
Effect of Process and Post-Process Conditions on the Mechanical Properties of an A357 Alloy Produced via Laser Powder Bed Fusion

 ,
, 

 , ,
, ,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Ma, P.; Prashanth, K.; Scudino, S.; Jia, Y.; Wang, H.; Zou, C.; Wei, Z.; Eckert, J. Influence of Annealing on Mechanical Properties of Al-20Si Processed by Selective Laser Melting. Metals 2014, 4, 28–36. [Google Scholar] [CrossRef]
- Abd Malek, N.M.S.; Mohamed, S.R.; Che Ghani, S.A.; Wan Harun, W.S. Critical evaluation on structural stiffness of porous cellular structure of cobalt chromium alloy. IOP Conf. Ser. Mater. Sci. Eng. 2015, 100, 012019. [Google Scholar] [CrossRef]
- Yuan, P.; Gu, D. Molten pool behaviour and its physical mechanism during selective laser melting of TiC/AlSi10Mg nanocomposites: Simulation and experiments. J. Phys. D Appl. Phys. 2015, 48, 035303. [Google Scholar] [CrossRef]
- Li, X.P.; Kang, C.W.; Huang, H.; Zhang, L.C.; Sercombe, T.B. Selective laser melting of an Al86Ni6Y4.5Co2La1.5 metallic glass: Processing, microstructure evolution and mechanical properties. Mater. Sci. Eng. A 2014, 606, 370–379. [Google Scholar] [CrossRef] [Green Version]
- Schmidtke, K.; Palm, F.; Hawkins, A.; Emmelmann, C. Process and Mechanical Properties: Applicability of a Scandium modified Al-alloy for Laser Additive Manufacturing. Phys. Procedia 2011, 12, 369–374. [Google Scholar] [CrossRef]
- Aversa, A.; Lorusso, M.; Cattano, G.; Manfredi, D.; Calignano, F.; Ambrosio, E.P.; Biamino, S.; Fino, P.; Lombardi, M.; Pavese, M. A study of the microstructure and the mechanical properties of an AlSiNi alloy produced via selective laser melting. J. Alloys Compd. 2016, 695, 1470–1478. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L.; Veniali, F. Roughness modeling of AlSi10Mg parts fabricated by selective laser melting. J. Mater. Process. Technol. 2017, 241, 154–163. [Google Scholar] [CrossRef]
- Lorusso, M.; Aversa, A.; Manfredi, D.; Calignano, F.; Ambrosio, E.P.; Ugues, D.; Pavese, M. Tribological Behavior of Aluminum Alloy AlSi10Mg-TiB2 Composites Produced by Direct Metal Laser Sintering (DMLS). J. Mater. Eng. Perform. 2016, 25, 3152–3160. [Google Scholar] [CrossRef]
- Gu, D.; Wang, H.; Dai, D.; Chang, F.; Meiners, W.; Hagedorn, Y.-C.; Wissenbach, K.; Kelbassa, I.; Poprawe, R. Densification behavior, microstructure evolution, and wear property of TiC nanoparticle reinforced AlSi10Mg bulk-form nanocomposites prepared by selective laser melting. J. Laser Appl. 2015, 27, S17003. [Google Scholar] [CrossRef]
- Saboori, A.; Pavese, M.; Badini, C.; Eivani, A.R. Studying the age hardening kinetics of A357 aluminum alloys through the Johnson–Mehl–Avrami theory. Met. Powder Rep. 2016. [Google Scholar] [CrossRef]
- Ceschini, L.; Morri, A.; Morri, A.; Gamberini, A.; Messieri, S. Correlation between ultimate tensile strength and solidification microstructure for the sand cast A357 aluminium alloy. Mater. Des. 2009, 30, 4525–4531. [Google Scholar] [CrossRef]
- Es-Said, O.S.; Lee, D.; Pfost, W.D.; Thompson, D.L.; Patterson, M.; Foyos, J.; Marloth, R. Alternative heat treatments for A357-T6 aluminum alloy. Eng. Fail. Anal. 2002, 9, 99–107. [Google Scholar] [CrossRef]
- Zulfia, A.; Atkinson, H.V.; Jones, H.; King, S. Effect of hot isostatic pressing on cast A357 aluminium alloy with and without SiC particle reinforcement. J. Mater. Sci. 1999, 34, 4305–4310. [Google Scholar] [CrossRef]
- Wang, Q.G.; Caceres, C.H.; Griffiths, J.R. Damage by eutectic particle cracking in aluminum casting alloys A356/357. Metall. Mater. Trans. A 2003, 34, 2901–2912. [Google Scholar] [CrossRef]
- Yang, C.Y.; Lee, S.L.; Lee, C.K.; Lin, J.C. Effects of Be and Fe on the mechanical and corrosion behaviors of A357 alloys. Mater. Chem. Phys. 2005, 93, 412–419. [Google Scholar] [CrossRef]
- Dezecot, S.; Brochu, M. Microstructural characterization and high cycle fatigue behavior of investment cast A357 aluminum alloy. Int. J. Fatigue 2015, 77, 154–159. [Google Scholar] [CrossRef]
- Rao, H.; Giet, S.; Yang, K.; Wu, X.; Davies, C.H.J. The influence of processing parameters on aluminium alloy A357 manufactured by Selective Laser Melting. Mater. Des. 2016, 109, 334–346. [Google Scholar] [CrossRef]
- Garcìa-Garcìa, G.; Espinoza-Cuadra, J.; Mancha-Molinar, H. Copper content and cooling rate effects over second phase particles behavior in industrial aluminum-silicon alloy 319. Mater. Des. 2007, 28, 428–433. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Lorusso, M.; Ambrosio, E.P.; Lombardi, M.; Pavese, M.; Manfredi, D. Effects of Heat Treatments on A357 Alloy Produced by Selective Laser Melting. In Proceedings of the World PM 2016, Hamburg, Germany, 9–13 October 2016.
- Kaufmann, F.; Imran, N.; Wischeropp, M.; Emmelmann, T.; Siddique, C.; Walther, S. Influence of process parameters on the quality of aluminium alloy EN AW 7075 using selective laser melting (SLM). Phys. Procedia 2016, 83, 918–926. [Google Scholar] [CrossRef]
- Buchbinder, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Selective laser melting of aluminum die-cast alloy—Correlations between process parameters, solidification conditions, and resulting mechanical properties. J. Laser Appl. 2015, 27, S29205. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I.; Johansson, S.; Smurov, I. Energy input effect on morphology and microstructure of selective laser melting single track from metallic powder. J. Mater. Process. Technol. 2013, 213, 606–613. [Google Scholar] [CrossRef]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Spierings, A.B.; Voegtlin, M.; Bauer, T.; Wegener, K. Powder flowability characterisation methodology for powder-bed-based metal additive manufacturing. Prog. Addit. Manuf. 2015, 1, 9–20. [Google Scholar] [CrossRef]
- Manfredi, D.; Calignano, F.; Krishnan, M.; Canali, R.; Ambrosio, E.; Atzeni, E. From Powders to Dense Metal Parts: Characterization of a Commercial AlSiMg Alloy Processed through Direct Metal Laser Sintering. Materials 2013, 6, 856–869. [Google Scholar] [CrossRef]
- Wu, J.; Wang, X.Q.; Wang, W.; Attallah, M.M.; Loretto, M.H. Microstructure and strength of selectively laser melted AlSi10Mg. Acta Mater. 2016, 117, 311–320. [Google Scholar] [CrossRef]
- García-Cordovilla, C.; Louis, E.; Narciso, J.; Pamies, A. A differential scanning calorimetry study of solid state reactions in AA6061/SiC, AA6061/Al2O3 and A357 /SiC composites fabricated by means of compocasting. Mater. Sci. Eng. A 1994, 189, 219–227. [Google Scholar] [CrossRef]
- Fiocchi, J.; Tuissi, A.; Bassani, P.; Biffi, C.A. Low temperature annealing dedicated to AlSi10Mg selective laser melting products. J. Alloys Compd. 2017, 695, 3402–3409. [Google Scholar] [CrossRef]
- Tahamtan, S.; Boostani, A.F.; Nazemi, H. Mechanical properties and fracture behavior of thixoformed, rheocast and gravity-cast A356 alloy. J. Alloys Compd. 2009, 468, 107–114. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Mg | Zn | Ti | Cu | Fe | Mn | Al |
|---|---|---|---|---|---|---|---|---|
| A357 | 6.5–7.5 | 0.45–0.6 | <0.05 | 0.04–0.2 | <0.05 | <0.1 | <0.03 | Bal. |
| A356 | 6.5–7.5 | 0.3–0.45 | <0.10 | <0.20 | <0.20 | <0.15 | <0.10 | Bal. |
| P (W) | v (mm/s) | hd (mm) | S (mm) |
|---|---|---|---|
| 195 | 1200 | 0.1 | 5 |
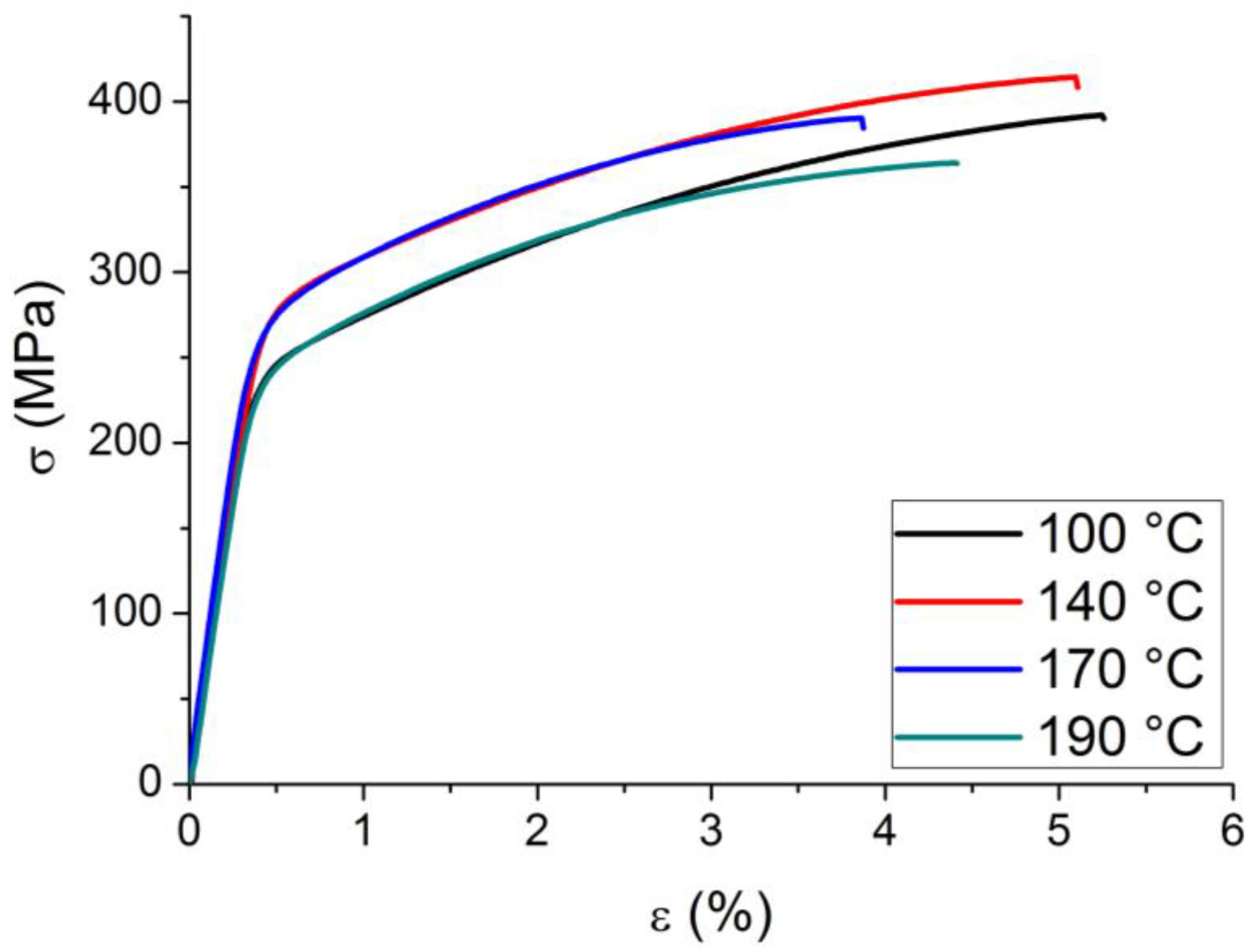
| Alloy | Yield strength σy (MPa) | Ultimate Tensile Strength UTS (MPa) | Elongation at Break εr (%) |
|---|---|---|---|
| A357 LPBF 100 °C | 245 ± 4 | 389 ± 3 | 5.2 ± 0.2 |
| A357 LPBF 140 °C | 284 ± 3 | 408 ± 5 | 4.9 ± 0.2 |
| A357 LPBF 170 °C | 288 ± 7 | 397 ± 9 | 3.8 ± 0.3 |
| A357 LPBF 190 °C | 246 ± 4 | 362 ± 2 | 4.4 ± 0.1 |
| A357 LPBF 35 °C [18] | 279.6 ± 0.1 | 426.4 ± 2.6 | 10.1 ± 0.5 |
| A357 LPBF 200 °C [18] | 205.3 ± 1.3 | 307.7 ± 1.6 | 10.9 ± 0.7 |
| A357Cast and T6 [16] | 281 | 305 | 4.1 |
| A356 Rheocast and T6 [30] | 150 | 212 | 4.7 |
| A356 Thixoform and T6 [30] | 290 | 378 | 24.5 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aversa, A.; Lorusso, M.; Trevisan, F.; Ambrosio, E.P.; Calignano, F.; Manfredi, D.; Biamino, S.; Fino, P.; Lombardi, M.; Pavese, M. Effect of Process and Post-Process Conditions on the Mechanical Properties of an A357 Alloy Produced via Laser Powder Bed Fusion. Metals 2017, 7, 68. https://doi.org/10.3390/met7020068
Aversa A, Lorusso M, Trevisan F, Ambrosio EP, Calignano F, Manfredi D, Biamino S, Fino P, Lombardi M, Pavese M. Effect of Process and Post-Process Conditions on the Mechanical Properties of an A357 Alloy Produced via Laser Powder Bed Fusion. Metals. 2017; 7(2):68. https://doi.org/10.3390/met7020068
Chicago/Turabian StyleAversa, Alberta, Massimo Lorusso, Francesco Trevisan, Elisa Paola Ambrosio, Flaviana Calignano, Diego Manfredi, Sara Biamino, Paolo Fino, Mariangela Lombardi, and Matteo Pavese. 2017. "Effect of Process and Post-Process Conditions on the Mechanical Properties of an A357 Alloy Produced via Laser Powder Bed Fusion" Metals 7, no. 2: 68. https://doi.org/10.3390/met7020068
APA StyleAversa, A., Lorusso, M., Trevisan, F., Ambrosio, E. P., Calignano, F., Manfredi, D., Biamino, S., Fino, P., Lombardi, M., & Pavese, M. (2017). Effect of Process and Post-Process Conditions on the Mechanical Properties of an A357 Alloy Produced via Laser Powder Bed Fusion. Metals, 7(2), 68. https://doi.org/10.3390/met7020068