Microstructure and Tensile-Shear Properties of Resistance Spot-Welded Medium Mn Steel

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
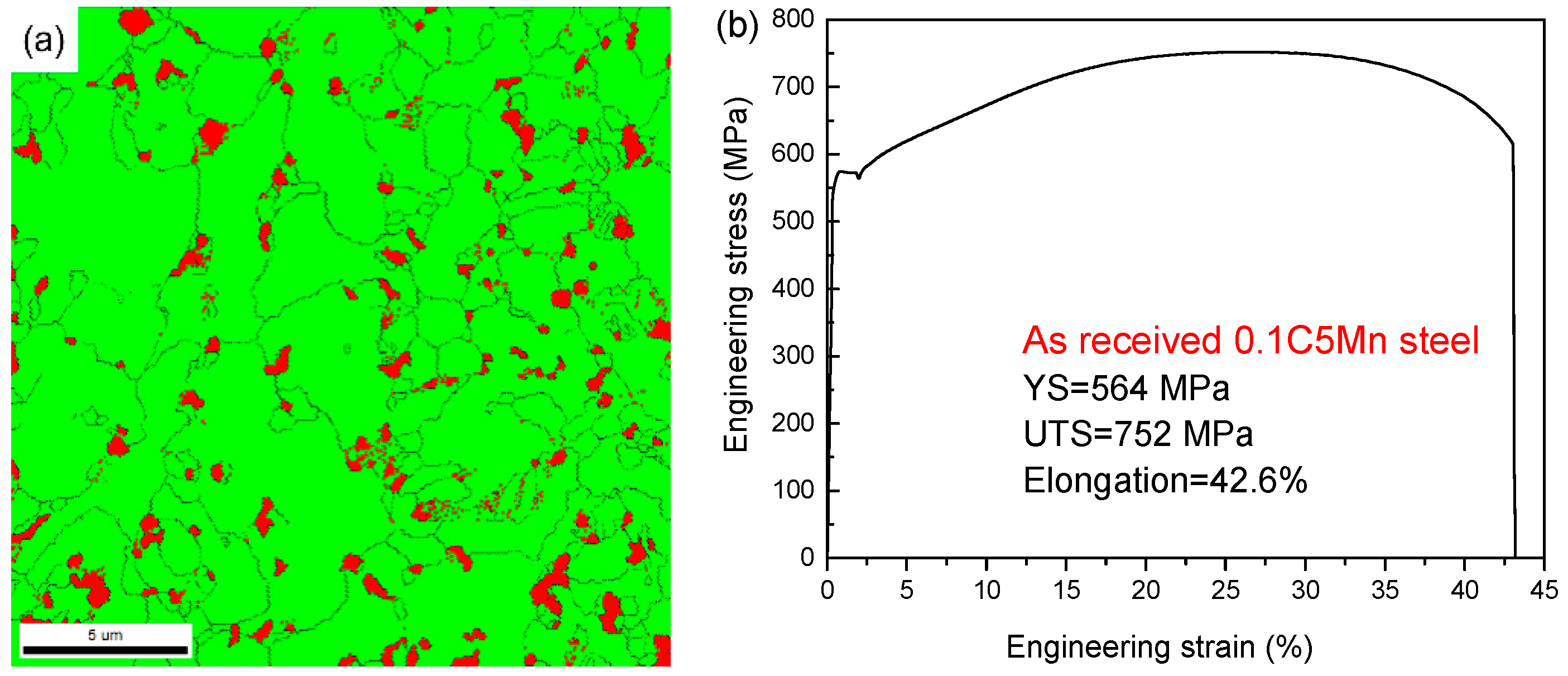
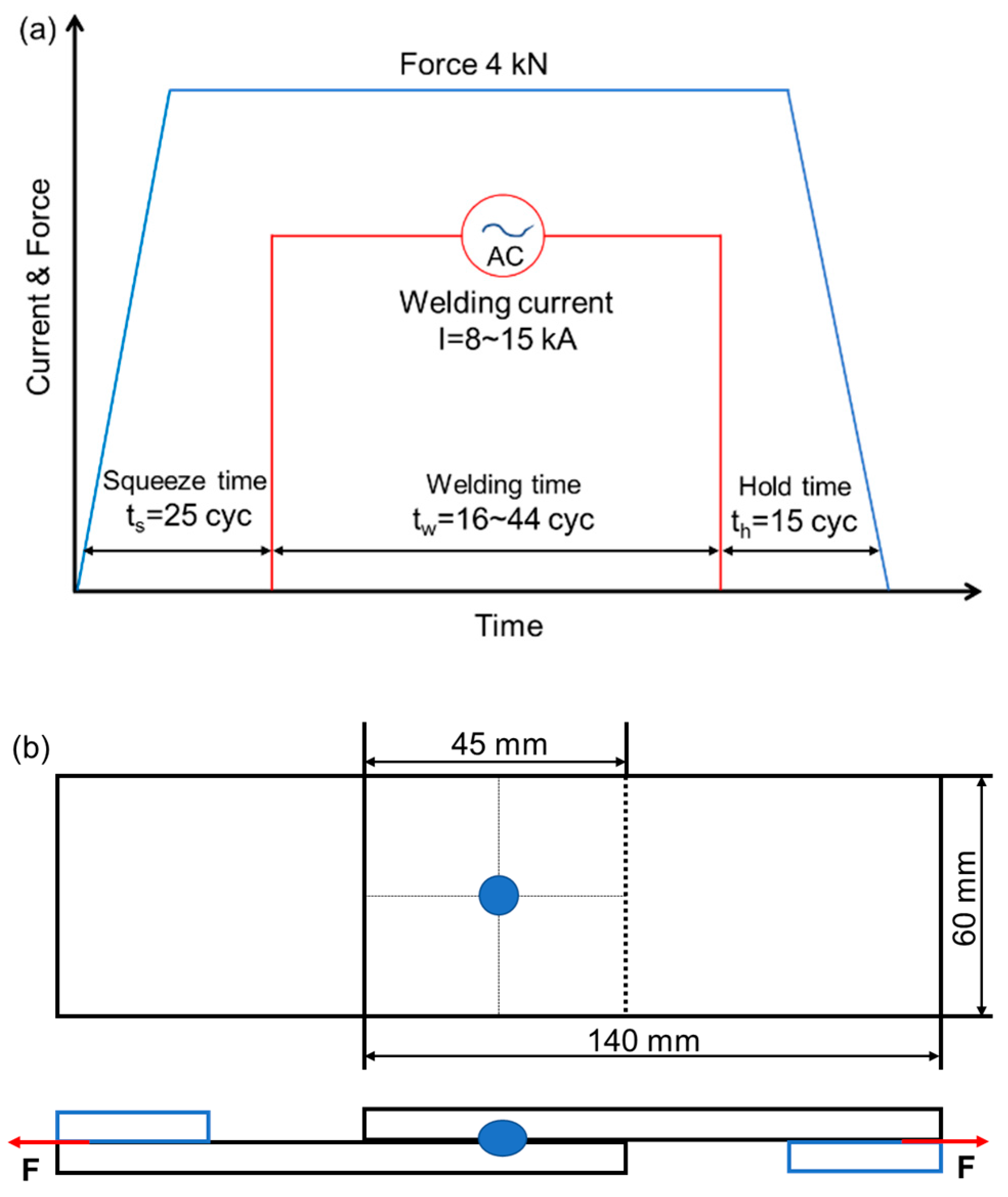
2. Materials and Methods
3. Results and Discussion
3.1. Effect of Welding Parameters on Nugget Size and Tensile-Shear Properties
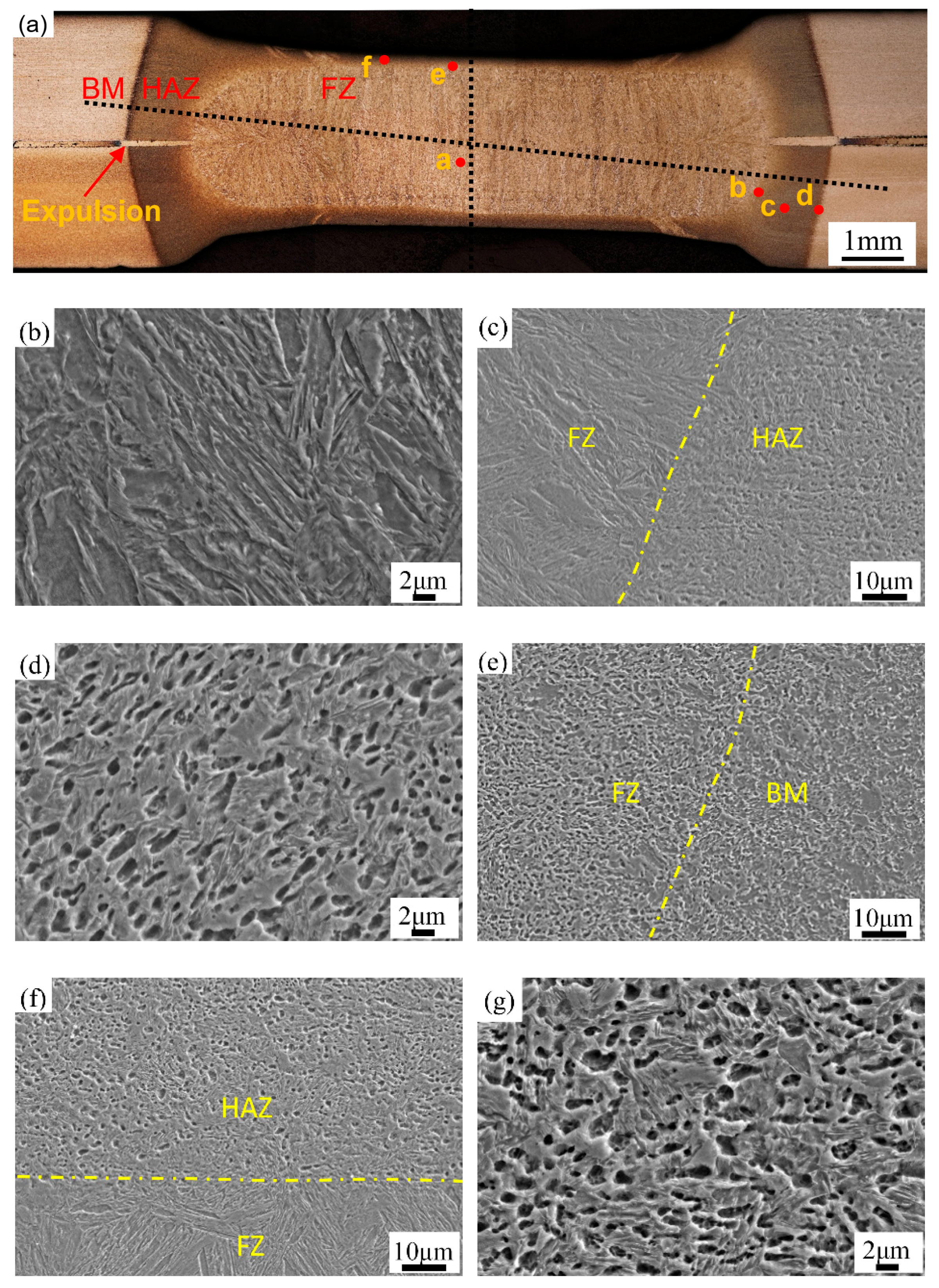
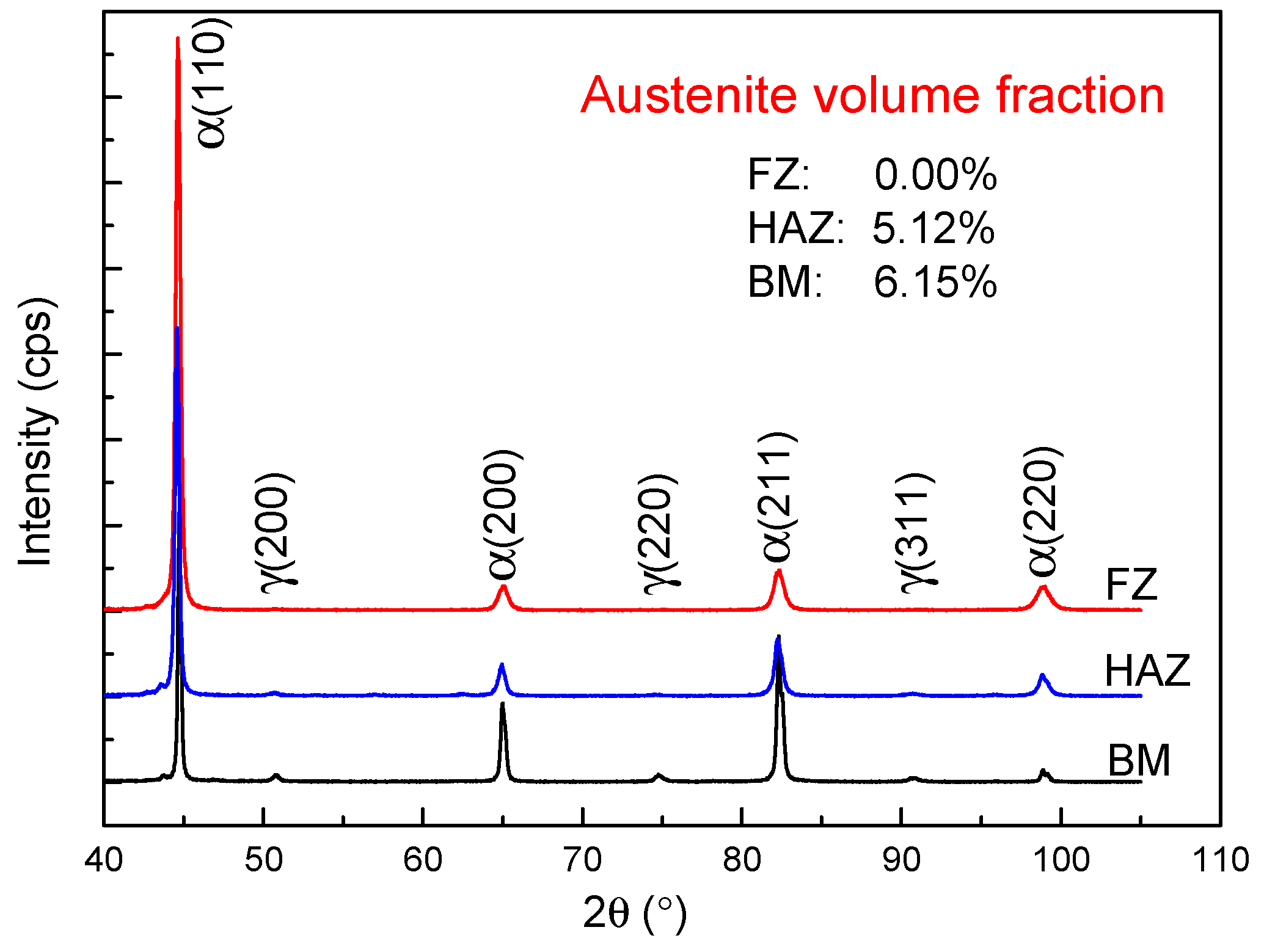
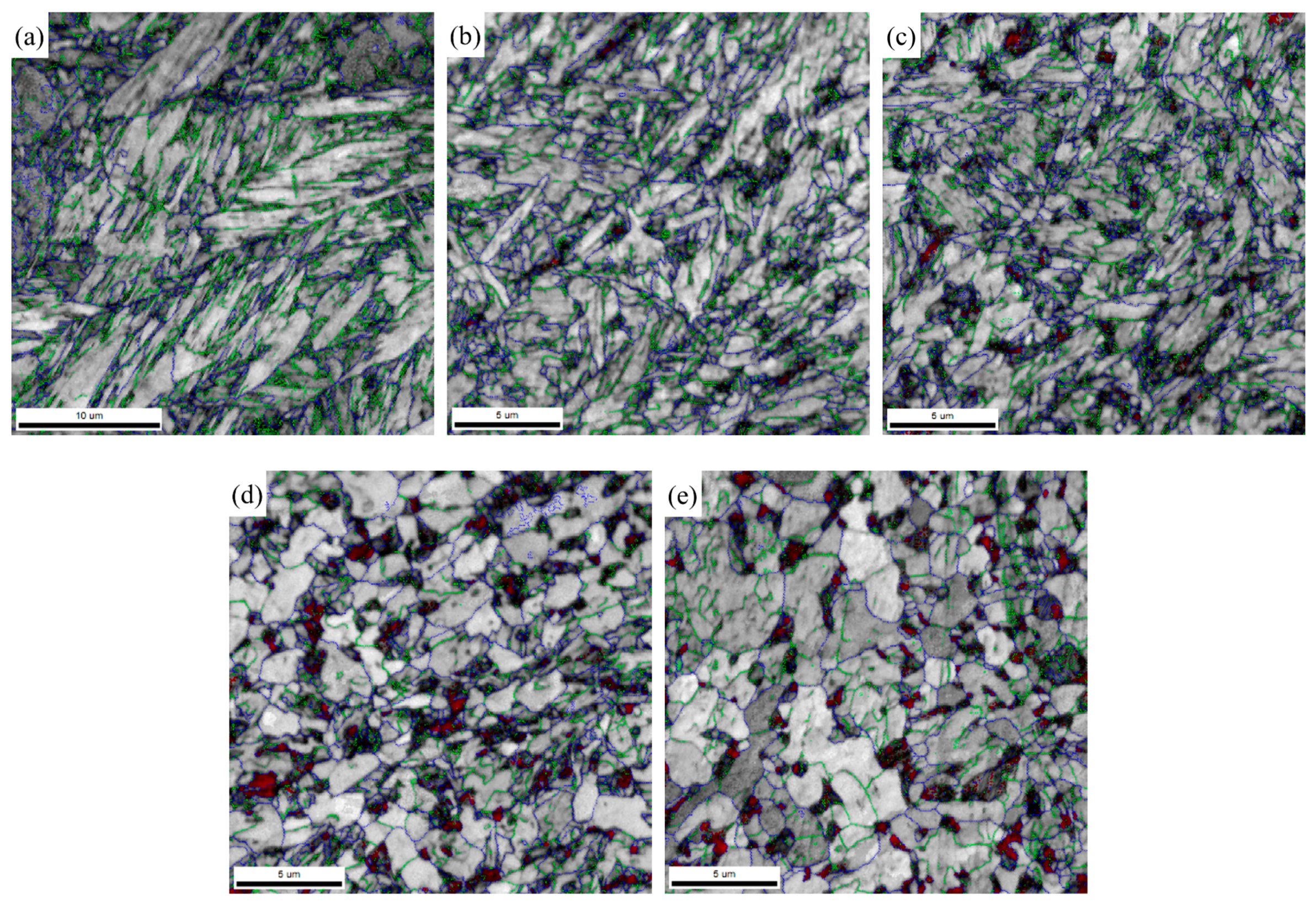
3.2. Microstructure Evolution
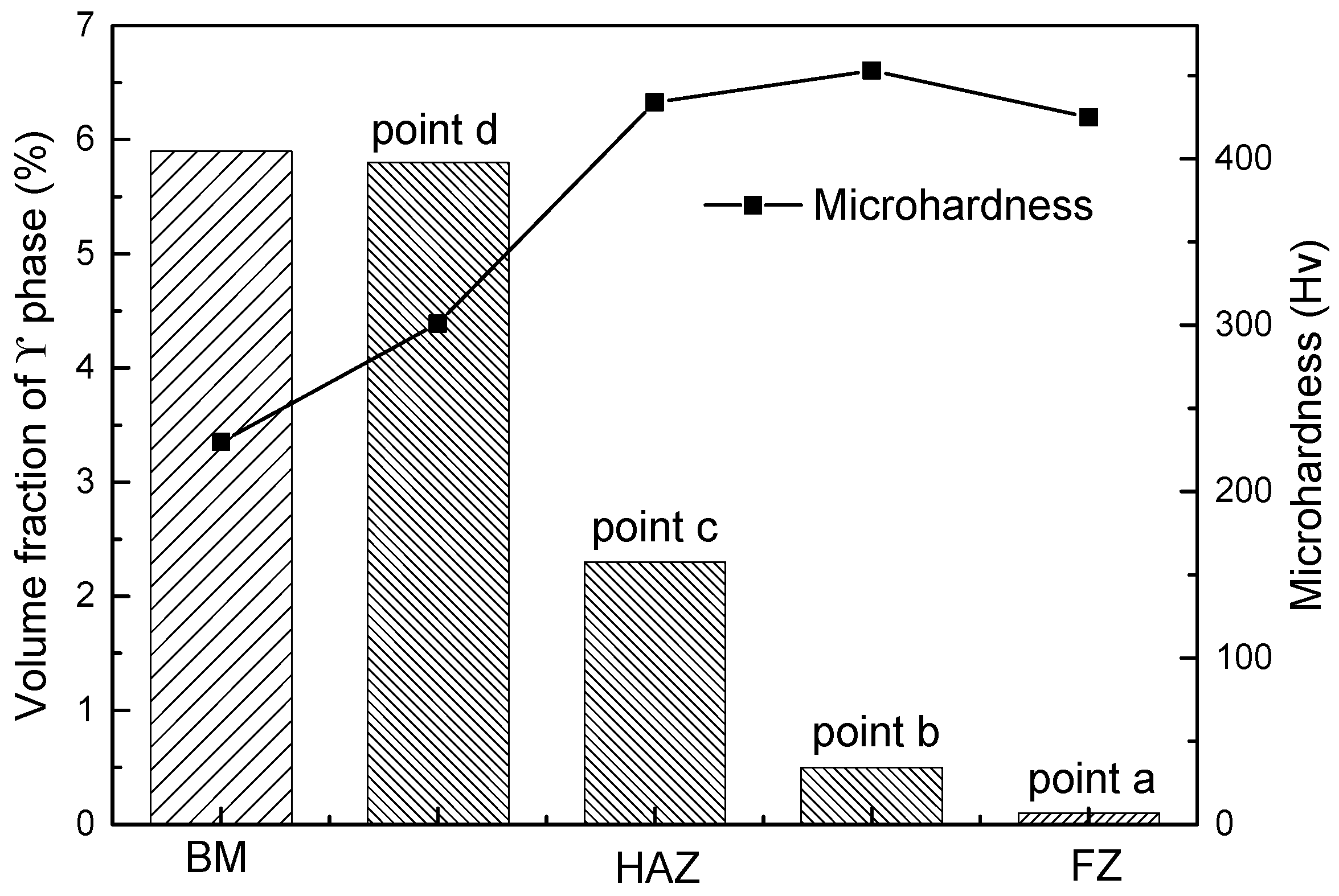
3.3. Microhardness Distribution
3.4. Failure Mode and Fracture Mechanism
4. Conclusions
- (1)
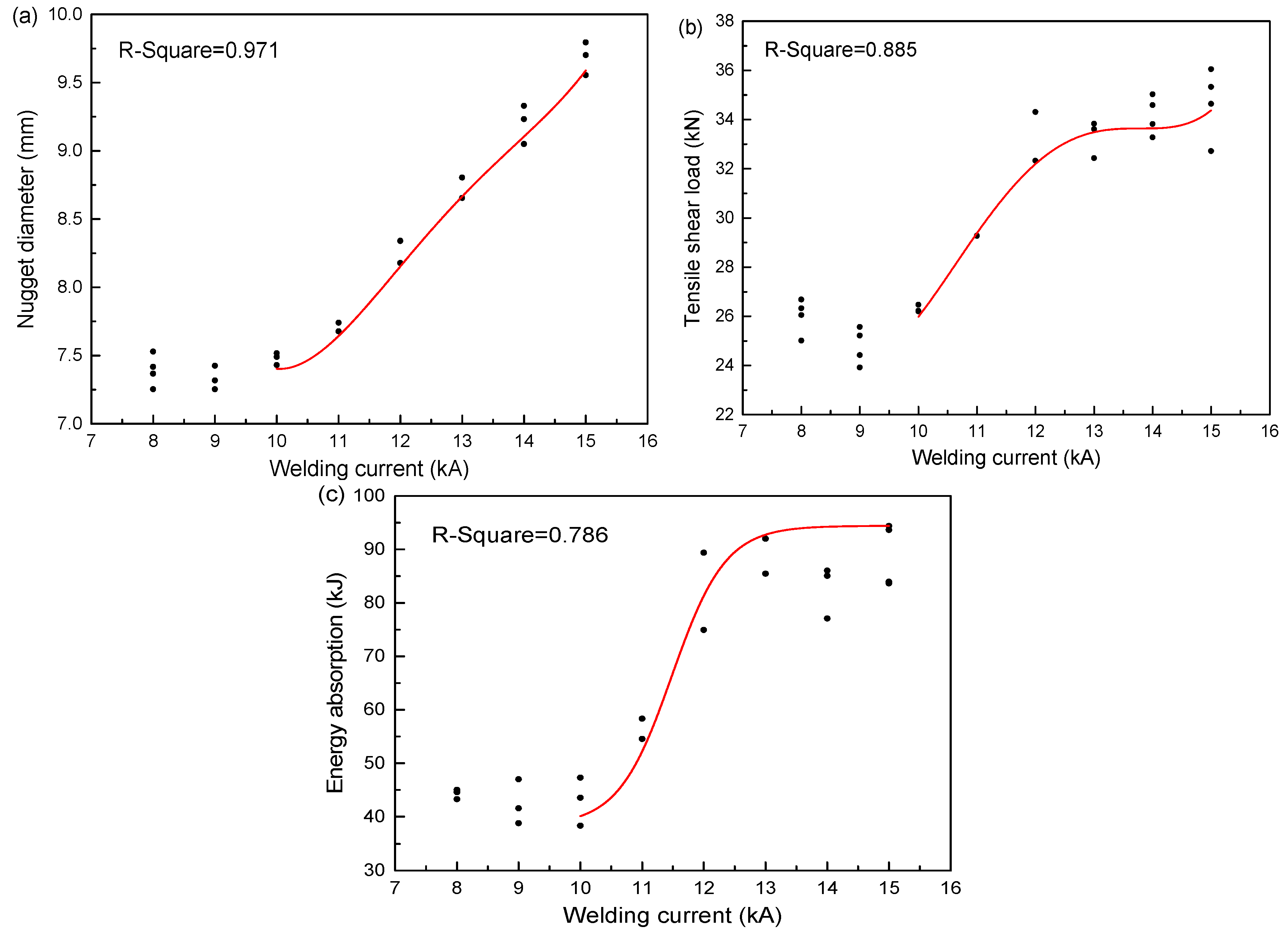
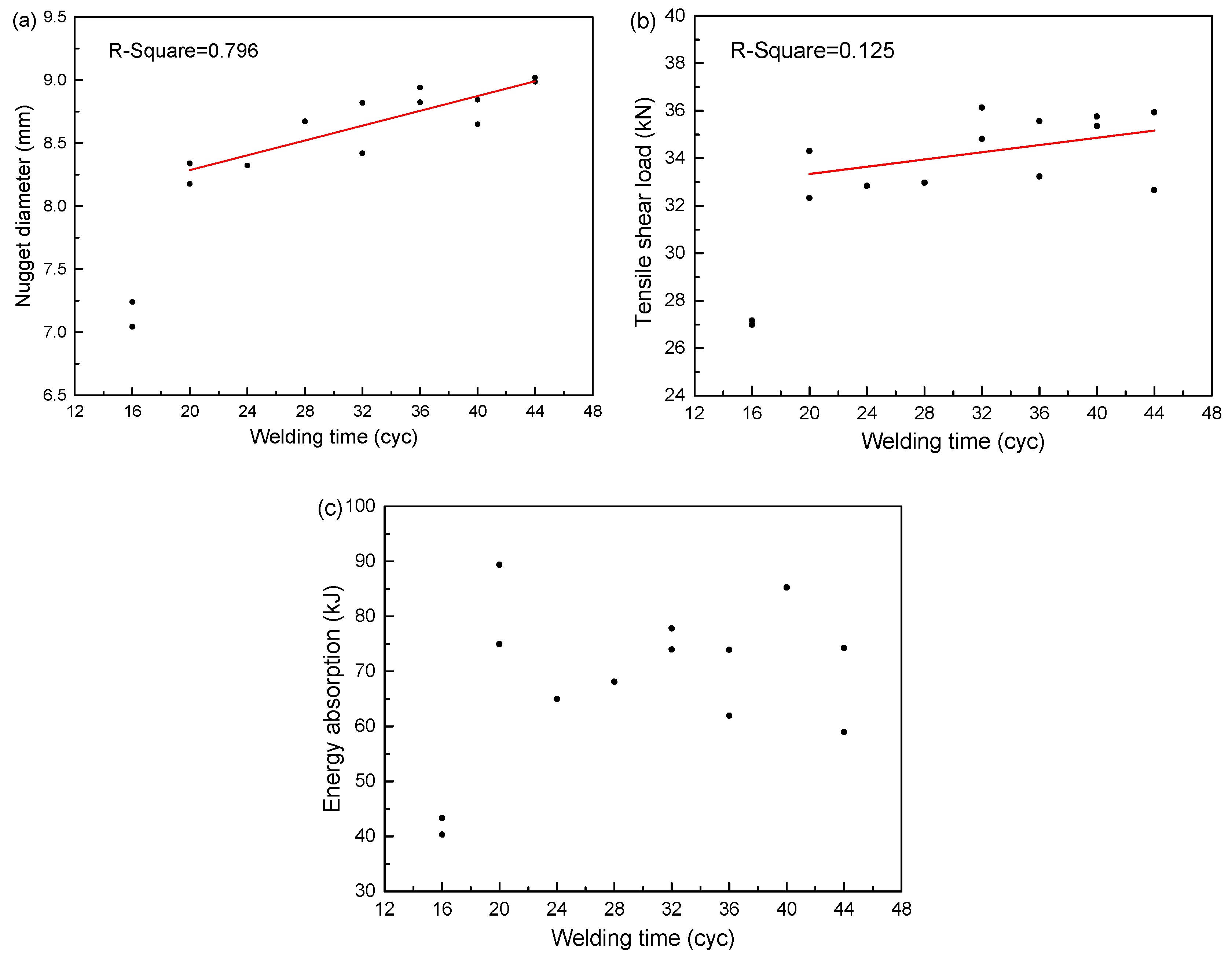
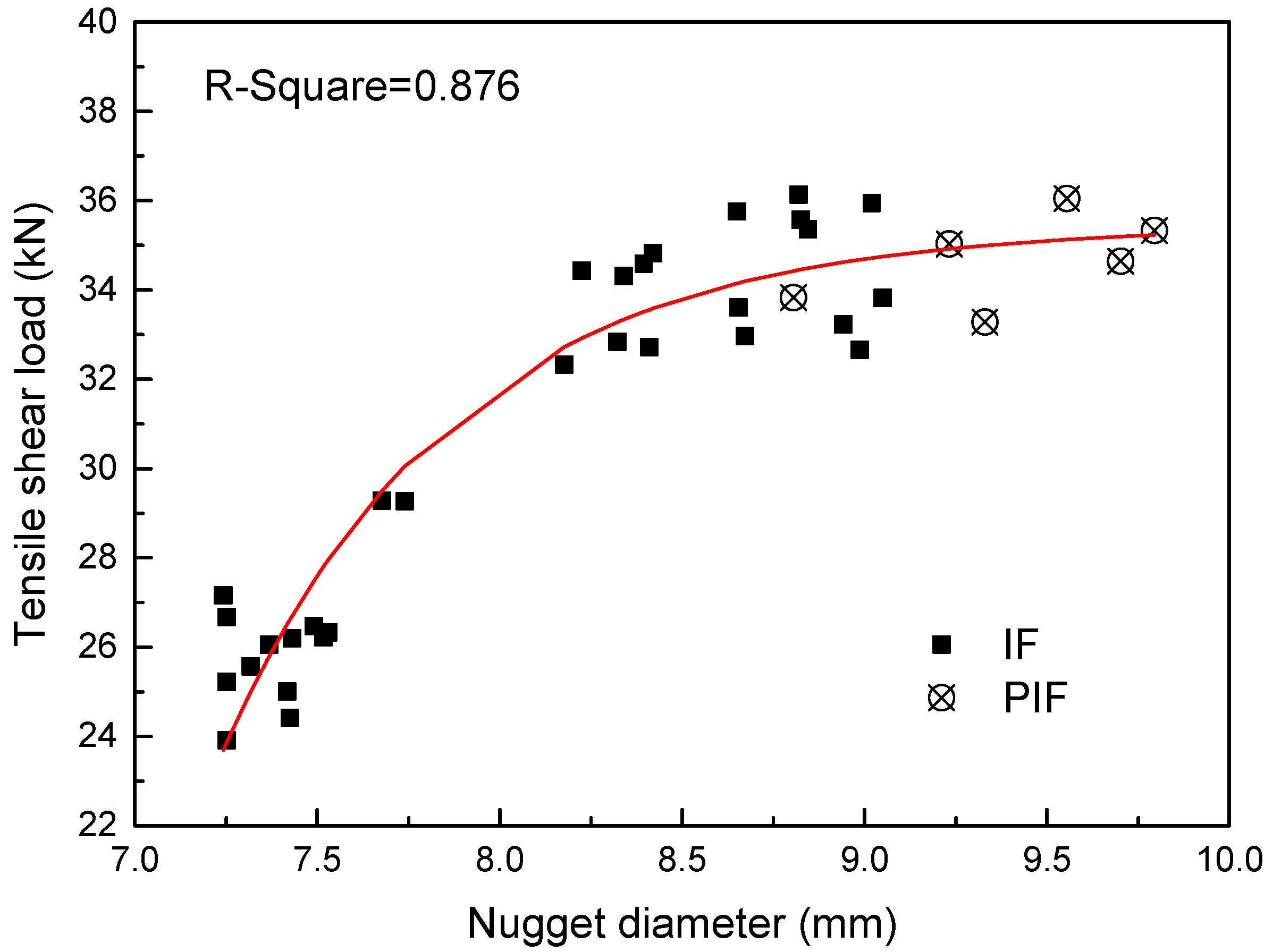
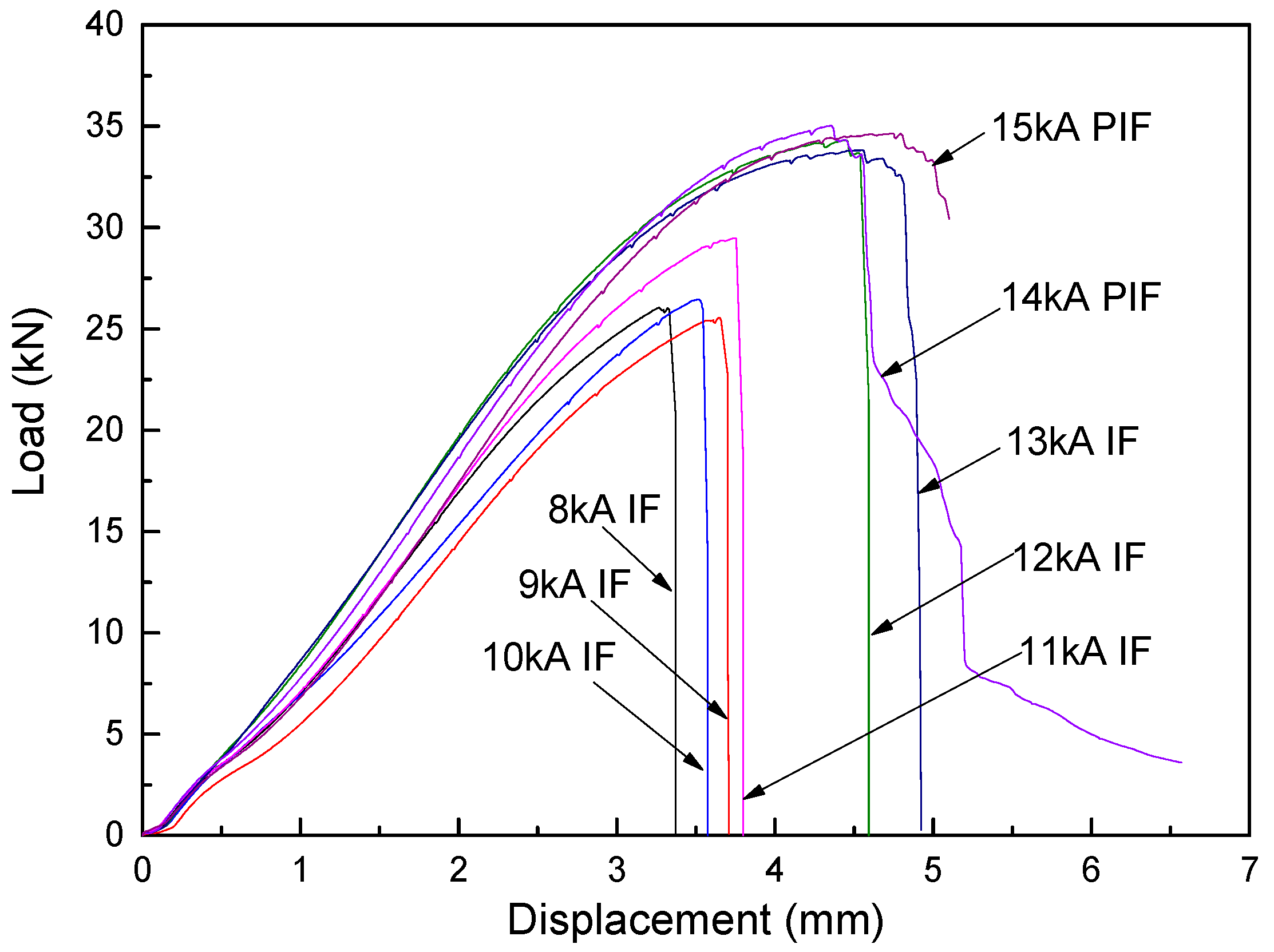
- The nugget size increased linearly with the welding current from 10 to 15 kA (20 cyc, 4 kN); the tensile-shear load increased as well with the current but became unstable when the current exceeded 12 kA due to metal expulsion. The nugget size and tensile-shear load increased linearly but slowly with the welding time from 20 to 44 cyc (12 kA, 4 kN).
- (2)
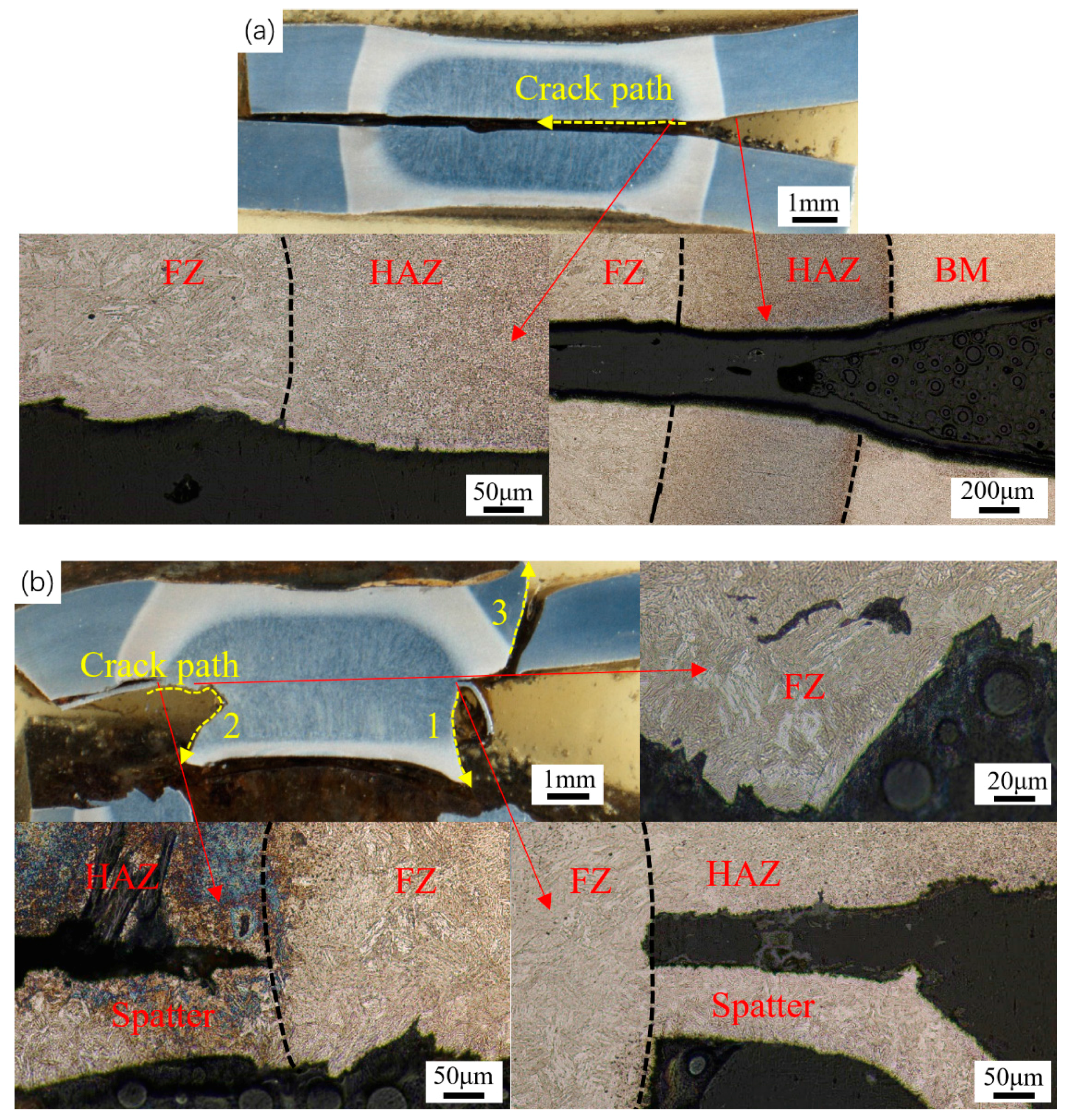
- The fusion zone was mainly composed of lath martensite, while the heat-affected zone (HAZ) had a microstructure of ferrite/martensite matrix with metastable austenite. The volume fraction of retained austenite in HAZ and fusion zone decreased with the increasing distance from the base metal, while the microhardness presented a reverse varying trend.
- (3)
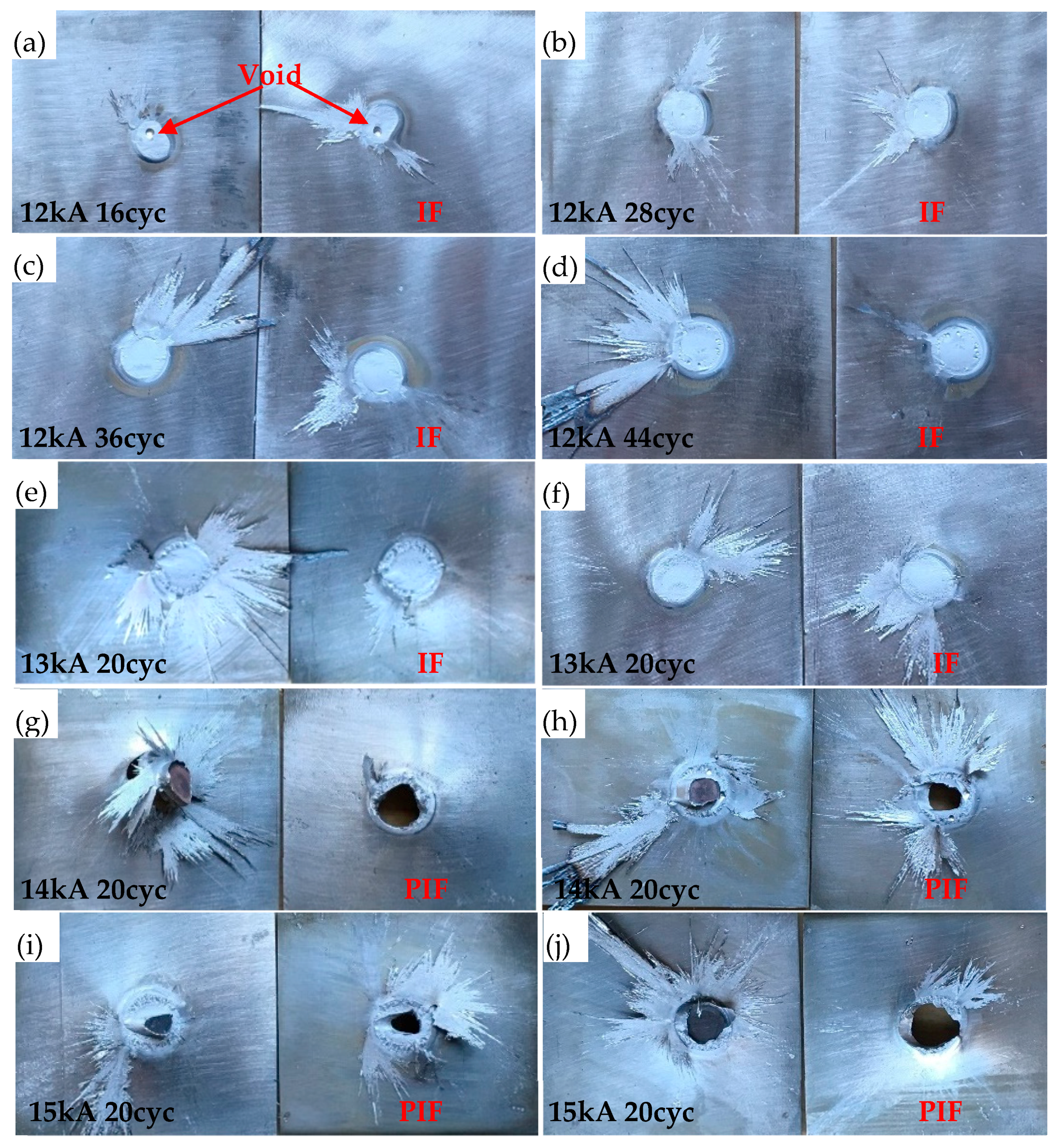
- Two different failure modes were observed. Interfacial failure (IF) mode occurred in the middle of the fusion zone with lower loading capacity. Transition of failure mode from IF to PIF (partial IF) depended on the weld nugget size. PIF mode resulted from the high stress concentration around the weld nugget, caused by higher electrode indentation due to serious expulsion.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Aydin, H.; Essadiqi, E.; Jung, I.; Yue, S. Development of 3rd generation AHSS with medium Mn content alloying compositions. Mater. Sci. Eng. A 2013, 564, 501–508. [Google Scholar] [CrossRef]
- Lee, Y.K.; Han, J. Current opinion in medium manganese steel. Mater. Sci. Technol. 2015, 31, 843–856. [Google Scholar] [CrossRef]
- Bhattacharya, D. Microalloyed steels for the automotive industry. Tecnol. Metal. Mater. Miner. 2014, 11, 371–383. [Google Scholar] [CrossRef]
- Miller, R.L. Ultrafine-grained microstructures and mechanical properties of alloy steels. Metall. Trans. 1972, 3, 905–912. [Google Scholar] [CrossRef]
- Cao, W.Q.; Wang, C.; Shi, J.; Wang, M.Q.; Hui, W.J.; Dong, H. Microstructure and mechanical properties of Fe–0.2C–5Mn steel processed by ART-annealing. Mater. Sci. Eng. A 2011, 528, 6661–6666. [Google Scholar] [CrossRef]
- He, B.B.; Huang, M.X.; Liang, Z.Y.; Ngan, A.H.W.; Luo, H.W.; Shi, J.; Cao, W.Q.; Dong, H. Nanoindentation investigation on the mechanical stability of individual austenite grains in a medium-Mn transformation-induced plasticity steel. Scr. Mater. 2013, 69, 215–218. [Google Scholar] [CrossRef]
- Sun, B.; Aydin, H.; Fazeli, F.; Yue, S. Microstructure evolution of a medium manganese steel during thermomechanical processing. Metall. Mater. Trans. A 2016, 47, 1782–1791. [Google Scholar] [CrossRef]
- Han, J.; Da Silva, A.K.; Ponge, D.; Raabe, D.; Lee, S.M.; Lee, Y.K.; Lee, S.I.; Hwang, B. The effects of prior austenite grain boundaries and microstructural morphology on the impact toughness of intercritically annealed medium Mn steel. Acta Mater. 2017, 122, 199–206. [Google Scholar] [CrossRef]
- Nakada, N.; Mizutani, K.; Tsuchiyama, T.; Takaki, S. Difference in transformation behavior between ferrite and austenite formations in medium manganese steel. Acta Mater. 2014, 65, 251–258. [Google Scholar] [CrossRef]
- Cai, Z.H.; Ding, H.; Misra, R.D.K.; Ying, Z.Y. Austenite stability and deformation behavior in a cold-rolled transformation-induced plasticity steel with medium manganese content. Acta Mater. 2015, 84, 229–236. [Google Scholar] [CrossRef]
- Lun, N.; Saha, D.C.; Macwan, A.; Pan, H.; Wang, L.; Goodwin, F.; Zhou, Y. Microstructure and mechanical properties of fibre laser welded medium manganese TRIP steel. Mater. Des. 2017, 131, 450–459. [Google Scholar] [CrossRef]
- Chabok, A.; van der Aa, E.; De Hosson, J.T.M.; Pei, Y.T. Mechanical behavior and failure mechanism of resistance spot welded DP1000 dual phase steel. Mater. Des. 2017, 124, 171–182. [Google Scholar]
- Chung, K.; Noh, W.; Yang, X.; Han, H.N.; Lee, M. Practical failure analysis of resistance spot welded advanced high-strength steel sheets. Int. J. Plast. 2017, 94, 122–147. [Google Scholar] [CrossRef]
- Raoelison, R.N.; Fuentes, A.; Pouvreau, C.; Rogeon, P.; Carré, P.; Dechalotte, F. Modeling and numerical simulation of the resistance spot welding of zinc coated steel sheets using rounded tip electrode: Analysis of required conditions. Appl. Math. Model. 2014, 38, 2505–2521. [Google Scholar] [CrossRef]
- Saha, D.C.; Chang, I.; Park, Y. Heat-affected zone liquation crack on resistance spot welded TWIP steels. Mater. Charact. 2014, 93, 40–51. [Google Scholar] [CrossRef]
- Dancette, S.; Fabrègue, D.; Massardier, V.; Merlin, J.; Dupuy, T.; Bouzekri, M. Experimental and modeling investigation of the failure resistance of advanced high strength steels spot welds. Eng. Fract. Mech. 2011, 78, 2259–2272. [Google Scholar] [CrossRef]
- Gould, J.E.; Khurana, S.P.; Li, T. Predictions of microstructures when welding automotive advanced high-strength steels—A combination of thermal and microstructural modeling can be used to estimate performance of welds in advanced high-strength steels. Weld. J. 2006, 85, 111S–116S. [Google Scholar]
- Yuan, X.; Li, C.; Chen, J.; Li, X.; Liang, X.; Pan, X. Resistance spot welding of dissimilar DP600 and DC54D steels. J. Mater. Process. Technol. 2017, 239, 31–41. [Google Scholar] [CrossRef]
- Jia, J.; Yang, S.; Ni, W.; Bai, J. Microstructure and mechanical properties of fiber laser welded joints of ultrahigh-strength steel 22MnB5 and dual-phase steels. J. Mater. Res. 2014, 29, 2565–2575. [Google Scholar] [CrossRef]
- Farabi, N.; Chen, D.L.; Zhou, Y. Microstructure and mechanical properties of laser welded dissimilar DP600/DP980 dual-phase steel joints. J. Alloys Compd. 2011, 509, 982–989. [Google Scholar] [CrossRef]
- Zeytin, H.K.; Emre, H.E.; Kacar, R. Properties of resistance spot-welded TWIP Steels. Metals 2017, 7, 14. [Google Scholar] [CrossRef]
- Pouranvari, M. Susceptibility to interfacial failure mode in similar and dissimilar resistance spot welds of DP600 dual phase steel and low carbon steel during cross-tension and tensile-shear loading conditions. Mater. Sci. Eng. A 2012, 546, 129–138. [Google Scholar] [CrossRef]
- Pouranvari, M.; Marashi, S.P.H. Critical review of automotive steels spot welding: Process, structure and properties. Sci. Technol. Weld. Join. 2013, 18, 361–403. [Google Scholar] [CrossRef]
- Russo Spena, P.; De Maddis, M.; Lombardi, F.; Rossini, M. Investigation on resistance spot welding of TWIP steel sheets. Steel Res. Int. 2016, 86, 1480–1489. [Google Scholar] [CrossRef]
- Saha, D.C.; Cho, Y.; Park, Y.D. Metallographic and fracture characteristics of resistance spot welded TWIP steels. Sci. Technol. Weld. Join. 2013, 18, 711–720. [Google Scholar] [CrossRef]
- Pouranvari, M.; Abedi, A.; Marashi, P.; Goodarzi, M. Effect of expulsion on peak load and energy absorption of low carbon steel resistance spot welds. Sci. Technol. Weld. Join. 2013, 13, 39–43. [Google Scholar] [CrossRef]













© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, Q.; Liu, L.; Guo, W.; Peng, Y.; Zou, G.; Tian, Z.; Zhou, Y.N. Microstructure and Tensile-Shear Properties of Resistance Spot-Welded Medium Mn Steel. Metals 2018, 8, 48. https://doi.org/10.3390/met8010048
Jia Q, Liu L, Guo W, Peng Y, Zou G, Tian Z, Zhou YN. Microstructure and Tensile-Shear Properties of Resistance Spot-Welded Medium Mn Steel. Metals. 2018; 8(1):48. https://doi.org/10.3390/met8010048
Chicago/Turabian StyleJia, Qiang, Lei Liu, Wei Guo, Yun Peng, Guisheng Zou, Zhiling Tian, and Y. Norman Zhou. 2018. "Microstructure and Tensile-Shear Properties of Resistance Spot-Welded Medium Mn Steel" Metals 8, no. 1: 48. https://doi.org/10.3390/met8010048
APA StyleJia, Q., Liu, L., Guo, W., Peng, Y., Zou, G., Tian, Z., & Zhou, Y. N. (2018). Microstructure and Tensile-Shear Properties of Resistance Spot-Welded Medium Mn Steel. Metals, 8(1), 48. https://doi.org/10.3390/met8010048