Generation of a Layer of Severe Plastic Deformation near Friction Surfaces in Upsetting of Steel Specimens



Abstract
:1. Introduction
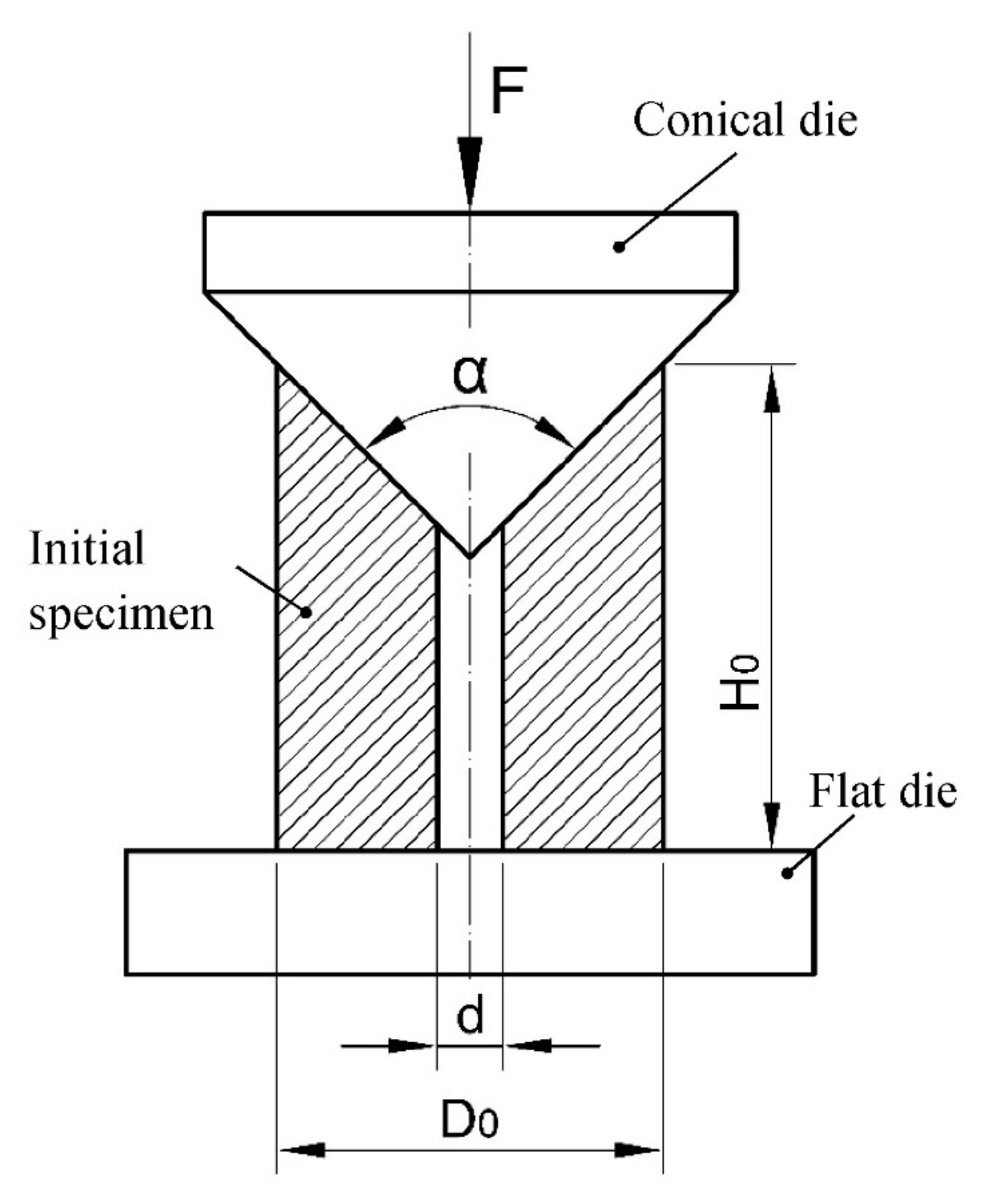
2. Upsetting Test
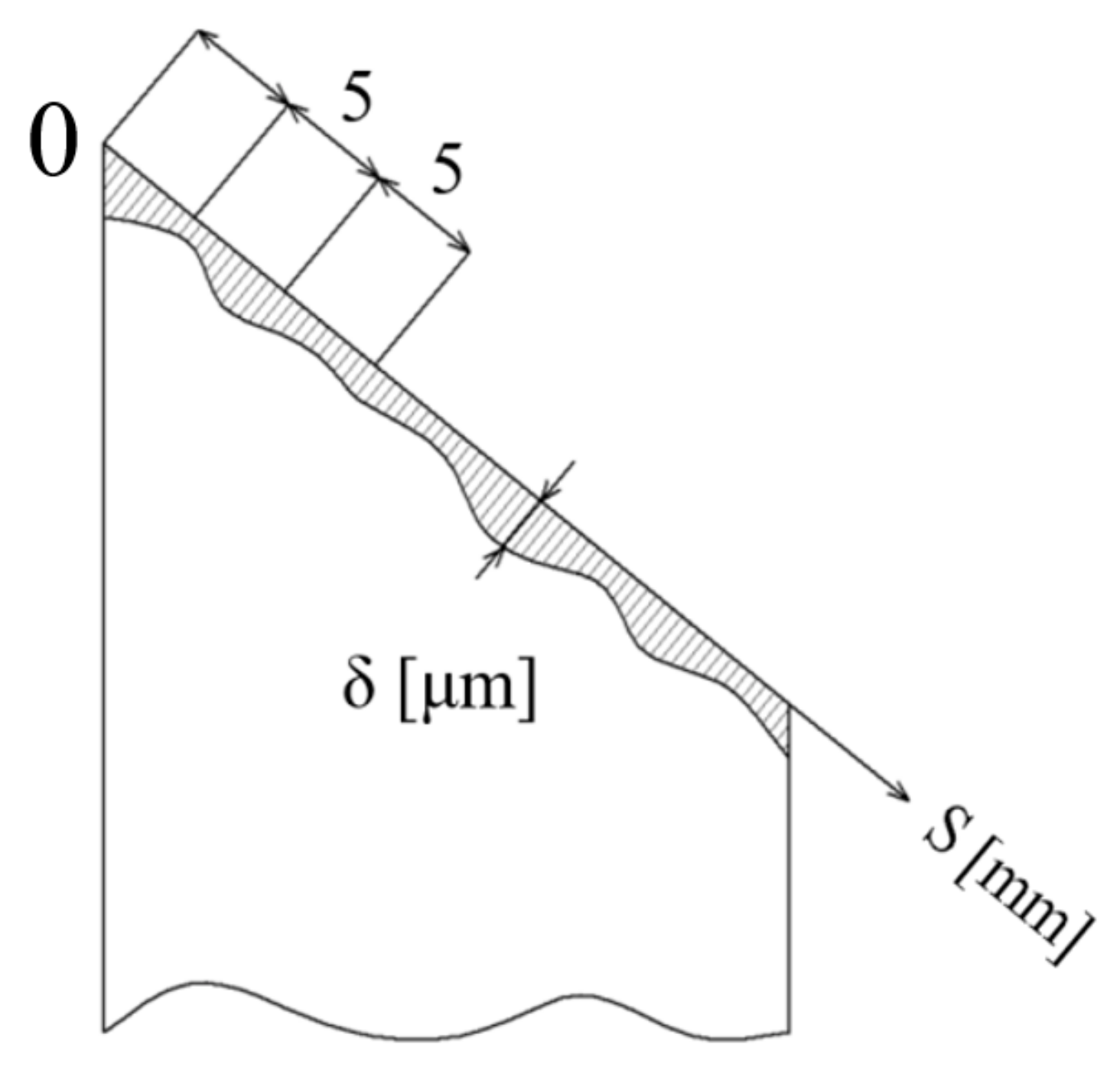
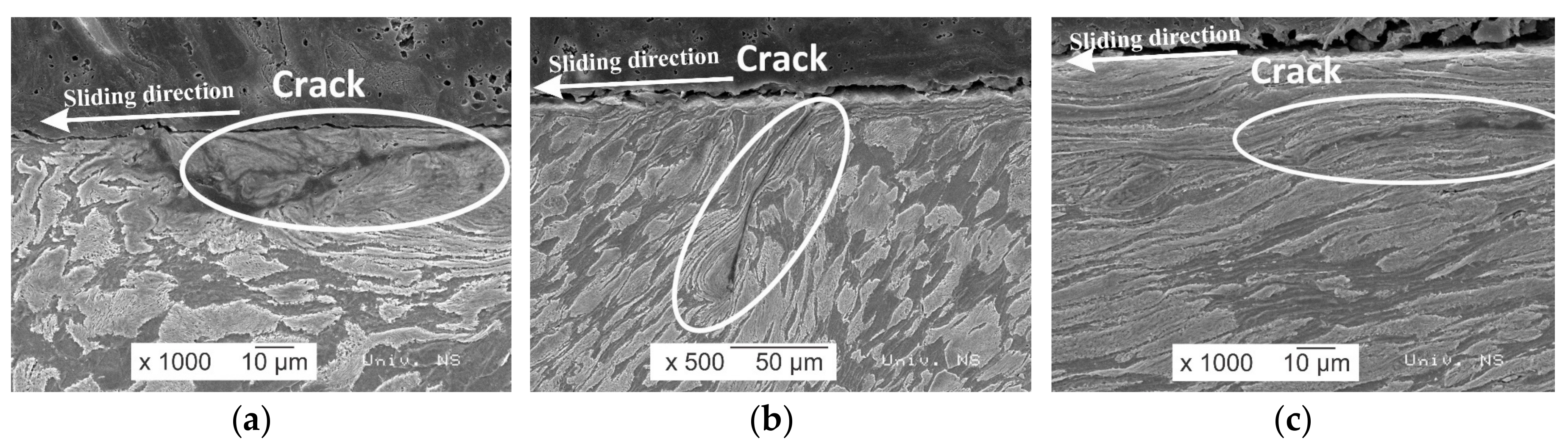
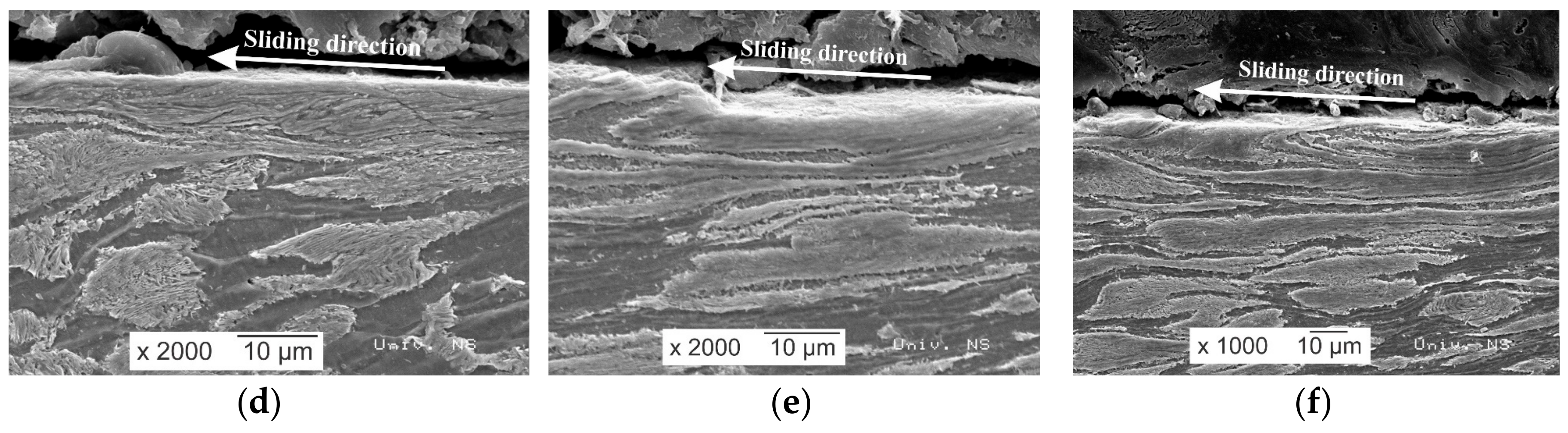
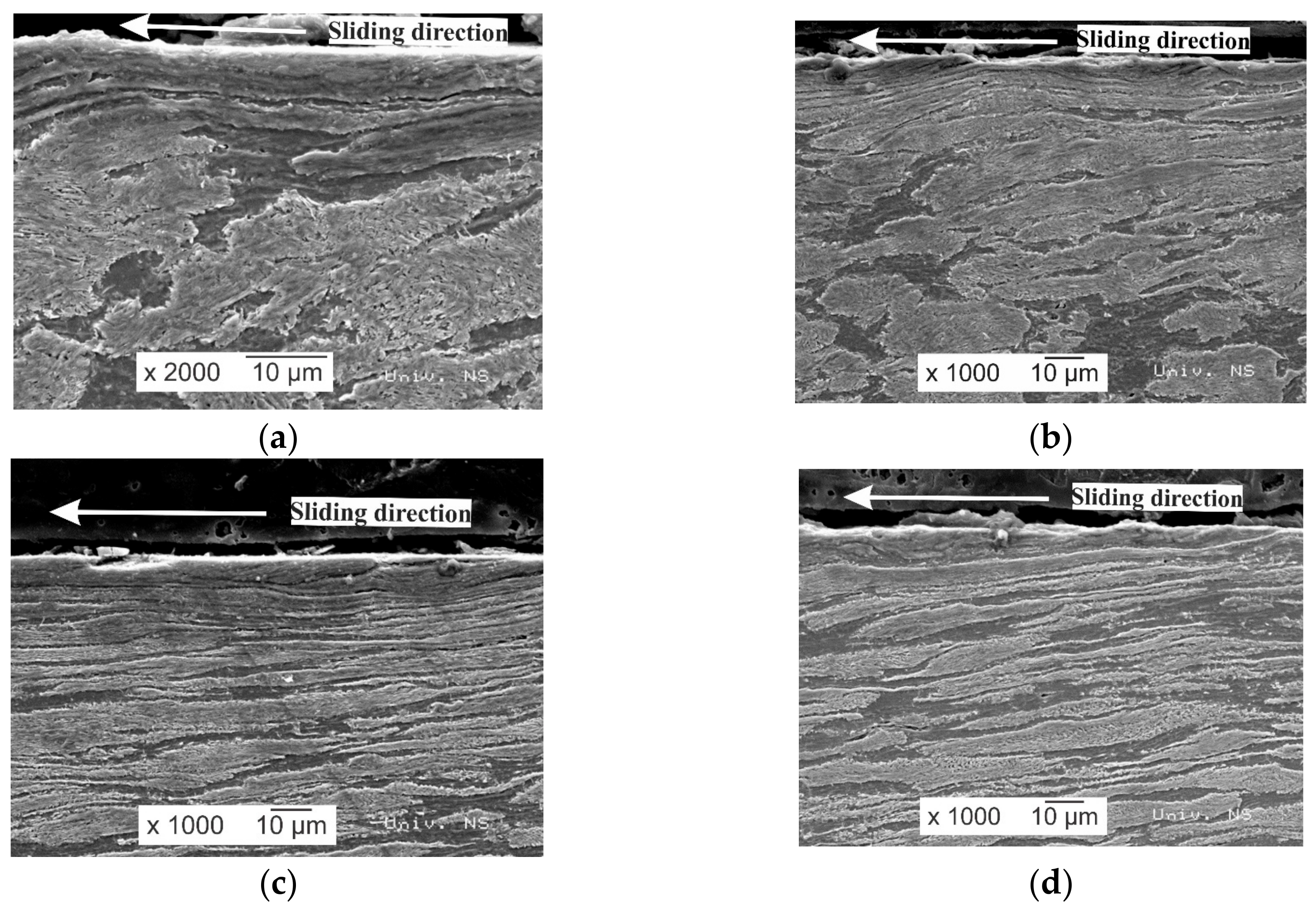
3. Metallographic Observations near the Friction Surface
4. Conclusions and Discussion
Author Contributions
Conflicts of Interest
References
- Beynon, J.H. Tribology of hot metal forming. Tribol. Int. 1998, 31, 73–77. [Google Scholar] [CrossRef]
- Griffiths, B.J. Mechanisms of White Layer Generation with Reference to Machining and Deformation Processes. J. Tribol. 1987, 109, 525–530. [Google Scholar] [CrossRef]
- Kim, Y.-T.; Ikeda, K. Flow behavior of the billet surface layer in porthole die extrusion of aluminum. Metal. Mater. Trans. A 2000, 31, 1635–1643. [Google Scholar] [CrossRef]
- Hosoda, K.; Asakawa, M.; Kajino, S.; Maeda, Y. Effect of die semi-angle and multi-pass drawing on additional shear strain layer. Wire J. Int. 2008, 41, 68–73. [Google Scholar]
- Wideroe, F.; Welo, T. Conditions for Sticking Friction between Aluminium Alloy AA6060 and Tool Steel in Hot Forming. Key Eng. Mater. 2011, 491, 121–128. [Google Scholar] [CrossRef]
- Sanabria, V.; Müller, S.; Gall, S.; Reimers, W. Investigation of Friction Boundary Conditions during Extrusion of Aluminium and Magnesium Alloys. Key Eng. Mater. 2014, 611–612, 997–1004. [Google Scholar] [CrossRef]
- Sanabria, V.; Mueller, S.; Reimers, W. Microstructure Evolution of Friction Boundary Layer during Extrusion of AA 6060. Procedia Eng. 2014, 81, 586–591. [Google Scholar] [CrossRef]
- Alexandrov, S.; Jeng, Y.-R.; Hwang, Y.-M. Generation of a Fine Grain Layer in the Vicinity of Frictional Interfaces in Direct Extrusion of AZ31 Alloy. J. Manuf. Sci. Eng. 2015, 137. [Google Scholar] [CrossRef]
- Hwang, Y.-M.; Huang, T.-H.; Alexandrov, S. Manufacture of Gradient Microstructures of Magnesium Alloys Using Two-Stage Extrusion Dies. Steel Res. Int. 2015, 86, 956–961. [Google Scholar] [CrossRef]
- Griffiths, B.J.; Furze, D.C. Tribological Advantages of White Layers Produced by Machining. J. Tribol. 1987, 109, 338–342. [Google Scholar] [CrossRef]
- Warren, A.W.; Guo, Y.B. Numerical Investigation on the Effects of Machining-Induced White Layer during Rolling Contact. Tribol. Trans. 2005, 48, 436–441. [Google Scholar] [CrossRef]
- Kajino, S.; Asakawa, M. Effect of “additional shear strain layer” on tensile strength and microstructure of fine drawn wire. J. Mater. Process. Technol. 2006, 177, 704–708. [Google Scholar] [CrossRef]
- Choi, Y. Influence of a white layer on the performance of hard machined surfaces in rolling contact. J. Eng. Manuf. 2010, 224, 1207–1215. [Google Scholar] [CrossRef]
- Wu, X.; Yang, M.; Yuan, F.; Wu, G.; Wei, Y.; Huang, X.; Zhu, Y. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. USA 2015, 112, 14501–14505. [Google Scholar] [CrossRef] [PubMed]
- Jaspers, S.P.F.C.; Dautzenberg, J.H. Material behaviour in metal cutting: Strains, strain rates and temperatures in chip formation. J. Mater. Process. Technol. 2002, 121, 123–135. [Google Scholar] [CrossRef]
- Appleby, E.J.; Lu, C.Y.; Rao, R.S.; Devenpeck, M.L.; Wright, P.K.; Richmond, O. Strip drawing: A theoretical-experimental comparison. Int. J. Mech. Sci. 1984, 26, 351–362. [Google Scholar] [CrossRef]
- Kanninen, M.F.; Popelar, C.H. Advanced Fracture Mechanics, 1st ed.; Oxford University Press: New York, NY, USA, 1985; ISBN 978-0195035322. [Google Scholar]
- Alexandrov, S. Interrelation between Constitutive Laws and Fracture in the Vicinity of Friction Surfaces. In Physical Aspects of Fracture; Bouchaud, E., Jeulin, D., Prioul, C., Roux, S., Eds.; Springer: Dordrecht, The Netherlands, 2001; pp. 179–190. ISBN 978-0-7923-7147-2. [Google Scholar]
- Alexandrov, S.; Richmond, O. Singular plastic flow fields near surfaces of maximum friction stress. Int. J. Non-Linear Mech. 2001, 36, 1–11. [Google Scholar] [CrossRef]
- Alexandrov, S.E.; Goldstein, R.V. On Constructing Constitutive Equations in Material Thin Layer Near Friction Surfaces in Material Forming Processes. Dokl. Phys. 2015, 60, 39–41. [Google Scholar] [CrossRef]
- Goldstein, R.V.; Alexandrov, S.E. An approach to prediction of microstructure formation near friction surfaces at large plastic strains. Phys. Mesomech. 2015, 18, 223–227. [Google Scholar] [CrossRef]
- Batchelor, G.K. An Introduction to Fluid Dynamics; Cambridge University Press: New York, NY, USA, 1999; ISBN 0-521-66396-2. [Google Scholar]
- Vining, G.G.; Kowalski, S. Statistical Method for Engineers; Cengage Learning: Boston, MA, USA, 2011; ISBN 978-0-S38-73S18-6. [Google Scholar]
- Male, A.T.; Cockcroft, M.G. A method for the determination of the coefficient of friction of metals under conditions of bulk plastic deformation. J. Inst. Met. 1964, 93, 38–46. [Google Scholar] [CrossRef]
- Facchinetti, M.; Miszuris, W. Analysis of the maximum friction condition for green body forming in an ANSYS environment. J. Eur. Ceram. Soc. 2016, 36, 2295–2302. [Google Scholar] [CrossRef]
- Chen, J.-S.; Pan, C.; Roque, C.M.O.L.; Wang, H.-P. A Lagrangian reproducing kernel particle method for metal forming analysis. Comput. Mech. 1998, 22, 289–307. [Google Scholar] [CrossRef]
- Fries, T.-P.; Belytschko, T. The extended/generalized finite element method: An overview of the method and its applications. Int. J. Numer. Methods Eng. 2010, 84, 253–304. [Google Scholar] [CrossRef]
- Alexandrov, S.; Kuo, C.-Y.; Jeng, Y.-R. A numerical method for determining the strain rate intensity factor under plane strain conditions. Contin. Mech. Thermodyn. 2016, 28, 977–992. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | S | P | Cr | Ni | Cu | Mo | V | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.44 | 0.42 | 0.23 | 0.010 | 0.018 | 0.006 | 0.042 | 0.066 | 0.008 | 0.001 | 0.022 |
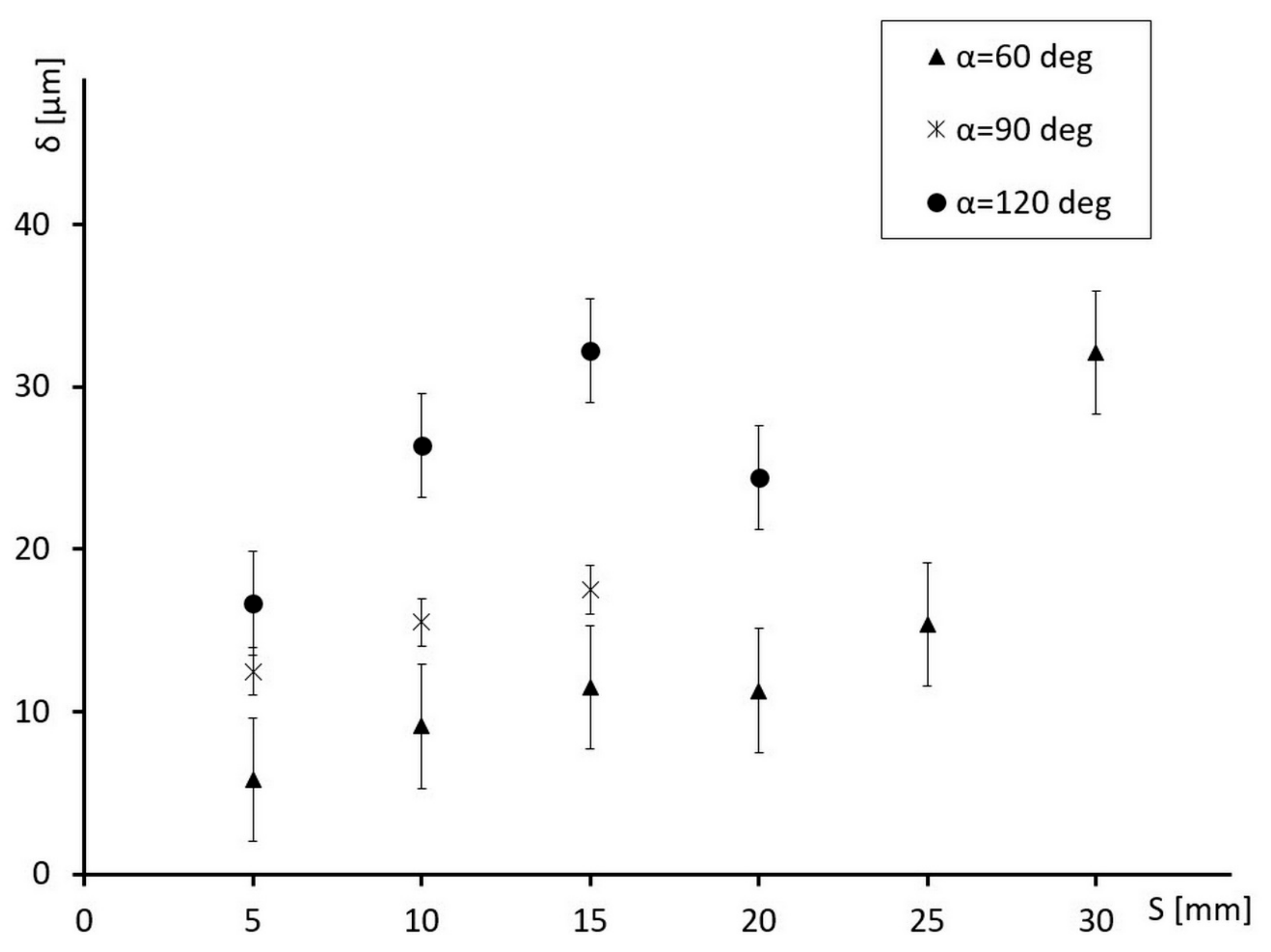
| α = 60 Deg | α = 90 Deg | α = 120 Deg | ||||
|---|---|---|---|---|---|---|
| S | δ and its value averaged over 5 measurements | R2 | δ and its value averaged over 5 measurements | R2 | δ and its value averaged over 5 measurements | R2 |
| 0 | - | 0.932 | - | 1 | - | 0.677 |
| 5 | (6.6; 6.2; 6.6; 4.7; 5) 5.8 | (11.1; 25; 13.5; 12.7; 12.9) 12.5 | (10.1; 17.7; 26; 18.8; 10.9) 16.7 | |||
| 10 | (8.5; 9; 9.5; 9.5; 9) 9.1 | (14.5; 15; 15; 17.5; 15.5) 15.5 | (28; 25; 24; 25; 30) 26.4 | |||
| 15 | (11; 10.5; 10.5; 12; 13.5) 11.5 | (18.4; 19.7; 16.5; 16.2; 16.7) 17.5 | (38; 30; 30; 31; 32) 32.2 | |||
| 20 | (12.5; 10.5; 12; 11.5; 10) 11.3 | Crack appears | (20.6; 21.4; 29.8; 25.4; 25) 24.44 | |||
| 25 | (15.5; 17.3; 13; 15.5; 15) 15.4 | - | Crack appears | |||
| 30 | ( 28; 29; 33; 35; 35.5) 32.1 | - | - | |||
| 40 | Crack appears | - | - | |||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alexandrov, S.; Šidjanin, L.; Vilotić, D.; Movrin, D.; Lang, L. Generation of a Layer of Severe Plastic Deformation near Friction Surfaces in Upsetting of Steel Specimens. Metals 2018, 8, 71. https://doi.org/10.3390/met8010071
Alexandrov S, Šidjanin L, Vilotić D, Movrin D, Lang L. Generation of a Layer of Severe Plastic Deformation near Friction Surfaces in Upsetting of Steel Specimens. Metals. 2018; 8(1):71. https://doi.org/10.3390/met8010071
Chicago/Turabian StyleAlexandrov, Sergei, Leposava Šidjanin, Dragiša Vilotić, Dejan Movrin, and Lihui Lang. 2018. "Generation of a Layer of Severe Plastic Deformation near Friction Surfaces in Upsetting of Steel Specimens" Metals 8, no. 1: 71. https://doi.org/10.3390/met8010071
APA StyleAlexandrov, S., Šidjanin, L., Vilotić, D., Movrin, D., & Lang, L. (2018). Generation of a Layer of Severe Plastic Deformation near Friction Surfaces in Upsetting of Steel Specimens. Metals, 8(1), 71. https://doi.org/10.3390/met8010071