Development of Direct Quenched Hot Rolled Martensitic Strip Steels

Abstract
:1. Introduction
2. Experimental Procedures
3. Metallurgical Concepts
3.1. Hot Strip Mill Parameters
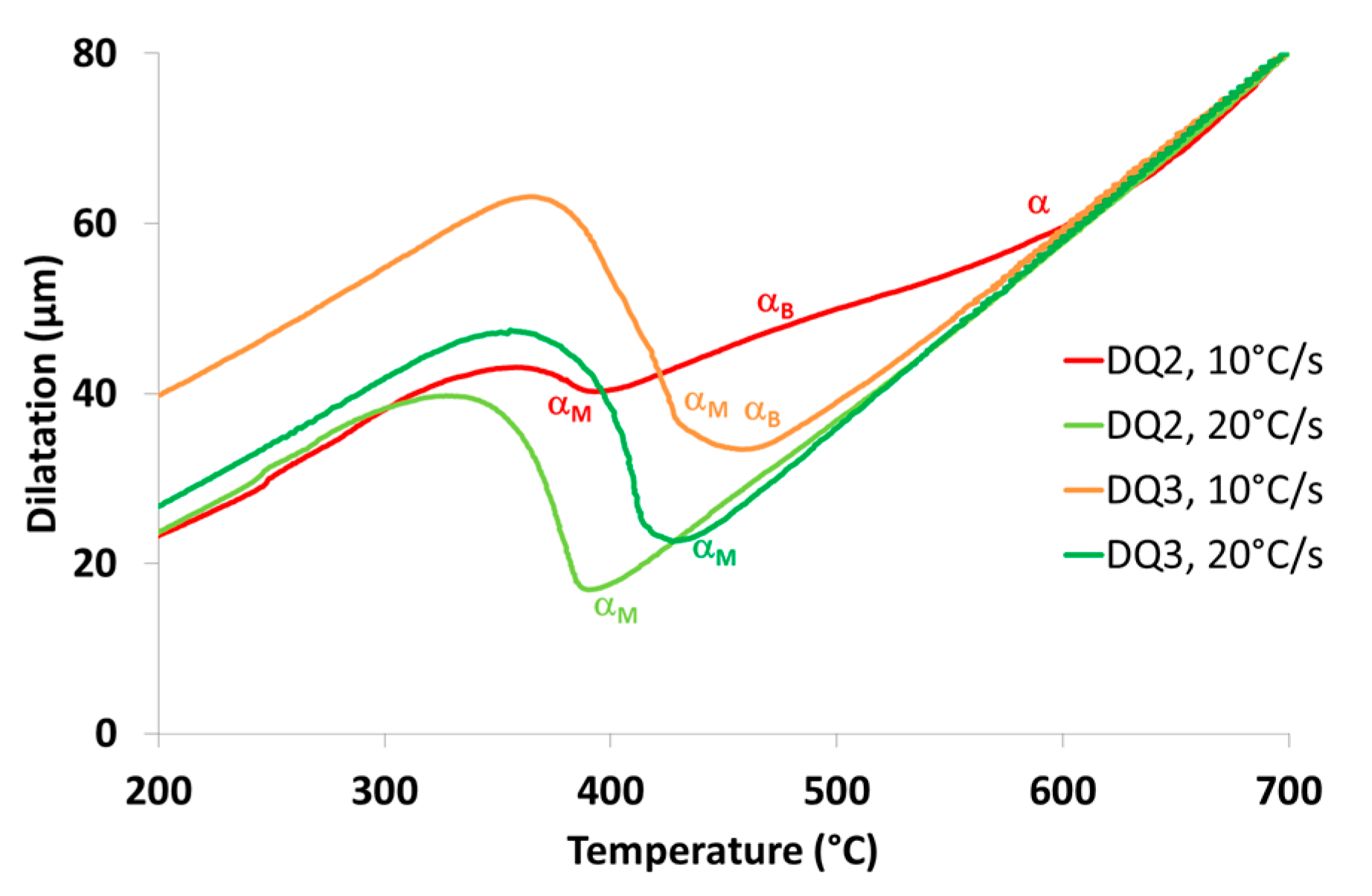
3.2. Laminar Cooling Strategy
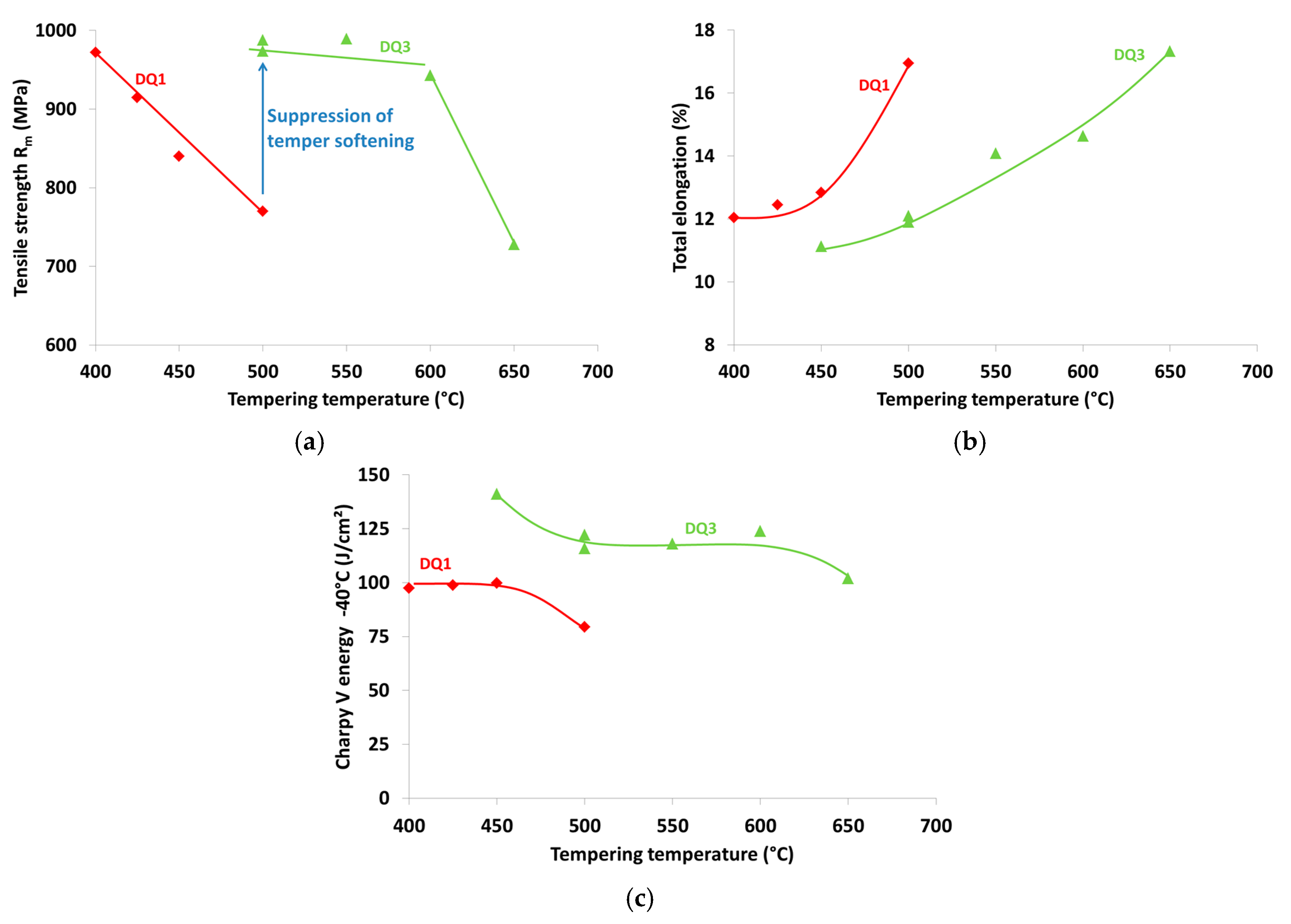
3.3. Temper Annealing
4. In-Use Properties
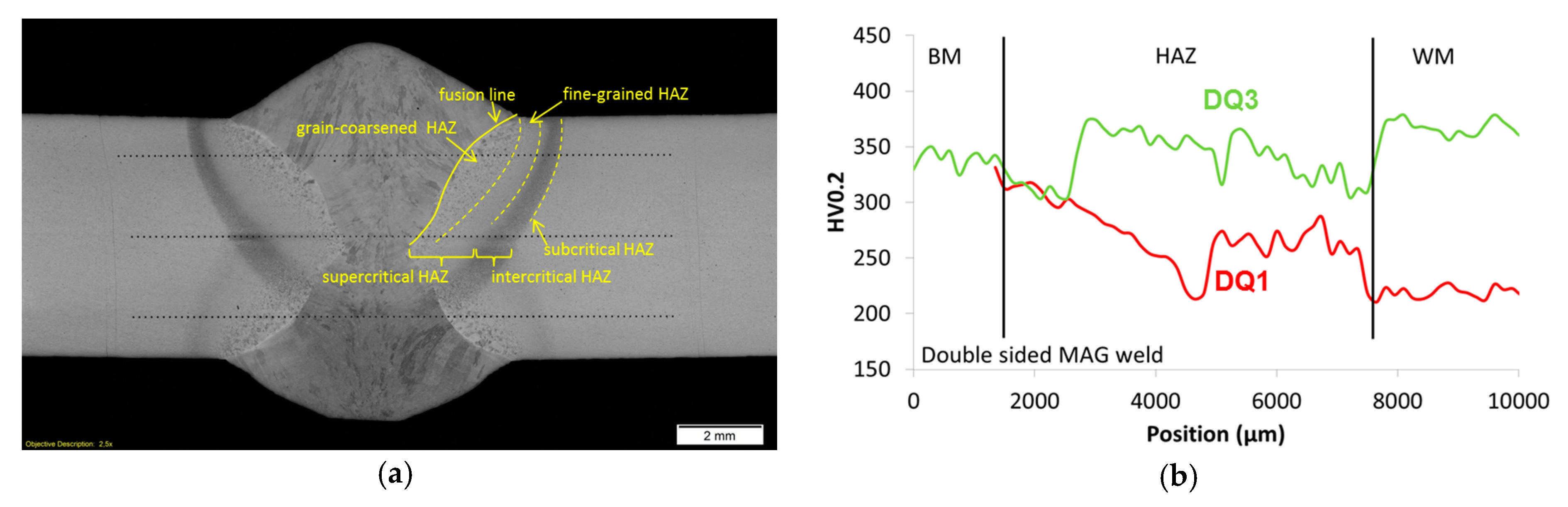
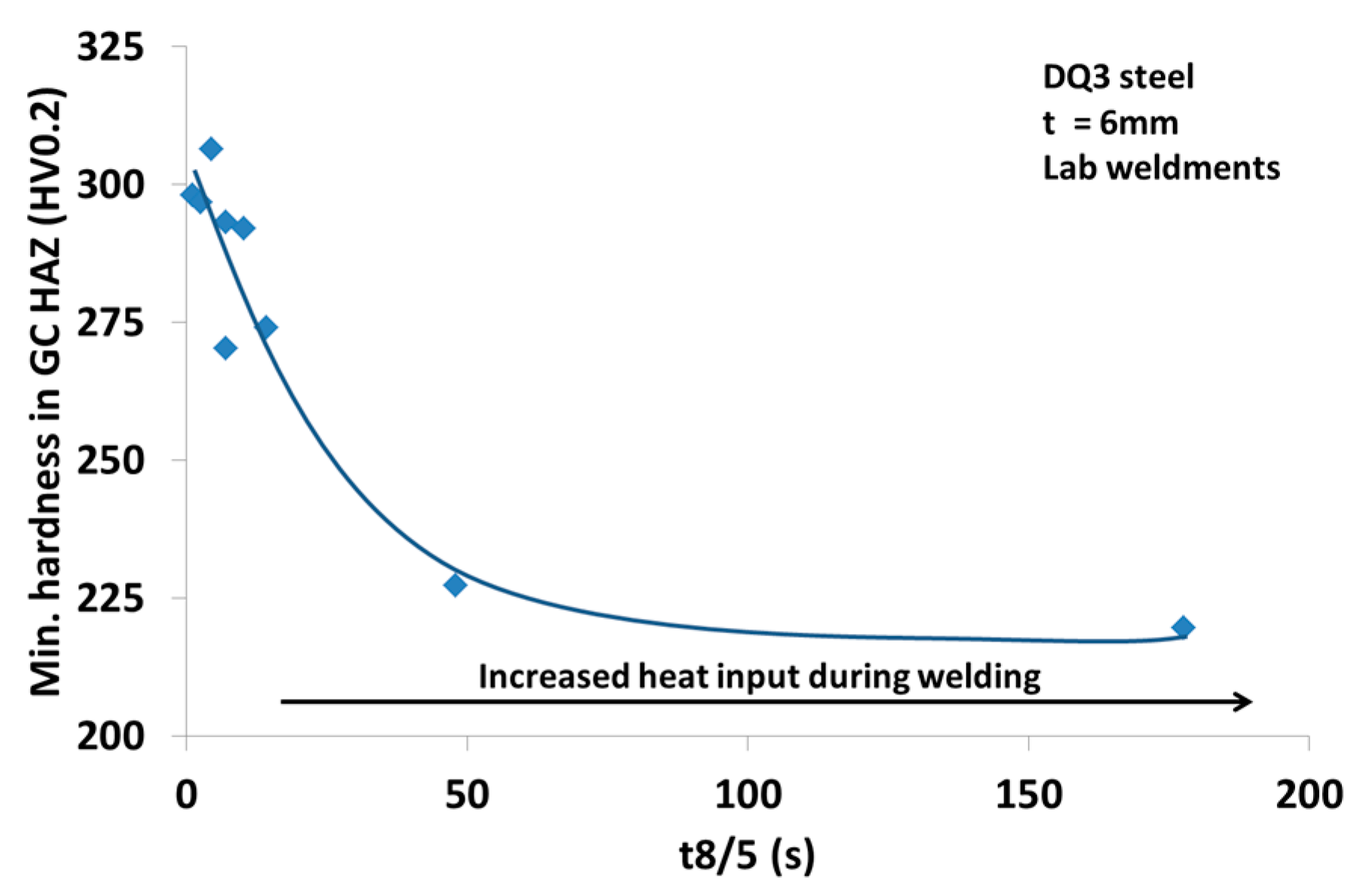
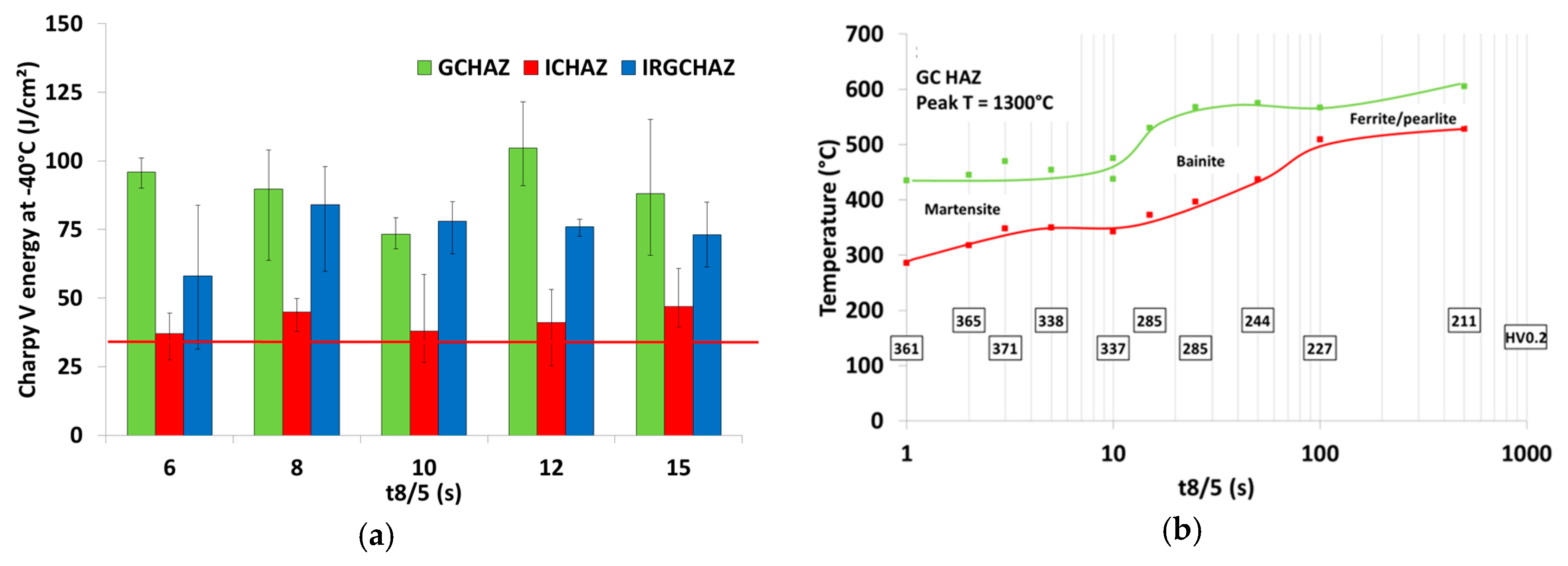
4.1. Welding
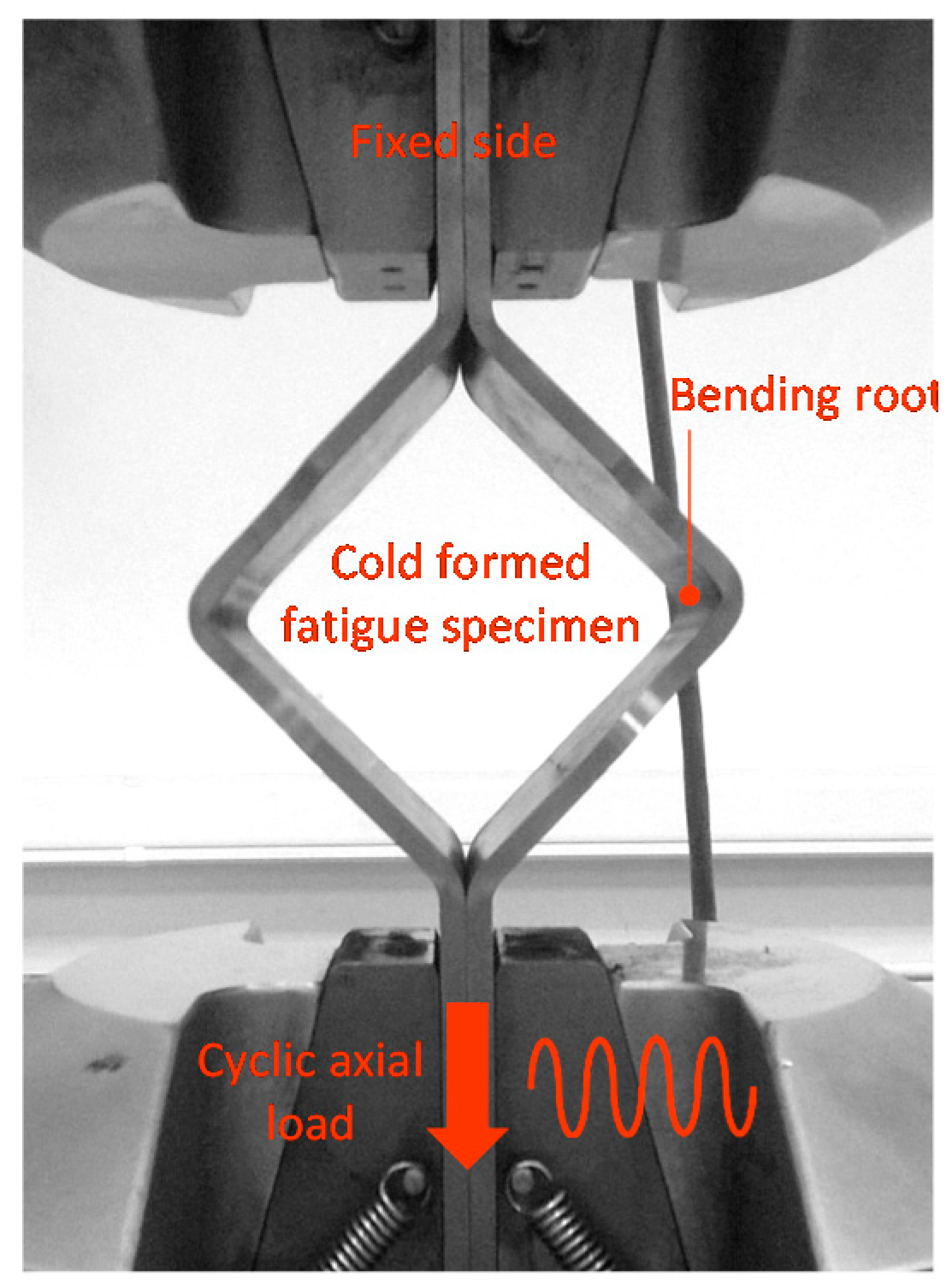
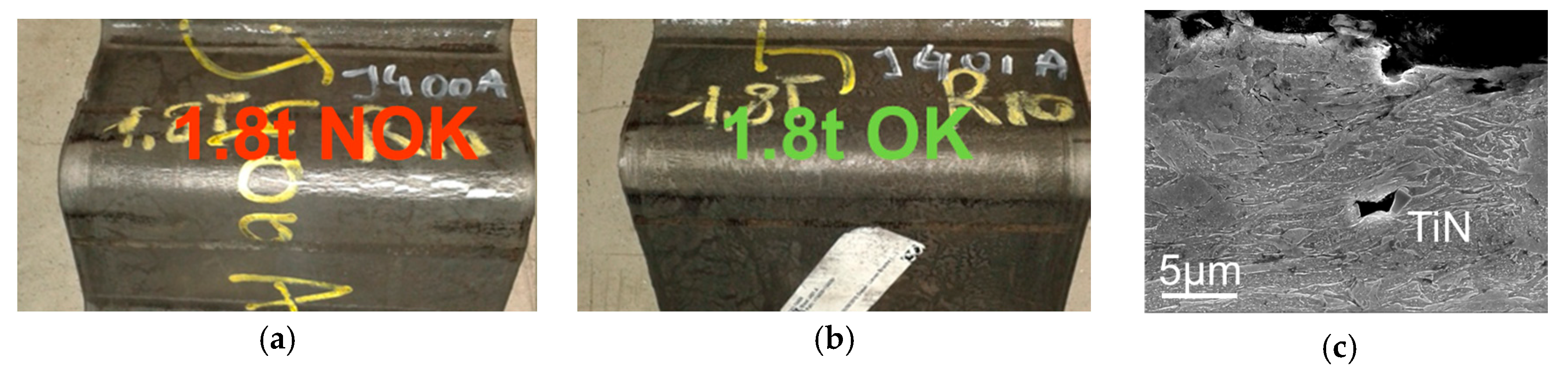
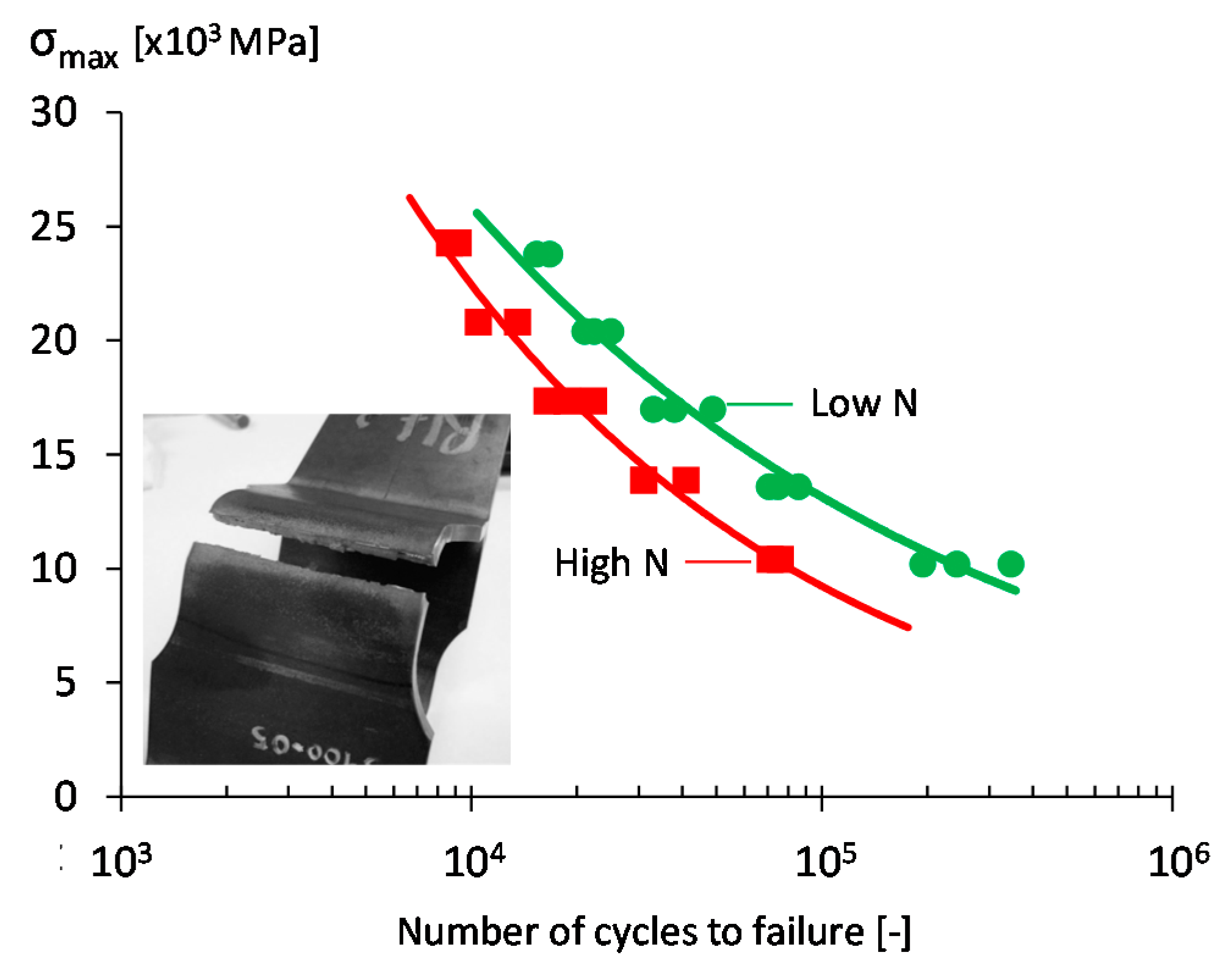
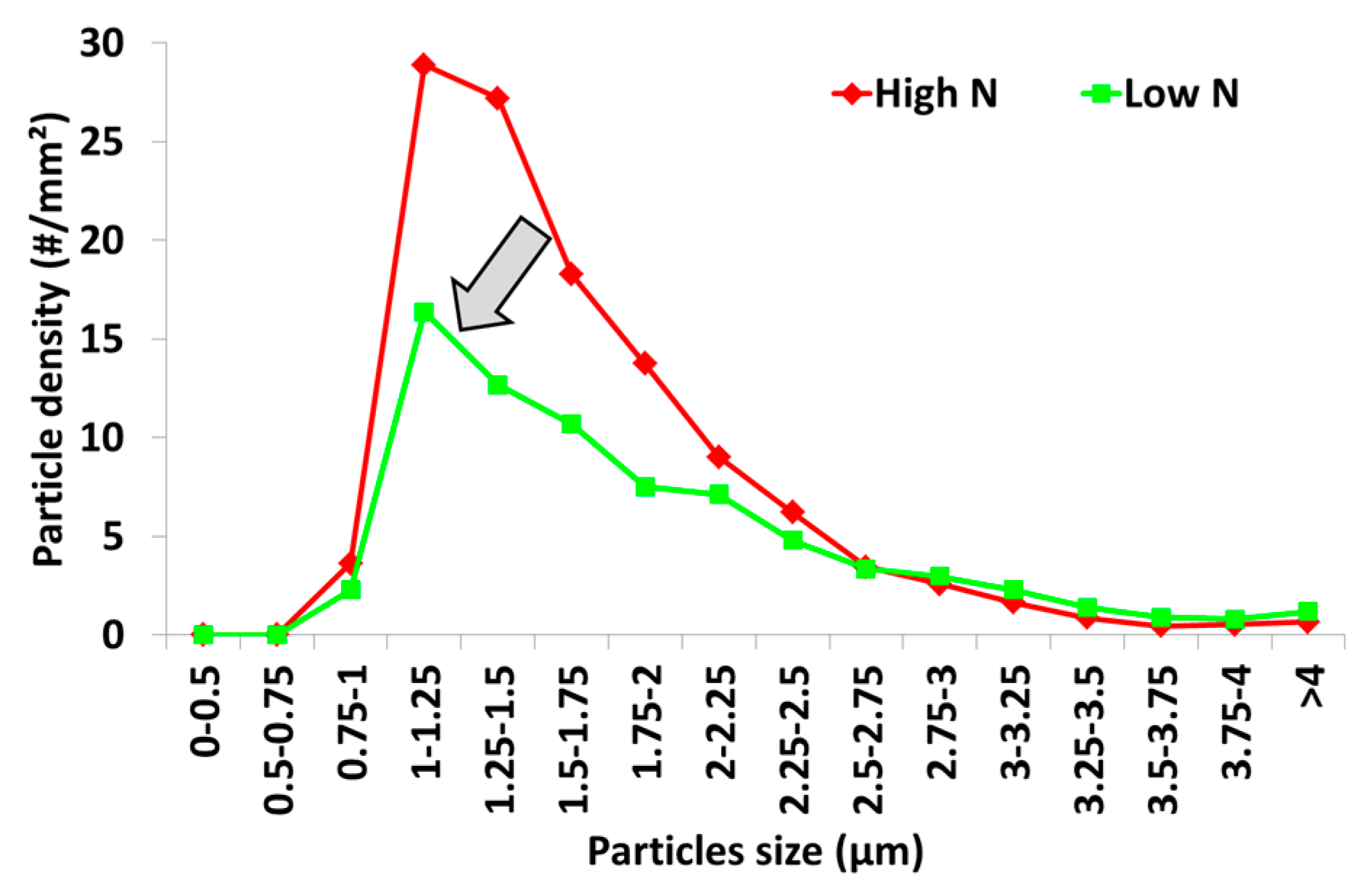
4.2. Fatigue Performance of Deformed Components
5. Summary and Conclusions
Author Contributions
Conflicts of Interest
References
- Taylor, K.A.; Thompson, S.W.; Fletcher, F.B. (Eds.) Physical Metallurgy of Direct-Quenched Steels. In Proceedings of the Minerals, Metals, and Materials Society/American Society for Metals (TMS/ASM) Materials Week 92 Conference, Chicago, IL, USA, 2–4 November 1992. [Google Scholar]
- Ouchi, C. Development of Steel Plates by Intensive Use of TMCP and Direct Quenching Processes. ISIJ Int. 2001, 41, 542–553. [Google Scholar] [CrossRef]
- Bernier, N.; Bracke, L.; Malet, L.; Godet, S. An alternative to the crystallographic reconstruction of austenite in steels. Mater. Charact. 2014, 89, 23–32. [Google Scholar] [CrossRef]
- Talemi, R.H.; Chhith, S.; De Waele, W. Experimental and numerical study on effect of forming process on low cycle fatigue behavior of high strength steel. Fatigue Fract. Eng. Mater. Struct. 2017. [Google Scholar] [CrossRef]
- Bracke, L.; Xu, W.; Waterschoot, T. Effect of finish rolling temperature on direct quenched low alloy martensite properties. Mater. Today Proc. 2015, 2, S659–S662. [Google Scholar] [CrossRef]
- Taylor, K.A.; Hansen, S.S. Effects of Vanadium and Processing Parameters on the Structures and Properties of a Direct-Quenched Low-Carbon Mo-B Steel. Metall. Mater. Trans. A 1991, 22, 2359–2374. [Google Scholar] [CrossRef]
- Kaijalainen, A.J.; Suikkanen, P.P.; Limnell, T.J.; Karjalainen, L.P.; Kömi, J.I.; Porter, D.A. Effect of austenite grain structure on the strength and toughness of direct-quenched martensite. J. Alloys Compd. 2013, 577, S642–S648. [Google Scholar] [CrossRef]
- Kaijalainen, A.J.; Suikkanen, P.; Karjalainen, L.P.; Jonas, J.J. Effect of Austenite Pancaking on the Microtexture, Texture, and Bendability of an Ultrahigh-Strength Strip Steel. Metall. Mater. Trans. A 2014, 45, 1273–1283. [Google Scholar] [CrossRef]
- Zhao, Y.; Shi, J.; Cao, W.; Wang, M.; Xie, G. Effect of direct quenching on microstructure and mechanical properties of medium-carbon Nb-bearing steel. Univ.-Sci. A Appl. Phys. Eng. 2010, 11, 776–781. [Google Scholar] [CrossRef]
- Klein, M.; Rauch, R.; Spindler, H.; Stiaszny, P. Ultra high strength steels produced by thermomechanical hot rolling: Advanced properties and applications. In Proceedings of the 3rd International Conference on Steels in Cars and Trucks (SCT) 2011, Salzburg, Austria, 5–9 June 2011. [Google Scholar]
- Grange, R.A.; Hribal, C.R.; Porter, L.F. Hardness of Tempered Martensite in Carbon and Low-Alloy Steels. Metall. Mater. Trans. A 1977, 8, 1775–1785. [Google Scholar] [CrossRef]
- Caron, R.N.; Krauss, G. The Tempering of Fe-C Lath Martensite. Metall. Mater. Trans. B 1972, 3, 2381–2389. [Google Scholar] [CrossRef]
- Humber, G.; Klein, M.; Spindler, H.; Ernst, W. Properties and metallurgical aspects of thin wear resistant steel sheets of hardness 400/450HB produced in a hot strip mill. In Proceedings of the 4th International Conference on Steels in Cars and Trucks (SCT) 2014, Braunschweig, Germany, 15–19 June 2014. [Google Scholar]
- ASM International. Fatigue and Fracture. In ASM Handbook; ASM International: Geauga County, OH, USA, 1996; Volume 19, p. 155. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | C | Mn | Si | Cr + Mo + V | Cu + Ni | B | Ti + Nb + V |
|---|---|---|---|---|---|---|---|
| DQ1 | <0.15 | <2.0 | <0.3 | <0.50 | <0.5 | 0.002 | <0.100 |
| DQ2 | 0.15–0.20 | <2.0 | <0.3 | <0.50 | <0.5 | 0.002 | <0.100 |
| DQ3 | <0.15 | <1.5 | <0.3 | <1.00 | <0.5 | 0.002 | <0.150 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bracke, L.; De Knijf, D.; Gerritsen, C.; Hojjati Talemi, R.; Diaz Gonzalez, E. Development of Direct Quenched Hot Rolled Martensitic Strip Steels. Metals 2017, 7, 326. https://doi.org/10.3390/met7090326
Bracke L, De Knijf D, Gerritsen C, Hojjati Talemi R, Diaz Gonzalez E. Development of Direct Quenched Hot Rolled Martensitic Strip Steels. Metals. 2017; 7(9):326. https://doi.org/10.3390/met7090326
Chicago/Turabian StyleBracke, Lieven, Dorien De Knijf, Christoph Gerritsen, Reza Hojjati Talemi, and Eva Diaz Gonzalez. 2017. "Development of Direct Quenched Hot Rolled Martensitic Strip Steels" Metals 7, no. 9: 326. https://doi.org/10.3390/met7090326
APA StyleBracke, L., De Knijf, D., Gerritsen, C., Hojjati Talemi, R., & Diaz Gonzalez, E. (2017). Development of Direct Quenched Hot Rolled Martensitic Strip Steels. Metals, 7(9), 326. https://doi.org/10.3390/met7090326