Annealing Behavior of 6061 Al Alloy Subjected to Differential Speed Rolling Deformation


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experiments
3. Results and Discussion
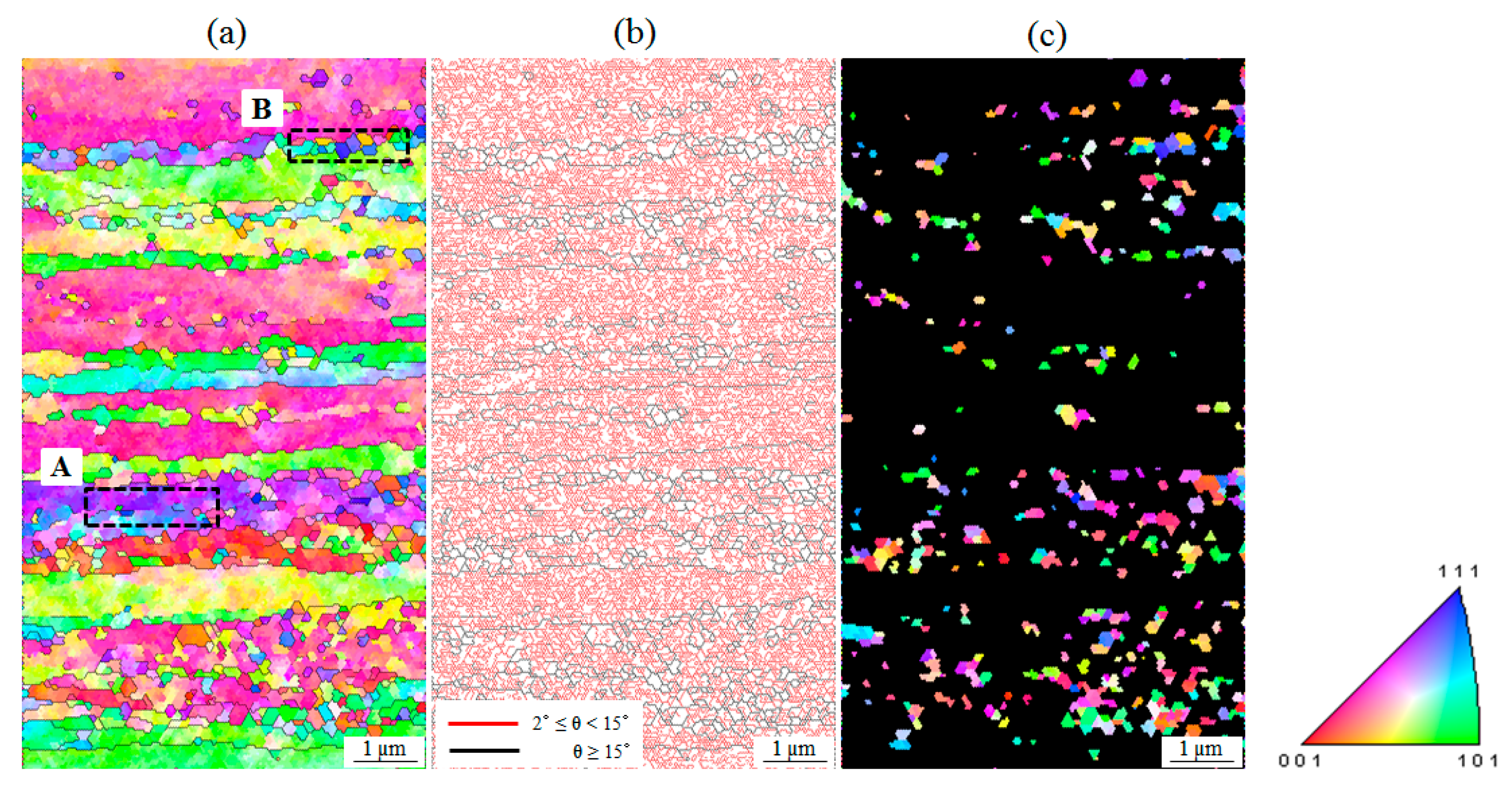
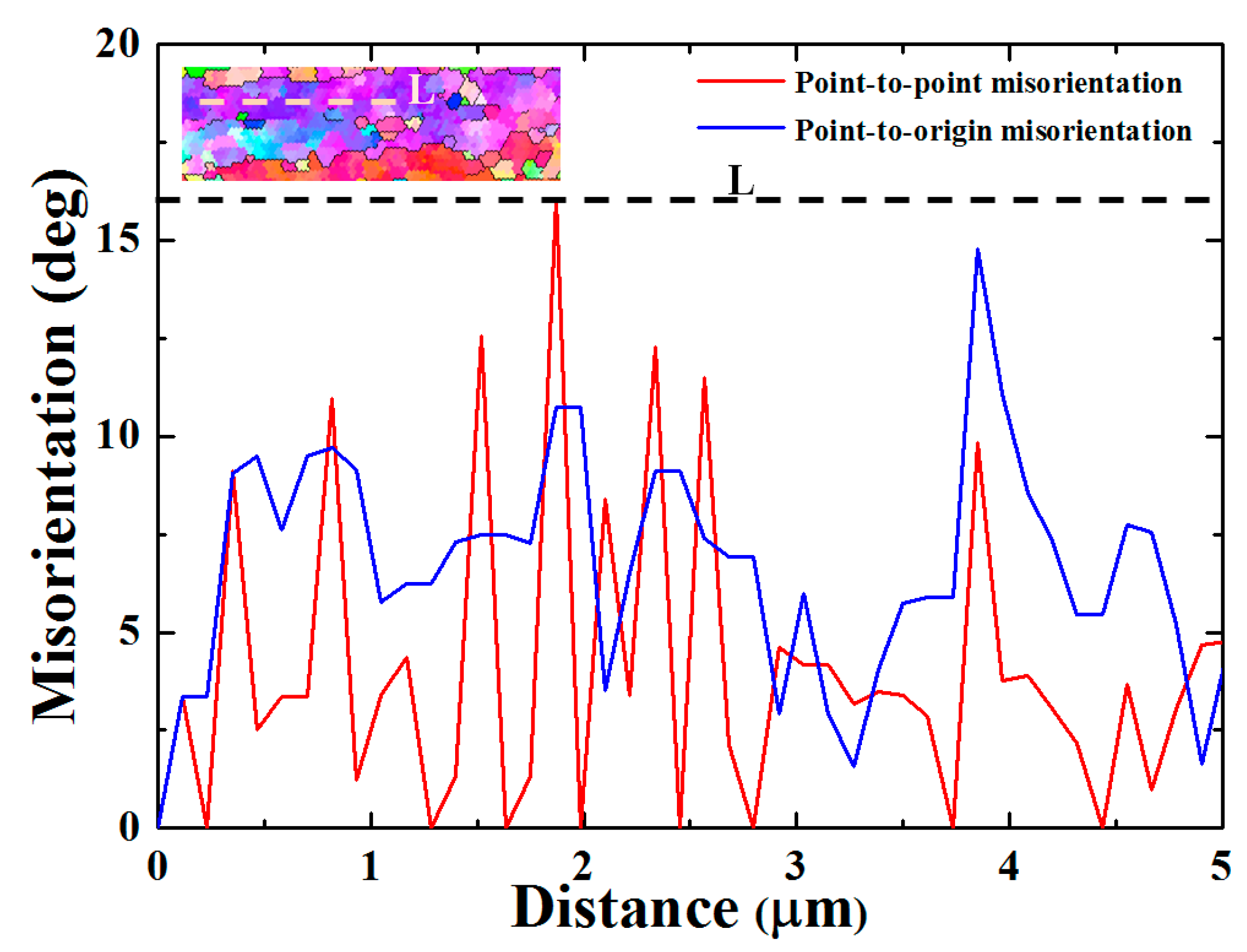
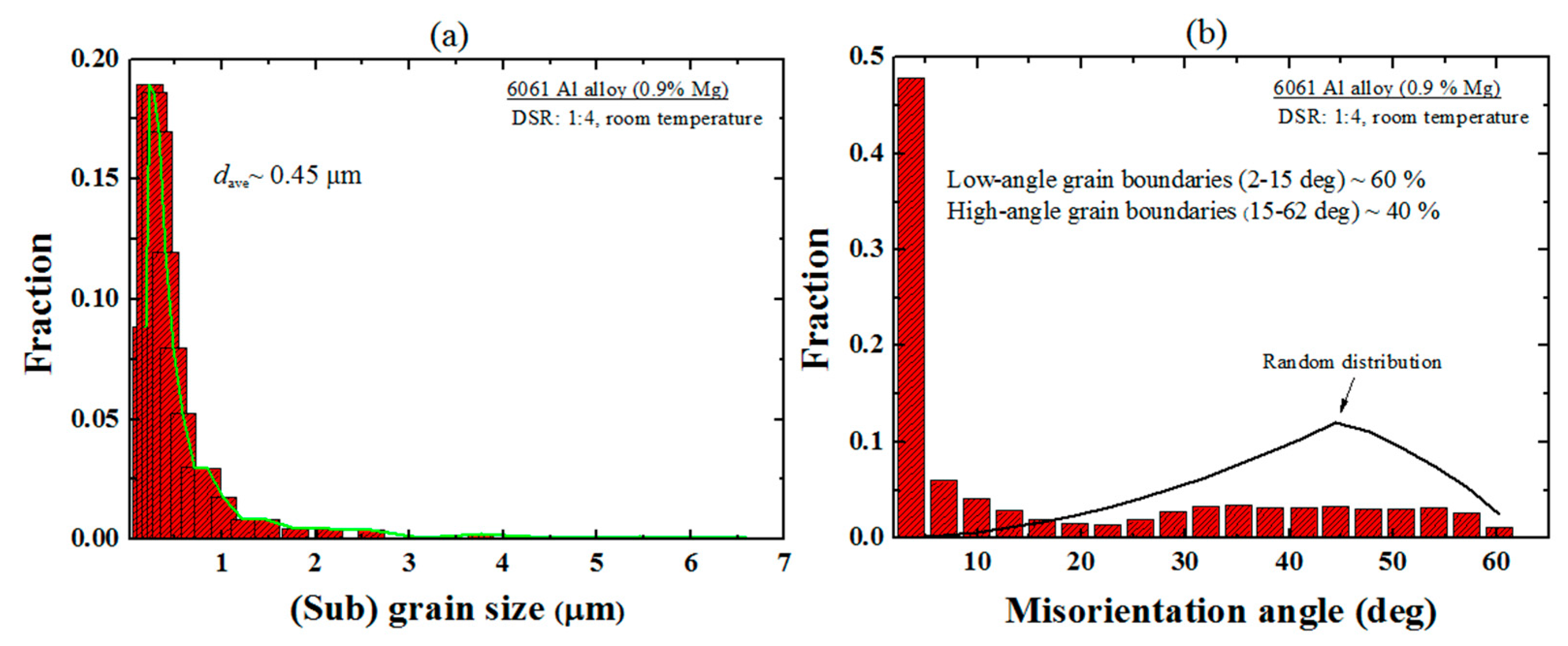
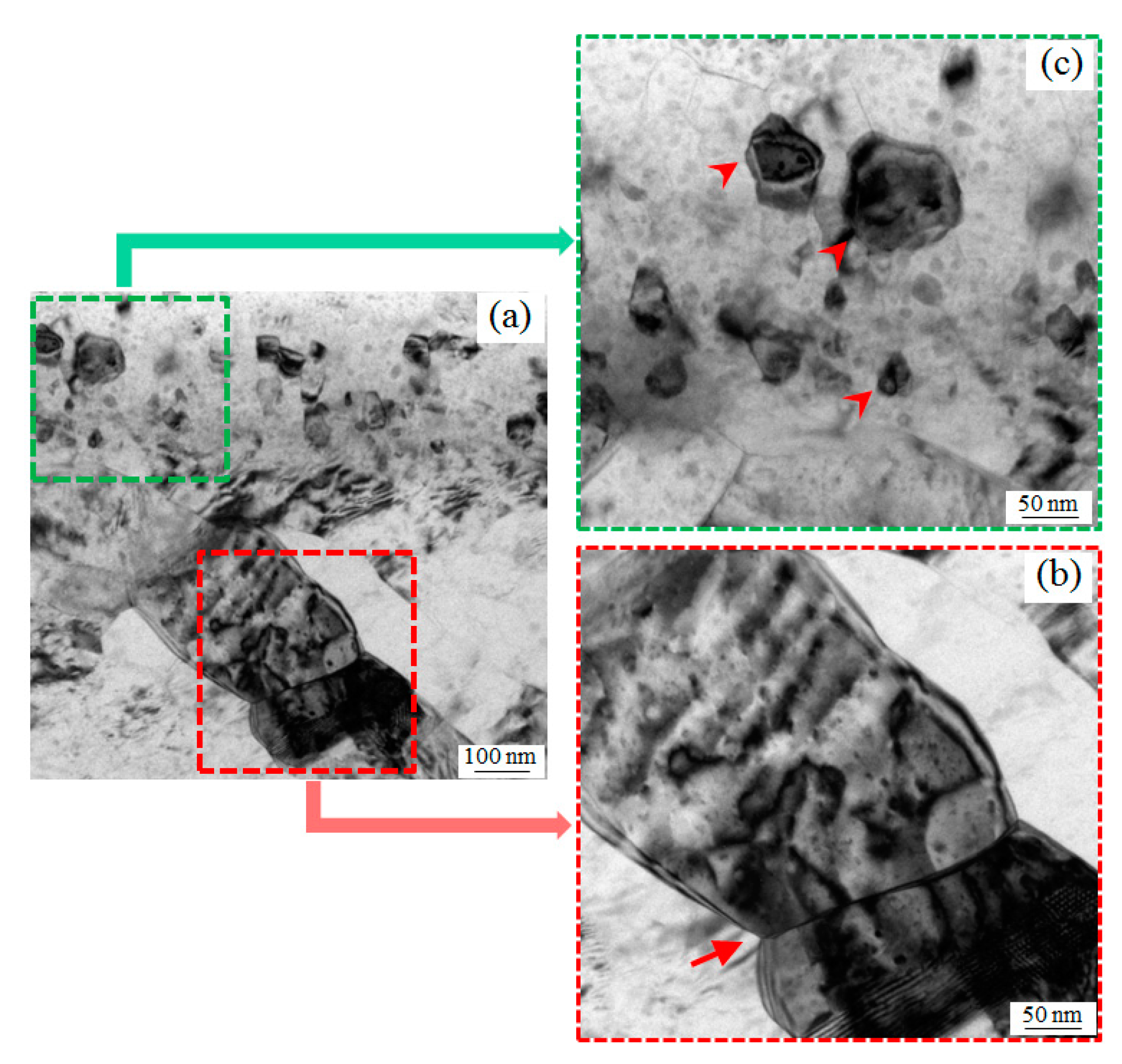
3.1. Microstructural Features of the Differential Speed Rolling-Deformed 6061 Al Alloy
3.2. As-Annealed Samples
3.2.1. Microhardness
3.2.2. Microstructure
4. Conclusions
- The DSR-deformed 6061 Al alloy showed a lamellar boundary structure composed mostly of subgrains with high fraction of LAGBs.
- The hardness of the DSRed plates slightly decreased with increasing temperature until 225 °C and decreased sharply after annealing at temperatures higher than 225 °C.
- The microstructure of the DSR-fabricated plates transformed from the lamellar boundary structure into a coarse-grained structure during annealing and the extremely fine grains detected in the sample annealed at 225 °C suggested that the recrystallization became active after annealing at this temperature (225 °C).
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Ko, Y.G.; Lee, C.S.; Shin, D.H.; Semiatin, S.L. Low-temperature superplasticity of ultra-fine grained Ti-6Al-4V processed by equal-channel angular pressing. Metall. Mater. Trans. A 2006, 37, 381–391. [Google Scholar] [CrossRef]
- Ko, Y.G.; Shin, D.H.; Park, K.T.; Lee, C.S. An analysis of the strain hardening behavior of ultra-fine grain pure titanium. Scr. Mater. 2006, 54, 1785–1789. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Tsuji, N.; Saito, Y.; Lee, S.H.; Minamino, Y. ARB (accumulative roll-bonding) and other new techniques to produce bulk ultrafine grained materials. Adv. Eng. Mater. 2003, 5, 338–344. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Watazu, A.; Shigematsu, I.; Saito, N. Microstructure and texture of Mg-Al-Zn alloy processed by differential speed rolling. J. Alloys Compd. 2008, 457, 408–412. [Google Scholar] [CrossRef]
- Loorentz; Ko, Y.G. Microstructure evolution and mechanical properties of severely deformed Al alloy processed by differential speed rolling. J. Alloys Compd. 2012, 536, S122–S125. [Google Scholar] [CrossRef]
- Polkowski, W.; Jozwik, P.; Polanski, M.; Bojar, Z. Microstructure and texture evolution of copper processed by differential speed rolling with various speed asymmetry coefficient. Mater. Sci. Eng. A 2013, 564, 289–297. [Google Scholar] [CrossRef]
- Liang, W.J.; Rometsch, P.A.; Cao, L.F.; Birbilis, N. General aspects related to the corrosion of 6xxx series aluminium alloys: Exploring the influence of Mg/Si ratio and Cu. Corros. Sci. 2013, 79, 119–128. [Google Scholar] [CrossRef]
- Kim, W.J.; Wang, J.Y.; Choi, S.O.; Sohn, H.T. Synthesis of ultra high strength Al-Mg-Si alloy sheets by differential speed rolling. Mater. Sci. Eng. A 2009, 520, 23–28. [Google Scholar] [CrossRef]
- Kim, J.K.; Jeong, H.G.; Hong, S.I.; Kim, Y.S.; Kim, W.J. Effect of aging treatment on heavily deformed microstructure of a 6061 aluminum alloy after equal channel angular pressing. Scr. Mater. 2001, 45, 901–907. [Google Scholar] [CrossRef]
- Rezaei, M.; Toroghinejad, M.; Ashrafizadeh, F. Effects of ARB and ageing processes on mechanical properties and microstructure of 6061 aluminum alloy. J. Mater. Process. Technol. 2011, 211, 1184–1190. [Google Scholar] [CrossRef]
- Hamad, K.; Chung, K.B.; Ko, Y.G. Microstructure and mechanical properties of severely deformed Mg-3%Al-1%Zn alloy via isothermal differential speed rolling at 453 K. J. Alloys Compd. 2014, 615, S590–S594. [Google Scholar] [CrossRef]
- Hamad, K.; Ko, Y.G. A cross-shear deformation for optimizing the strength and ductility of AZ31 magnesium alloys. Sci. Rep. 2016, 6, 29954. [Google Scholar] [CrossRef] [PubMed]
- Hamad, K.; Chung, B.K.; Ko, Y.G. Effect of deformation path on microstructure, microhardness and texture evolution of interstitial free steel fabricated by differential speed rolling. Mater. Charact. 2014, 94, 203–214. [Google Scholar] [CrossRef]
- Hamad, K.; Megantoro, R.B.; Ko, Y.G. Microstructure and texture evolution in low carbon steel deformed by differential speed rolling (DSR) method. J. Mater. Sci. 2014, 49, 6608–6619. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef]
- Hamad, K.; Ko, Y.G. Annealing characteristics of ultrafine grained low-carbon steel processed by differential speed rolling method. Metall. Mater. Trans. A 2016, 47, 2319–2334. [Google Scholar] [CrossRef]
- Gazder, A.A.; Vu, V.Q.; Saleh, A.A.; Markovsky, P.E.; Ivasishin, O.M.; Davies, C.H.J.; Pereloma, E.V. Recrystallisation in a cold drawn low cost beta titanium alloy during rapid resistance heating. J. Alloys Compd. 2014, 585, 245–259. [Google Scholar] [CrossRef]
- Hazra, S.S.; Pereloma, E.V.; Gazder, A.A. Microstructure and mechanical properties after annealing of equal-channel angular pressed interstitial-free steel. Acta Mater. 2011, 59, 4015–4029. [Google Scholar] [CrossRef]
- Hazra, S.S.; Pereloma, E.V.; Gazder, A.A. Annealing behavior and mechanical properties of severely deformed interstitial free steel. Mater. Sci. Eng. A 2011, 530, 492–503. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 1995. [Google Scholar]
- Tsuji, N.; Ito, Y.; Saito, Y.; Minamino, Y. Strength and ductility of ultrafine grained aluminum and iron produced by ARB and annealing. Scr. Mater. 2002, 47, 893–899. [Google Scholar] [CrossRef]
- Hamad, K.; Yang, H.W.; Ko, Y.G. Interpretation of annealing texture changes of severely deformed Al-Mg-Si alloy. J. Alloys Compd. 2016, 687, 300–305. [Google Scholar] [CrossRef]








© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ko, Y.G.; Hamad, K. Annealing Behavior of 6061 Al Alloy Subjected to Differential Speed Rolling Deformation. Metals 2017, 7, 494. https://doi.org/10.3390/met7110494
Ko YG, Hamad K. Annealing Behavior of 6061 Al Alloy Subjected to Differential Speed Rolling Deformation. Metals. 2017; 7(11):494. https://doi.org/10.3390/met7110494
Chicago/Turabian StyleKo, Young Gun, and Kotiba Hamad. 2017. "Annealing Behavior of 6061 Al Alloy Subjected to Differential Speed Rolling Deformation" Metals 7, no. 11: 494. https://doi.org/10.3390/met7110494
APA StyleKo, Y. G., & Hamad, K. (2017). Annealing Behavior of 6061 Al Alloy Subjected to Differential Speed Rolling Deformation. Metals, 7(11), 494. https://doi.org/10.3390/met7110494