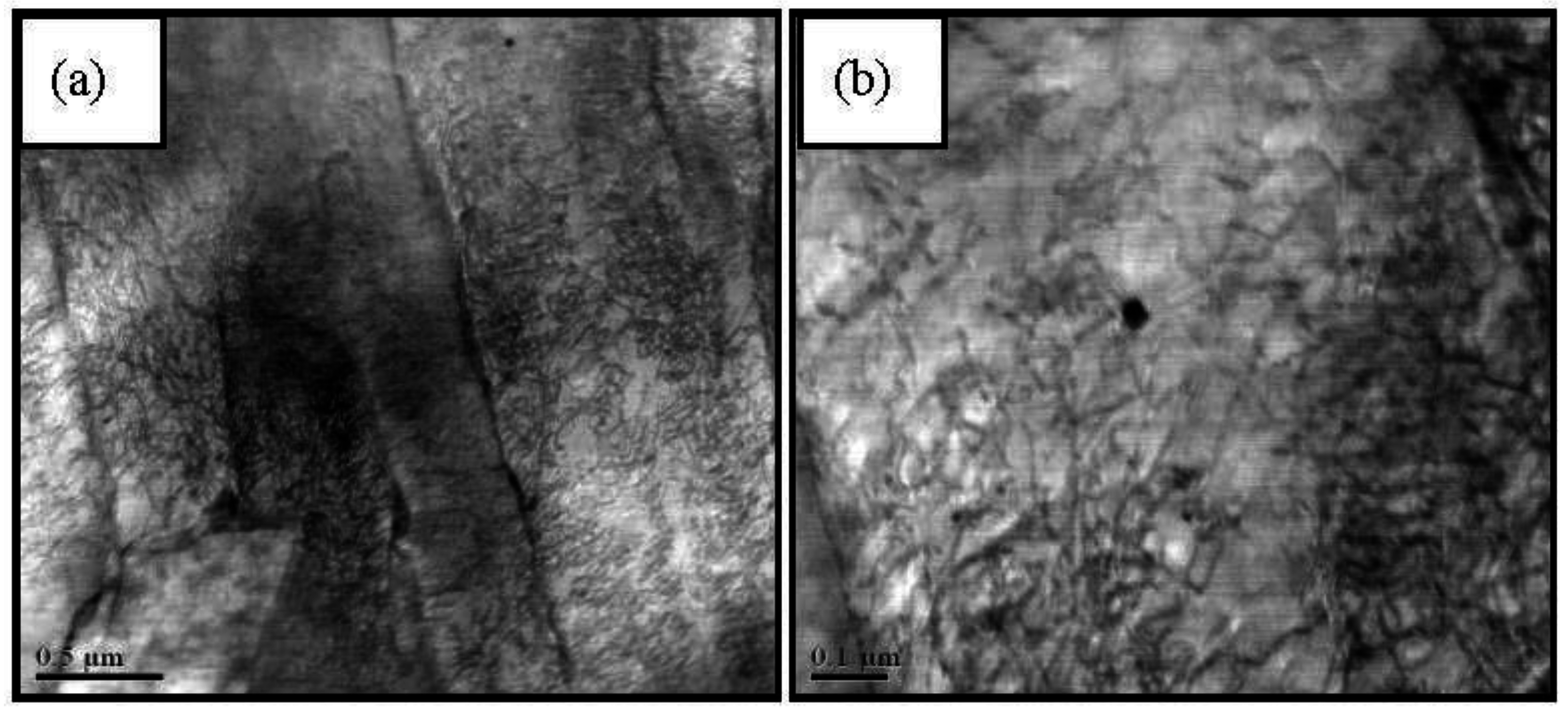
3.1. Microstructures of the Simulated CGHAZ
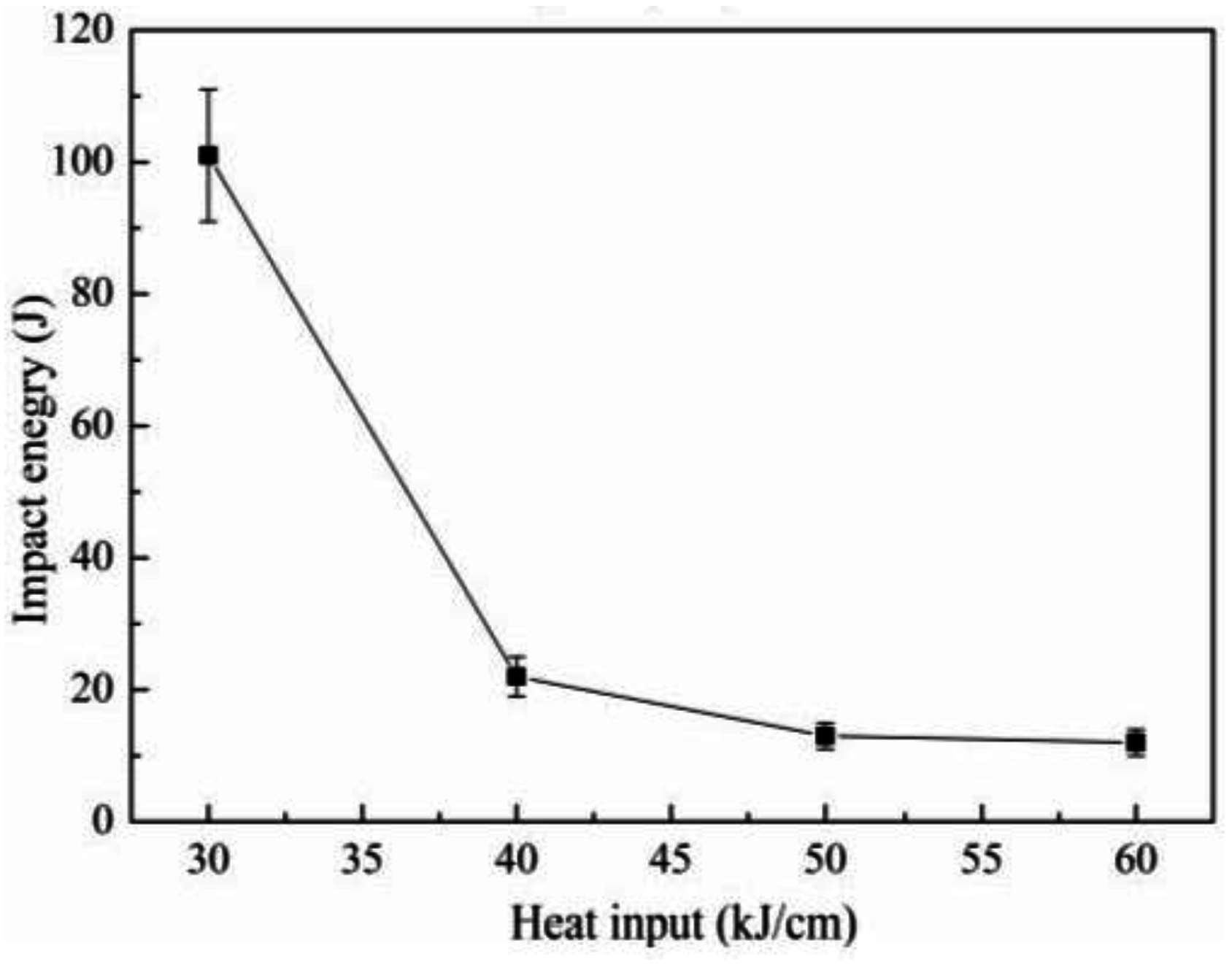
3.2. Charpy Impact Properties of the Simulated CGHAZ
4. Discussion
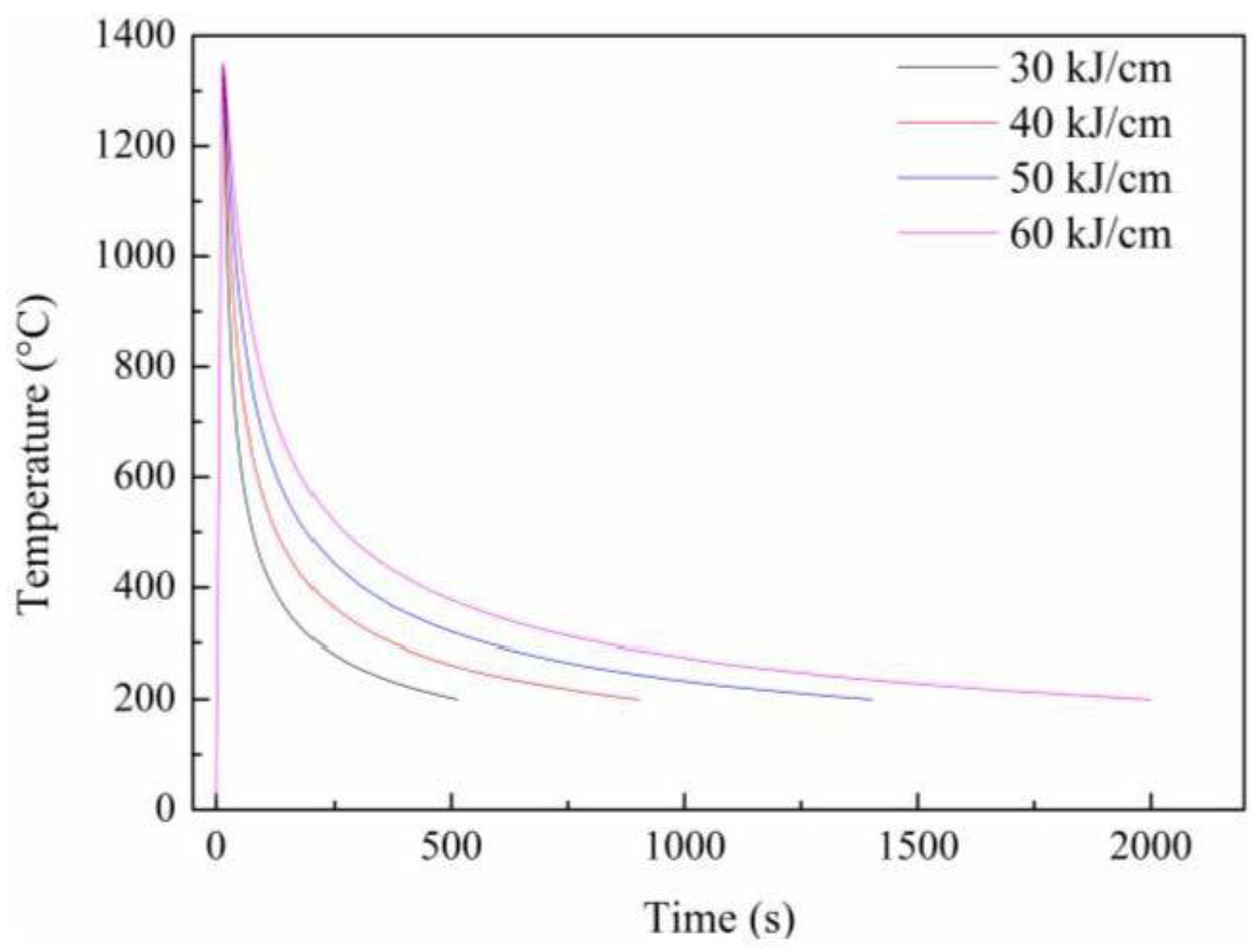
4.1. Microstructure Evolution during the Simulated Welding Thermal Cycle
4.2. Effect of Grain Boundary on Impact Toughness in the Simulated CGHAZ
5. Conclusions
- The microstructure of the simulated CGHAZ is predominantly composed of lath bainite with different welding heat inputs. With the decreasing heat input, prior austenite grain, bainite packet, and block are all obviously refined.
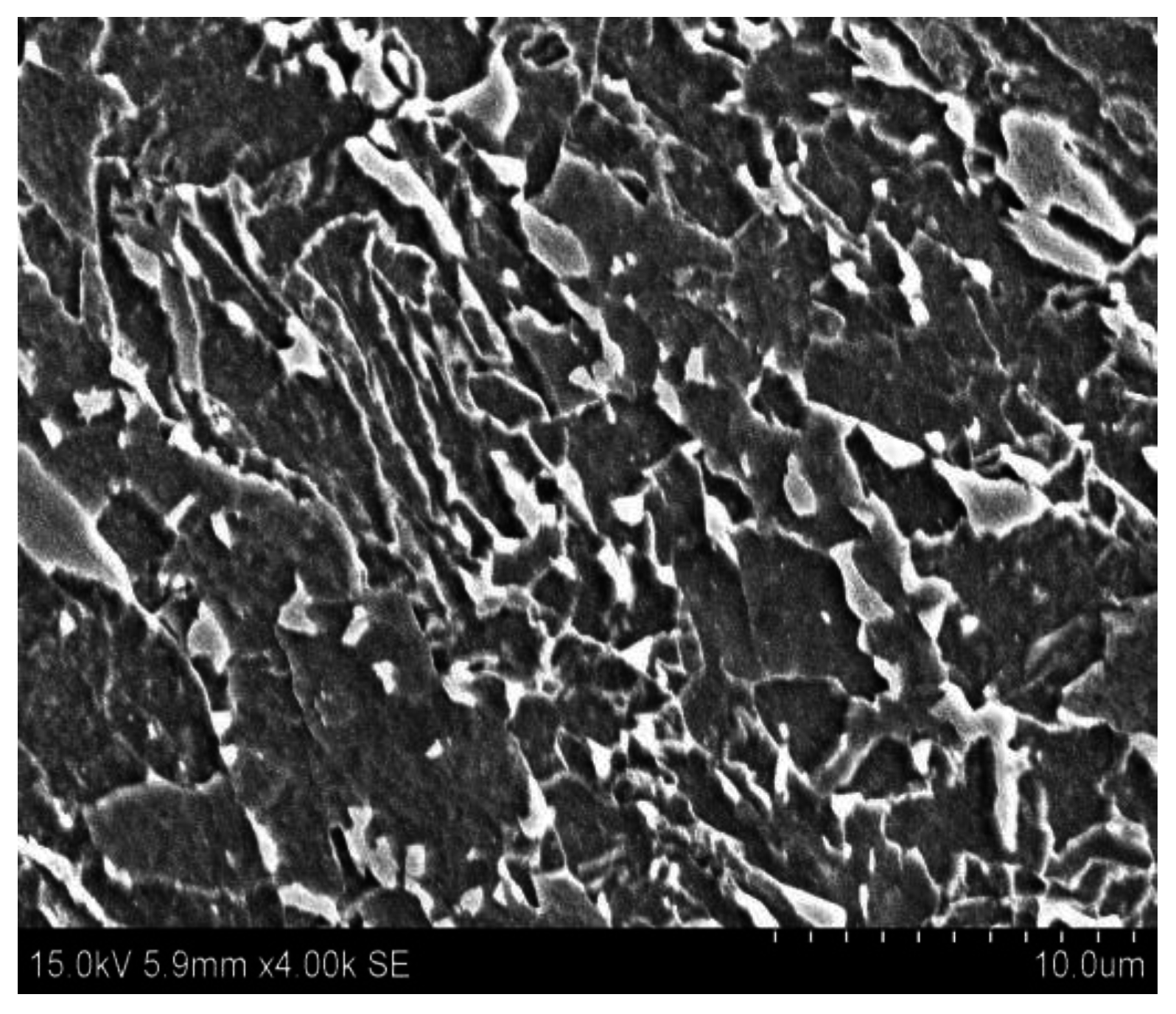
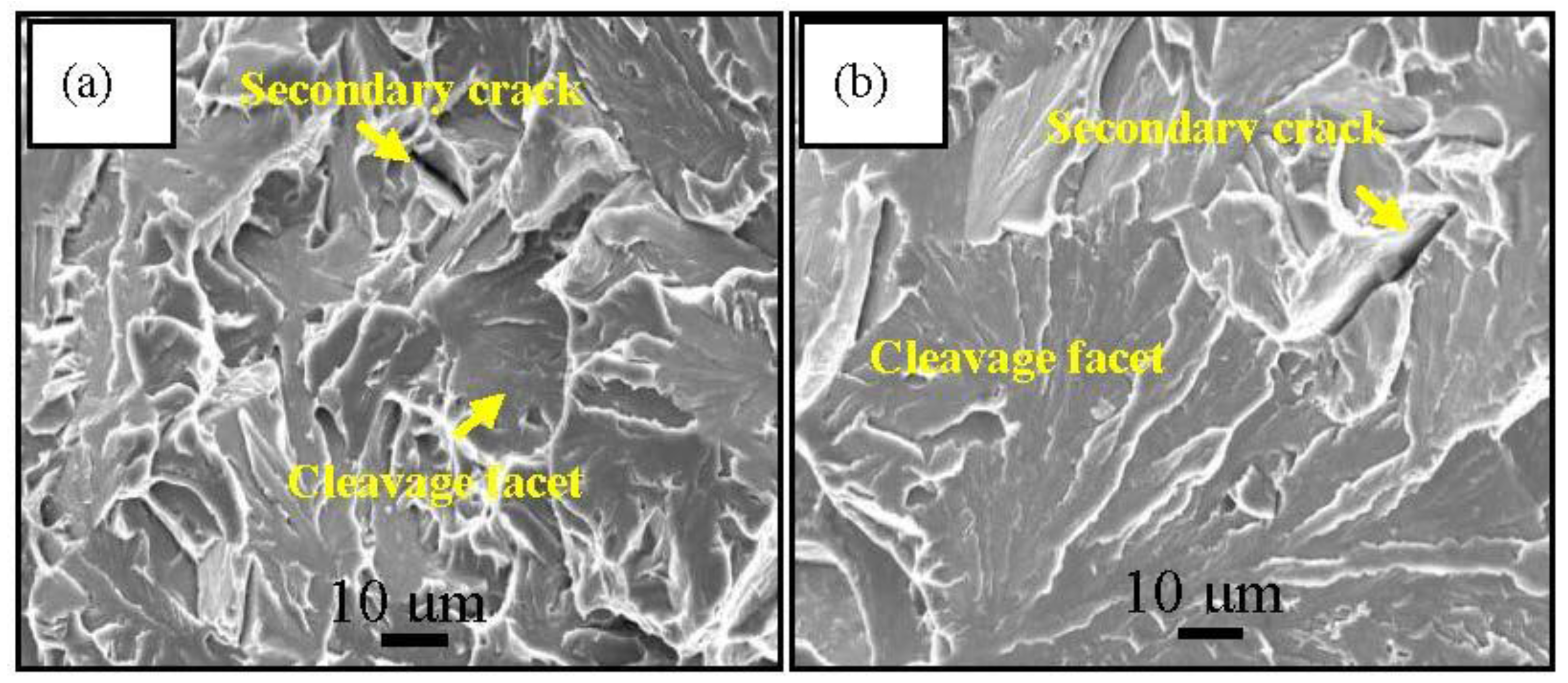
- With the decreasing heat input, the impact toughness significantly improves. The fracture surfaces all present cleavage fracture for the samples with different heat inputs, and the average cleavage facet size decreases when the heat input is decreased.
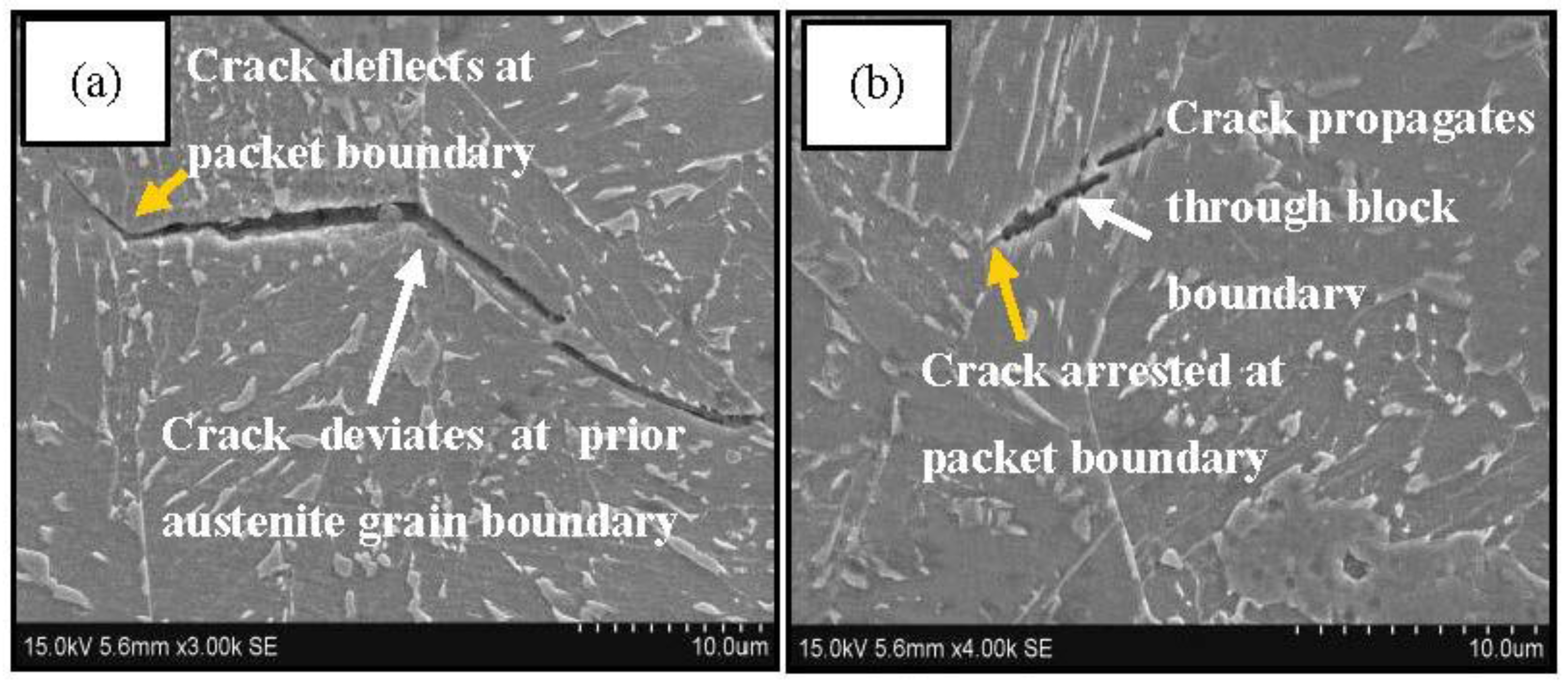
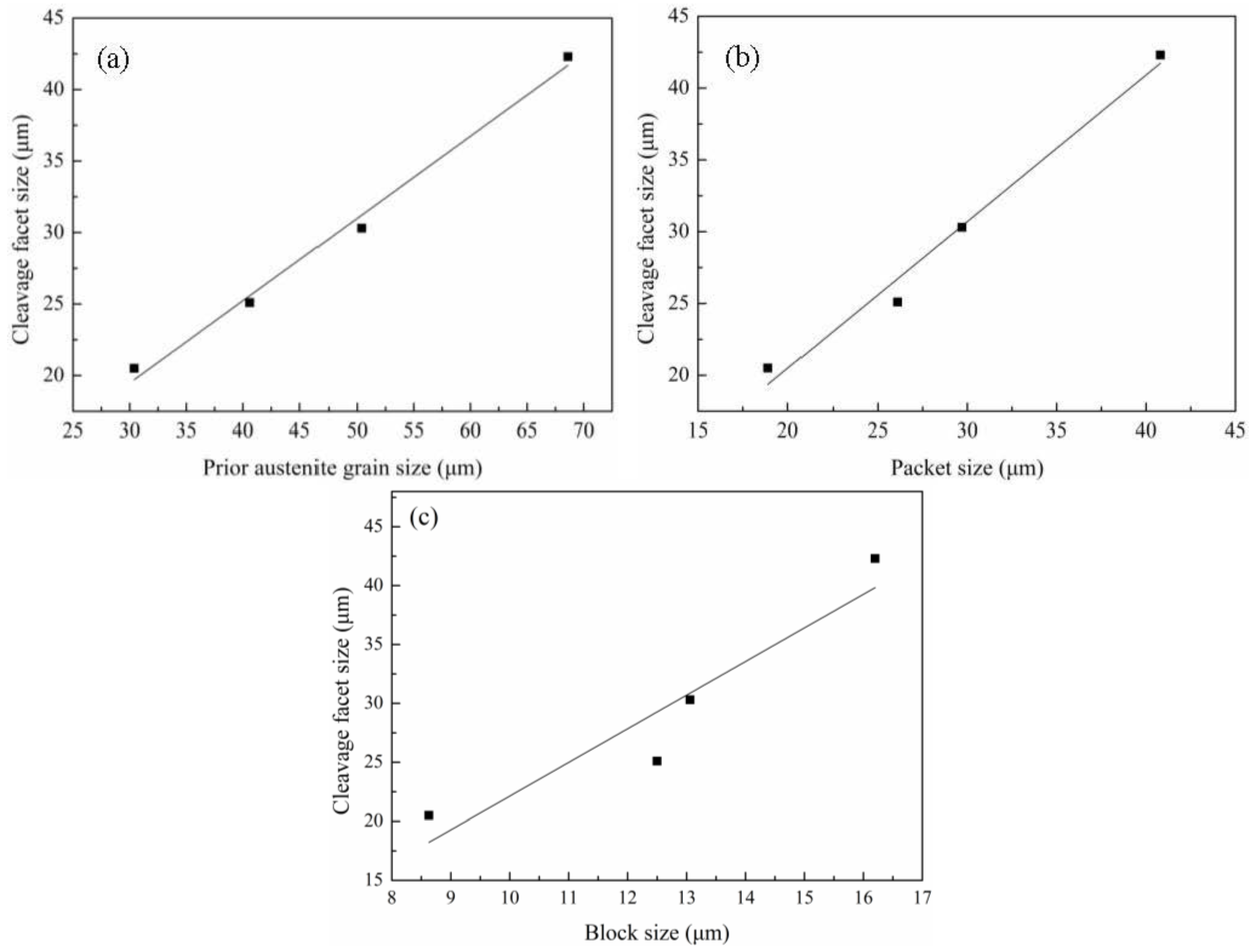
- The average bainite packet size for the CGHAZ is nearly equal to the average cleavage facet size, and the bainite packet boundary can strongly impede the crack propagation, indicating that the bainitic packet is the most effective unit in control of impact toughness in the simulated CGHAZ of X90 pipeline steel.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Shin, S.Y.; Hwang, B.; Lee, S.; Kim, N.J.; Ahn, S.S. Correlation of microstructure and charpy impact properties in API X70 and X80 line-pipe steels. Mater. Sci. Eng. A 2007, 458, 281–289. [Google Scholar] [CrossRef]
- Zhao, W.; Wang, W.; Chen, S.; Qu, J. Effect of simulated welding thermal cycle on microstructure and mechanical properties of X90 pipeline steel. Mater. Sci. Eng. A 2011, 528, 7417–7422. [Google Scholar] [CrossRef]
- Davis, C.L.; King, J.E. Cleavage initiation in the intercritically reheated coarse-grained heat-affected zone: Part I. Fractographic evidence. Metall. Mater. Trans. A 1994, 25, 563–573. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.X.; Wang, J.J.; Gao, C.R. Effect of welding heat input on microstructures and toughness in simulated CGHAZ of V-N high strength steel. Mater. Sci. Eng. A 2013, 577, 161–168. [Google Scholar] [CrossRef]
- Wei, R.; Wu, K.M.; Gao, Z. Effect of Heat Input on Impact Toughness of Coarse-Grained Heat-Affected Zone of a Nb-Ti Microalloyed Pipeline Steel. Adv. Mater. Res. 2012, 538, 2026–2031. [Google Scholar]
- Li, R.; Zuo, X.; Hu, Y.; Wang, Z.; Hu, D. Microstructure and properties of pipeline steel with a ferrite/martensite dual-phase microstructure. Mater. Charact. 2011, 62, 801–806. [Google Scholar] [CrossRef]
- Lambert-Perlade, A.; Gourgues, A.F.; Pineau, A. Austenite to bainite phase transformation in the heat-affected zone of a high strength low alloy steel. Acta Mater. 2004, 52, 2337–2348. [Google Scholar] [CrossRef]
- Guo, A.; Misra, R.D.K.; Liu, J.; Chen, L.; He, X.; Jansto, S.J. An analysis of the microstructure of the heat-affected zone of an ultra-low carbon and niobium-bearing acicular ferrite steel using EBSD and its relationship to mechanical properties. Mater. Sci. Eng. A 2010, 527, 6440–6448. [Google Scholar] [CrossRef]
- You, Y.; Shang, C.; Chen, L.; Subramanian, S. Investigation on the crystallography of the transformation products of reverted austenite in intercritically reheated coarse grained heat affected zone. Mater. Des. 2013, 43, 485–491. [Google Scholar] [CrossRef]
- Sung, H.K.; Shin, S.Y.; Cha, W.; Oh, K.; Lee, S.; Kim, N.J. Effects of acicular ferrite on charpy impact properties in heat affected zones of oxide-containing API X80 linepipe steels. Mater. Sci. Eng. A 2011, 528, 3350–3357. [Google Scholar] [CrossRef]
- Zhu, Z.X.; Marimuthu, M.; Kuzmikova, L.; Li, H.J.; Barbaro, F. Influence of Ti/N ratio on simulated CGHAZ microstructure and toughness in X70 steels. Sci. Technol. Weld. Join. 2013, 18, 45–51. [Google Scholar] [CrossRef]
- Morito, S.; Tanaka, H.; Konishi, R.; Furuhara, T.; Maki, T. The morphology and crystallography of lath martensite in Fe-C alloys. Acta Mater. 2003, 51, 1789–1799. [Google Scholar] [CrossRef]
- Mateo, C.G.; Rivas, L.M.; Caballero, F.G.; Milbourn, D.; Sourmail, T. Vanadium effect on a medium carbon forging steel. Metals 2016, 6, 130. [Google Scholar] [CrossRef]
- Hu, H.; Xu, G.; Zhou, M.; Yuan, Q. Effect of Mo content on microstructure and property of low-carbon bainitic steels. Metals 2016, 6, 173. [Google Scholar] [CrossRef]
- Lee, S.; Kim, B.C.; Lee, D.Y. Fracture mechanism in coarse grained HAZ of HSLA steel welds. Scr. Metall. 1989, 23, 995–1000. [Google Scholar] [CrossRef]
- Kim, Y.M.; Kim, S.K.; Lim, Y.J.; Kim, N.J. Effect of microstructure on the yield ratio and low temperature toughness of linepipe steels. ISIJ Int. 2002, 42, 1571–1577. [Google Scholar] [CrossRef]
- Rancel, L.; Gómez, M.; Medina, S.F.; Gutierrez, I. Measurement of bainite packet size and its influence on cleavage fracture in a medium carbon bainitic steel. Mater. Sci. Eng. A 2011, 530, 21–27. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, Q.; Ren, J.; Li, R.; Wang, M.; Zhang, F. Effect of martensitic morphology on mechanical properties of an as-quenched and tempered 25CrMo48V steel. Mater. Sci. Eng. A 2012, 534, 339–346. [Google Scholar] [CrossRef]
- You, Y.; Shang, C.; Nie, W.; Subramanian, S. Investigation on the microstructure and toughness of coarse grained heat affected zone in X-100 multi-phase pipeline steel with high Nb content. Mater. Sci. Eng. A 2012, 558, 692–701. [Google Scholar] [CrossRef]
- Barbaro, F.J.; Zhu, Z.; Kuzmikova, L.; Li, H.; Gray, J.M. Towards improved steel alloy designs for control of weld heat affected zone properties. In Proceedings of the BaoSteel Academic Conference, Shanghai, China, 4–6 June 2013.
- Li, C.; Wang, Y.; Han, T.; Han, B.; Li, L. Microstructure and toughness of coarse grain heat-affected zone of domestic X70 pipeline steel during in-service welding. J. Mater. Sci. 2011, 46, 727–733. [Google Scholar] [CrossRef]
- Moeinifar, S.; Kokabi, A.H.; Hosseini, H.R.M. Influence of peak temperature during simulation and real thermal cycles on microstructure and fracture properties of the reheated zones. Mater. Des. 2010, 31, 2948–2955. [Google Scholar] [CrossRef]
- Shanmugam, S.; Ramisetti, N.K.; Misra, R.D.K.; Hartmann, J.; Jansto, S.G. Microstructure and high strength-toughness combination of a new 700 MPa Nb-microalloyed pipeline steel. Mater. Sci. Eng. A 2008, 478, 26–37. [Google Scholar] [CrossRef]
- Zhao, M.-C.; Yang, K.; Xiao, F.-R.; Shan, Y.-Y. Continuous cooling transformation of undeformed and deformed low carbon pipeline steels. Mater. Sci. Eng. A 2003, 355, 126–136. [Google Scholar] [CrossRef]
- Wang, S.-C.; Yang, J.-R. Effects of chemical composition, rolling and cooling conditions on the amount of martensite/austenite (M/A) constituent formation in low carbon bainitic steels. Mater. Sci. Eng. A 1992, 154, 43–49. [Google Scholar] [CrossRef]
- Yakubtsov, I.A.; Poruks, P.; Boyd, J.D. Microstructure and mechanical properties of bainitic low carbon high strength plate steels. Mater. Sci. Eng. A 2008, 480, 109–116. [Google Scholar] [CrossRef]
- Furuhara, T.; Kawata, H.; Morito, S.; Maki, T. Crystallography of upper bainite in Fe-Ni-C alloys. Mater. Sci. Eng. A 2006, 431, 228–236. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite in Steels; The Institute of Materials: London, UK, 1992; pp. 1–8. [Google Scholar]
- Olasolo, M.; Uranga, P.; Rodriguez-Ibabe, J.M.; López, B. Effect of austenite microstructure and cooling rate on transformation characteristics in a low carbon Nb-V microalloyed steel. Mater. Sci. Eng. A 2011, 528, 2559–2569. [Google Scholar] [CrossRef]
- Naylor, J.P.; Krahe, P.R. Cleavage planes in lath type bainite and martensite. Metall. Trans. A 1975, 6, 594–598. [Google Scholar] [CrossRef]
- Lan, L.; Qiu, C.; Zhao, D.; Gao, X.; Du, L. Microstructural characteristics and toughness of the simulated coarse grained heat affected zone of high strength low carbon bainitic steel. Mater. Sci. Eng. A 2011, 529, 192–200. [Google Scholar] [CrossRef]
- Daigne, J.; Guttmann, M.; Naylor, J.P. The influence of lath boundaries and carbide distribution on the yield strength of 0.4% C tempered martensitic steels. Mater. Sci. Eng. 1982, 56, 1–10. [Google Scholar] [CrossRef]
- Yasuto, F.; Yu-ichi, K. Study on critical CTOD property in heat affected zone of C-Mn microalloyed steel. Trans. Jpn. Weld. Soc. 1992, 32, 65–72. [Google Scholar]
- Hidenori, T.; Yutaro, S.; Atsushi, T.; Yu-ichi, K.; Koji, M.; Yusaku, T. Visualization and analysis of variant grouping in continuously cooled low-carbon steel welds. Metall. Mater. Trans. A 2014, 45, 3554–3559. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Cu | Mo | Ni | Nb | V | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.06 | 0.30 | 1.90 | 0.005 | 0.002 | 0.36 | 0.26 | 0.19 | 0.14 | 0.09 | 0.02 | 0.02 | 0.03 |
| Heat Input (kJ/cm) | Block Width (μm) | Packet Size (μm) | PAG (μm) | Cleavage Facet Size (μm) | fM/A (%) |
|---|---|---|---|---|---|
| 60 | 16.2 | 40.8 | 68.6 | 42.3 | 6.1 |
| 50 | 13.1 | 29.7 | 50.4 | 30.3 | 5.9 |
| 40 | 12.5 | 26.1 | 40.6 | 25.1 | 5.3 |
| 30 | 8.6 | 18.9 | 30.4 | 20.5 | 3.2 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, B.; Fan, L.; Wang, Q.; Fu, Z.; Wang, Q.; Zhang, F. The Role of the Bainitic Packet in Control of Impact Toughness in a Simulated CGHAZ of X90 Pipeline Steel. Metals 2016, 6, 256. https://doi.org/10.3390/met6110256
Guo B, Fan L, Wang Q, Fu Z, Wang Q, Zhang F. The Role of the Bainitic Packet in Control of Impact Toughness in a Simulated CGHAZ of X90 Pipeline Steel. Metals. 2016; 6(11):256. https://doi.org/10.3390/met6110256
Chicago/Turabian StyleGuo, Bin, Lei Fan, Qian Wang, Zhibin Fu, Qingfeng Wang, and Fucheng Zhang. 2016. "The Role of the Bainitic Packet in Control of Impact Toughness in a Simulated CGHAZ of X90 Pipeline Steel" Metals 6, no. 11: 256. https://doi.org/10.3390/met6110256
APA StyleGuo, B., Fan, L., Wang, Q., Fu, Z., Wang, Q., & Zhang, F. (2016). The Role of the Bainitic Packet in Control of Impact Toughness in a Simulated CGHAZ of X90 Pipeline Steel. Metals, 6(11), 256. https://doi.org/10.3390/met6110256