Investigation of the Geometry of Metal Tube Walls after Necking in Uniaxial Tension


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Test Device
2.2. Mechanical Properties
2.3. Deformation Pattern of the Tube Walls
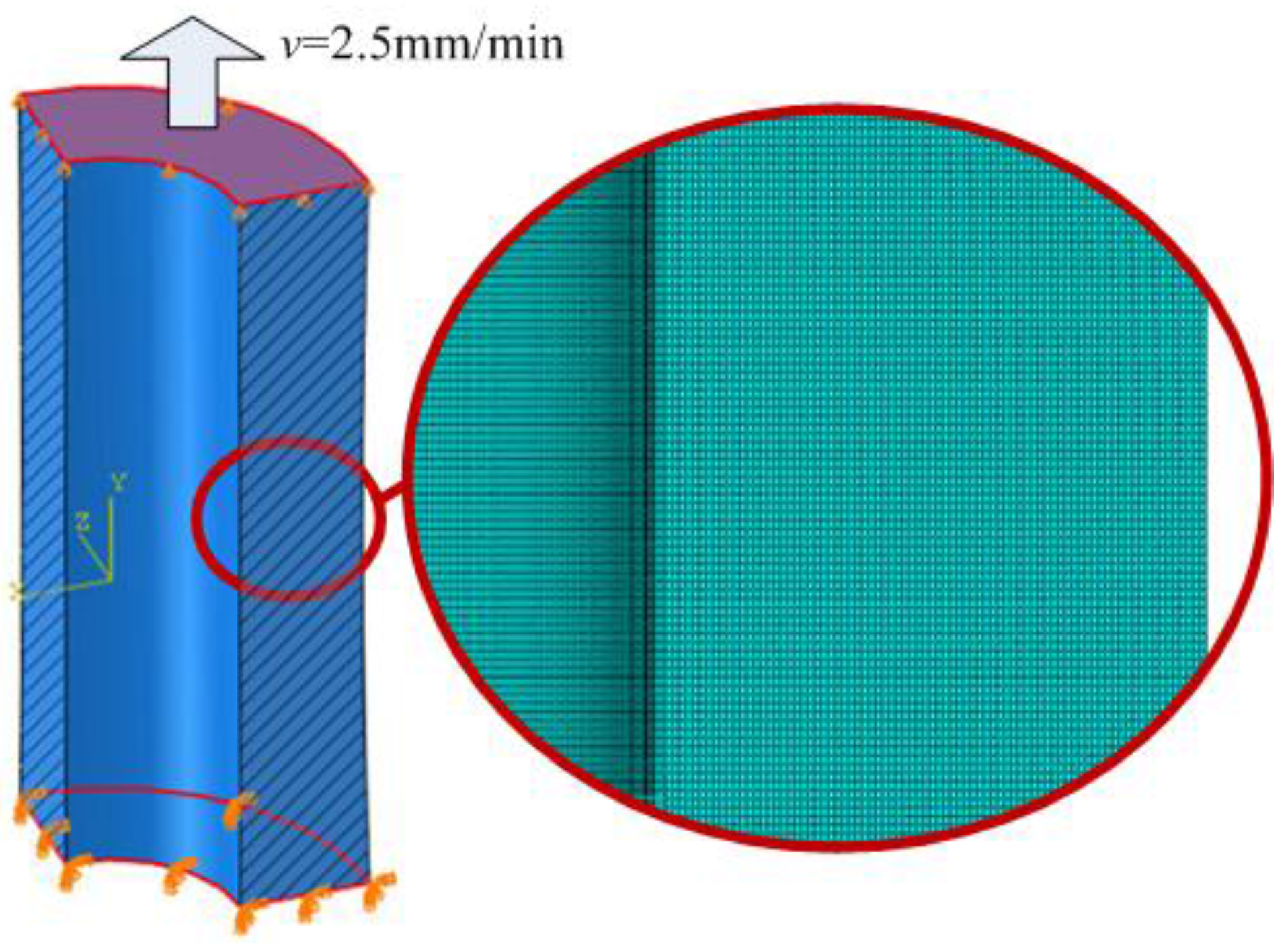
2.4. Finite Element Model
3. Results and Discussion
3.1. Logistic Regression Model and Validation of Finite Element Analysis (FEA) Calculation
3.2. Surface Profile Evolution of Inner and Outer Wall
3.3. The Inner Surface Profile Change during Necking
3.4. Effect of Original Diameter and Wall Thickness on the Diameter and Elongation at Fracture
4. Conclusions
- (1)
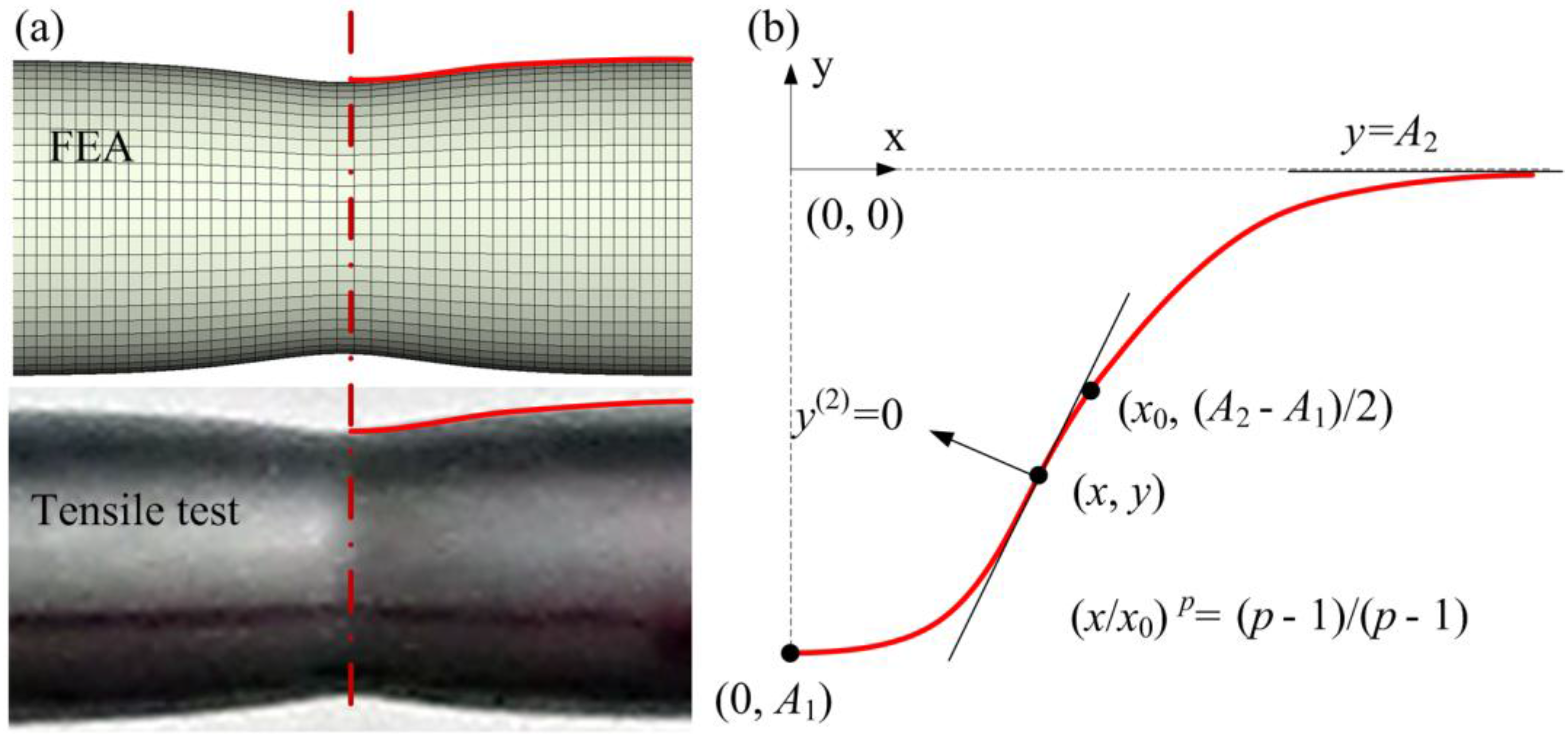
- The geometry of outer tube wall in the necking region can be described using a logistic regression curve. Thus, the mathematical formula of necked tube surface profile and the offset distance can be obtained by the calculated logistic regression model with only a few data points. The formula could be used in combination with Bridgman’s equation in the future to derive the post-necking stress–strain relationships of tubes.
- (2)
- During the uniaxial tension of tube, both OD and ID have a shrinking trend, though the shrinking rates are different. The offset distance of outer tube wall increases as the original wall thickness or outer tube diameter increases. The offset distance of inner tube wall decreases as the original wall thickness increases. If the wall of the tube is thick enough, the final inner wall will expand instead of shrinking.
- (3)
- The offset (shrinking or expansion) of OD and ID are affected by two competing factors: volume constancy and necking. For the case of OD, both factors will cause the OD shrink. So OD shrinks faster when necking becomes dominant. However, for the case of ID, the two factors will cause the ID to move in opposite directions. The final motion of the ID is determined by the dominant factor.
- (4)
- The final geometry of the tube is determined by the original outer tube diameter and wall thickness. The offset distances of outer and inner walls are mainly affected by the original wall thickness. The length of the necking zone is more influenced by the original outer tube diameter.
- (5)
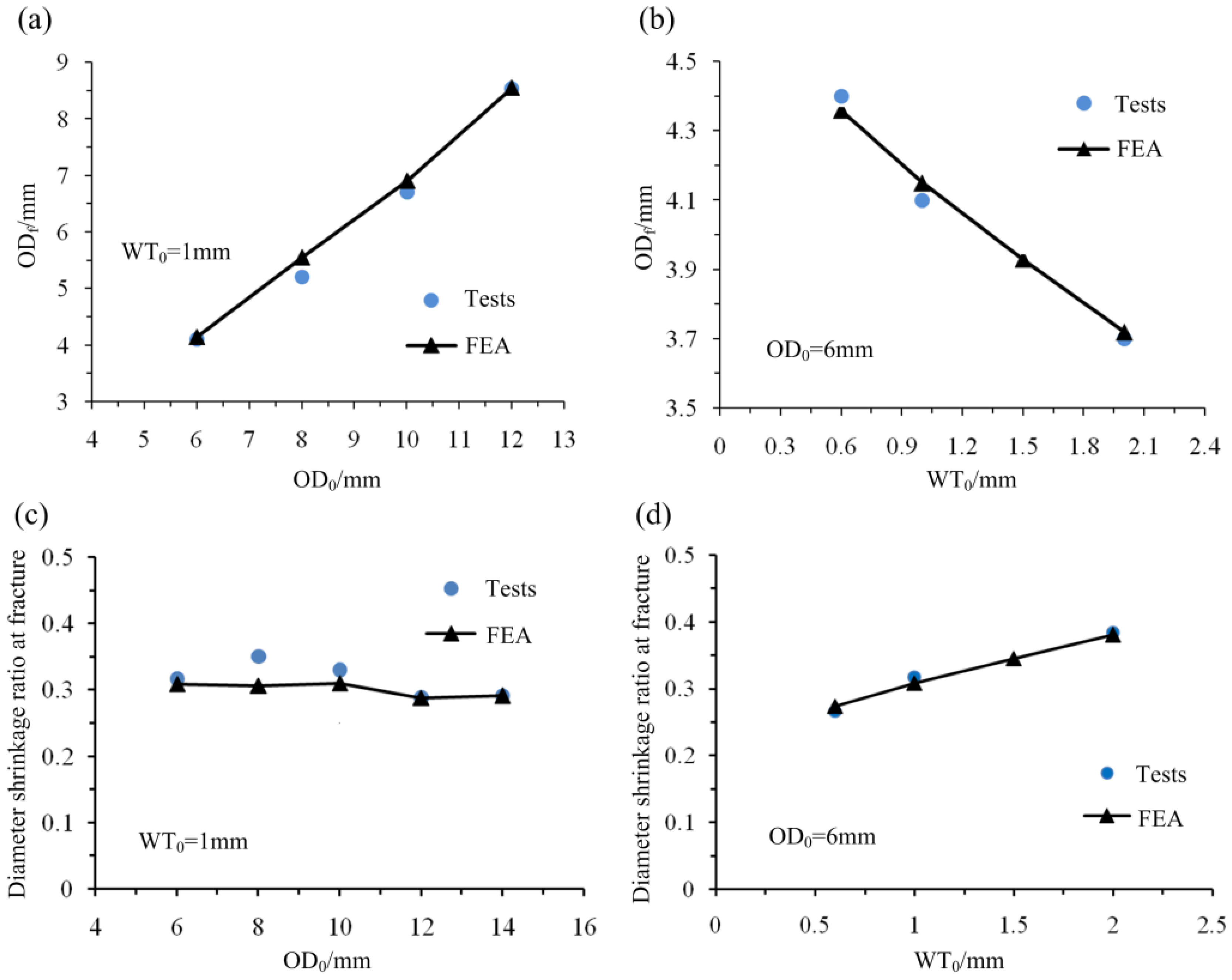
- Tube outer diameter at fracture moment is linearly proportional to original diameter and is inversely linearly proportional to original wall thickness. Because when original wall thickness remains constant, the outer diameter shrinkage ratio at fracture remains almost unchanged and when original diameter remains constant, the shrinkage ratio increases linearly with original wall thickness. As tube diameter getting larger, the tube elongation increases slightly. The wall thickness has almost no impact on the elongation at fracture in small-diameter thin-walled 1Cr18Ni9Ti tube.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Alghamdi, A.A.A. Collapsible impact energy absorbers: An overview. Thin-Walled Struct. 2001, 39, 189–213. [Google Scholar] [CrossRef]
- Kim, J.H.; Serpantié, A.; Barlat, F.; Pierron, F.; Lee, M.G. Characterization of the post-necking strain hardening behavior using the virtual fields method. Int. J. Solids Struct. 2013, 50, 3829–3842. [Google Scholar] [CrossRef]
- Liu, Z.; Ji, F.; Zhu, T. One-Dimensional Constitutive Model for Porous Titanium Alloy at Various Strain Rates and Temperatures. Metals 2017, 7, 24. [Google Scholar] [CrossRef]
- Yang, L.C.; Pan, Y.T.; Chen, I.G.; Lin, D.Y. Constitutive relationship modeling and characterization of flow behavior under hot working for Fe–Cr–Ni–W–Cu–Co super-austenitic stainless steel. Metals 2015, 5, 1717–1731. [Google Scholar] [CrossRef]
- Lin, F.; Dong, Y.; Kuang, X.; Lu, L. Strain Rate Behavior in Tension of Reinforcing Steels HPB235, HRB335, HRB400, and HRB500. Materials 2016, 9, 1013. [Google Scholar] [CrossRef]
- Li, C.; Daxin, E.; Ning, Y. Analysis on fracture initiation and fracture angle in ductile sheet metal under uniaxial tension by experiments and finite element simulations. J. Mater. Res. 2016, 31, 3991–3999. [Google Scholar] [CrossRef]
- Tvergaard, V.; Needleman, A. Analysis of the cup-cone fracture in a round tensile bar. Acta Metall. 1984, 32, 157–169. [Google Scholar] [CrossRef]
- Tao, Z.; Yang, H.; Li, H.; Fan, X. Quasi-static tensile behavior of large-diameter thin-walled Ti–6Al–4V tubes at elevated temperature. Chin. J. Aeronaut. 2016, 29, 542–553. [Google Scholar] [CrossRef]
- Mattos, H.S.C.; Chimisso, F.E.G. Necking of elasto-plastic rods under tension. Int. J. Nonlinear Mech. 1997, 32, 1077–1086. [Google Scholar] [CrossRef]
- Pepelnjak, T.; Šašek, P.; Kudlaček, J. Upsetting Analysis of High-Strength Tubular Specimens with the Taguchi Method. Metals 2016, 6, 257. [Google Scholar] [CrossRef]
- Sokolowski, T.; Gerke, K.; Ahmetoglu, M.; Altan, T. Evaluation of tube formability and material characteristics: Hydraulic bulge testing of tubes. J. Mater. Process. Technol. 2000, 98, 34–40. [Google Scholar] [CrossRef]
- He, Z.; Lin, Y.; Wu, J.; Yuan, S. Study on the Formability and Deformation Behavior of AZ31B Tube at Elevated Temperature by Tube Bulging Test. J. Mater. Eng. Perform. 2011, 20, 1278–1284. [Google Scholar] [CrossRef]
- Jeong, H.S.; Jeon, J.W.; Ha, M.Y.; Cho, J.R. Finite element analysis for inconel 625 fine tube bending to predict deformation characteristics. Int. J. Precis. Eng. Manf. 2012, 13, 1395–1401. [Google Scholar] [CrossRef]
- Daxin, E.; Liu, Y. Springback and time-dependent springback of 1Cr18Ni9Ti stainless steel tubes under bending. Mater. Des. 2010, 31, 1256–1261. [Google Scholar] [CrossRef]
- Ghazijahani, T.G.; Jiao, H.; Holloway, D. Experiments on Dented Steel Tubes under Bending. Adv. Struct. Eng. 2015, 18, 1807–1818. [Google Scholar] [CrossRef]
- Rathnaweera, G.; Dong, R.; Hajj, M.; Durandet, Y. Performance of aluminium/Terocore® hybrid structures in quasi-static three-point bending: Experimental and finite element analysis study. Mater. Des. 2014, 54, 880–892. [Google Scholar] [CrossRef]
- Hanssen, A.G.; Hopperstad, O.S.; Langseth, M.; Ilatad, H. Validation of constitutive models applicable to aluminium foams. Int. J. Mech. Sci. 2002, 44, 359–406. [Google Scholar] [CrossRef]
- Shi, Y.; Jin, H.; Wu, P.D.; Lloyd, D.J. Effects of superimposed hydrostatic pressure on necking and fracture of tube under hydroforming. Int. J. Solids Struct. 2017. [Google Scholar] [CrossRef]
- Kofiani, K.N. Ductile Fracture and Structural Integrity of Pipelines & Risers; Massachusetts Institute of Technology: Cambridge, MA, USA, 2013. [Google Scholar]
- Mirone, G. A new model for the elastoplastic characterization and the stress–strain determination on the necking section of a tensile specimen. Int. J. Solids Struct. 2004, 41, 3545–3564. [Google Scholar] [CrossRef]
- Bettaieb, M.B.; Abed-Meraim, F. Effect of kinematic hardening on localized necking in substrate-supported metal layers. Int. J. Mech. Sci. 2017, 123, 177–197. [Google Scholar] [CrossRef]
- Wierzbicki, T.; Bao, Y.; Lee, Y.W.; Bai, Y. Calibration and evaluation of seven fracture models. Int. J. Mech. Sci. 2005, 47, 719–743. [Google Scholar] [CrossRef]
- Lee, Y.W.; Woertz, J.C.; Wierzbicki, T. Fracture prediction of thin plates under hemi-spherical punch with calibration and experimental verification. Int. J. Mech. Sci. 2004, 46, 751–781. [Google Scholar] [CrossRef]
- Bai, Y.; Wierzbicki, T. A new model of metal plasticity and fracture with pressure and Lode dependence. Int. J. Plast. 2008, 24, 1071–1096. [Google Scholar] [CrossRef]
- Xue, L.; Wierzbicki, T. Numerical simulation of fracture mode transition in ductile plates. Int. J. Solids Struct. 2009, 46, 1423–1435. [Google Scholar] [CrossRef]
- Li, Y.; Luo, M.; Gerlach, J.; Wierzbicki, T. Prediction of shear-induced fracture in sheet metal forming. J. Mater. Process. Technol. 2010, 210, 1858–1869. [Google Scholar] [CrossRef]
- Bridgman, P.W. Studies in Large Plastic Flow and Fracture; McGraw-Hill: New York, NY, USA, 1952. [Google Scholar]
- Ling, Y. Uniaxial True Stress-Strain after Necking. AMP J. Technol. 1996, 5, 37–48. [Google Scholar]
- Zhang, Z.; Hauge, M.; Ødegård, J.; Thaulow, C. Determining material true stress–strain curve from tensile specimens with rectangular cross-section. Int. J. Solids Struct. 1999, 36, 3497–3516. [Google Scholar] [CrossRef]
- Cabezas, E.E.; Celentano, D.J. Experimental and numerical analysis of the tensile test using sheet specimens. Finite Elem. Anal. Des. 2004, 40, 555–575. [Google Scholar] [CrossRef]
- Wang, X.; Li, P.; Wang, R. Study on hydro-forming technology of manufacturing bimetallic CRA-lined pipe. Int. J. Mach. Tools Manuf. 2005, 45, 373–378. [Google Scholar] [CrossRef]
- Limam, A.; Lee, L.H.; Corona, E.; Kyriakides, S. Inelastic wrinkling and collapse of tubes under combined bending and internal pressure. Int. J. Mech. Sci. 2010, 52, 637–647. [Google Scholar] [CrossRef]
- Standard GB/T 228–2002. Metallic materials—Tensile Testing at Ambient Temperature; Standard Press of China: Beijing, China, 2002. [Google Scholar]
- Abaqus Analysis User’s Manual, Version 6.10; Dassault Simulia Company: Providence, RI, USA, 2010; Available online: http://abaqusdoc.ucalgary.ca/books/usb/default.htm (accessed on 15 March 2017).
- Hill, R. On discontinuous plastic states, with special reference to localized necking in thin sheets. J. Mech. Phys. Solids 1952, 1, 19–30. [Google Scholar] [CrossRef]
- Walker, S.H.; Duncan, D.B. Estimation of the probability of an event as a function of several independent variables. Biometrika 1967, 54, 167–179. [Google Scholar] [CrossRef] [PubMed]
- Cox, D.R. The regression analysis of binary sequences. J. R. Stat. Soc. 1958, 20, 215–242. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| OD0 WT0 | 6 mm | 8 mm | 10 mm | 12 mm | 14 mm |
|---|---|---|---|---|---|
| 0.6mm | ○ | × | × | × | × |
| 1 mm | ○ | ○ | ○ | ○ | ○ |
| 1.5 mm | ○ | ○ | × | × | × |
| 2 mm | ○ | ○ | × | × | × |
| 2.5 mm | ○ | × | × | × | × |
| Wall Thickness (mm) | Max Offset Distance of Outer Wall (mm) | A (mm) | x0 (mm) | p |
|---|---|---|---|---|
| WT0 = 0.6 | −0.3 | −0.3 | 1.96 | 2.11 |
| WT0 = 1 | −0.38 | −0.38 | 1.93 | 2.01 |
| WT0 = 2 | −0.61 | −0.61 | 1.95 | 2.24 |
| Outer Diameter (mm) | Max Offset Distance of Outer Wall (mm) | A (mm) | x0 (mm) | p |
|---|---|---|---|---|
| OD0 = 6 | −0.38 | −0.38 | 1.93 | 2.01 |
| OD0 = 8 | −0.45 | −0.45 | 2.22 | 2.02 |
| OD0 = 10 | −0.51 | −0.51 | 3.00 | 2.08 |
| OD0 = 12 | −0.57 | −0.57 | 4.26 | 3.43 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; E, D.; Zhang, J.; Yi, N.
Investigation of the Geometry of Metal Tube Walls after Necking in Uniaxial Tension
. Metals 2017, 7, 100.
https://doi.org/10.3390/met7030100
Li C, E D, Zhang J, Yi N.
Investigation of the Geometry of Metal Tube Walls after Necking in Uniaxial Tension
. Metals. 2017; 7(3):100.
https://doi.org/10.3390/met7030100
Li, Chong, Daxin E, Jingwen Zhang, and Ning Yi.
2017. "Investigation of the Geometry of Metal Tube Walls after Necking in Uniaxial Tension
" Metals 7, no. 3: 100.
https://doi.org/10.3390/met7030100
Li, C., E, D., Zhang, J., & Yi, N.
(2017). Investigation of the Geometry of Metal Tube Walls after Necking in Uniaxial Tension
. Metals, 7(3), 100.
https://doi.org/10.3390/met7030100