Low-Cycle Fatigue Behaviour of AISI 18Ni300 Maraging Steel Produced by Selective Laser Melting

 ,
, 

 , ,
, ,  ,
, 
Abstract
:
1. Introduction
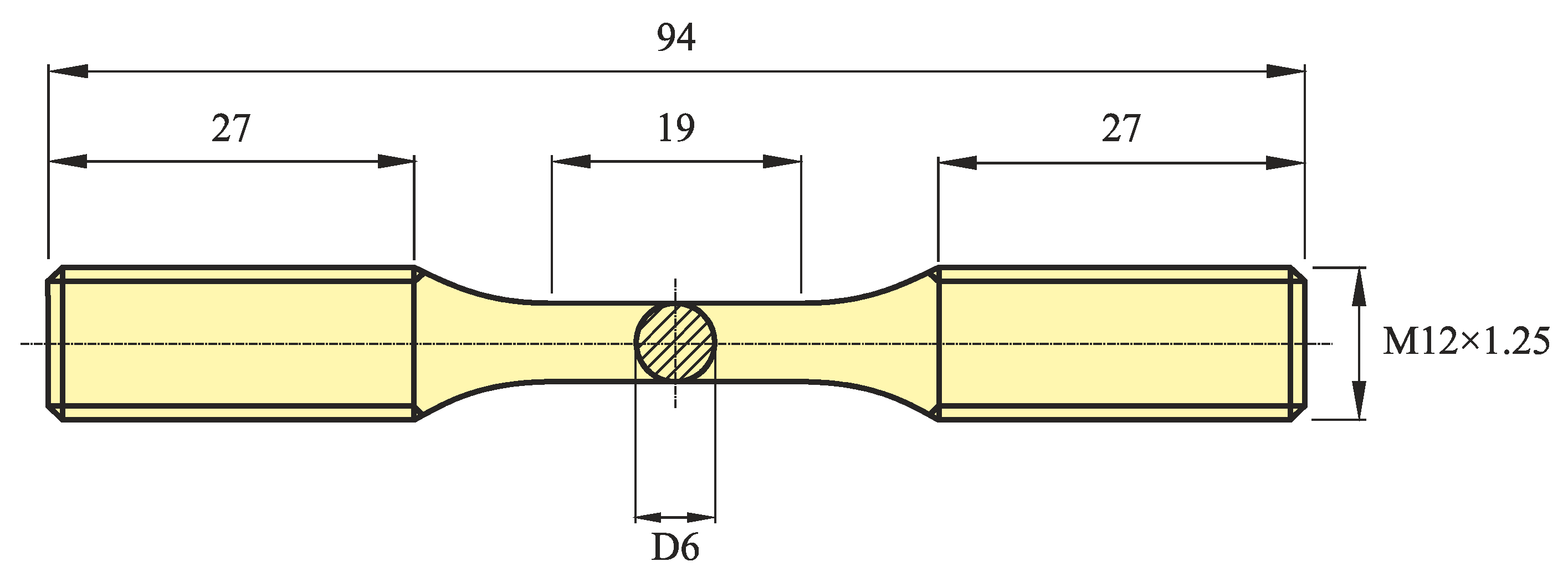
2. Experimental Procedure
3. Results and Discussion
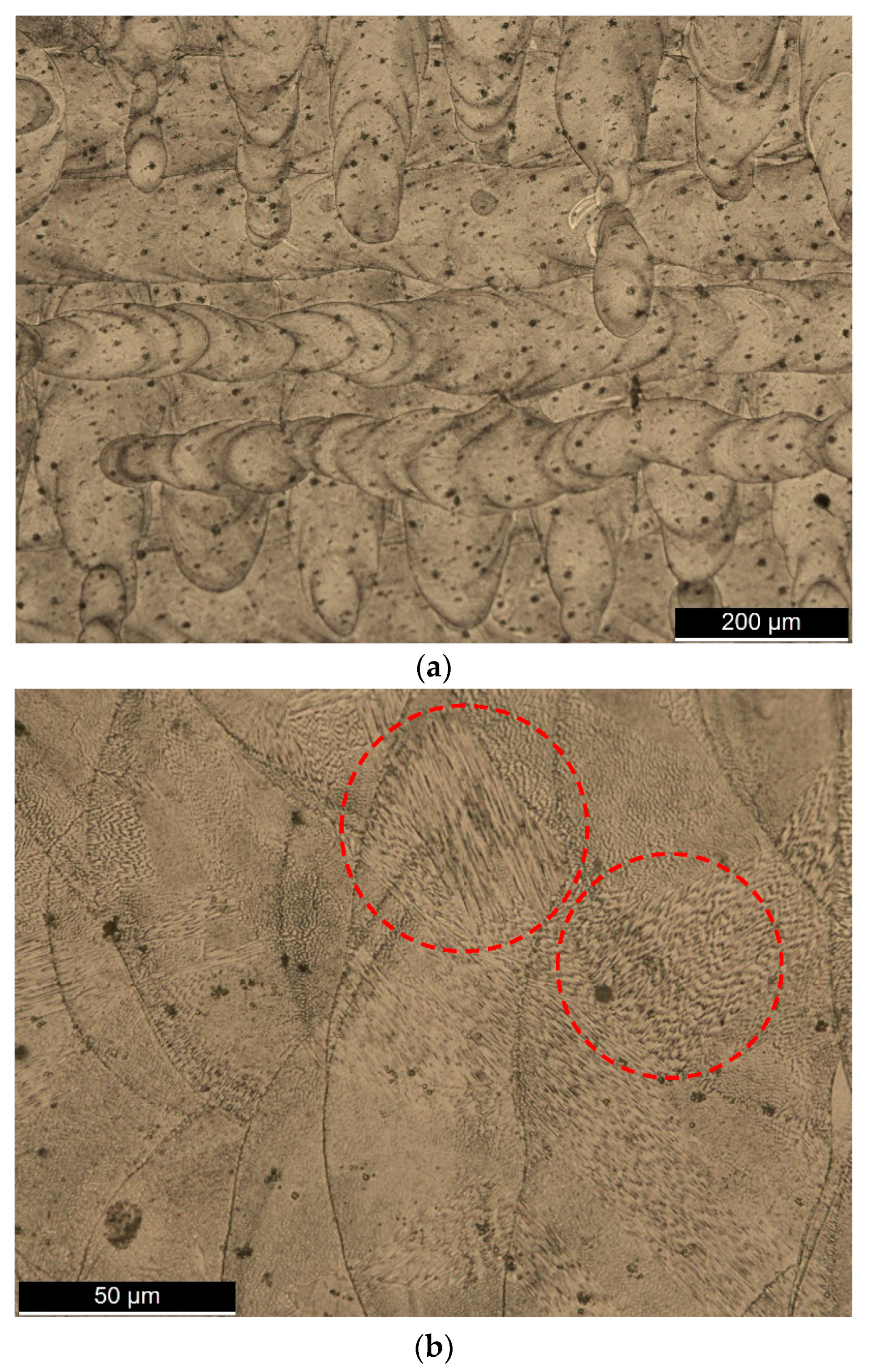
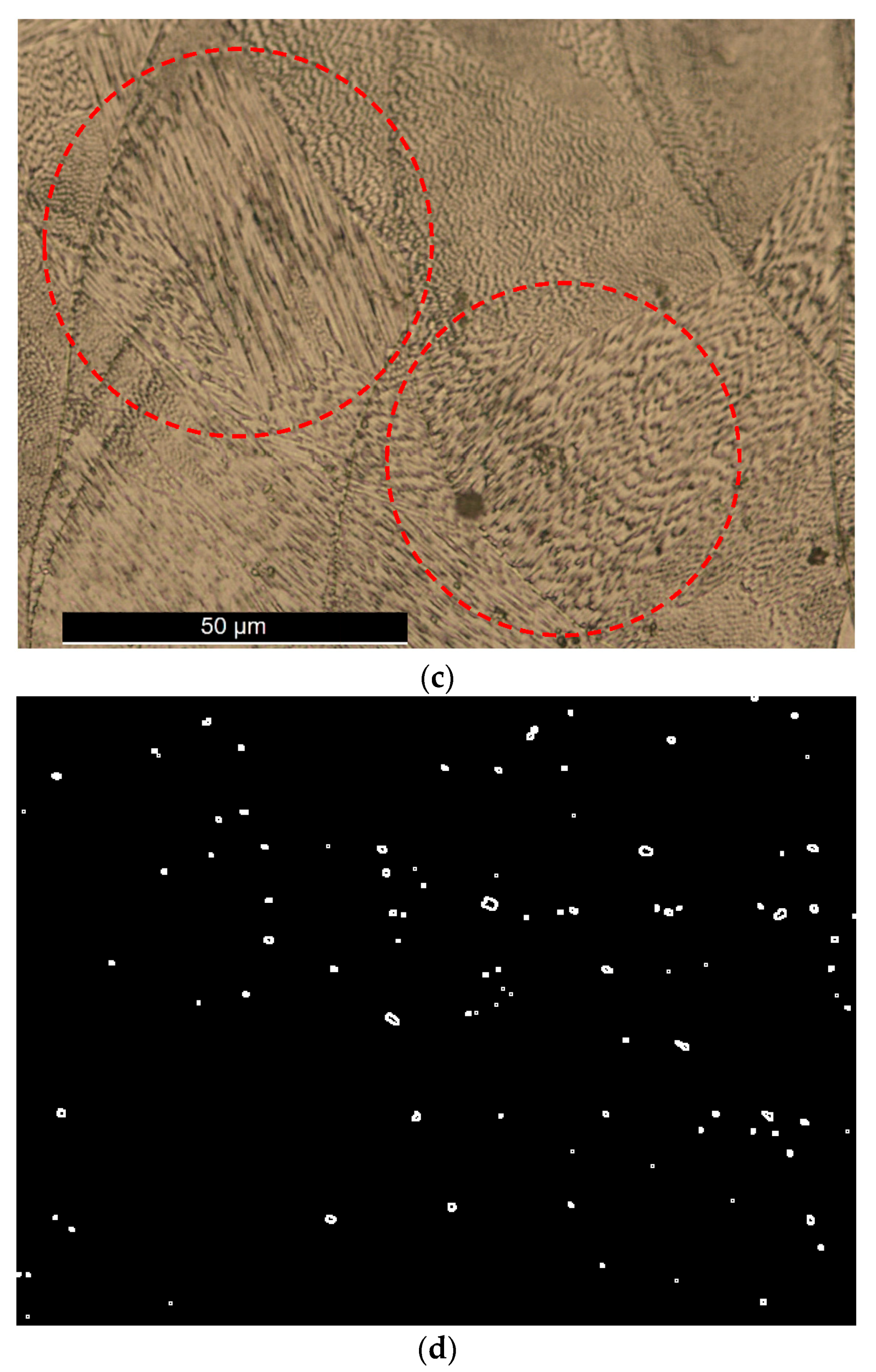
3.1. Microstructure and Porosity
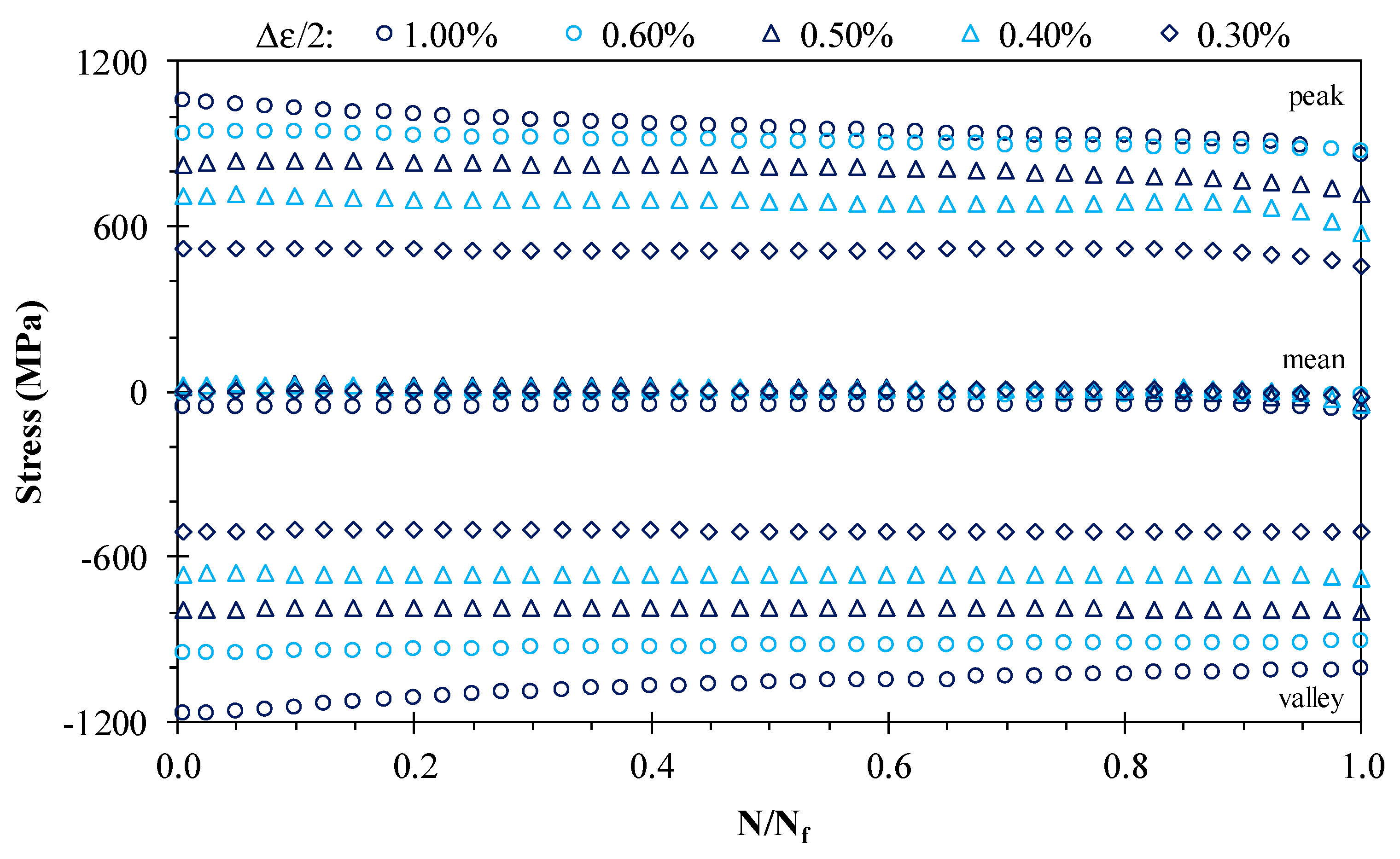
3.2. Cyclic Deformation Behaviour
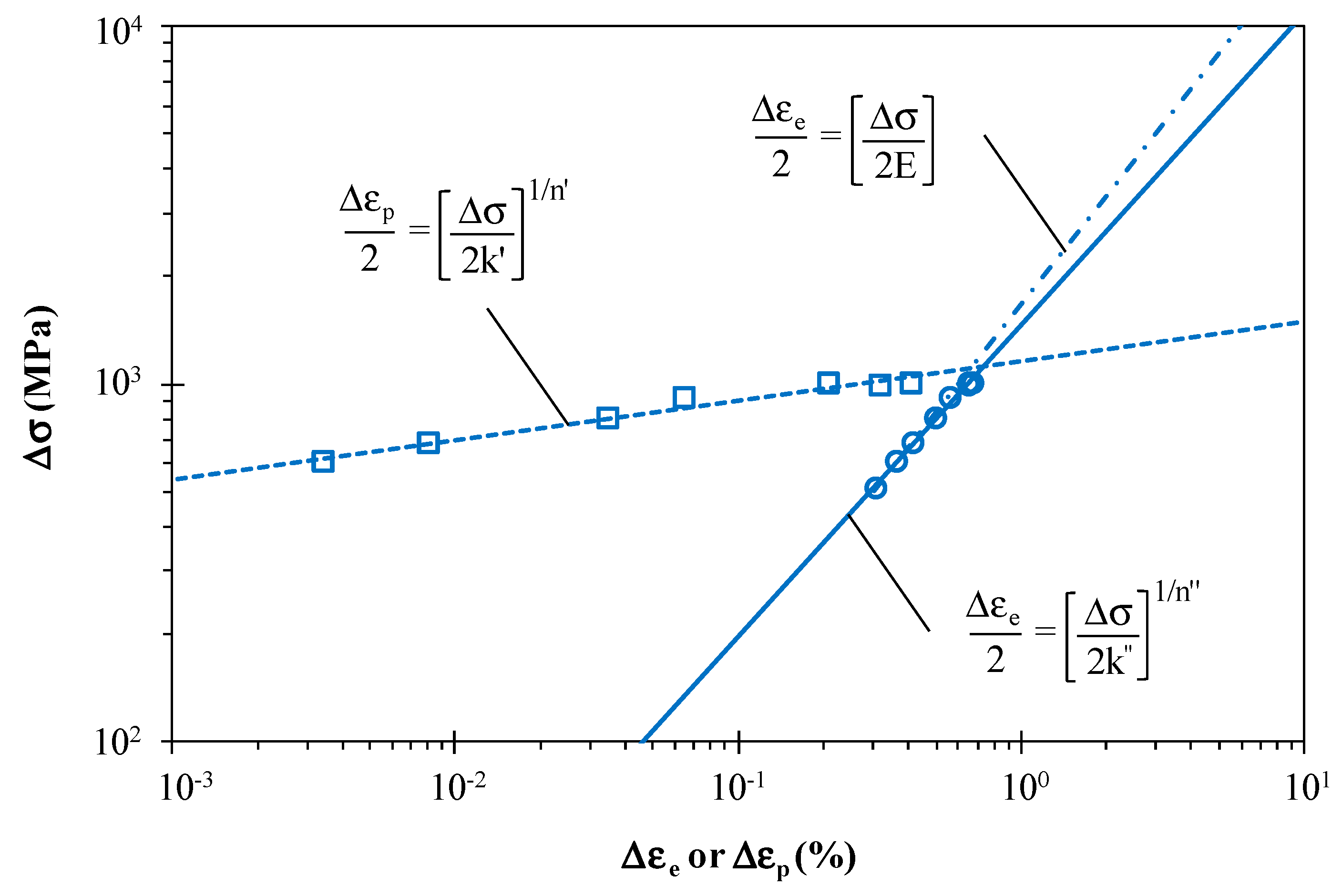
3.3. Cyclic Stress–Strain Response
3.4. Strain–Life Relationship
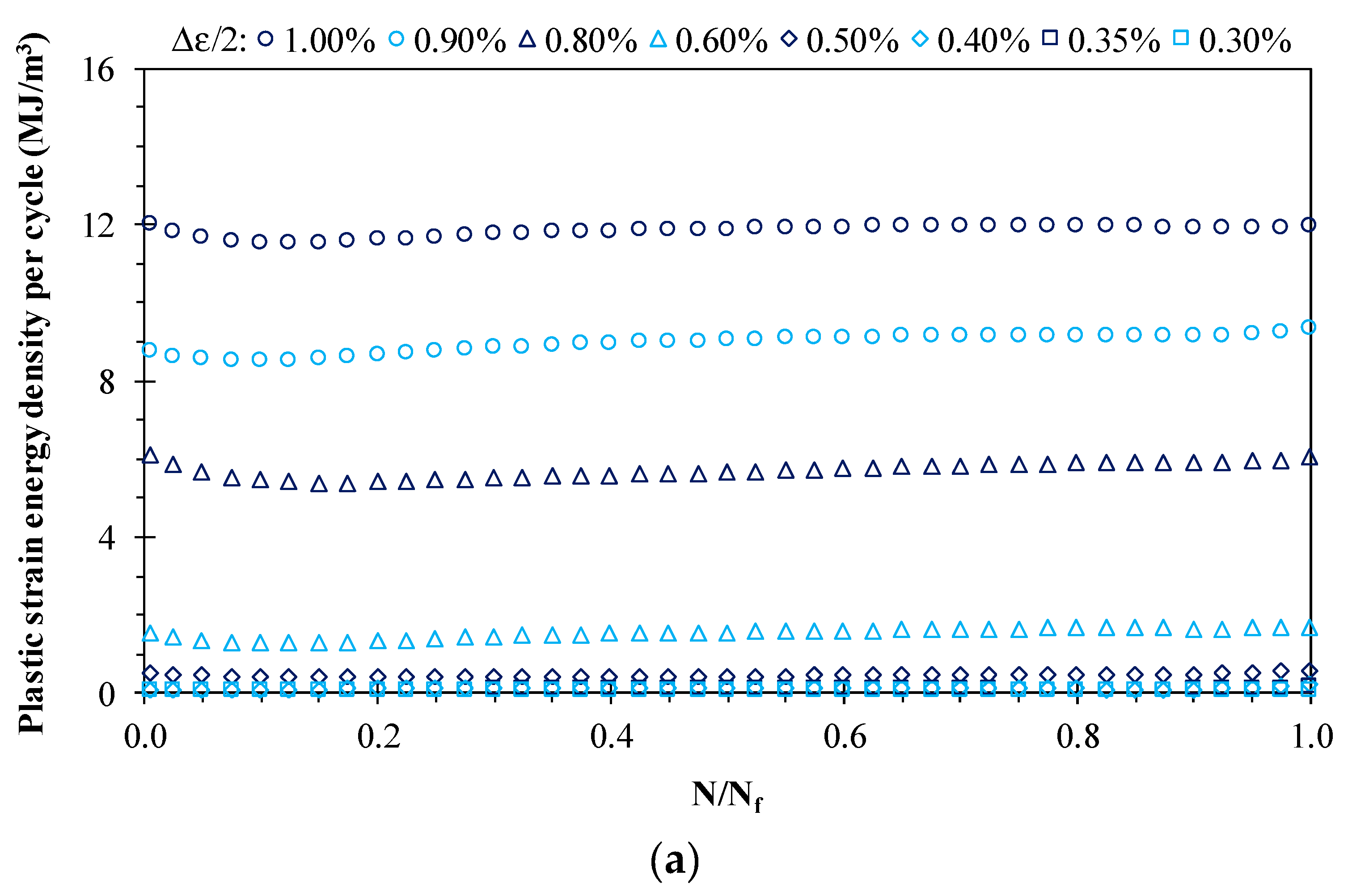
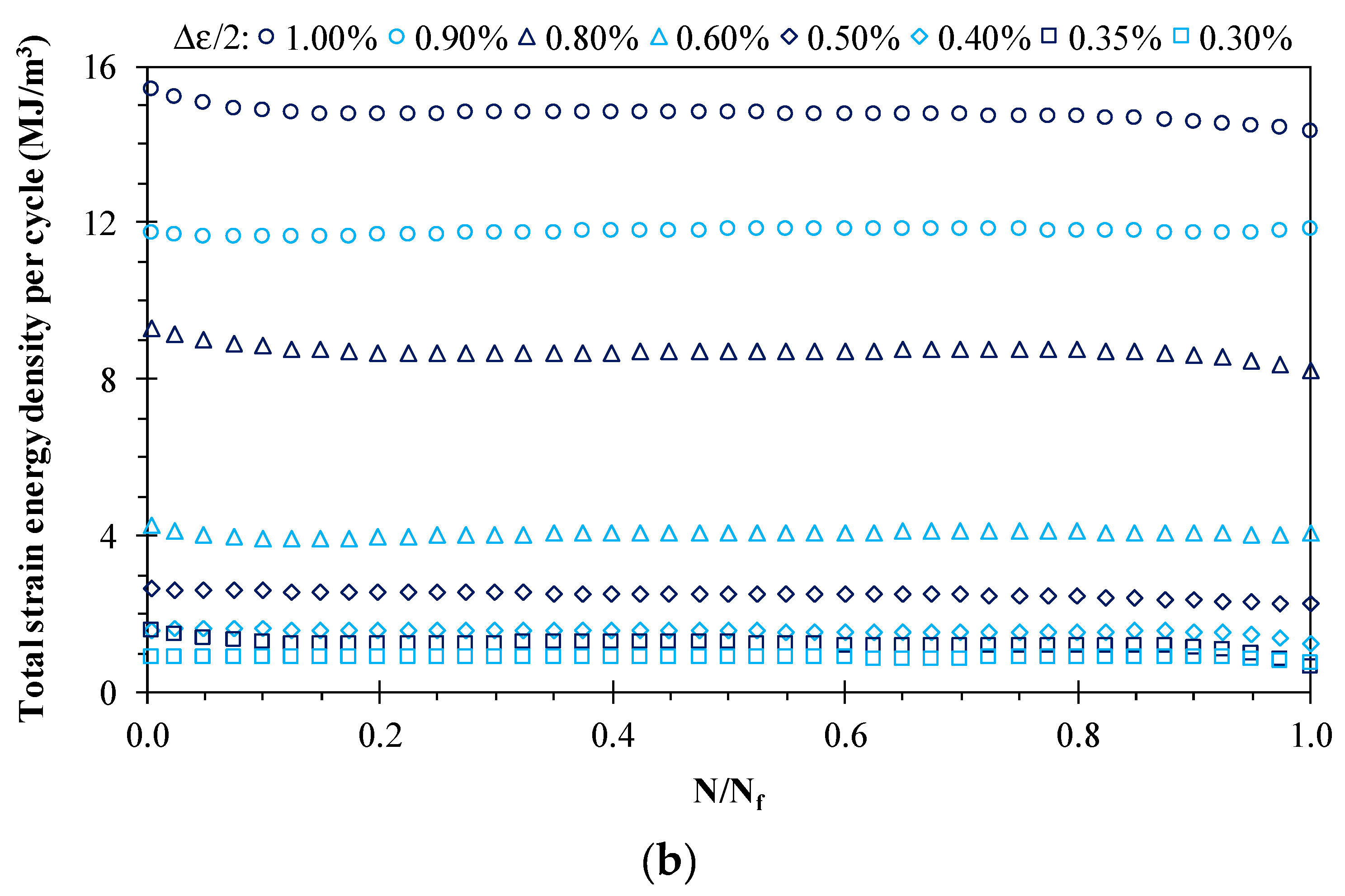
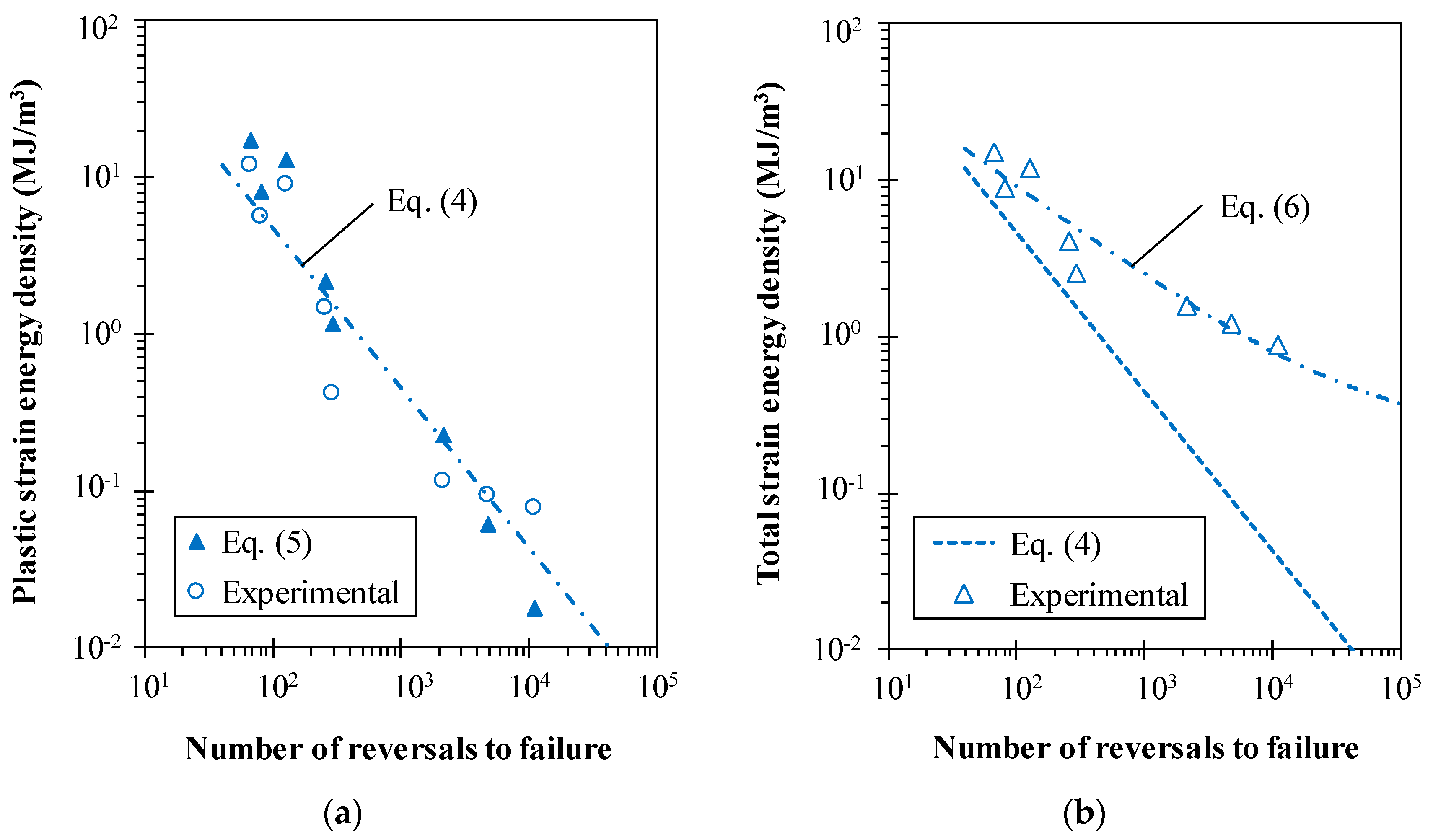
3.5. Energy-Life Relationship
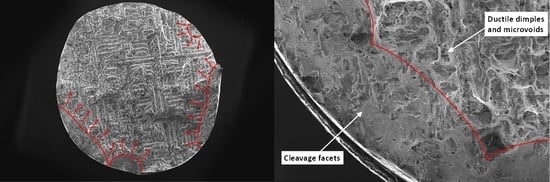
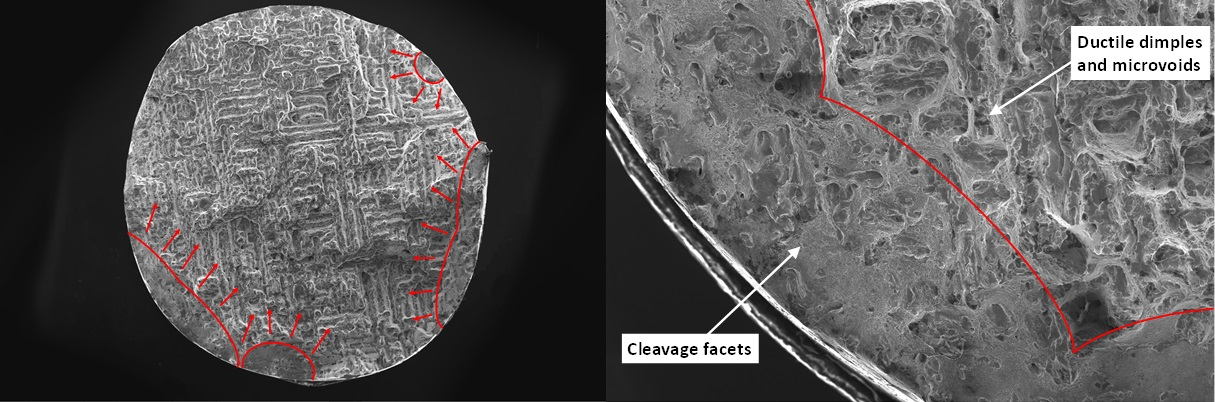
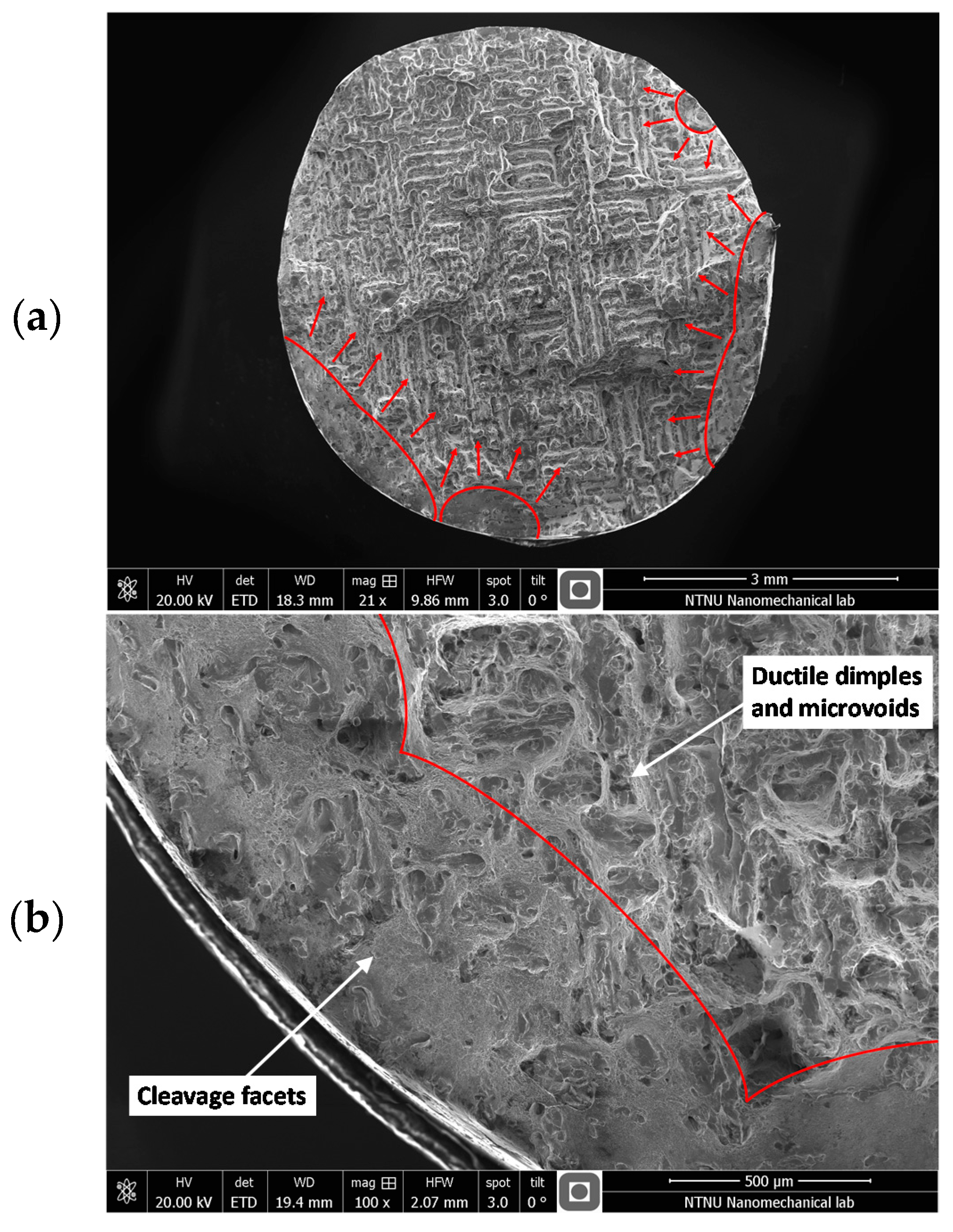
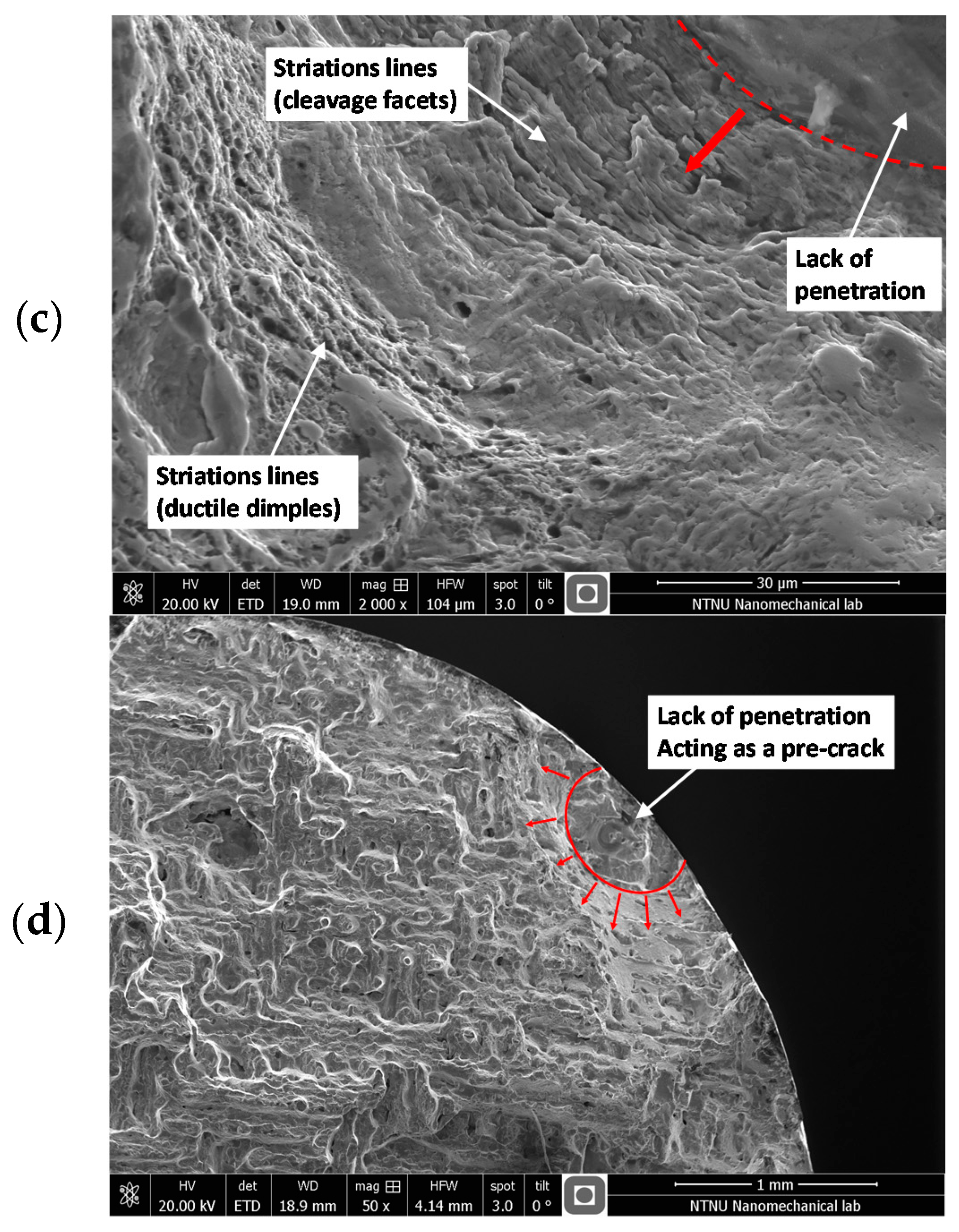
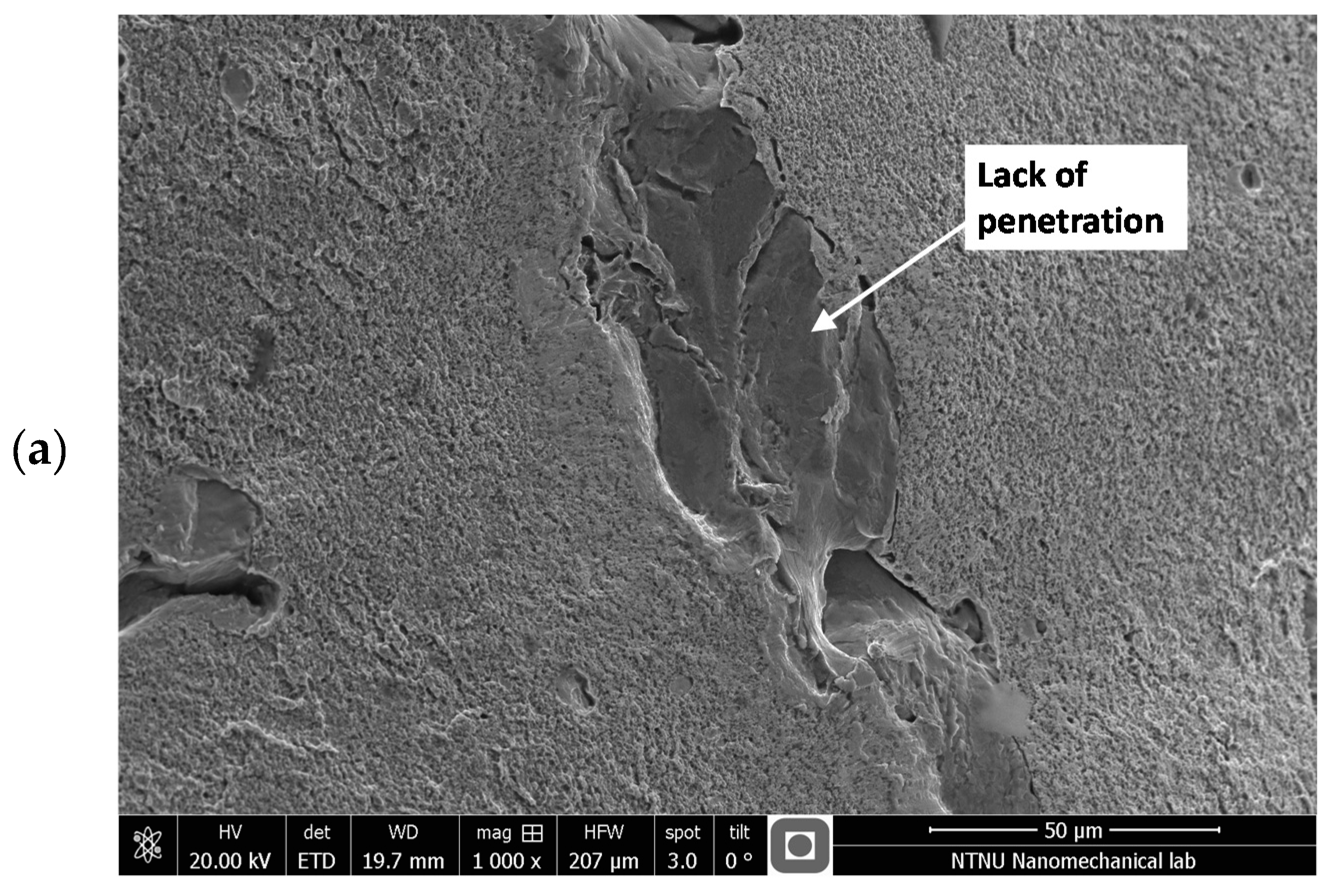
3.6. Analysis of Fracture Surfaces
4. Conclusions
- The microstructure was rather coherent and formed by elongated grains. High level of small porosities, as well as the existence of martensitic needles, was also observed.
- The cyclic stresses response increased in a very short initial stage of about 2–3 cycles; then, it decreased continuously at higher strain amplitudes and remained almost constant at lower strain amplitudes; in a third stage, for life ratios higher than 90%, there was a rapid drop in cyclic stresses.
- The plastic strain energy density per cycle was quite stable over the entire life. Initially, there was a slight softening region of about 10% of the total number of cycles; followed by a saturated region up to 90% of fatigue life; and a third region with small perturbations culminating in fatigue failure.
- The mid-life hysteresis loops, bearing in mind that the saturated regimes are achieved in the early stage of the tests, can be selected as representative of the stable behaviour.
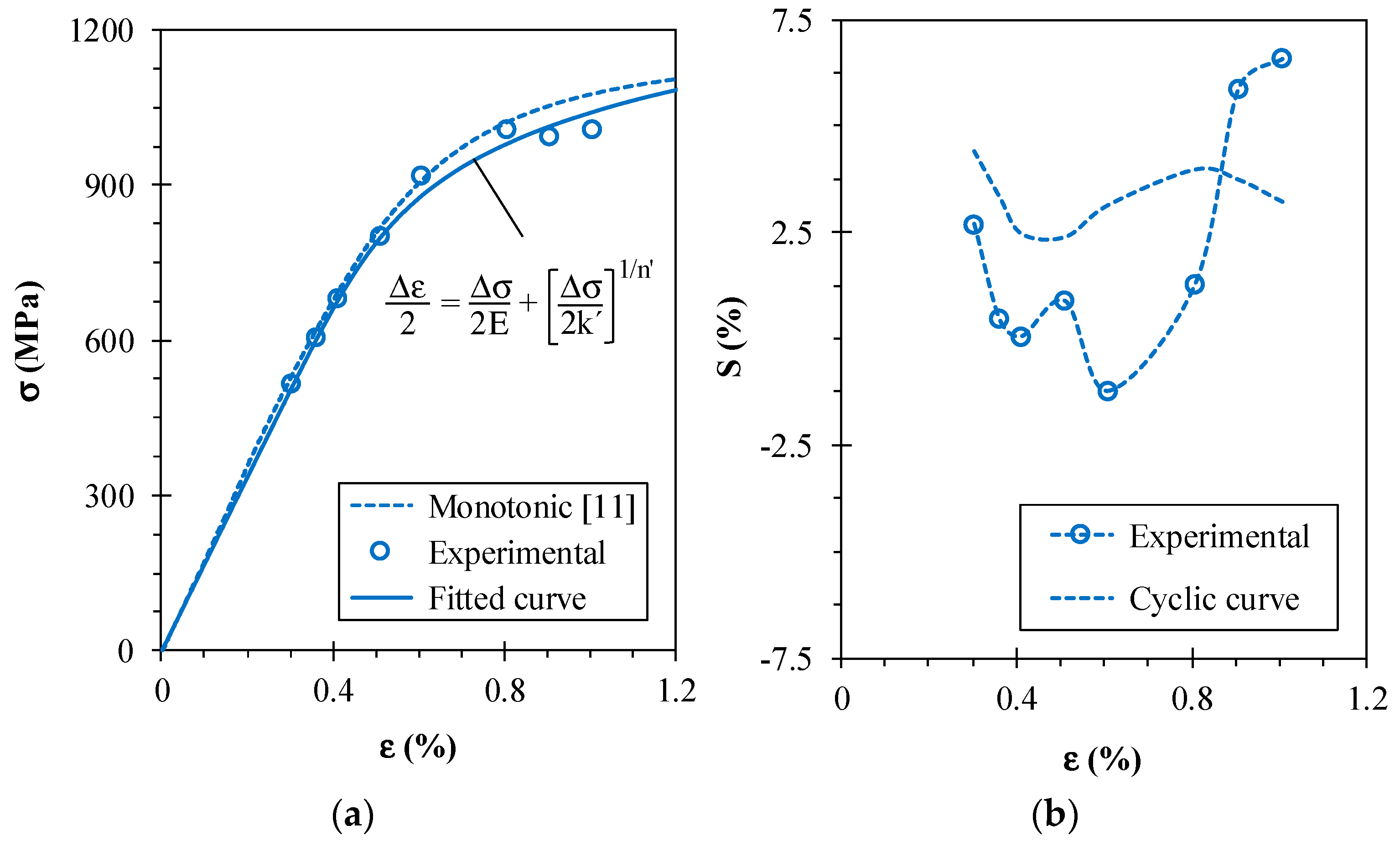
- The degree of softening, evaluated from the maximum stress of the first and the mid-life circuits, was relatively small in the entire strain range studied. In a first stage, at smaller strain amplitudes, the degree of softening decreased; and, in a second stage, for strain amplitudes higher than 0.5%, it increased progressively to the maximum value of about 7%.
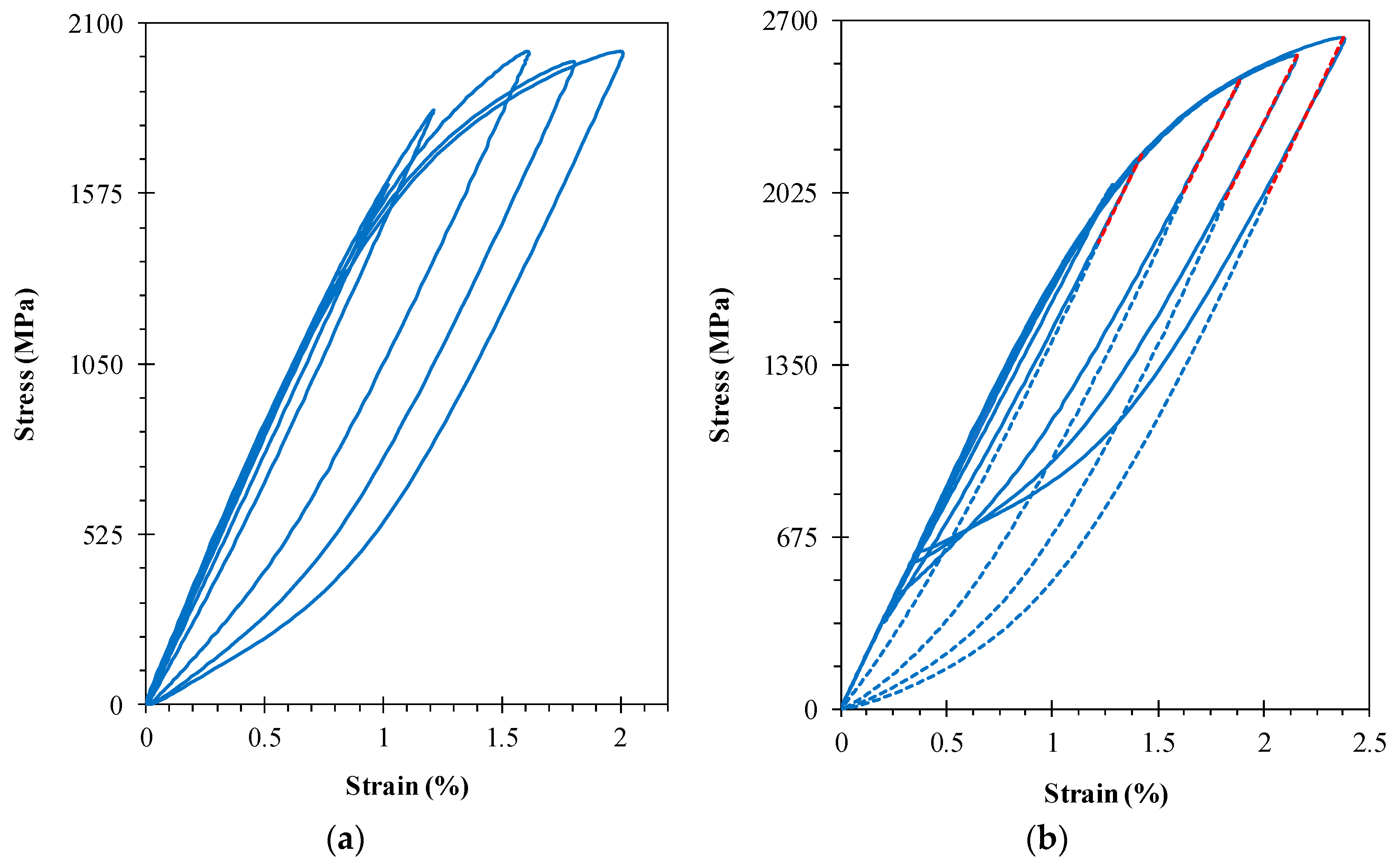
- The material exhibited a non-Masing behaviour which was associated with the changes in the linear region of the stable circuits, possibly caused by the formation of dislocation cells. The areas of the stable loops, for strain amplitudes higher than 0.5%, were about 40–45% of the perfect Masing-type circuits.
- The increase in strain amplitude decreased the unloading modulus. This is evidence of non-linear behaviour in both the elastic and the plastic regimes.
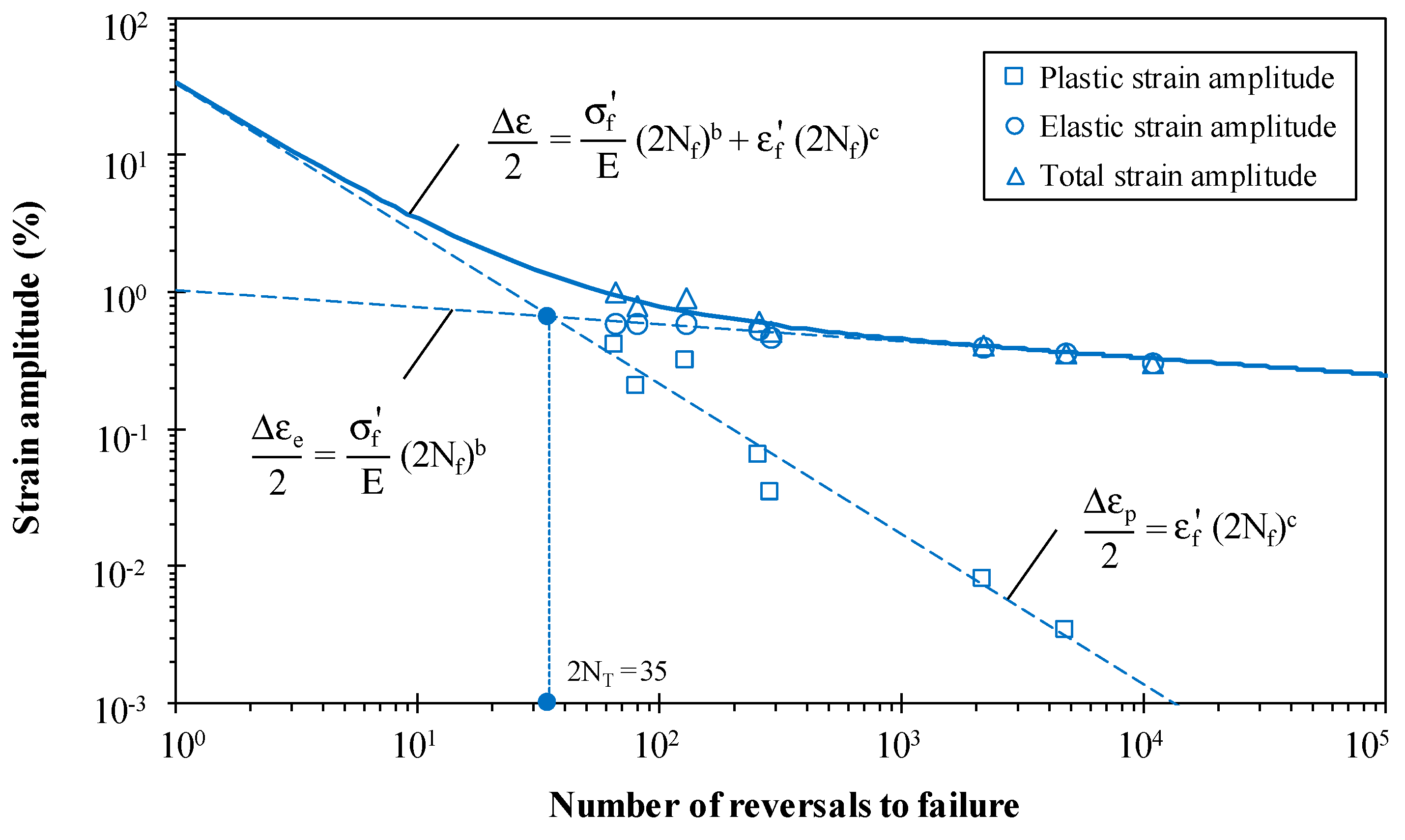
- The very low transition life of about 35 reversals was far below the values of conventional materials with equivalent monotonic mechanical properties, which can be attributed to the combination of high strength and low ductility.
- The plastic strain energy density at mid-life cycle can be satisfactorily related with the number of cycles to failure from a power-law. The total strain energy density, accounted for by the sum of the plastic and the tensile elastic strain energy densities of the mid-life hysteresis loops, is an adequate parameter for both high- and low-cycle fatigue regimes.
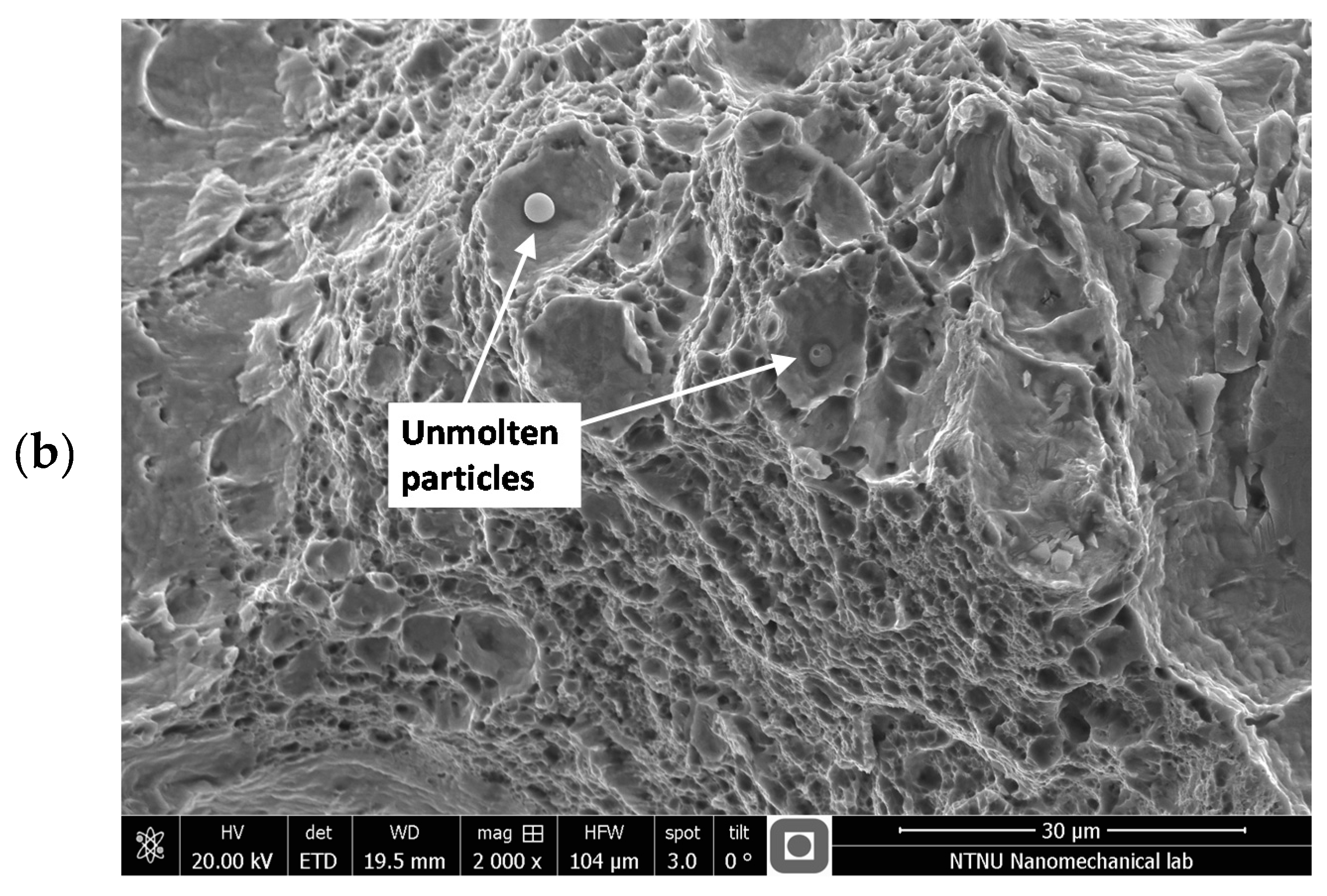
- SEM analysis revealed that the fatigue crack nucleated from the surface and defects within the material. The presence of an unmolten area in the material led to a predominant brittle fracture mechanism in all the tested samples. Crack initiation was dominated by cleavage facets which was followed by ductile dimples and microvoids due to crack extension to the inner part of cross section.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Santos, E.C.; Shiomi, M.; Osakada, K.; Laoui, T. Rapid manufacturing of metal components by laser forming. Int. J. Mach. Tools Manuf. 2006, 46, 1459–1468. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Bertrand, P.; Smurov, I. Parametric analysis of the selective laser melting process. Appl. Surf. Sci. 2007, 253, 8064–8069. [Google Scholar] [CrossRef]
- Abe, F.; Osakada, K.; Shiomi, M.; Uematsu, K.; Matsumoto, M. The manufacturing of hard tools from metallic powders by selective laser melting. J. Mater. Process. Technol. 2001, 111, 210–213. [Google Scholar] [CrossRef]
- Wang, Y.; Bergstrom, J.; Burman, C. Four-point bending fatigue behaviour of an iron-based laser sintered material. Int. J. Fatigue 2006, 28, 1705–1715. [Google Scholar] [CrossRef]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H.; Maier, H. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Sehrt, J.; Witt, G. Dynamic strength and fracture toughness analysis of beam melted parts. In Proceedings of the 36th International MATADOR Conference, Manchester, UK, 5–7 July 2010; pp. 385–388. [Google Scholar]
- Croccolo, D.; de Agostinis, M.; Fini, S.; Olmi, G.; Vranic, A.; Ciric-Kostic, S. Influence of the build orientation on the fatigue strength of EOS maraging steel produced by additive metal machine. Fatigue Fract. Eng. Mater. Struct. 2016, 39, 637–647. [Google Scholar] [CrossRef]
- Stoffregen, H.; Butterweck, K.; Abele, E. Fatigue analysis in selective laser melting: Review and investigation of thin-walled actuator housings. In Proceedings of the 25th Solid Freeform Fabrication Symposium, Austin, TX, USA, 4–6 August 2014. [Google Scholar]
- Spierings, A.B.; Starr, T.L.; Wegener, K. Fatigue performance of additive manufactured metallic parts. Rapid Prototyp. J. 2013, 19, 88–94. [Google Scholar] [CrossRef]
- Kasperovich, G.; Hausmann, J. Improvement of fatigue resistance and ductility of TiAl6V4 processed by selective laser melting. J. Mater. Process. Technol. 2015, 220, 202–214. [Google Scholar] [CrossRef]
- Santos, L.M.S.; Ferreira, J.A.M.; Jesus, J.S.; Costa, J.M.; Capela, C. Fatigue behaviour of selective laser melting steel components. Theor. Appl. Fract. Mech. 2016, 85, 9–15. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.; Elwany, A.; Bian, L. Effects of building orientation and heat treatment on fatigue behavior of selective laser melted 17-4 PH stainless steel. Int. J. Fatigue 2017, 94, 218–235. [Google Scholar] [CrossRef]
- Walker, K.F.; Liu, Q.; Brandt, M. Evaluation of fatigue crack propagation behaviour in Ti-6Al-4V manufactured by selective laser melting. Int. J. Fatigue 2017, 104, 302–308. [Google Scholar] [CrossRef]
- Razavi, S.M.J.; Ferro, P.; Berto, F. Fatigue assessment of Ti-6Al-4V circular notched specimens produced by selective laser melting. Metals 2017, 7, 291. [Google Scholar] [CrossRef]
- Razavi, S.M.J.; Ferro, P.; Berto, F.; Torgersen, J. Fatigue strength of blunt V-notched specimens produced by selective laser melting of Ti-6Al-4V. Theor. Appl. Fract. Mech. 2017, in press. [Google Scholar] [CrossRef]
- Socie, D.; Marquis, G. Multiaxial Fatigue; Society of Automotive Engineers: Warrendale, PA, USA, 2000. [Google Scholar]
- Smith, R.; Hirschberg, M.; Manson, S. Fatigue Behaviour of Materials under Strain Cycling in Low and Intermediate Life Range; NACA TN D-1574; National Advisory Committee for Aeronautics: Kitty Hawk, NC, USA, 1963. [Google Scholar]
- Raouf, H.A.; Topper, T.H.; Plumtree, A. Cyclically plasticity and masing behaviour in metals and alloys. In Proceedings of the 4th International Conference of Fracture (ICF4), Waterloo, ON, Canada, 19–24 June 1977. [Google Scholar]
- Morrow, J. Cyclic plastic strain energy and fatigue of metals. In International Friction, Damping and Cyclic Plasticity; ASTM STP 378; American Society for Testing and Materials: Philadelphia, PA, USA, 1965; pp. 45–87. [Google Scholar]
- Ellyin, F. Fatigue Damage, Crack Growth and Life Prediction, 1st ed.; Chapman & Hall: London, UK, 1997; ISBN 0-412-59600-8. [Google Scholar]
- Kujawski, D.; Ellyin, F. The effect of cyclic loading on the slope of the stress-strain immediately upon load reversal. Res. Mech. 1987, 22, 295–299. [Google Scholar]
- Branco, R.; Costa, J.D.; Antunes, F.V.; Perdigão, S. Monotonic and cyclic behaviour of DIN 34CrNiMo6 martensitic steel. Metals 2016, 6, 98. [Google Scholar] [CrossRef]
- Branco, R.; Costa, J.D.; Antunes, F.V. Low-cycle fatigue behaviour of 34CrNiMo6 high strength steel. Theor. Appl. Fract. Mech. 2012, 58, 28–34. [Google Scholar] [CrossRef]
- Lefebvre, D.; Ellyin, F. Cyclic response and inelastic strain energy in low cycle fatigue. Int. J. Fatigue 1984, 6, 9–15. [Google Scholar] [CrossRef]
- Branco, R.; Costa, J.D.; Berto, F.; Antunes, F.V. Fatigue life assessment of notched round bars under multiaxial loading based on the total strain energy density approach. Theor. Appl. Fract. Mech. 2017, in press. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Ni | Mn | Co | Mo | Ti | Al | Cr | P | Si | Mn | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.01 | 18.2 | 0.65 | 9.0 | 5.0 | 0.6 | 0.05 | 0.3 | 0.01 | 0.1 | 0.04 | balance |
| Porosity (%) | Density (g/m3) | Hardness (HV1) | Young’s Modulus (GPa) | Tensile Strength (MPa) | Yield Strength (MPa) | Strain at Failure (%) |
|---|---|---|---|---|---|---|
| 0.74 ± 0.09 | 7.42 | 354 ± 5 | 168 ± 29 | 1147 ± 13 | 910 ± 11 | 5.12 ± 0.001 |
| Specimen Reference | Total Strain Amplitude, Δε/2 (%) | Elastic Strain Amplitude, Δεe/2 (%) | Plastic Strain Amplitude, Δεp/2 (%) | Stress Amplitude, Δσ/2 (MPa) | Plastic Strain Energy Density, ΔWp (MJ/m3) | Total Strain Energy Density, ΔWT (MJ/m3) | Number of Cycles to Failure, Nf |
|---|---|---|---|---|---|---|---|
| D100 | 1.005 | 0.5975 | 0.4077 | 1005.0 | 11.920 | 14.803 | 33 |
| D090 | 0.905 | 0.5891 | 0.3163 | 990.8 | 8.992 | 11.743 | 64 |
| D080 | 0.807 | 0.5984 | 0.2087 | 1006.5 | 5.663 | 8.703 | 40 |
| D060 | 0.609 | 0.5442 | 0.0644 | 915.3 | 1.478 | 3.988 | 129 |
| D050 | 0.511 | 0.4764 | 0.0349 | 801.3 | 0.420 | 2.501 | 145 |
| D040 | 0.411 | 0.4035 | 0.0080 | 678.7 | 0.115 | 1.561 | 1087 |
| D035 | 0.362 | 0.3584 | 0.0034 | 602.8 | 0.094 | 1.205 | 2399 |
| D030 | 0.304 | 0.3050 | 0.0012 | 512.9 | 0.078 | 0.863 | 5441 |
| k′ (MPa) | n′ | k″ (MPa) | n″ |
|---|---|---|---|
| 1921.21 | 0.1100 | 80,146 | 0.8706 |
| (MPa) | b | c | |
|---|---|---|---|
| 1798.73 | −0.1311 | 0.32784 | −1.0941 |
| κp (MJ/m3) | αp | κt (MJ/m3) | αt | (MJ/m3) |
|---|---|---|---|---|
| 513.400 | −1.0196 | 140.667 | 0.5974 | 0.2287 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Branco, R.; Costa, J.D.M.; Berto, F.; Razavi, S.M.J.; Ferreira, J.A.M.; Capela, C.; Santos, L.; Antunes, F. Low-Cycle Fatigue Behaviour of AISI 18Ni300 Maraging Steel Produced by Selective Laser Melting. Metals 2018, 8, 32. https://doi.org/10.3390/met8010032
Branco R, Costa JDM, Berto F, Razavi SMJ, Ferreira JAM, Capela C, Santos L, Antunes F. Low-Cycle Fatigue Behaviour of AISI 18Ni300 Maraging Steel Produced by Selective Laser Melting. Metals. 2018; 8(1):32. https://doi.org/10.3390/met8010032
Chicago/Turabian StyleBranco, Ricardo, José D. M. Costa, Filippo Berto, Seyed Mohammad Javad Razavi, José A. Martins Ferreira, Carlos Capela, Luís Santos, and Fernando Antunes. 2018. "Low-Cycle Fatigue Behaviour of AISI 18Ni300 Maraging Steel Produced by Selective Laser Melting" Metals 8, no. 1: 32. https://doi.org/10.3390/met8010032
APA StyleBranco, R., Costa, J. D. M., Berto, F., Razavi, S. M. J., Ferreira, J. A. M., Capela, C., Santos, L., & Antunes, F. (2018). Low-Cycle Fatigue Behaviour of AISI 18Ni300 Maraging Steel Produced by Selective Laser Melting. Metals, 8(1), 32. https://doi.org/10.3390/met8010032