Transient Liquid Phase Bonding of Magnesium Alloy AZ31 Using Cu Coatings and Cu Coatings with Sn Interlayers

 ,
,  ,
,  and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Vacuum Coatings of Mg AZ31 by Copper
2.2. TLP Bonding of Mg AZ31 Using Cu Coatings and Cu Coatings with Sn Interlayer
3. Results and Discussion
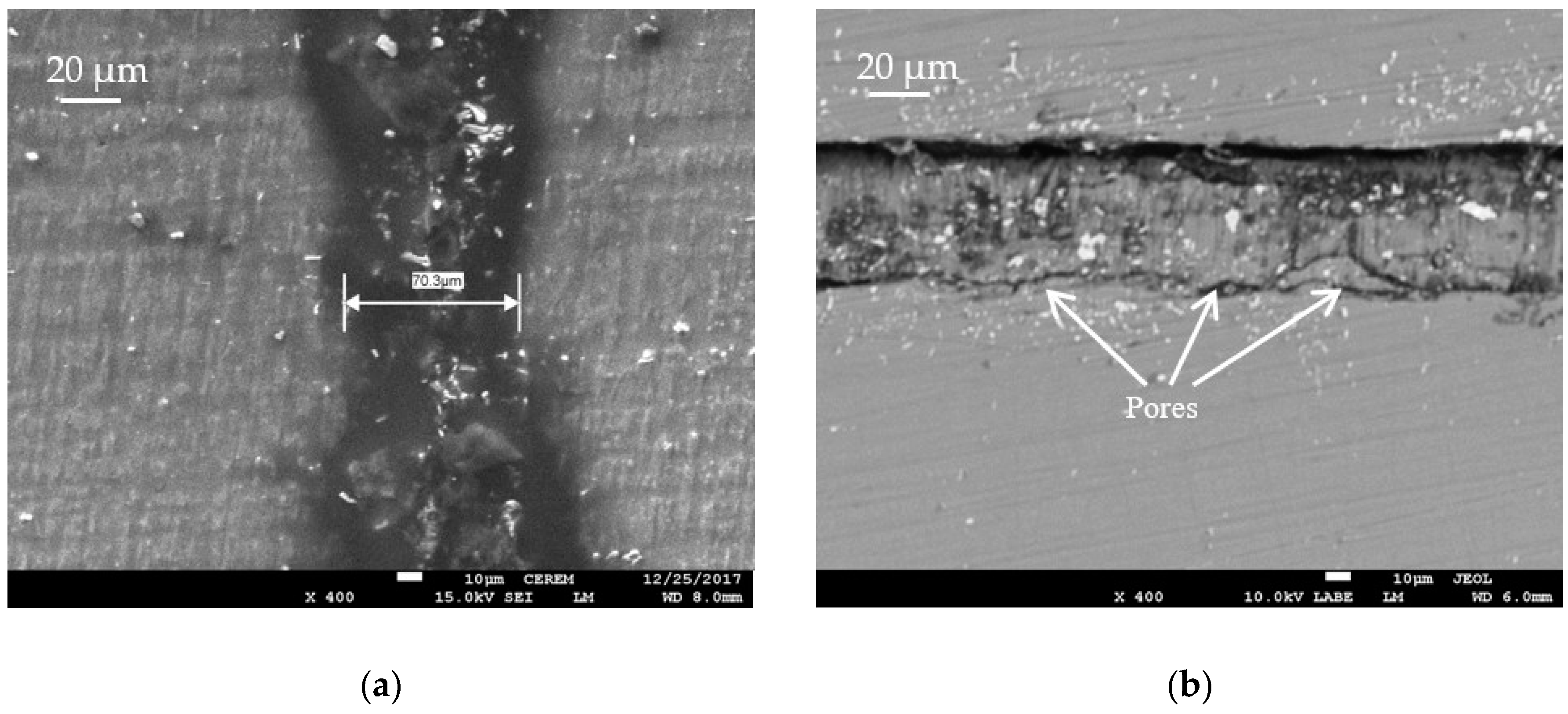
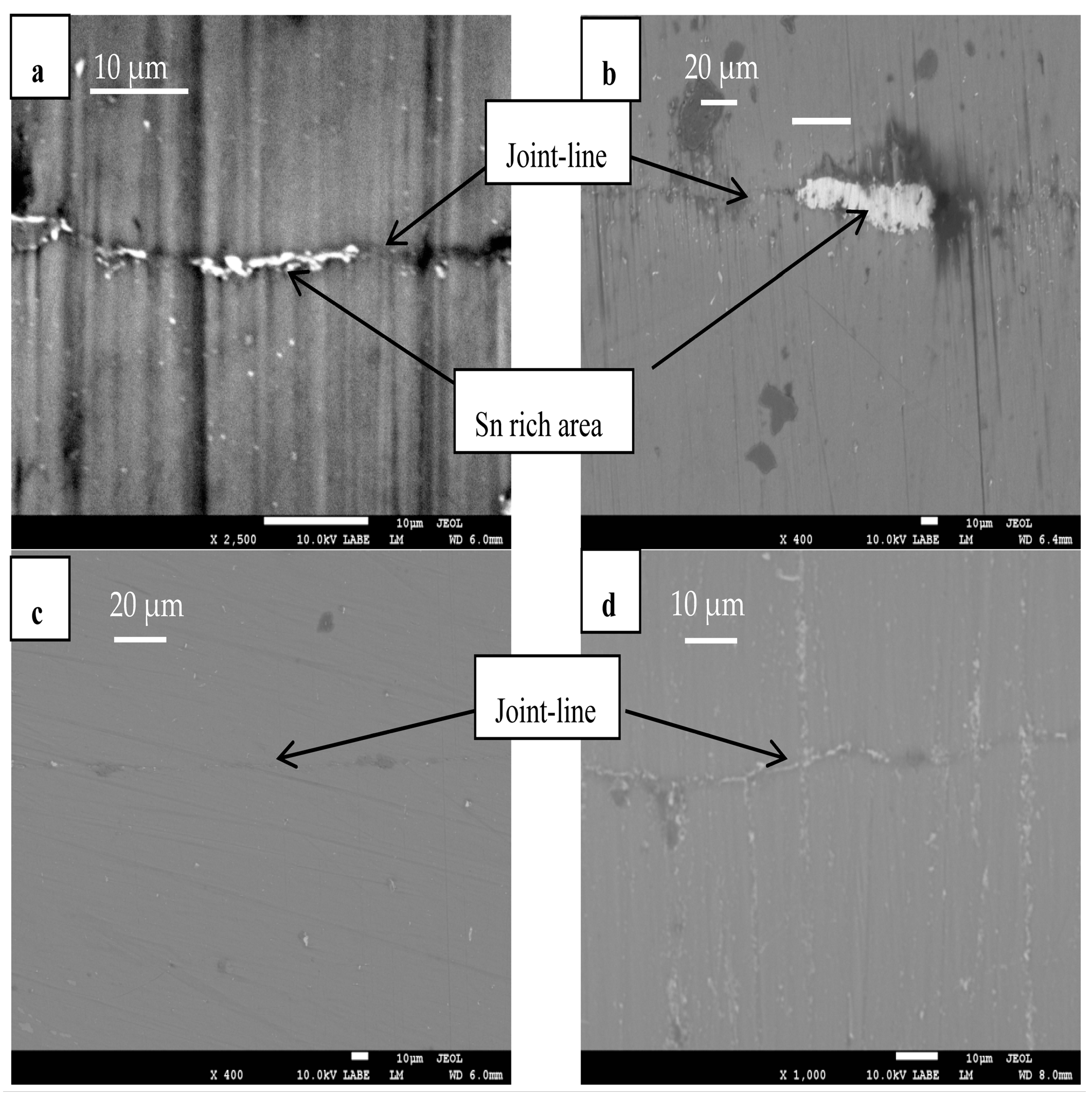
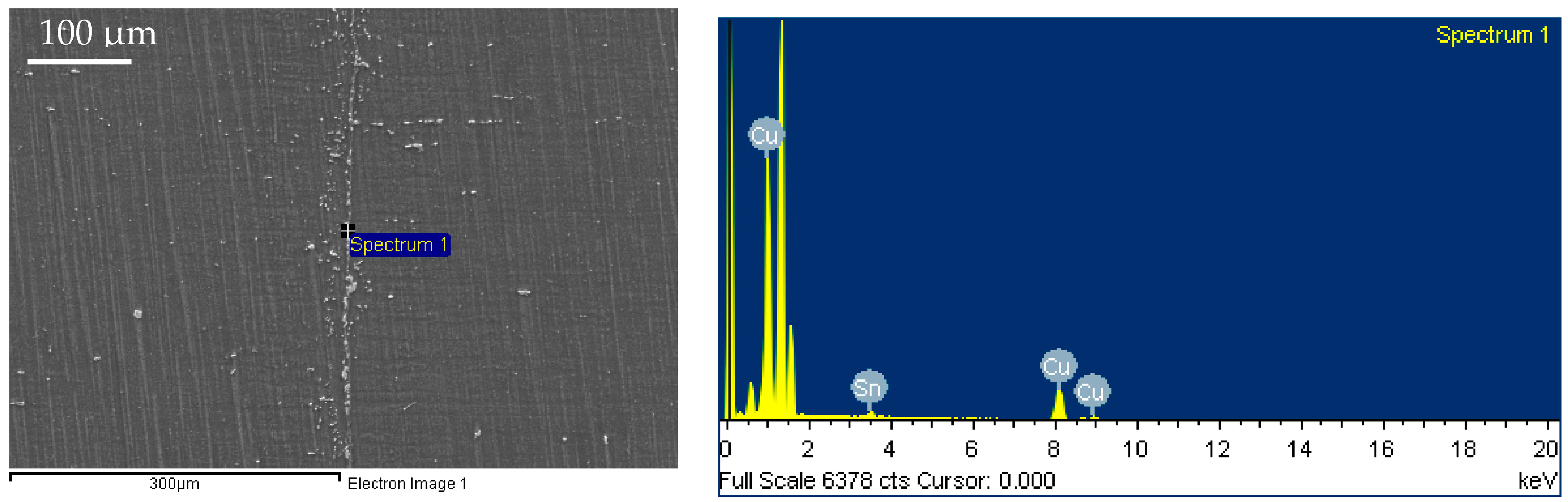
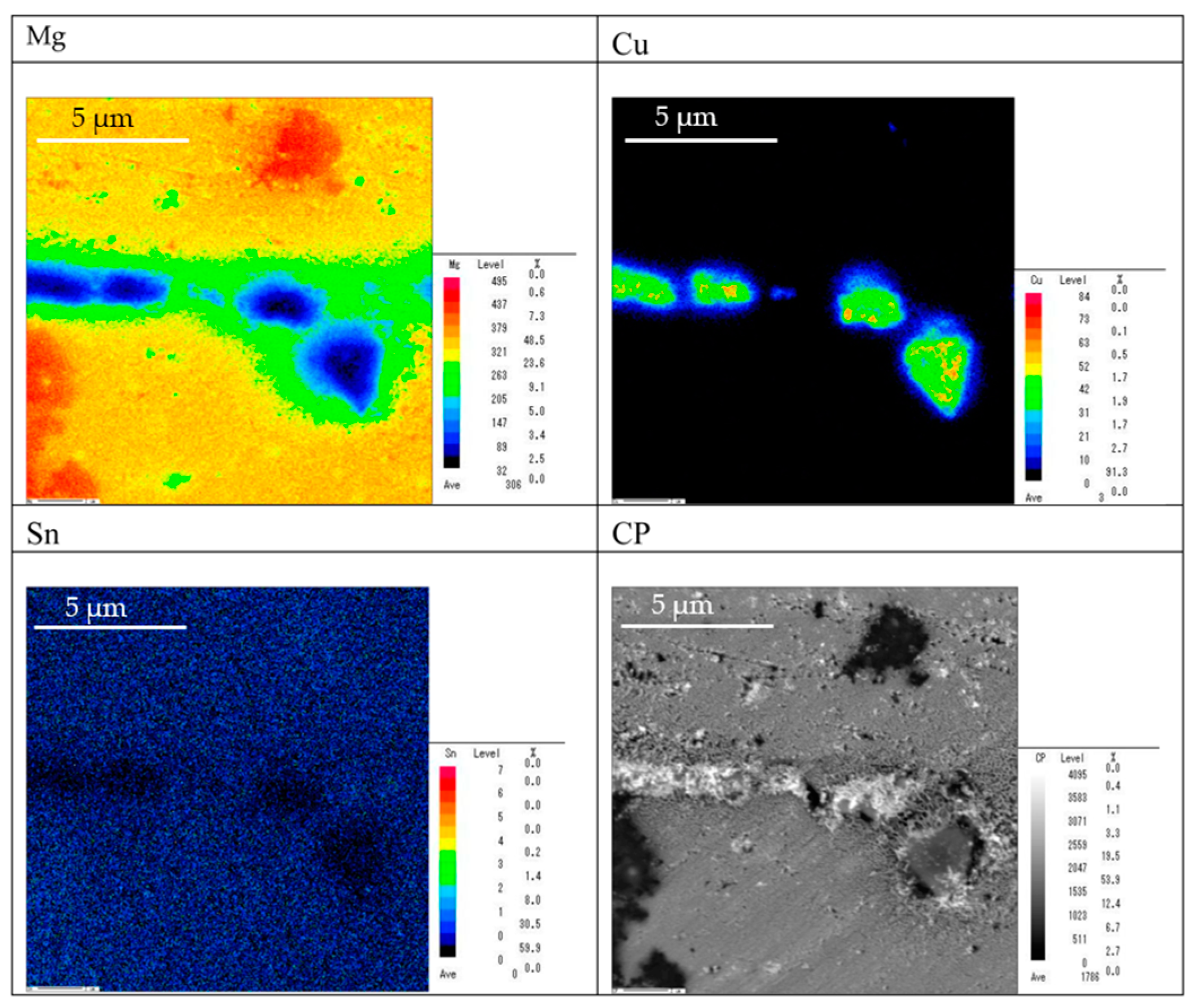
3.1. Analyzing the Joint Region
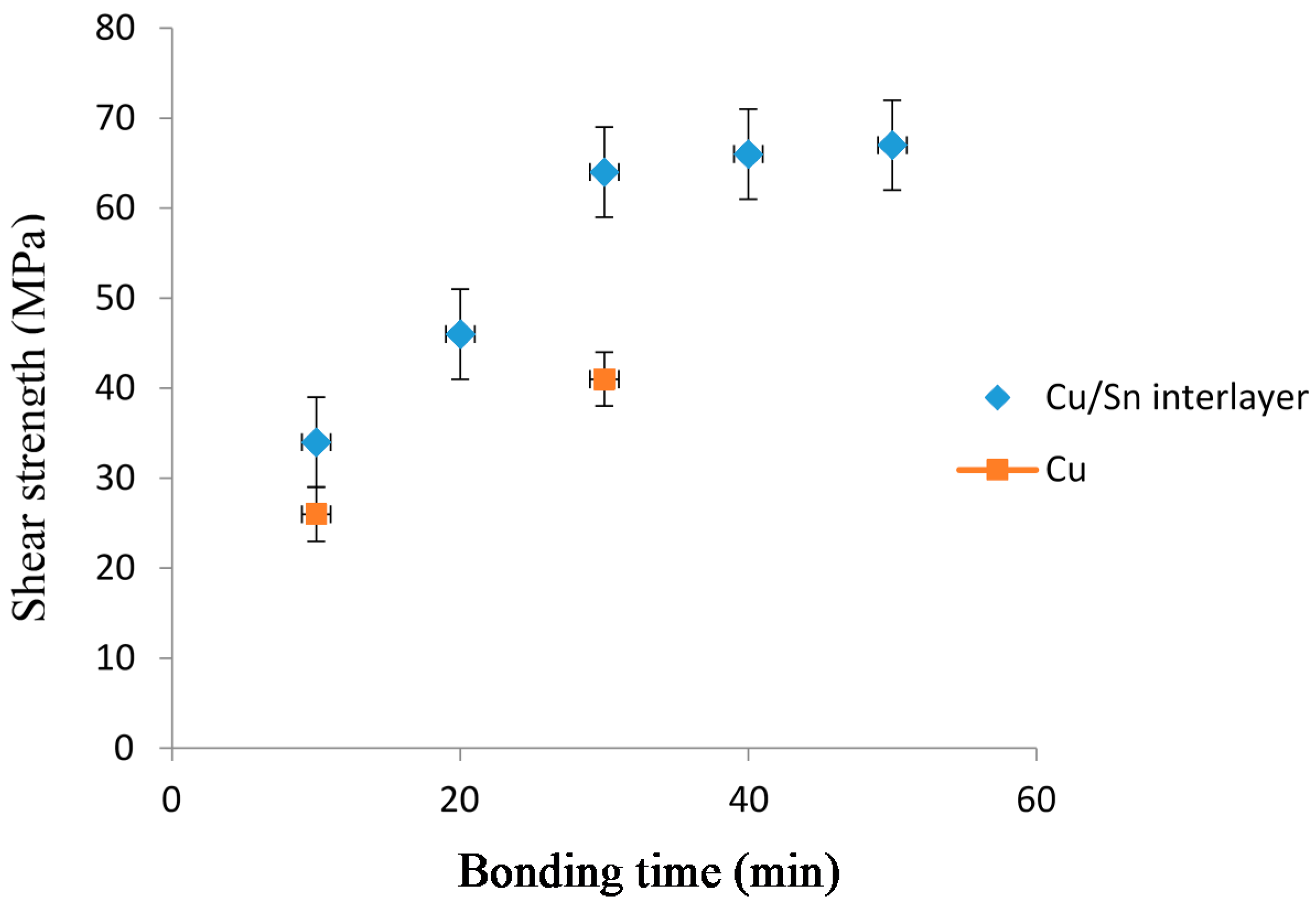
3.2. Micro-Hardness and Shear Tests
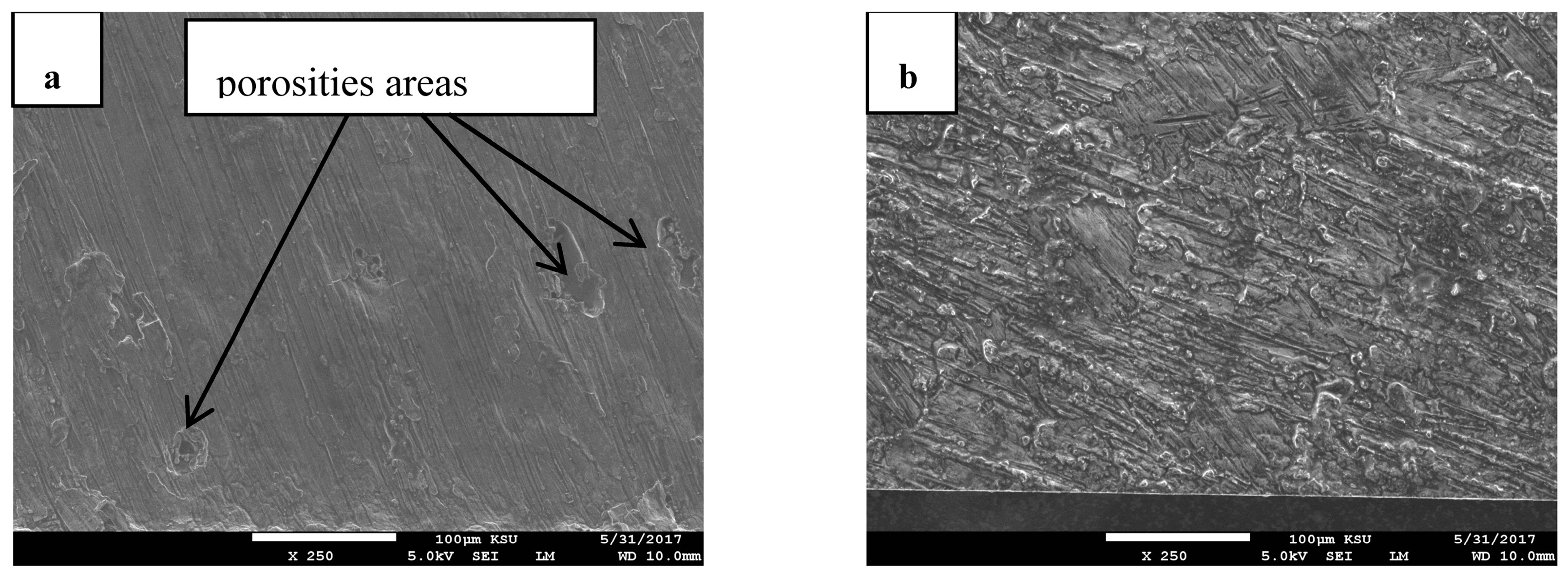
3.3. Analysis of the Fractured Surfaces
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Westengen, H.; Rashed, H.M.M.A. Magnesium Alloys: Properties and Applications. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Luo, A.A. Magnesium: Current and potential automotive applications. J. Miner. Met. Mater. Soc. 2002, 54, 42–48. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium, properties–applications–potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Czerwinski, F. Magnesium Injection Molding; Springer: New York, NY, USA, 2008. [Google Scholar]
- Isaac Tuah-Poku, M.; Dollars, T.B.M. A study of the transient liquid phase bonding process applied to Ag/Cu/Ag Sandwich joint. Metall. Trans. A 1988, 19, 675–686. [Google Scholar] [CrossRef]
- Shrzadi, A.A.; Wallach, E.R. Analytical modeling of transient liquid phase (TLP) diffusion bonding when a temperature gradient is imposed. Acta Mater. 1999, 47, 3551–3560. [Google Scholar] [CrossRef]
- Zhou, Y.; Gale, W.F.; North, T.H. Modeling of transient liquid phase bonding. Int. Mater. Rev. 1995, 40, 181–196. [Google Scholar] [CrossRef]
- Illingworth, T.C.; Golosnoy, I.O.; Clyne, T.W. Modelling of transient liquid phase bonding in binary systems—A new parametric study. Mater. Sci. Eng. A 2007, 445–446, 493–500. [Google Scholar] [CrossRef]
- Padron, T.; Khan, T.I.; Kabir, M.J. Modelling the transient liquid phase bonding behavior of a duplex stainless steel using copper interlayers. Mater. Sci. Eng. A 2004, 385, 220–228. [Google Scholar] [CrossRef]
- Sun, D.Q.; Gu, X.Y.; Liu, W.H. Transient liquid phase bonding of magnesium alloy (Mg–3Al–1Zn) using aluminum interlayer. Mater. Sci. Eng. A 2005, 391, 29–33. [Google Scholar] [CrossRef]
- Jin, Y.J.; Khan, T.I. Effect of bonding time on microstructure and mechanical properties of transient liquid phase bonded magnesium AZ31 alloy. Mater. Des. 2012, 38, 32–37. [Google Scholar] [CrossRef]
- AlHazaa, A.N.; Khalil, K.A.; Shar, M.A. Transient liquid phase bonding of magnesium alloys AZ31 using nickel coatings and high frequency induction heat sintering. J. King Saud Univ. Sci. 2016, 28, 152–159. [Google Scholar] [CrossRef]
- Zhang, J.; Luo, G.; Wang, Y.; Shen, Q.; Zhang, L. An investigation on diffusion bonding of aluminum and magnesium using a Ni interlayer. Mater. Lett. 2012, 83, 189–191. [Google Scholar] [CrossRef]
- Sun, D.Q.; Liu, W.H.; Gu, X.Y. Transient liquid phase bonding of magnesium alloy (Mg–3Al–1Zn) using copper interlayer. Mater. Sci. Technol. 2004, 20, 1595–1598. [Google Scholar] [CrossRef]
- AlHazaa, A.N. Effect of Bonding Temperature on the Microstructure and Strength of the Joint between Magnesium AZ31 and Ti-6Al-4V Alloys Using Copper Coatings and Tin Interlayers. Key Eng. Mater. 2017, 735, 34–41. [Google Scholar] [CrossRef]
- Atieh, A.M.; Khan, T.I. Transient liquid phase (TLP) brazing of Mg–AZ31 and Ti–6Al–4V using Ni and Cu sandwich foils. Sci. Technol. Weld. Join. 2014, 19, 333–342. [Google Scholar] [CrossRef]
- Zhou, B.-C.; Shang, S.-L.; Wang, Y.; Liu, Z.-K. Data set for diffusion coefficients of alloying elements in dilute Mg alloys from first-principles. Data Brief 2015, 5, 900–912. [Google Scholar] [CrossRef] [PubMed]
- Dai, J.; Jiang, B.J. The solidification of multicomponent alloys. Phase Equilib. Diffus. 2015, 36, 4–18. [Google Scholar]
- Combronde, J.; Brebec, G. Diffusion of Ag, Cd, In, Sn and Sb in magnesium. Acta Metall. 1972, 20, 37–44. [Google Scholar] [CrossRef]
- Campanellia, L.C.; Suhuddinb, U.F.H.; Antoniallia, A.Í.S.; dos Santosb, J.F.; de Alcântaraa, N.G.; Bolfarini, C. Metallurgy and mechanical performance of AZ31 magnesium alloy friction spot welds. J. Mater. Process. Technol. 2013, 213, 515–521. [Google Scholar] [CrossRef]
- Predel, B.; Ruge, H. Study of the Enthalpies of Formation in the Mg-Cu-Zn, Mg-Cu-Al and Mg-Cu-Sn Systems as a Contribution to the Understanding of the Binding Conditions of Laves Phases. Mater. Sci. Eng. 1972, 9, 141–151. [Google Scholar] [CrossRef]











© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
AlHazaa, A.N.; Shar, M.A.; Atieh, A.M.; Nishikawa, H. Transient Liquid Phase Bonding of Magnesium Alloy AZ31 Using Cu Coatings and Cu Coatings with Sn Interlayers. Metals 2018, 8, 60. https://doi.org/10.3390/met8010060
AlHazaa AN, Shar MA, Atieh AM, Nishikawa H. Transient Liquid Phase Bonding of Magnesium Alloy AZ31 Using Cu Coatings and Cu Coatings with Sn Interlayers. Metals. 2018; 8(1):60. https://doi.org/10.3390/met8010060
Chicago/Turabian StyleAlHazaa, Abdulaziz Nasser, Muhammad Ali Shar, Anas Mahmoud Atieh, and Hiroshi Nishikawa. 2018. "Transient Liquid Phase Bonding of Magnesium Alloy AZ31 Using Cu Coatings and Cu Coatings with Sn Interlayers" Metals 8, no. 1: 60. https://doi.org/10.3390/met8010060
APA StyleAlHazaa, A. N., Shar, M. A., Atieh, A. M., & Nishikawa, H. (2018). Transient Liquid Phase Bonding of Magnesium Alloy AZ31 Using Cu Coatings and Cu Coatings with Sn Interlayers. Metals, 8(1), 60. https://doi.org/10.3390/met8010060