Steel Weld Metal Deposit Measured Properties after Immediate Micro-Jet Cooling



Abstract
:1. Introduction
2. Literature Review
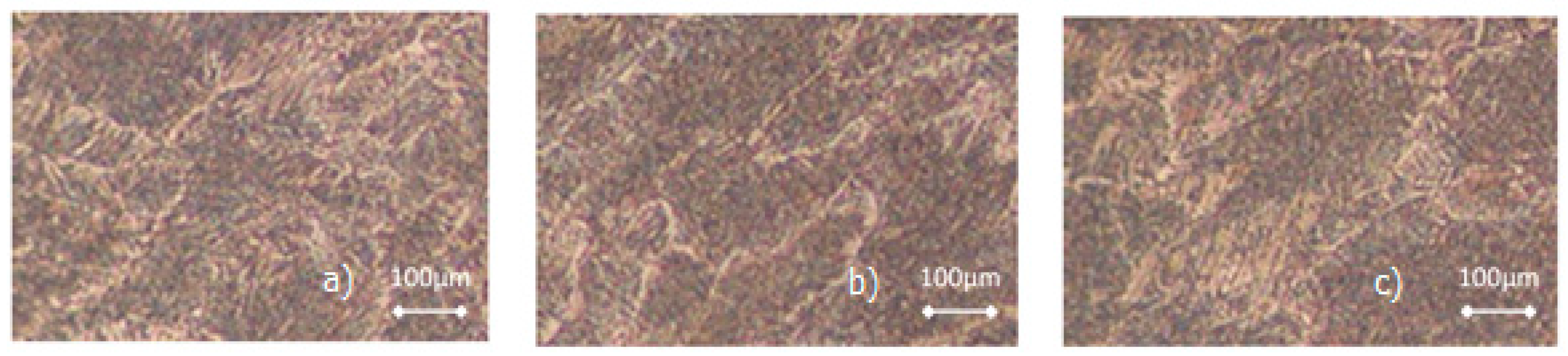
3. Experimental Procedure
- cooling stream diameter was not varied (always 60 µm);
- gas pressure was not varied (always 0.6 MPa);
- micro-jet gases were changed (argon, helium, and air);
- micro-jet gas mixtures were changed (90 vol % argon-10 vol % carbon dioxide, 90 vol % argon-10 vol % helium, and 90 vol % argon-10 vol % air).
4. Discussion
5. Conclusions
- Micro-jet-cooling can be considered as an important element of the MAG process;
- Micro-jet-cooling after welding can seriously improve the amount of acicular ferrite;
- Micro-jet cooling can guarantee a greater percentage of small non-metallic inclusions that are beneficial for austenite–acicular ferrite conversion; and
- Micro-jet cooling can guarantee good impact toughness at negative temperature of welds (fourth impact toughness class), respectively.
Acknowledgments
Author Contributions
Conflicts of Interest
References and Note
- Szczucka-Lasota, B.; Węgrzyn, T.; Stanik, Z.; Piwnik, J.; Sidun, P. Selected parameters of micro-jet cooling gases in hybrid spraying process. Arch. Metall. Mater. 2016, 61, 621–624. [Google Scholar] [CrossRef]
- Węgrzyn, T.; Piwnik, J.; Borek, A.; Lisiecka, A. Impact toughness of WMD after mag welding with micro-jet cooling. In Proceedings of the 23rd International Conference on Materials and Technology, Portorož, Slovenia, 27–30 September 2015; Materials and Technology: Portorož, Slovenia, 2016; Volume 6, pp. 1001–1004. [Google Scholar]
- Hadryś, D. Mechanical properties of plug welds after micro-jet cooling. Arch. Metall. Mater. 2016, 61, 1771–1775. [Google Scholar] [CrossRef]
- Hadryś, D. Impact load of welds after micro-jet cooling. Arch. Metall. Mater. 2016, 61, 2525–2528. [Google Scholar]
- Węgrzyn, T. Mathematical Equations of the Influence of Molybdenium and Nitrogen in Welds. In Proceedings of the International Conference on Society of Offshore and Polar Engineers ISOPE’2002, Kita Kyushu, Japan, 26–31 May 2002; International Society of Offshore and Polar Engineers: Cupertino, CA, USA, 2002; Volume 4, pp. 263–267. [Google Scholar]
- Bhadeshia, H.K.D.H.; Svensson, L.E. Modeling the evolution of microstructure in steel weld metal. Math. Model. Weld Phenom. 1993, 1, 109–182. [Google Scholar]
- Lisiecki, A. Welding of thermomechanically rolled fine-grain steel by different types of lasers. Arch. Metall. Mater. 2014, 59, 1625–1628. [Google Scholar] [CrossRef]
- Golański, G.; Zieliński, A.; Słania, J.; Jasak, J. Mechanical Properties of VM12 steel after 30,000 h of ageing at 600 °C temperature. Arch. Metall. Mater. 2014, 59, 1352–1356. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Svensson, L.-E.; Gretoft, B. Welding Metallurgy of Structural Steels; Koo, J.Y., Ed.; AIME: Warrendale, PA, USA, 1991; pp. 517–530. [Google Scholar]
- Diaz-Fuentes, M.; Iza-Mendia, A.; Gutuérrez, I. Analysis of different acicular ferrite microstructures in low carbon steels by EBSD. Study of their toughness behavior. Metall. Mater. Trans. A 2003, 34, 2525. [Google Scholar] [CrossRef]
- Thewlis, G. Transformation kinetics of ferrous weld metals. Mater. Sci. Technol. 1994, 10, 110–125. [Google Scholar] [CrossRef]
- Evans, G.M. Microstructure and properties of ferritic steel welds containing Al and Ti. Oerlikon Schweissmitt. 1994, 130, 21–39. [Google Scholar]
- Nippon Steel Corporation. Improvements in Relating to the Welding of Steel Products. Patent 1,549,673, 8 February 1979. [Google Scholar]
- Teledyne Incorporated. Coated Ferrous Low Hydrogen Arc Welding Electrode and Production of an Improved Nonaustenitic Steel Weld Deposit. Patent 1,297,865, 13 June 1972. [Google Scholar]
- Evans, G.M. The effect of micro-alloying elements in C-Mn steel weld metals. Weld. World 1993, 31, 12–19. [Google Scholar]
- Evans, G.M. The Effect of Rules in the Costing of a Basic Low Hydrogen MMA Electrode; IIM Asian Pacific Welding Congress: Auckland, New Zealand, 1996. [Google Scholar]
- Nakano, S.; Shiga, A.; Tsuboi, J. Optimizing the titanium effect on weld metal toughness. IIW Doc.XII-b-182-75, 1975.
- Terashima, H.; Hart, P.H. Effect of aluminium in C-Mn steels on microstructure and toughness of submerged arc weld metal, a progress report. In Proceedings of the 65th Annual AWS Convention Welding Institute Research Report 186/1982, Philadelphia, PA, USA, 30 June 1983. [Google Scholar]
- Lisiecki, A.; Piwnik, J. Tribological Characteristic of Titanium Alloy Surface Layers Produced by Diode Laser Gas Nitriding. Arch. Metall. Mater. 2016, 61, 543–552. [Google Scholar] [CrossRef]
- Fernández, J.; Illescas, S.; Guilemany, J.M. Effect of microalloying elements on the austenitic grain growth in a low carbon HSLA steel. Mater. Lett. 2017, 61, 2389–2392. [Google Scholar] [CrossRef]
- Cam, G.; Erim, S.; Yeni, Ç.; Koçak, M. Determination of Mechanical and Fracture Properties of Laser Beam Welded Steel Joints. Weld. Res. Suppl. 1999, 78. Available online: http://files.aws.org/wj/supplement/june99/CAM.pdf (accessed on 1 September 2017).
- Lau, T.W.; Sadowski, M.M.; North, T.H.; Weatherly, G.C. Effect of nitrogen on properties of submerged arc weld metal. Mater. Sci. Technol. 1988, 4, 52–61. [Google Scholar] [CrossRef]
- Ahlblom, B.; Bergstrom, H.; Hannerz, N.E.; Werlefors, I. Influence of Welding Parameters on Nitrogen Content and Microstructure of Submerged Arc Weld Metal. In Proceedings of the International Conference on The Effects of Residual, Impurity and Micro-Alloying Elements on Weldability and Weld Properties, London, UK, 12–17 November 1983; p. 38. [Google Scholar]
- Węgrzyn, T.; Piwnik, J.; Silva, A.; Plata, M.; Hadryś, D. Micro-jet technology in welding. In Proceedings of the 23rd International Ocean (Offshore) and Polar Engineering Conference, Anchorage, AK, USA, 30 June–5 July 2013; pp. 178–180. [Google Scholar]
- Chen, J.H.; Kang, L. Investigation of the kinetic process of metal-oxygen reaction during shielded metal arc welding. Weld. Res. Suppl. 1989, 68. Available online: http://files.aws.org/wj/supplement/WJ_1989_06_s245.pdf (accessed on 1 September 2017).
- Burdzik, R.; Konieczny, Ł.; Stanik, Z.; Folega, P.; Smalcerz, A.; Lisiecki, A. Analysis of impact of chosen parameters on the wear of camshaft. Arch. Metall. Mater. 2014, 59, 957–963. [Google Scholar] [CrossRef]
- Tarasiuk, W.; Gordirnko, A.I.; Wolocko, A.T.; Szczucka-Lasota, B. The tribological properties of laser hardened steel 42CrMo4. Arch. Metall. Mater. 2015, 60, 2939–2943. [Google Scholar] [CrossRef]
- Szymszal, J.; Gajdzik, B.; Kaczmarczyk, G. The use of modern statistical methods to optimize production systems in foundries. Arch. Metall. Mater. 2016, 16, 115–120. [Google Scholar] [CrossRef]
- Węgrzyn, T. Welding of Parts of Vehicles Using Micro-Jet Cooling; Silesian University of Technology: Gliwice, Poland, 2014; p. 215. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| No. | Parameter | Value |
|---|---|---|
| 1 | Standard current | 220 A |
| 2 | Voltage | 24 V |
| 3 | Shielding welding gas | 90% Ar-10% CO2 |
| 4 | Micro-jet gas pressure | 0.6 MPa |
| 5 | Micro-jet gases | He, Ar, Air |
| 6 | Micro-jet gas-mixtures | 90 vol % argon-10 vol % carbon dioxide |
| 90 vol % argon-10 vol % helium | ||
| 90 vol % argon-10% air | ||
| 7 | Micro-stream diameter | 60 µm 1 |
| Element | Amount |
|---|---|
| C | 0.08% |
| Mn | 0.8% |
| Si | 0.42% |
| P | 0.012% |
| S | 0.013% |
| O | 370 ppm |
| N | 55 ppm 1 |
| Micro-Jet Gas | O Amount, ppm | N Amount, ppm |
|---|---|---|
| Ar | 370 | 55 |
| He | 370 | 55 |
| N2 | 370 | 70 |
| Air | 450 | 65 |
| 90 vol % argon-10 vol % carbon dioxide | 390 | 55 |
| 90 vol % argon-10 vol % helium | 370 | 55 |
| 90 vol % argon-10 vol % air | 390 | 60 1 |
| Micro-Jet Gas or Mixture | Acicular Ferrite in WMD, % |
|---|---|
| Without micro-jet cooling | 45 |
| Ar | 69 |
| He | 62 |
| Air | 53 |
| 90 vol % argon-10 vol % carbon dioxide | 65 |
| 90 vol % argon-10 vol % helium | 59 |
| 90 vol % argon-10 vol % air | 57 1 |
| Micro-Jet Gas or Mixture | Temp (°C) | Impact Toughness (KV, J) |
|---|---|---|
| Without cooling | −40 | below 47 |
| Ar | −40 | 68 |
| He | −40 | 51 |
| Air | −40 | below 47 |
| 90% argon-10% carbon dioxide | −40 | 56 |
| 90% argon-10% helium | −40 | 53 |
| 90% argon-10% air | −40 | below 47 1 |
| Micro-Jet Gas or Mixture | Percentage of Inclusions, 0.3–0.6 µm |
|---|---|
| Without cooling | 53 |
| Ar | 75 |
| He | 63 |
| Air | 56 |
| 90 vol % argon-10 vol % carbon dioxide | 67 |
| 90 vol % argon-10 vol % helium | 68 |
| 90 vol % argon-10 vol % air | 61 1 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szczucka-Lasota, B.; Gajdzik, B.; Węgrzyn, T.; Wszołek, Ł. Steel Weld Metal Deposit Measured Properties after Immediate Micro-Jet Cooling. Metals 2017, 7, 339. https://doi.org/10.3390/met7090339
Szczucka-Lasota B, Gajdzik B, Węgrzyn T, Wszołek Ł. Steel Weld Metal Deposit Measured Properties after Immediate Micro-Jet Cooling. Metals. 2017; 7(9):339. https://doi.org/10.3390/met7090339
Chicago/Turabian StyleSzczucka-Lasota, Bożena, Bożena Gajdzik, Tomasz Węgrzyn, and Łukasz Wszołek. 2017. "Steel Weld Metal Deposit Measured Properties after Immediate Micro-Jet Cooling" Metals 7, no. 9: 339. https://doi.org/10.3390/met7090339
APA StyleSzczucka-Lasota, B., Gajdzik, B., Węgrzyn, T., & Wszołek, Ł. (2017). Steel Weld Metal Deposit Measured Properties after Immediate Micro-Jet Cooling. Metals, 7(9), 339. https://doi.org/10.3390/met7090339