Compositional Approach to Designing Fcc High-Entropy Alloys that Have an Enlarged Equiaxed Zone


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
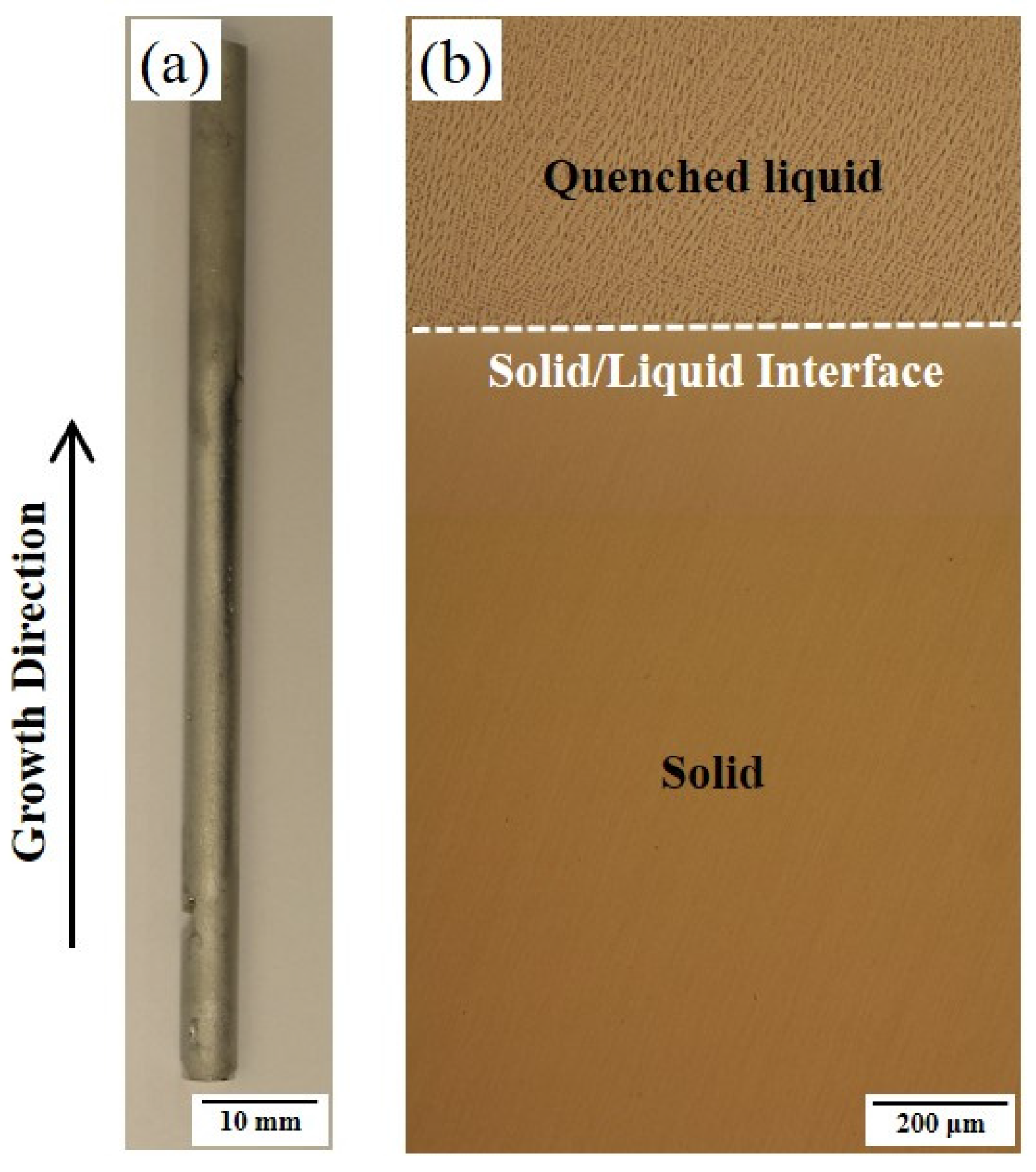
3.1. Solute Partitioning Characteristics during Solidification
3.2. Design of Alloys with Extended Equiaxed Zone
3.3. Verification of the Alloy Design Approach
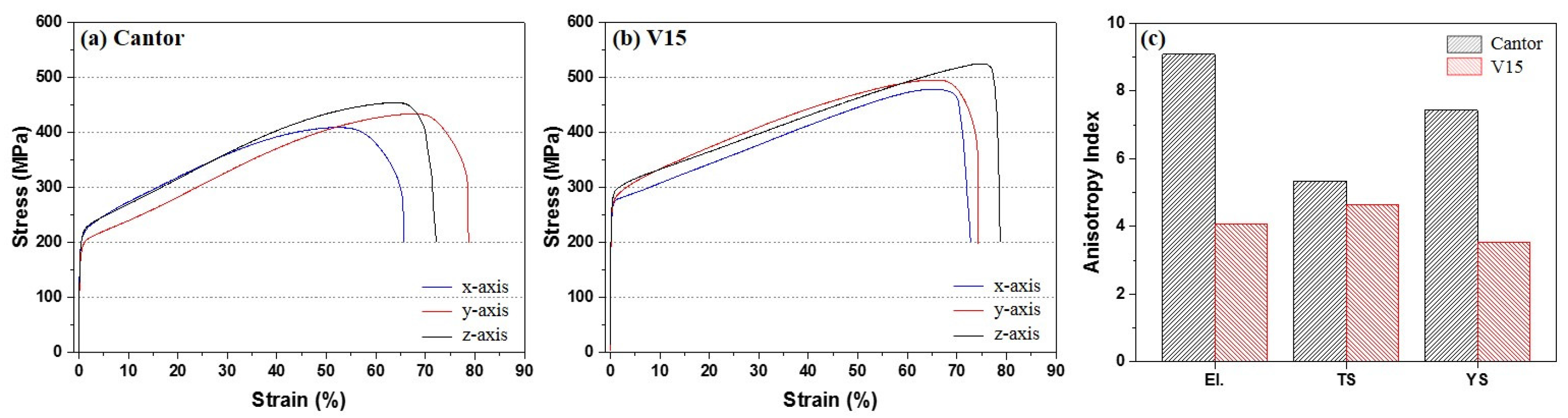
3.4. Anisotropic Properties of the Newly Designed HEA
4. Conclusions
- (1)
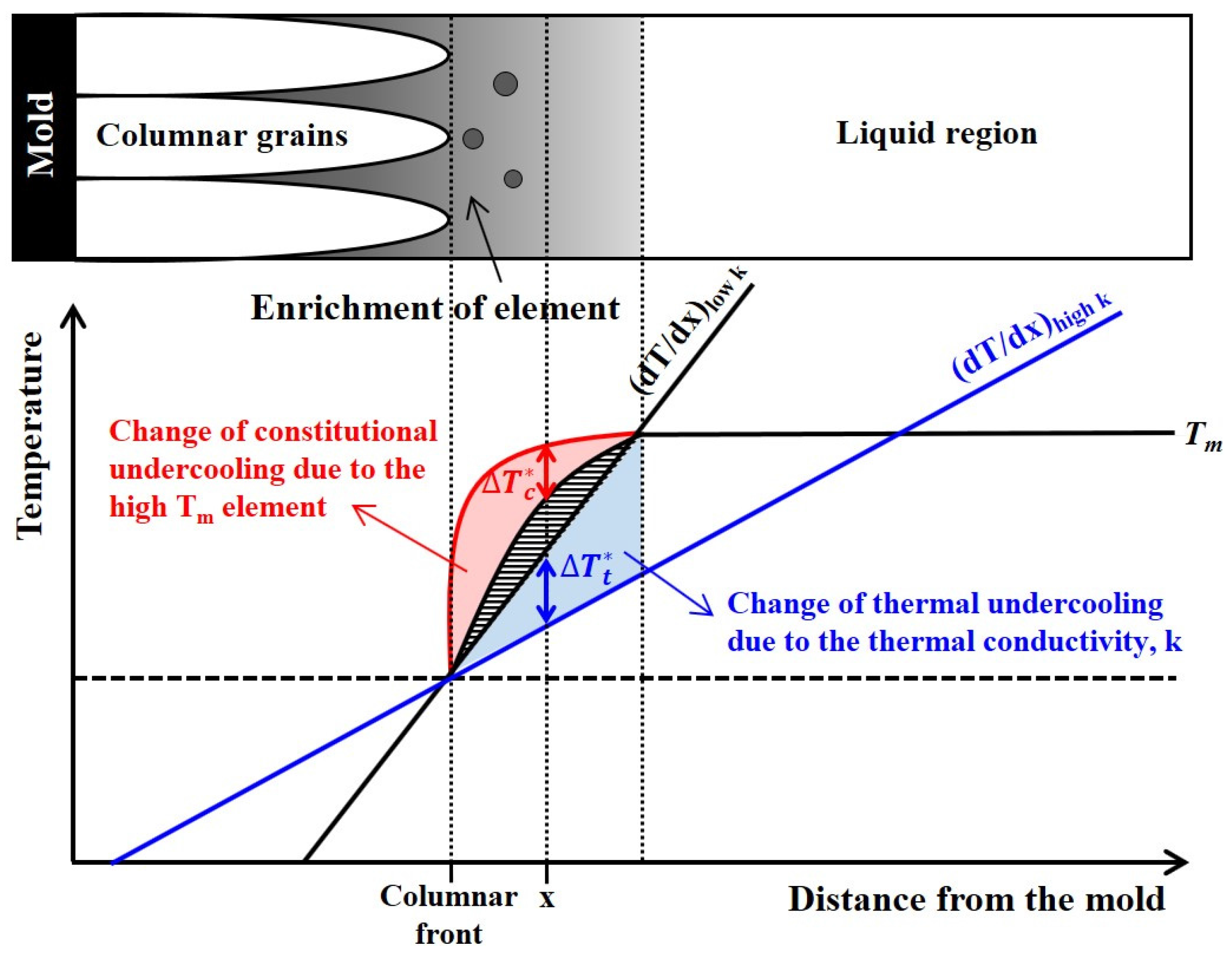
- Manganese was severely partitioned into the liquid region and had a ke value lower than 1, while Cr was partitioned into the solid region and had a ke value higher than 1. The chemical composition was modified to increase the melting temperature at the solid/liquid interface and reduce the thermal gradient in order to maximize the constitutional and thermal undercooling, respectively.
- (2)
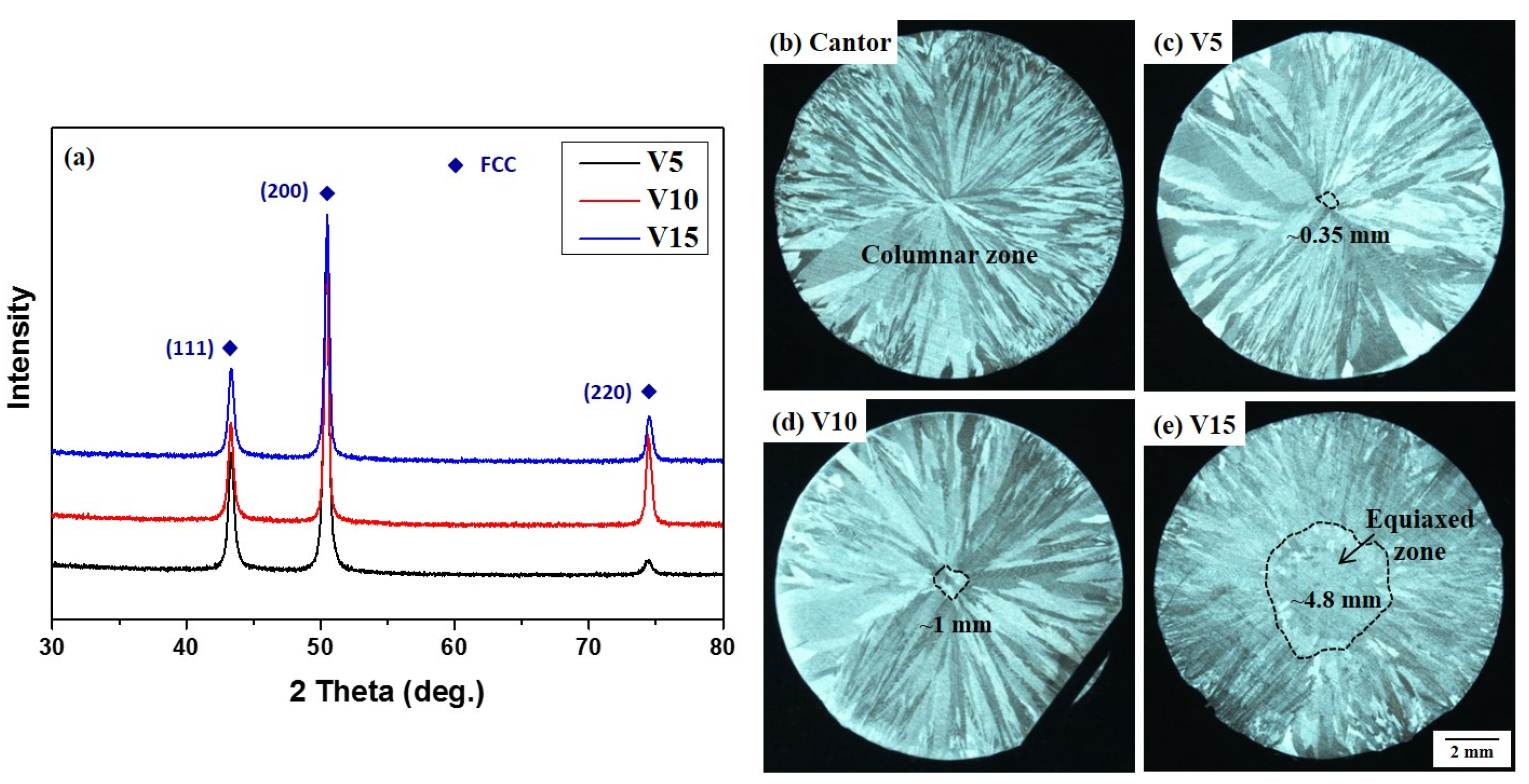
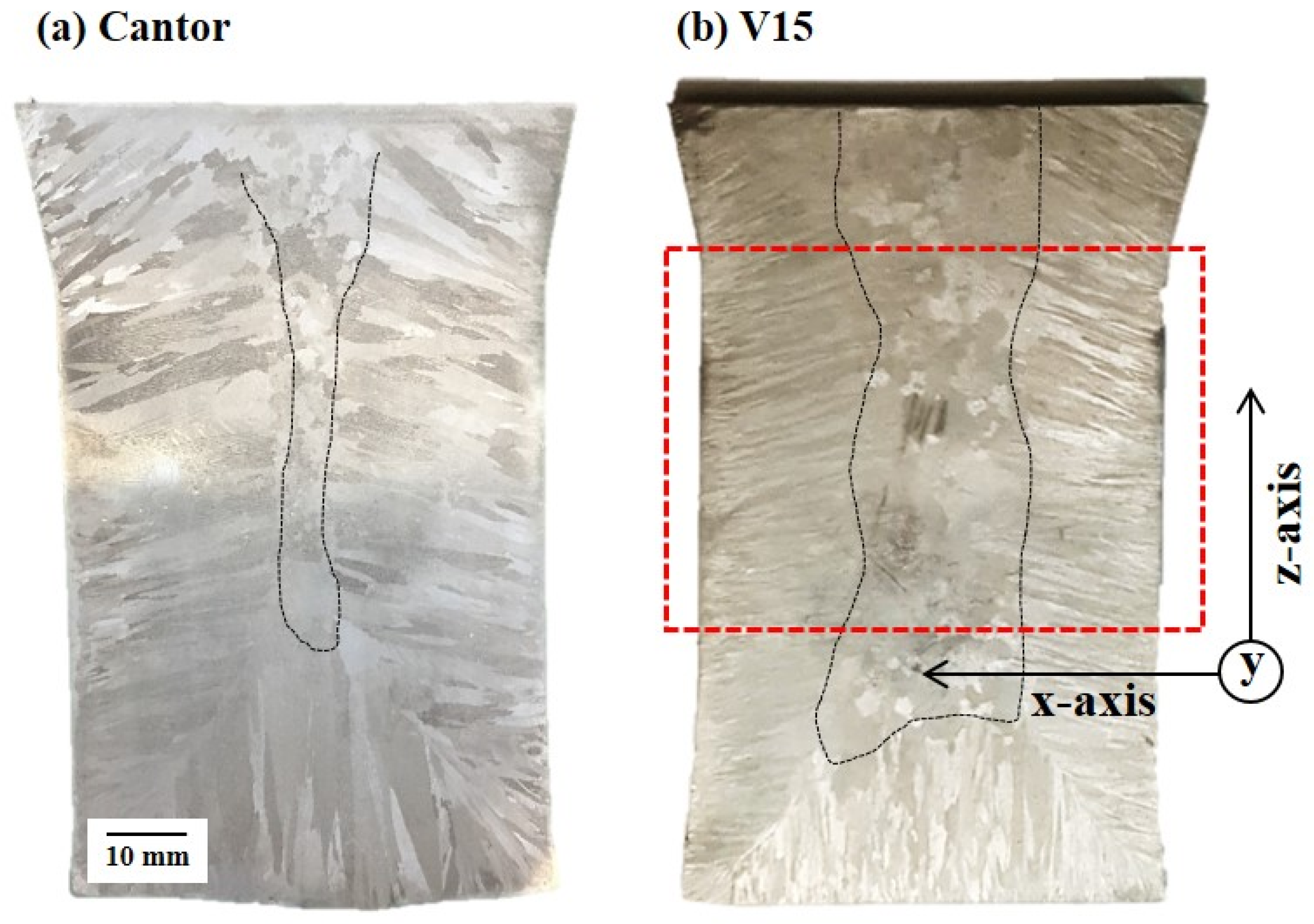
- The macrostructures of V5, V10, and V15 showed the increasing equiaxed zone with increasing undercooling. Both small- and pilot-scale castings showed that maximizing the constitutional and thermal undercooling effectively enlarged the equiaxed zone.
- (3)
- The enlarged equiaxed zone contributes to the moderated anisotropy of the pilot-scale V15 HEA. This approach to alloy design could support the development of new HEA castings containing high proportions of equiaxed zone.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tsai, M.-H.; Yeh, J.-W. High-Entropy Alloys: A Critical Review. Mater. Res. Lett. 2014, 2, 107–123. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Raabe, D.; Tasan, C.C.; Springer, H.; Bausch, M. From High-Entropy alloys to High-Entropy Steels. Steel Res. Int. 2015, 86, 1127–1138. [Google Scholar] [CrossRef]
- Na, Y.S.; Lim, K.R. Pilot-scale manufacturing technology and prospect of high-entropy alloy. Trends Met. Mater. Eng. 2017, 30, 50–61. [Google Scholar]
- Huo, W.; Fang, F.; Zhou, H.; Xie, Z.; Shang, J.; Jiang, J. Remarkable strength of CoCrFeNi high-entropy alloy wires at cryogenic and elevated temperatures. Scr. Mater. 2017, 147, 125–128. [Google Scholar] [CrossRef]
- Munitz, A.; Salhov, S.; Hayun, S.; Frage, N. Heat treatment impacts the micro-structure and mechanical properties of AlCoCrFeNi high entropy alloy. J. Alloy. Compd. 2016, 683, 221–230. [Google Scholar] [CrossRef]
- Kang, M.; Won, J.W.; Lim, K.R.; Park, S.H.; Seo, S.M.; Na, Y.S. Microstructure and mechanical properties of As-cast CoCrFeMnNi high entropy alloy. Korean J. Met. Mater. 2017, 55, 732–738. [Google Scholar] [CrossRef]
- Liu, Y.K.; Huang, H.Y.; Xie, J.X. Effect of compression direction on the dynamic recrystallization behavior of continuous columnar-grained CuNi10Fe1Mn alloy. Int. J. Min. Met. Mater. 2014, 22, 851–859. [Google Scholar] [CrossRef]
- Gong, X.; Chou, K. Microstructures of Inconel 718 by Selective Laser Melting. In Proceedings of the TMS 2015 conference, Orlando, FL, USA, 12–19 March 2015. [Google Scholar]
- Campbell, F.C. Metals Fabrication: Understanding the Basics; ASM International: Novelty, OH, USA, 2013. [Google Scholar]
- Seo, S.M.; Kim, I.S.; Lee, J.H.; Jo, C.Y.; Miyahara, H.; Ogi, K. Eta phase and boride formation in directionally solidified Ni-Base superalloy IN792+Hf. Metall. Mater. Trans. A 2007, 38A, 883–893. [Google Scholar] [CrossRef]
- Qi, Y.; Li, J.; Shi, C.; Zhang, Y.; Zhu, Q.; Wang, H. Effect of directional solidification of electroslag remelting on the microstructure and primary carbides in an austenitic hot-work die steel. J. Mater. Process. Technol. 2017, 249, 32–38. [Google Scholar] [CrossRef]
- Seo, S.M.; Lee, J.-H.; Yoo, Y.-S.; Jo, C.-Y.; Miyahara, H.; Ogi, K. Solute redistribution during planar and dendritic growth of directionally solidified Ni-bas superalloy CMSX-10. In Proceedings of the Superalloys 2008 conference, Champion, PA, USA, 14–18 September 2008. [Google Scholar]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification; Trans Tech Publ. Ltd.: Zurich, Switzerland, 1998. [Google Scholar]
- Hutt, J.; StJohn, D. The origins of the equiaxed zone—Review of theoretical and experimental work. Int. J. Cast Metals Res. 1998, 11, 13–22. [Google Scholar] [CrossRef]
- Yao, X.; Dahle, A.K.; Davidson, C.J.; StJohn, D.H. Effect of solute on the growth rate and the constitutional undercooling ahead of the advancing interface during solidification of an alloy and the implications for nucleation. J. Mater. Res. 2016, 21, 2470–2479. [Google Scholar] [CrossRef]
- Kreith, F.; Black, W.Z. Basic Heat Transfer; Harper & Row: New York, NY, USA, 1980. [Google Scholar]
- Martorano, M.A.; Biscuola, V.B. Predicting the columnar-to-equiaxed transition for a distribution of nucleation undercoolings. Acta Mater. 2009, 57, 607–615. [Google Scholar] [CrossRef]
- ASM Handbook. Alloy Phase Diagrams; ASM International: Novelty, OH, USA, 1992; Volume 3. [Google Scholar]
- Sonkusare, R.; Divya Janani, P.; Gurao, N.P.; Sarkar, S.; Sen, S.; Pradeep, K.G. Phase equilibria in equiatomic CoCuFeMnNi high entropy alloy. Mater. Chem. Phys. 2017. [Google Scholar] [CrossRef]
- Dong, Y.; Zhou, K.; Lu, Y.; Gao, X.; Wang, T.; Li, T. Effect of vanadium addition on the microstructure and properties of AlCoCrFeNi high entropy alloy. Mater. Des. 2014, 57, 67–72. [Google Scholar] [CrossRef]
- Guo, S.; Ng, C.; Lu, J.; Liu, C.T. Effect of valence electron concentration on stability of fcc or bcc phase in high entropy alloys. J. Appl. Phys. 2011, 109, 103505. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Y. Prediction of high-entropy stabilized solid-solution in multi-component alloys. Mater. Chem. Phys. 2012, 132, 233–238. [Google Scholar] [CrossRef]
- Spittle, J.A.; Brown, S.G.R. Computer simulation of the effects of alloy variables on the grain structures of castings. Acta Metall. 1989, 37, 1803–1810. [Google Scholar] [CrossRef]
- Cruz, K.S.; Ferreira, I.L.; Spinelli, J.E.; Cheung, N.; Gracia, A. Inverse segregation during transient directional solidification of an Al–Sn alloy: Numerical and experimental analysis. Mater. Chem. Phys. 2009, 115, 116–121. [Google Scholar] [CrossRef]
- Zhang, F.; Shen, J.; Yan, X.D.; Sun, J.L.; Sun, X.L.; Yang, Y. Homogenization heat treatment of 2099 Al–Li alloy. Rare Metals 2017, 33, 28–36. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Co. | Cr | Fe | Mn | Ni | |
|---|---|---|---|---|---|---|
| Cantor | Solid | 22.76 | 19.39 | 20.46 | 16.26 | 20.73 |
| Liquid | 19.75 | 17.09 | 16.5 | 24.64 | 21.34 | |
| ke | 1.15 | 1.13 | 1.24 | 0.66 | 0.97 | |
| Alloys | Co. | Cr | Fe | Mn | Ni | V |
|---|---|---|---|---|---|---|
| Melting temperature (°C) | 1495 | 1857 | 1535 | 1244 | 1453 | 1890 |
| Thermal conductivity (Wm−1·K−1) | 100 | 93.7 | 80.2 | 7.8 | 90.7 | 30.7 |
| Alloys | Co. | Cr | Fe | Mn | Ni | V | ΔSmix (J·K−1·mol−1) | ΔHmix (kJ·mol−1) | δ (%) | VEC |
|---|---|---|---|---|---|---|---|---|---|---|
| Cantor | 20 | 20 | 20 | 20 | 20 | - | 13.38 | −4.16 | 3.27 | 8 |
| V5 | 20 | 15 | 20 | 15 | 25 | 5 | 12.76 | −4.95 | 3.06 | 8.1 |
| V10 | 10 | 10 | 30 | 10 | 12.18 | −7.12 | 2.82 | 8.2 | ||
| V15 | 5 | 10 | 30 | 15 | 11.51 | −8.46 | 2.94 | 8.15 |
| Alloys | Loading Direction | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| Cantor | x | 194 ± 5.4 | 409 ± 2.5 | 65.6 ± 0.1 |
| y | 168 ± 4.4 | 435 ± 4.5 | 78.7 ± 1.7 | |
| z | 188 ± 4.0 | 455 ± 11.2 | 72.2 ± 2.6 | |
| Anisotropy Index | 7.43 | 5.33 | 9.08 | |
| V15 | x | 246 ± 2.5 | 479 ± 0.6 | 72.8 ± 1.1 |
| y | 255 ± 3.8 | 496 ± 8.6 | 74.3 ± 3.5 | |
| z | 264 ± 9.9 | 525 ± 18.8 | 78.7 ± 2.5 | |
| Anisotropy Index | 3.53 | 4.65 | 4.07 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, M.; Won, J.W.; Lim, K.R.; Kwon, H.-J.; Seo, S.M.; Na, Y.S. Compositional Approach to Designing Fcc High-Entropy Alloys that Have an Enlarged Equiaxed Zone. Metals 2018, 8, 54. https://doi.org/10.3390/met8010054
Kang M, Won JW, Lim KR, Kwon H-J, Seo SM, Na YS. Compositional Approach to Designing Fcc High-Entropy Alloys that Have an Enlarged Equiaxed Zone. Metals. 2018; 8(1):54. https://doi.org/10.3390/met8010054
Chicago/Turabian StyleKang, Minju, Jong Woo Won, Ka Ram Lim, Heoun-Jun Kwon, Seong Moon Seo, and Young Sang Na. 2018. "Compositional Approach to Designing Fcc High-Entropy Alloys that Have an Enlarged Equiaxed Zone" Metals 8, no. 1: 54. https://doi.org/10.3390/met8010054
APA StyleKang, M., Won, J. W., Lim, K. R., Kwon, H. -J., Seo, S. M., & Na, Y. S. (2018). Compositional Approach to Designing Fcc High-Entropy Alloys that Have an Enlarged Equiaxed Zone. Metals, 8(1), 54. https://doi.org/10.3390/met8010054