
Effects of Gas Nitriding Temperature on the Surface Properties of a High Manganese TWIP Steel


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
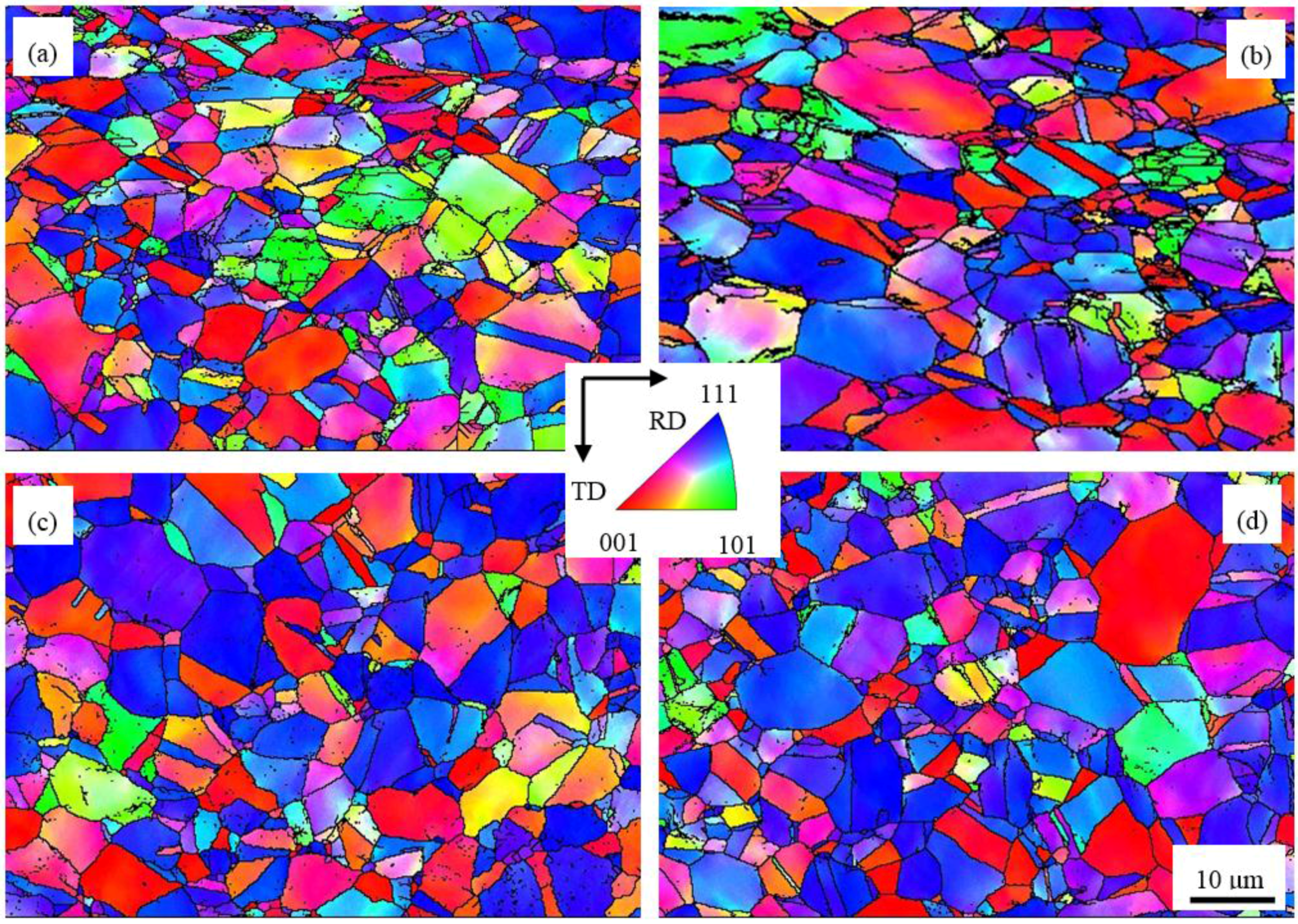
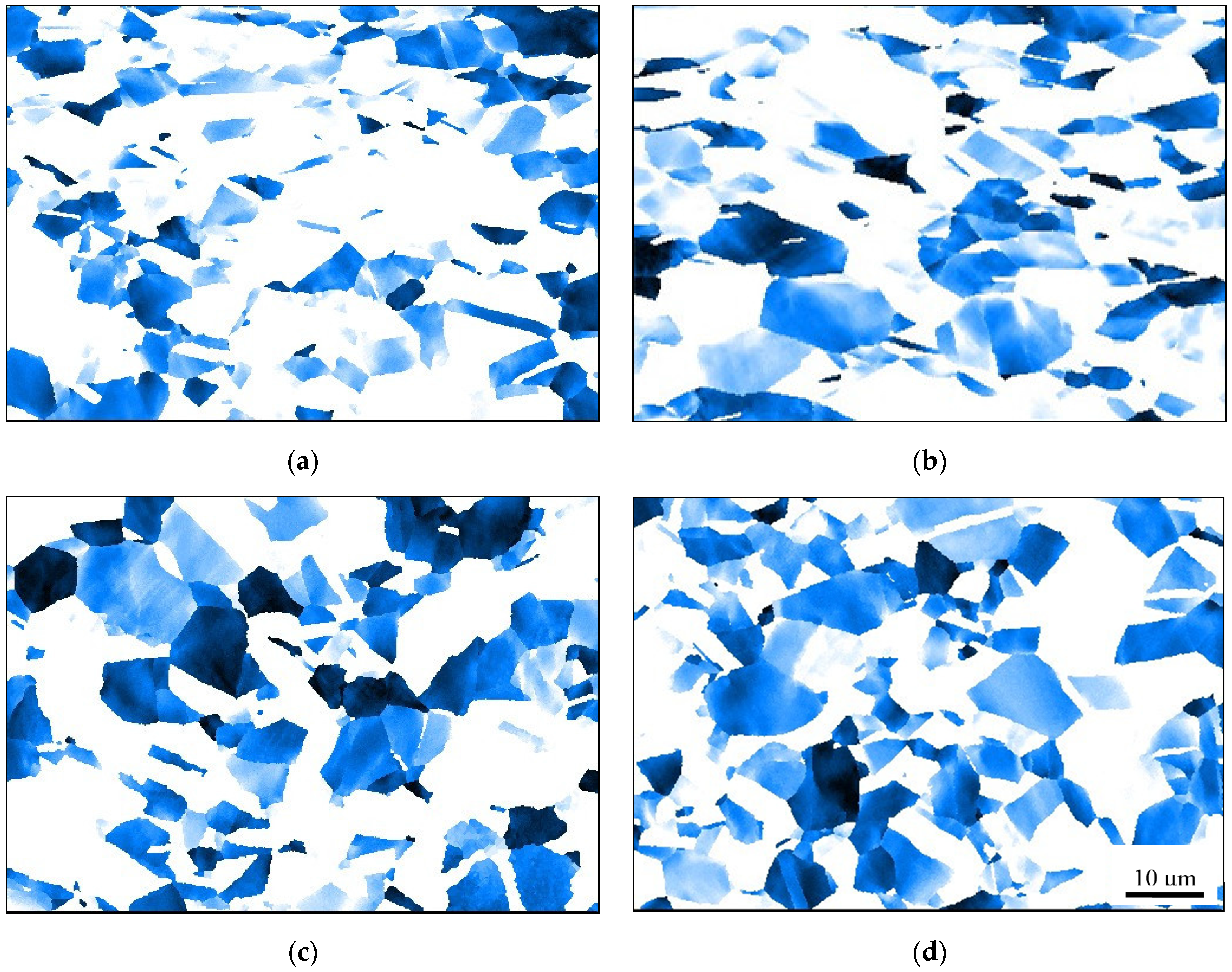
3.1. Microstructure
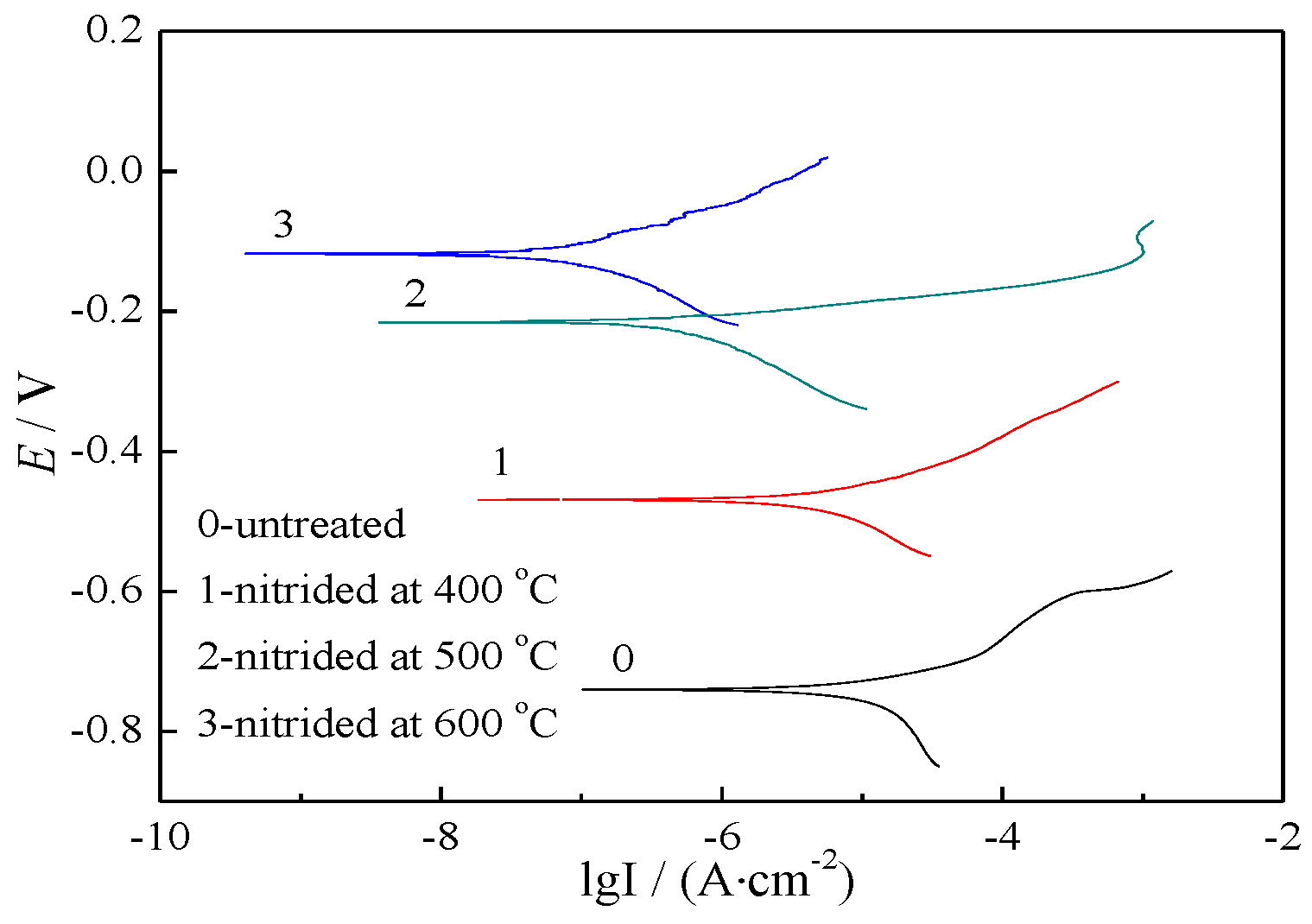
3.2. Anti-Corrosion Properties
4. Conclusions
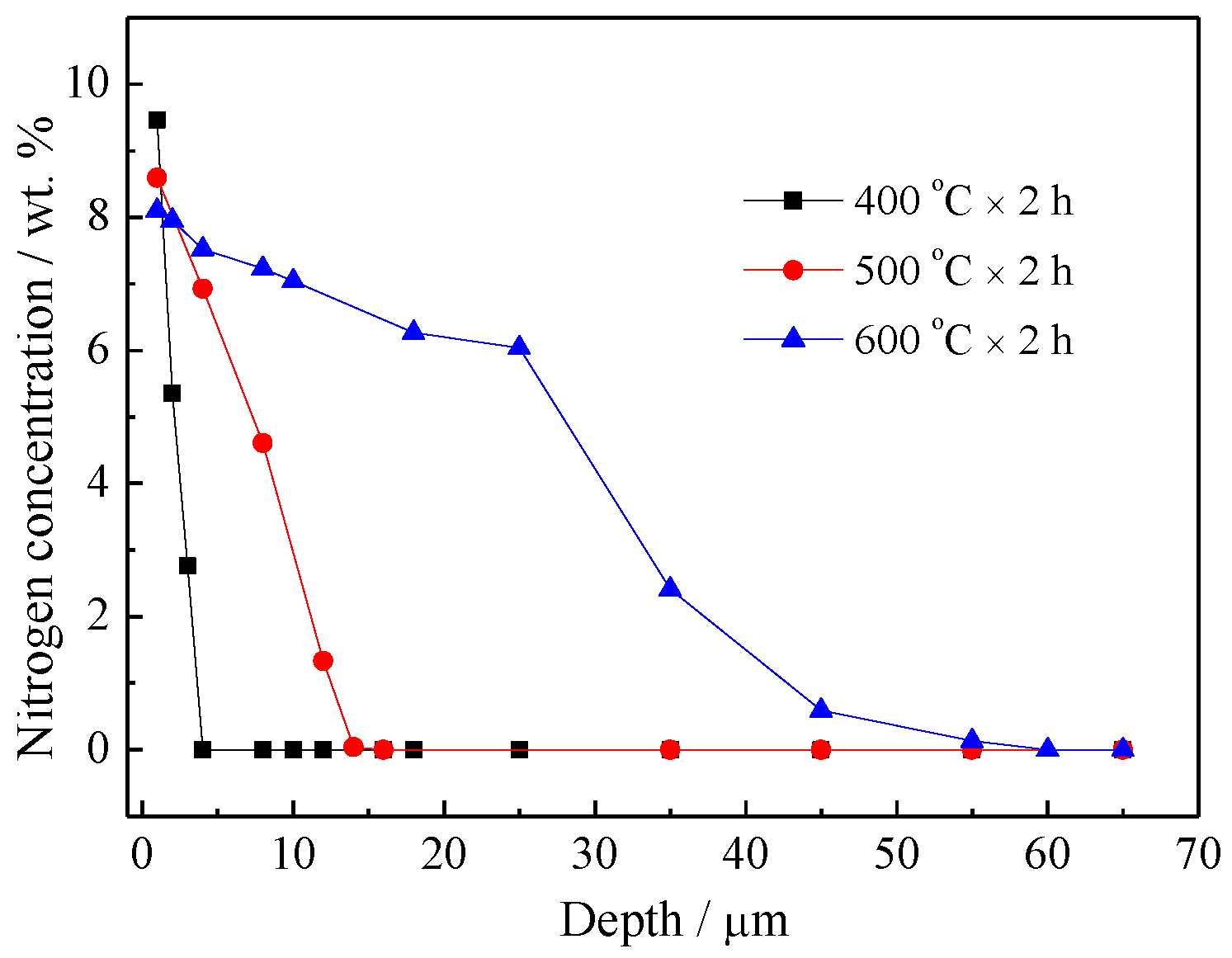
- The phase composition of the nitrided layers of the studied steel depends largely on the nitriding temperature. When the nitriding temperature is lower than 500 °C, the main composition of the modified layers is S-phase, while Fe4N forms with S-phase at 600 °C.
- The anti-corrosion ability of the nitrided TWIP steel is better. Moreover, the elevated nitriding temperature has a positive effect on the anti-corrosion ability caused by the increasing of (111)-oriented grains in the surface of the nitrided steel sheets.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Yetim, A.F.; Alsaran, A.; Çelik, A. Investigation of tribological and electrochemical properties of dual layer after low temperature plasma carbo-nitriding. Surf. Eng. 2010, 26, 178–184. [Google Scholar] [CrossRef]
- Christiansen, T.; Somers, M.A.J. Low temperature gaseous nitriding and carburising of stainless steel. Surf. Eng. 2004, 21, 445–455. [Google Scholar] [CrossRef]
- Sueyoshi, H.; Hamaishi, K.; Nakamura, Y.; Kiyofuji, J. Effect of mechanical pre-treatment on gas nitriding behavior in austenitic stainless steels. Mater. Trans. JIM 1996, 37, 150–156. [Google Scholar] [CrossRef]
- Heras, E.D.L.; Ybarra, G.; Lamas, D.; Cabo, A.; Dalibon, E.L. Plasma nitriding of 316L stainless steel in two different N2-H2 atmospheres-Influence on microstructure and corrosion resistance. Surf. Coat. Technol. 2017, 313, 47–54. [Google Scholar] [CrossRef]
- Oztürk, O.; Williamson, D.L. Phase and composition depth distribution analyses of low energy, high flux N implanted stainless steel. J. Appl. Phys. 1995, 77, 3839–3850. [Google Scholar] [CrossRef]
- Lei, M.K.; Zhang, Z.L.; Zhu, X.M. Effects of nitrogen-induced h.c.p. martensite formation on corrosion resistance of plasma source ion nitrided austenitic stainless steel. J. Mater. Sci. Lett. 1999, 18, 1537–1538. [Google Scholar] [CrossRef]
- Sun, Y.; Bell, T.; Kolosvary, Z.; Flis, J. The response of austenitic stainless steels to low temperature plasma nitriding. Heat Treat. Metals 1999, 26, 9–16. [Google Scholar]
- Menthe, E.; Bulak, A.; Olfe, J.; Zimmermann, A.; Rie, K.T. Improvement of the mechanical properties of austenitic stainless steel after plasma nitriding. Surf. Coat. Technol. 2000, 133, 259–263. [Google Scholar] [CrossRef]
- Singh, V.; Marchev, K.; Cooper, C.; Meletis, E. Intensified plasma-assisted nitriding of AISI 316L stainless steel. Surf. Coat. Technol. 2002, 160, 249–258. [Google Scholar] [CrossRef]
- Nosei, L.; Farina, S.; Ávalos, M.; Náchez, L.; Gómez, B.; Feugeas, J. Corrosion behavior of ion nitrided AISI 316L stainless steel. Thin Solid Films 2008, 516, 1044–1050. [Google Scholar] [CrossRef]
- Ichii, K.; Fujimura, K.; Takase, T. Structure of the Ion-Nitrided Layer of 18–8 Stainless Steel. Technol. Rep. Kansai Univ. 1986, 27, 135–144. [Google Scholar]
- Marchev, K.; Cooper, C.V.; Blucher, J.T.; Giessen, B.C. Conditions for the formation of a martensitic single-phase compound layer in ion-nitrided 316L austenitic stainless steel. Surf. Coat. Technol. 1998, 99, 225–228. [Google Scholar] [CrossRef]
- Marchev, K.; Hidalgo, R.; Landis, M.; Vallerio, R.; Cooper, C.V.; Giessen, B.C. The metastable m phase layer on ion-nitrided austenitic stainless steels Part 2: Crystal structure and observation of its two-directional orientational anisotropy. Surf. Coat. Technol. 1999, 113, 67–70. [Google Scholar] [CrossRef]
- Baranow, J. Characteristic of the nitride layers on the stainless steel at low temperature. Surf. Coat. Technol. 2004, 180, 145–149. [Google Scholar] [CrossRef]
- Köster, K.; Kaestner, P.; Bräuer, G.; Hoche, H.; Troßmann, T.; Oechsner, M. Material condition tailored to plasma nitriding process for ensuring corrosion and wear resistance of austenitic stainless steel. Surf. Coat. Technol. 2013, 228, 615–618. [Google Scholar] [CrossRef]
- Saker, A.; Leroy, C.; Michel, H.; Frantz, C. Properties of sputtered stainless steel-nitrogen coatings and structural analogy with low temperature plasma nitrided layers of austenitic steels. Mater. Sci. Eng. A 1991, 140, 702–708. [Google Scholar] [CrossRef]
- Samandi, M.; Shedden, B.A.; Smith, D.I.; Collins, G.A.; Hutchings, R.; Tendy, J. Microstructure, corrosion and tribological behaviour of plasma immersion ion-implanted austenitic stainless steel. Surf. Coat. Technol. 1993, 59, 261–266. [Google Scholar] [CrossRef]
- Williamson, D.L.; Ozturk, O.; Wei, R.; Wilbur, P.J. Metastable phase formation and enhanced diffusion in f.c.c. alloys under high dose, high flux nitrogen implantation at high and low ion energies. Surf. Coat. Technol. 1994, 65, 15–23. [Google Scholar] [CrossRef]
- Menthe, E.; Rie, K.T.; Schultze, J.W.; Simson, S. Structure and properties of plasma-nitrided stainless steel. Surf. Coat. Technol. 1995, 74, 412–416. [Google Scholar] [CrossRef]
- Hannula, S.P.; Nenonen, P.; Hirvonen, J.P. Surface structure and properties of ion-nitrided austenitic stainless steels. Thin Solid Films 1989, 181, 343–350. [Google Scholar] [CrossRef]
- Lei, M.K.; Zhang, Z.L. Plasma source ion nitriding-a new low-temperature, low-pressure nitriding approach. J. Vac. Sci. Technol. A 1995, 13, 2986–2990. [Google Scholar] [CrossRef]
- Parascandola, S.; Gunzel, R.; Grotzschel, R.; Richter, E.; Moller, W. Analysis of deuterium induced nuclear reactions giving criteria for the formation process of expanded austenite. Nucl. Instrum. Methods Phys. Res. Sec. B 1998, 136, 1281–1285. [Google Scholar] [CrossRef]
- Singh, V.; Marchev, K.; Cooper, C.V.; Meletis, E.I. Intensified plasma-assisted nitriding of AISI 316L stainless steel. Surf. Coat. Technol. 2002, 160, 249–258. [Google Scholar] [CrossRef]
- Arslan, E.; İğdil, M.C.; Trabzon, L.; Kazmanl, K.; Gulmez, T. The corrosion behaviour of austenitic 316L stainless steel after low-T plasma nitridation in the physiological solutions. Plasma Process. Polym. 2007, 4, S717–S720. [Google Scholar] [CrossRef]
- Yuan, X.Y.; Chen, L.Q.; Zhao, Y.; Di, H.S.; Zhu, F.X. Influence of annealing temperature on mechanical properties and microstructures of a high manganese austenitic steel. J. Mater. Process. Technol. 2015, 217, 278–285. [Google Scholar] [CrossRef]
- Yuan, X.Y.; Yao, Y.T.; Chen, L.Q. High-temperature oxidation behavior of a high manganese austenitic steel Fe-25Mn-3Cr-3Al-0.3C-0.01N. Acta Metall. Sin. 2014, 27, 401–406. [Google Scholar] [CrossRef]
- Moller, W.; Parascandola, S.; Telbizova, T.; Gunzel, R.; Richter, E. Surface processes and diffusion mechanisms of ion nitriding of stainless steel and aluminium. Surf. Coat. Technol. 2001, 136, 73–79. [Google Scholar] [CrossRef]
- Riviere, J.P.; Meheust, P.; Villain, J.P.; Templier, C.; Cahoreau, M.; Abrasonis, G.; Pranevicious, L. High current density nitrogen implantation of an austenitic stainless steel. Surf. Coat. Technol. 2002, 158, 99–104. [Google Scholar] [CrossRef]
- Adachi, S.; Ueda, N. Formation of S-phase layer on plasma sprayed AISI, 316L stainless steel coating by plasma nitriding at low temperature. Thin Solid Films 2012, 523, 11–14. [Google Scholar] [CrossRef]
- Borgioli, F.; Fossati, A.; Galvanetto, E.; Bacci, T.; Pradelli, G. Glow discharge nitriding of AISI 316L austenitic stainless steel: Influence of treatment pressure. Surf. Coat. Technol. 2006, 200, 5505–5513. [Google Scholar] [CrossRef]
- Yetim, A.F.; Yazici, M. Wear resistance and non-magnetic layer formation on 316L implant material with plasma nitriding. J. Bionic Eng. 2014, 11, 620–629. [Google Scholar] [CrossRef]
- Koskinen, J.; Torri, P.; Hirvonen, J.; Mahiout, A.; Stanishevsky, A. Arc discharge deposition of stainless steel coatings at different nitrogen pressures. Surf. Coat. Technol. 1996, 80, 57–60. [Google Scholar] [CrossRef]
- Christiansen, T.; Somers, M.A.J. Low Temperature Gaseous Nitriding and Carburising of Stainless Steel. Surf. Eng. 2004, 21, 445–455. [Google Scholar] [CrossRef]
- Chelvayohan, M.; Mee, C. Work function measurements on (110), (100) and (111) surfaces of silver. J. Phys. C Solid State Phys. 2000, 15, 2305–2312. [Google Scholar] [CrossRef]
- Gartland, P.; Berge, S.; Slagsvold, B. Photoelectric work function of a copper single crystal for the (100), (110), (111), and (112) faces. Phys. Rev. Lett. 1972, 28, 738–739. [Google Scholar] [CrossRef]
- Skriver, H.L.; Rosengaard, N. Surface energy and work function of elemental metals. Phys. Rev. 1992, 46, 7157–7168. [Google Scholar] [CrossRef] [Green Version]
- Song, Y.S.; Lee, J.H.; Lee, K.H.; Lee, D.Y. Corrosion properties of N-doped austenitic stainless steel films prepared by IBAD. Surf. Coat. Technol. 2005, 195, 227–233. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Cr | Al | N | Si | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Percentage | 0.33 | 25.9 | 2.96 | 2.83 | 0.01 | 0.27 | 0.005 | 0.008 | Bal. |
| Sample No. | Nitrding Temperature (°C) | Modified Layer Thickness (μm) | Hardness (HV) |
|---|---|---|---|
| Untreated | - | - | 271 |
| 1 | 400 | 3–4 | 280 |
| 2 | 500 | 10–15 | 292 |
| 3 | 600 | 40–55 | 338 |
| Sample No. | Nitrding Temperature (°C) | Frequency of (111) Oriented Grains (%) | Ecorr (V) | Icorr (A/cm2) |
|---|---|---|---|---|
| 0 | - | 38.0 | −0.77 | 1.9 × 10−5 |
| 1 | 400 | 46.6 | −0.54 | 1.8 × 10−5 |
| 2 | 500 | 48.7 | −0.30 | 1.2 × 10−6 |
| 3 | 600 | 53.7 | −0.21 | 5.2 × 10−7 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, X.; Zhao, Y.; Li, X.; Chen, L. Effects of Gas Nitriding Temperature on the Surface Properties of a High Manganese TWIP Steel. Metals 2017, 7, 102. https://doi.org/10.3390/met7030102
Yuan X, Zhao Y, Li X, Chen L. Effects of Gas Nitriding Temperature on the Surface Properties of a High Manganese TWIP Steel. Metals. 2017; 7(3):102. https://doi.org/10.3390/met7030102
Chicago/Turabian StyleYuan, Xiaoyun, Yang Zhao, Xing Li, and Liqing Chen. 2017. "Effects of Gas Nitriding Temperature on the Surface Properties of a High Manganese TWIP Steel" Metals 7, no. 3: 102. https://doi.org/10.3390/met7030102
APA StyleYuan, X., Zhao, Y., Li, X., & Chen, L. (2017). Effects of Gas Nitriding Temperature on the Surface Properties of a High Manganese TWIP Steel. Metals, 7(3), 102. https://doi.org/10.3390/met7030102