Some Facts We Can Learn from Analytical Modeling of DDRX in Pure Metals and Solid Solutions

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. A Grain Scale Analytical Model of DDRX
2.1. Geometrical Description of the Model
2.2. Three Basic Equations
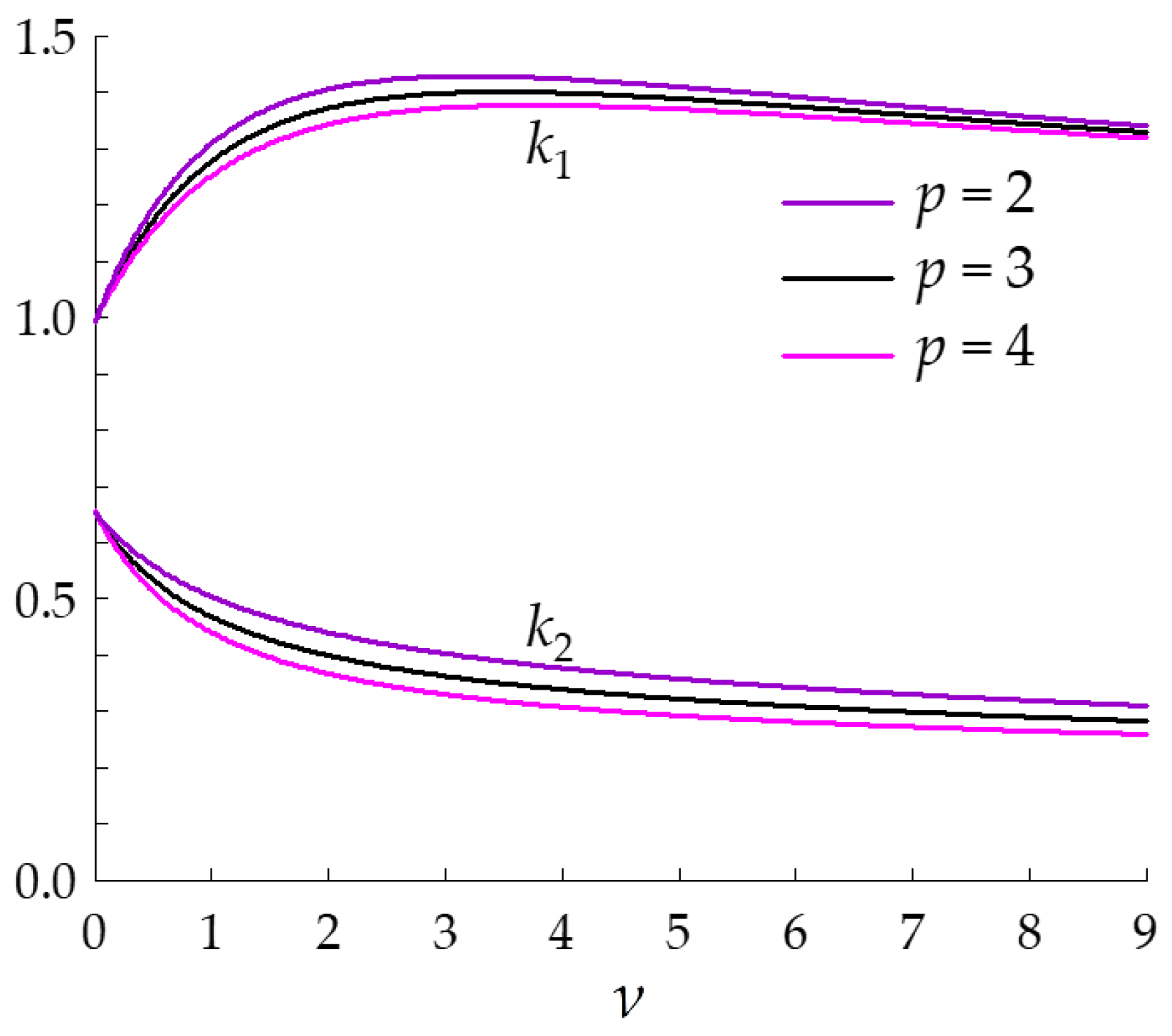
2.3. Steady State Predictions
3. Macroscopic Behaviour Associated with DDRX
3.1. Dependence of the Model Parameters on , T, and C
3.2. Effects of Strain Rate, Temperature, and Solute Concentration on Flow Stress and Grain Size
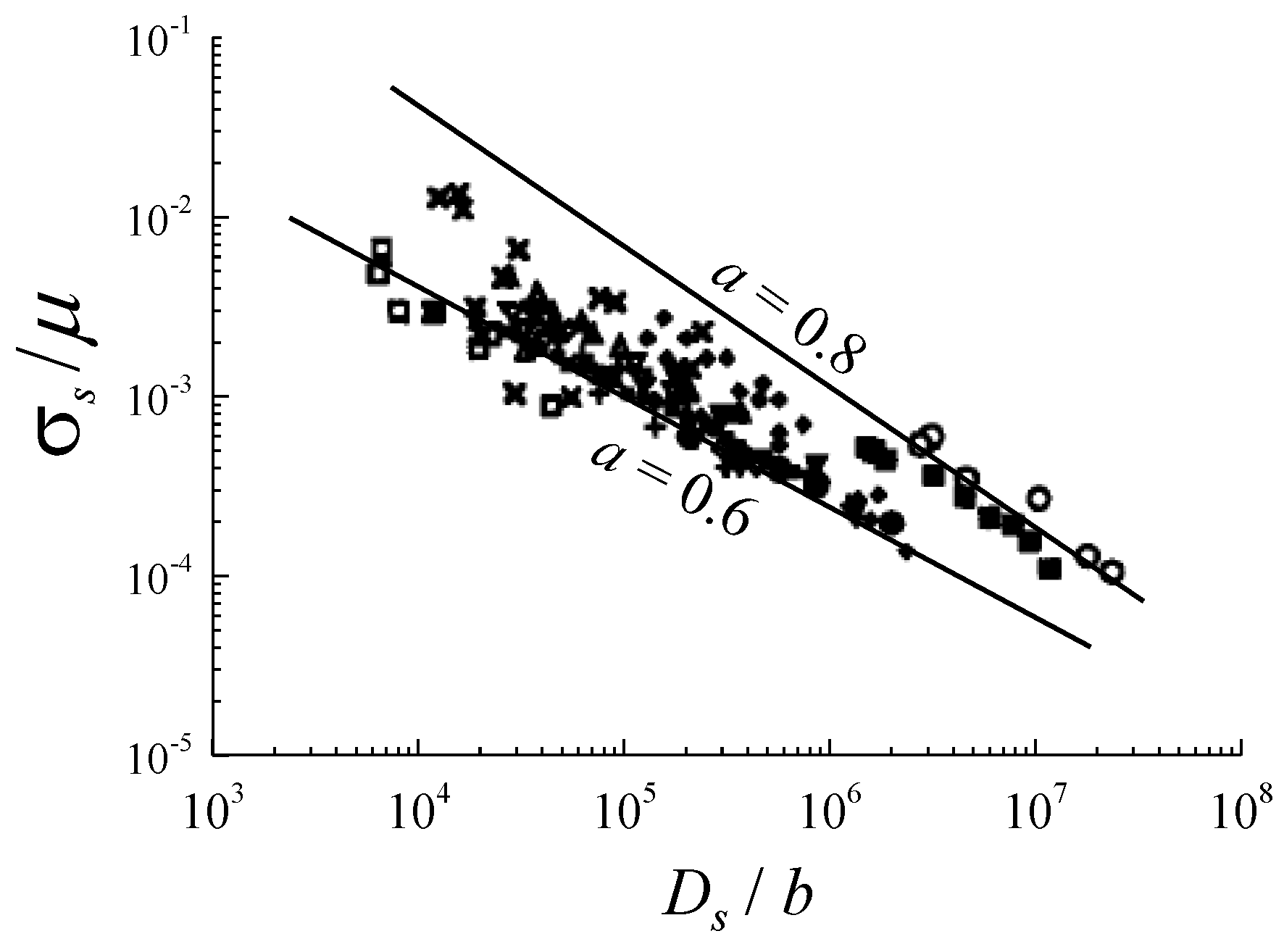
3.3. The Derby Exponents
- (i)
- Temperature and solute concentration remain constant (i.e., σS and DS are measured on a single material at given temperature). Only the strain rate varies:which is directly related to the strain rate sensitivity exponents by . This yields:
- (ii)
- Strain rate and solute concentration remain constant (single material at given strain rate). Temperature is the only variable:which can be written in the simple form . This gives:
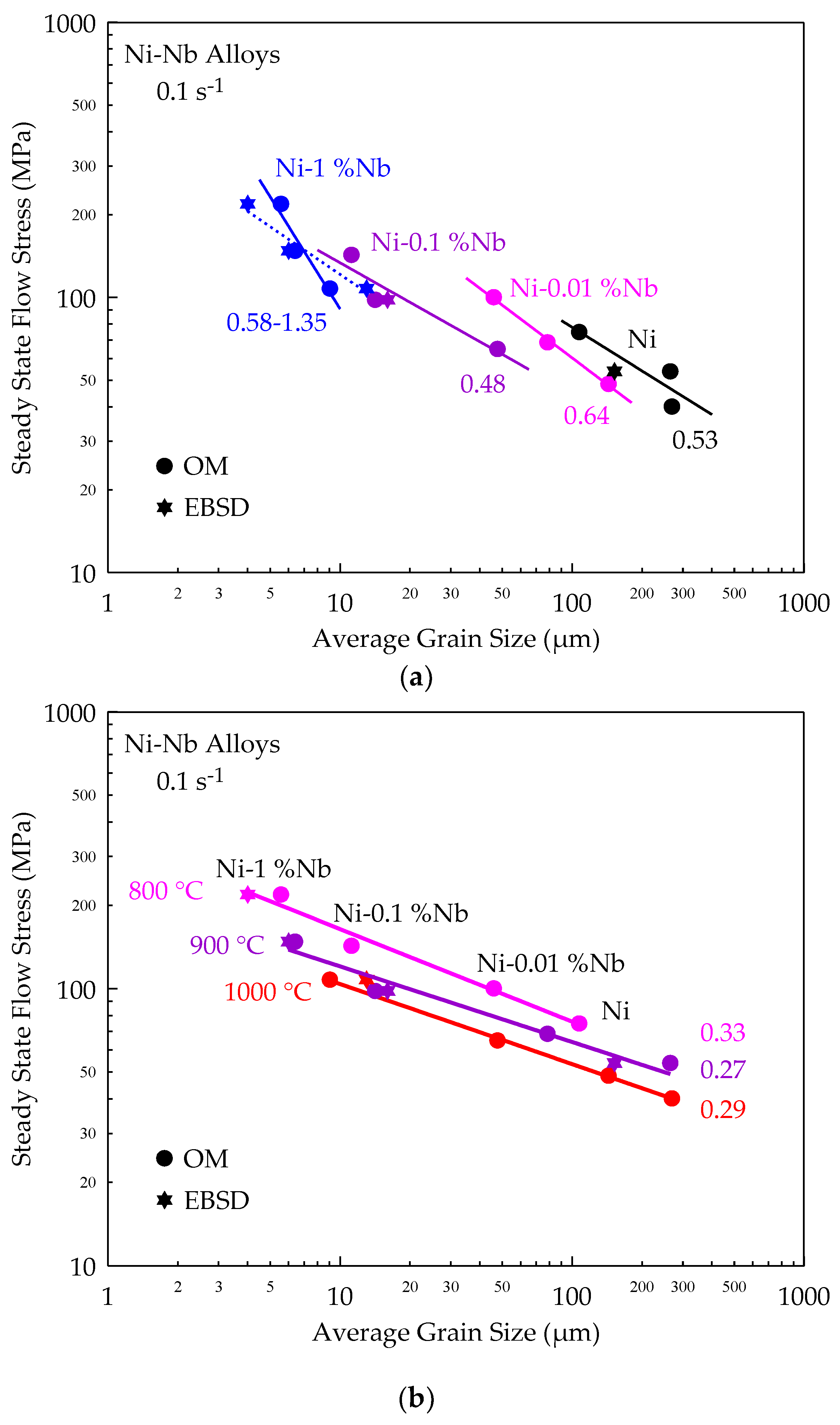
3.4. Application to a Set of Ni-Nb Alloys
4. Steady State Grain Size Distribution
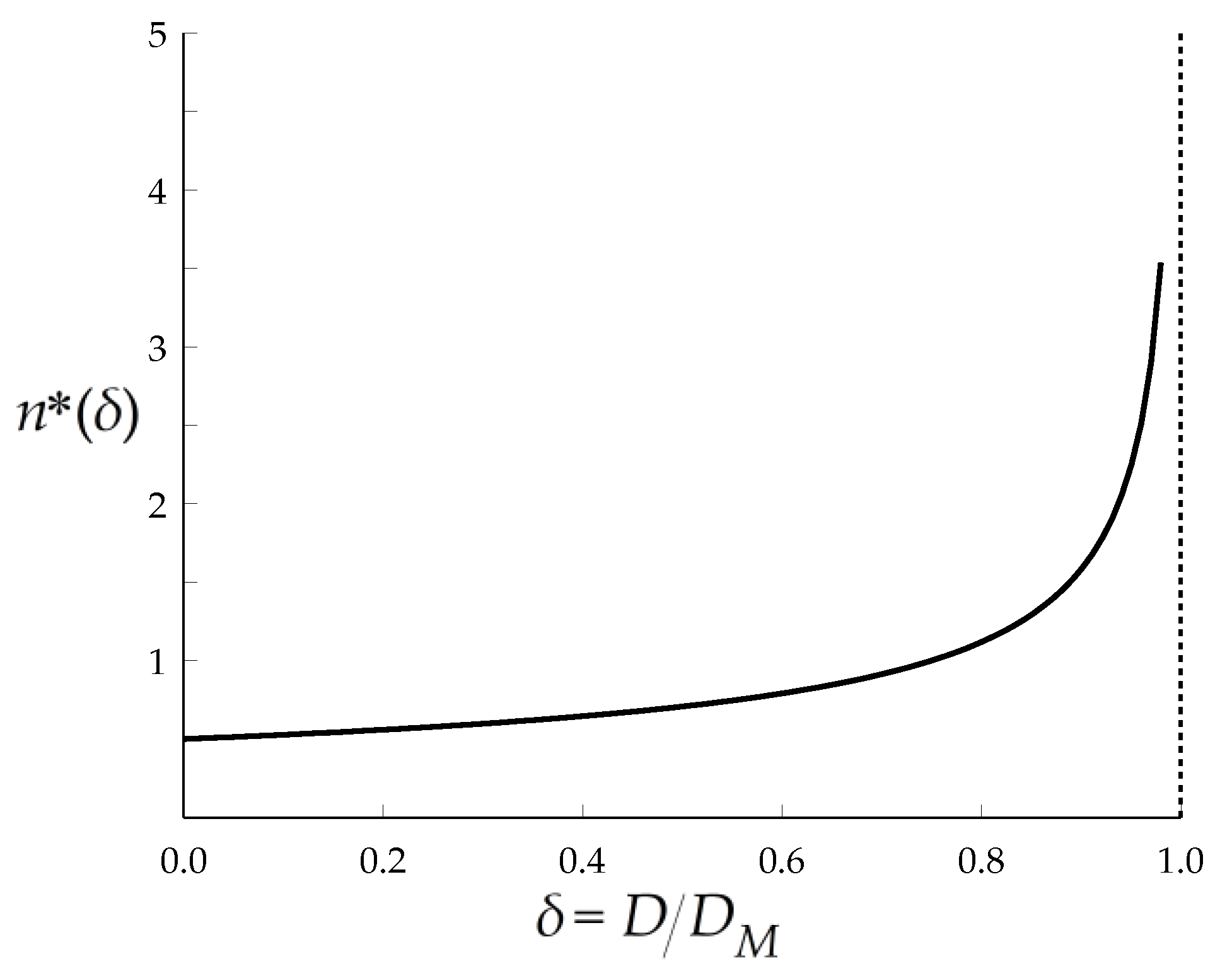
4.1. Model Involving a Single Family of Grains
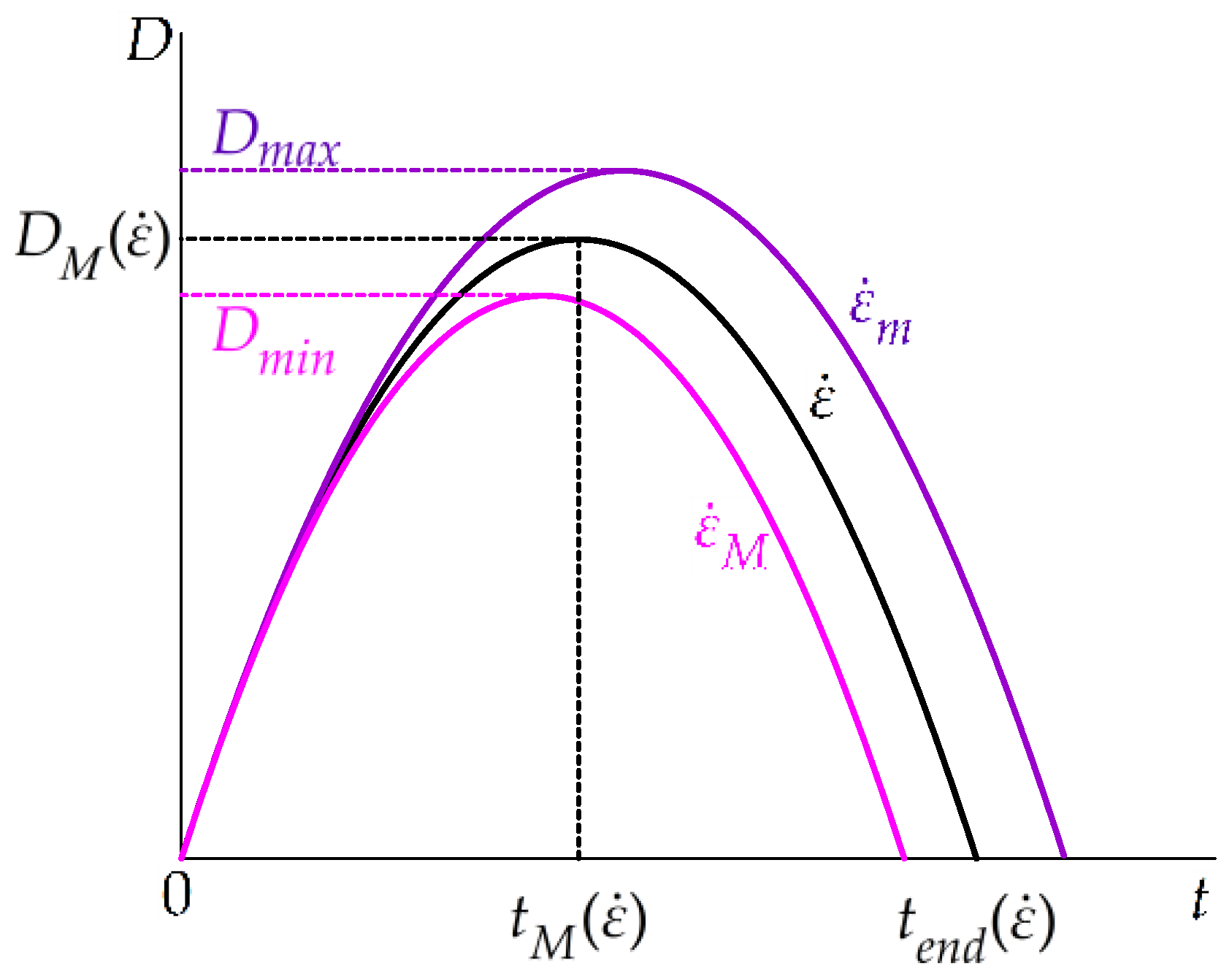
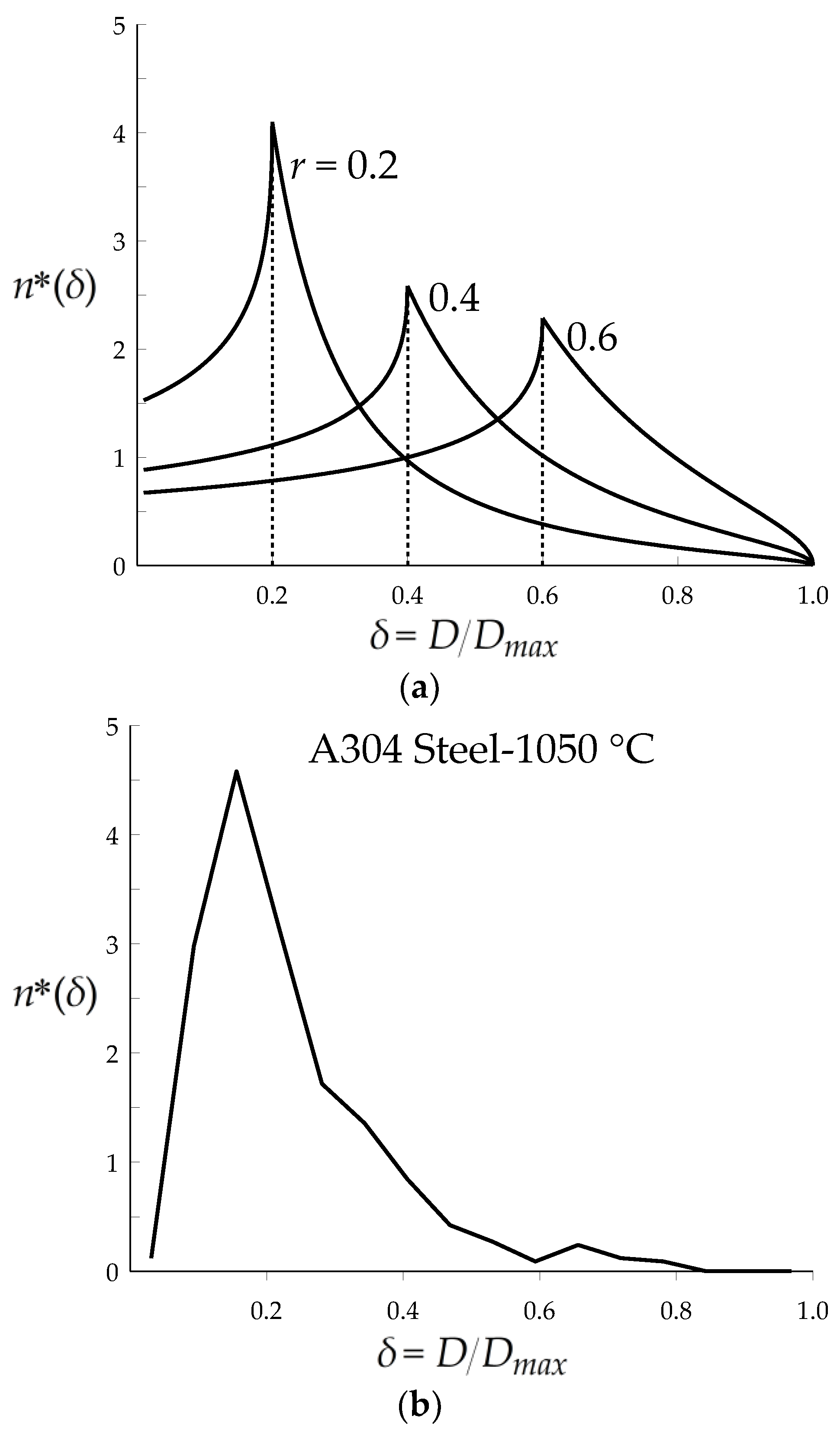
4.2. Models Involving Several Family of Grains
- -
- When , or , where , all grain families contribute to the distribution. The integration is thus extended over the whole interval .
- -
- When , or , only the grains such that , i.e., grains undergoing a strain rate or contribute to the distribution. The interval of integration is now or .
- -
- For :
- -
- for :
5. Conclusions
- (1)
- To derive the macroscopic constitutive parameters m and Q associated with DDRX as functions of the mesoscopic parameters of the model, for pure metals and solid solutions.
- (2)
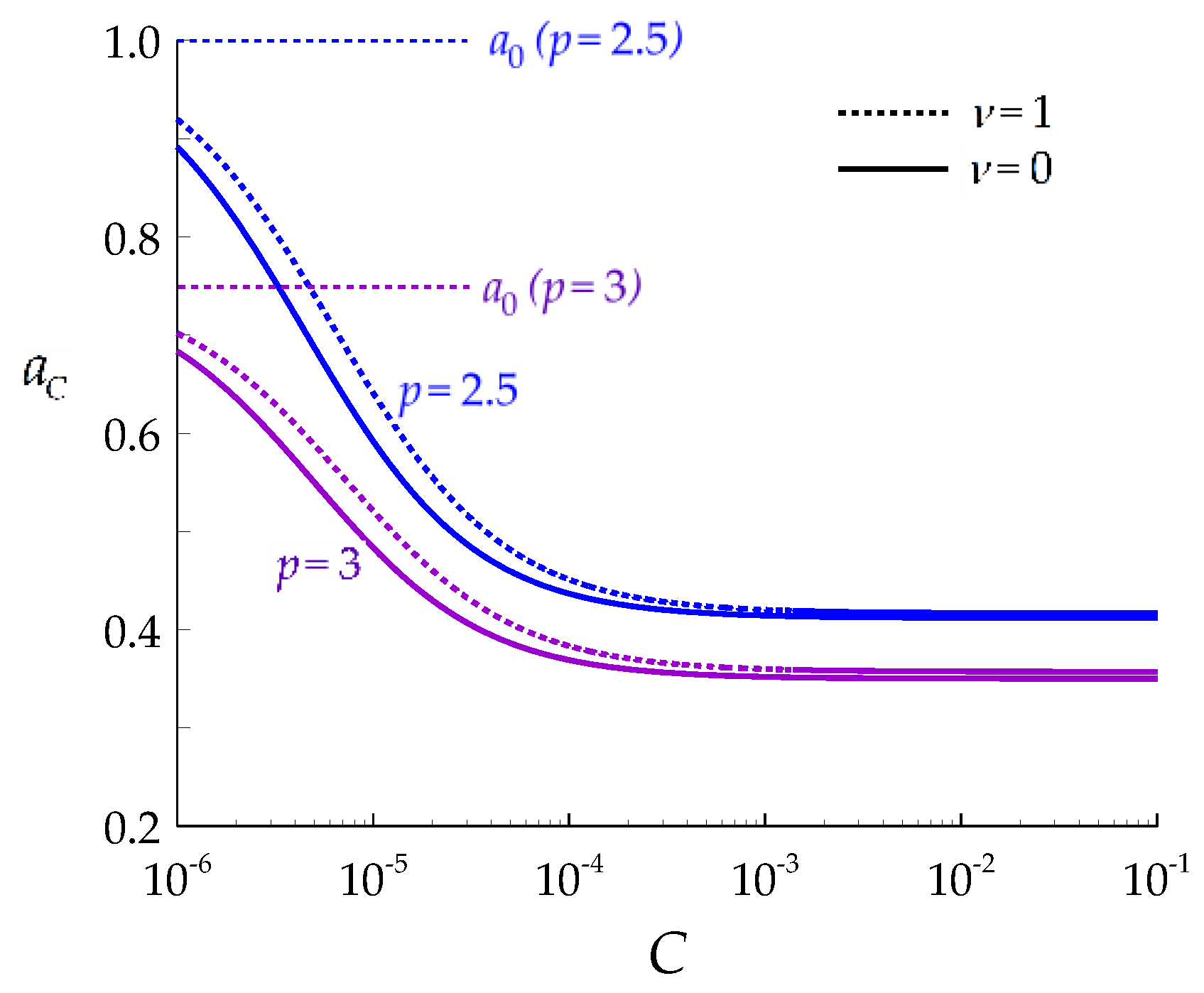
- To show that the inverse power law relationship (“Derby equation”) between the steady state flow stress and average grain size is verified. Moreover, the analysis leads to define three, instead of one, “Derby exponents” , aT, and aC, according to whether the strain rate , the temperature T, or the solute content C is the only variable of the system. An important result is that aC is less than the two other exponents, a prediction that is well verified in the case of a set of Ni-Nb alloys.
- (3)
- In addition, the mesoscale model allows for predicting not only average values of parameters such as the grain size or the dislocation density, but also their distributions, if the mesoscale parameters or the strain rate of the grains are scattered. This was illustrated by introducing a uniform strain rate distribution over the grains of the aggregate.
Funding
Acknowledgments
Conflicts of Interest
References
- Stüwe, H.P.; Ortner, B. Recrystallization in hot working and creep. Met. Sci. 1974, 8, 161–167. [Google Scholar] [CrossRef]
- Sandström, R.; Lagneborg, R. A model for hot working occurring by recrystallization. Acta Metall. 1975, 23, 387–398. [Google Scholar] [CrossRef]
- Rollett, A.D.; Luton, M.J.; Srolovitz, D.J. Microstructural simulation of dynamic recrystallization. Acta Metall. Mater. 1992, 40, 43–55. [Google Scholar] [CrossRef]
- Luton, M.J.; Peczak, P. Monte Carlo modeling of dynamic recrystallization: Recent developments. Mater. Sci. Forum 1993, 113–115, 67–80. [Google Scholar] [CrossRef]
- Peczak, P. A Monte Carlo study of influence of deformation temperature on dynamic recrystallization. Acta Metall. Mater. 1995, 43, 1279–1291. [Google Scholar] [CrossRef]
- Goetz, R.L.; Seetharaman, V. Modeling dynamic recrystallization using cellular automata. Scr. Mater. 1984, 38, 405–413. [Google Scholar] [CrossRef]
- De Jaeger, J.; Solas, D.; Fandeur, O.; Schmitt, J.-H.; Rey, C. 3D numerical modeling of dynamic recrystallization under hot working: Application to Inconel 718. Mater. Sci. Eng. A 2015, 646, 33–44. [Google Scholar] [CrossRef]
- Cui, Z.; Jin, Z. Investigation on strain dependence of dynamic recrystallization behavior using an inverse analysis method. Mater. Sci. Eng. A 2010, 527, 3111–3119. [Google Scholar]
- Bernacki, M.; Resk, H.; Coupez, T.; Logé, R. Finite element model of primary recrystallization in polycrystalline aggregates using a level set framework. Model. Simul. Mater. Sci. Eng. 2009, 17, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Maire, L.; Scholtes, B.; Moussa, C.; Bozzolo, N.; Pino Muñoz, D.; Settefrati, A.; Bernacki, M. Modeling of dynamic and post-dynamic recrystallization by coupling a full field approach to phenomenological laws. Mater. Des. 2017, 133, 498–519. [Google Scholar] [CrossRef] [Green Version]
- Lieou, C.K.C.; Bronkhorst, C.A. Dynamic recrystallization in adiabatic shear banding: Effective-temperature model and comparison to experiments in ultrafine-grained titanium. Int. J. Plast. 2018, in press. [Google Scholar] [CrossRef]
- Lieou, C.K.C.; Mourad, H.M.; Bronkhorst, C.A. Strain localization and dynamic recrystallization in polycrystalline metals: Thermodynamic theory and simulation framework. arXiv, 2018; arXiv:1808.07454. [Google Scholar]
- Huang, K.; Logé, R. A review on dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Montheillet, F.; Lurdos, O.; Damamme, G. A grain scale approach for modeling steady state discontinuous dynamic recrystallization. Acta Mater. 2009, 57, 1602–1612. [Google Scholar] [CrossRef]
- Montheillet, F.; Jonas, J.J. Models of recrystallization. In Fundamentals of Modeling for Metals Processing, ASM Handbook; Furrer, D.U., Semiatin, S.L., Eds.; ASM International: Materials Park, OH, USA, 2009; Volume 22A, pp. 220–231. [Google Scholar]
- Estrin, Y.; Mecking, H. A unified phenomenological description of work hardening and creep based on one-parameter models. Acta Metall. 1984, 32, 57–70. [Google Scholar] [CrossRef]
- Laasraoui, A.; Jonas, J.J. Prediction of steel flow stresses at high temperatures and strain rates. Metall. Trans. A 1991, 22, 1545–1558. [Google Scholar] [CrossRef]
- Maatougui, N.; Piot, D.; Fares, L.; Montheillet, F.; Semiatin, S.L. Influence of niobium solutes on the mechanical behaviour of nickel during hot working. Mater. Sci. Eng. A 2013, 586, 350–357. [Google Scholar] [CrossRef]
- Piot, D.; Smagghe, G.; Jonas, J.J.; Desrayaud, C.; Montheillet, F.; Perrin, G.; Montouchet, A.; Kermouche, G. A semitopological mean-field model of discontinuous dynamic recrystallization. J. Mater. Sci. 2018, 53, 8554–8566. [Google Scholar]
- Estrin, Y. Dislocation-density-related constitutive modeling. In Unified Constitutive Laws of Plastic Deformation; Krausz, A.S., Krausz, K., Eds.; Elsevier: Amsterdam, The Netherlands, 1996; Chapter 2. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2008; p. 123. [Google Scholar]
- Cahn, J.W. The impurity-drag effect in grain boundary motion. Acta Metall. 1962, 10, 789–798. [Google Scholar] [CrossRef]
- Derby, B. Dynamic recrystallization: The steady state grain size. Scr. Metall. Mater. 1992, 27, 1581–1585. [Google Scholar] [CrossRef]
- Piot, D.; Smagghe, G.; Montheillet, F. Modeling grain-boundary mobility and nucleation rate during discontinuous dynamic recrystallization in Ni-Nb alloys and a high-purity alloy derived from SAE 304L. Mater. Sci. Forum 2017, 879, 1501–1506. [Google Scholar] [CrossRef]
- Piot, D.; Damamme, G.; Montheillet, F. Mesoscopic modeling of discontinuous dynamic recrystallization: Steady state grain size distributions. Mater. Sci. Forum 2012, 706–709, 234–239. [Google Scholar] [CrossRef]
- Montheillet, F.; Thomas, J.-P.; Damamme, G. Distribution de la taille des grains recristallisés dynamiquement dans les matériaux métalliques. In Proceedings of the Congrès Matériaux 2002 CD-ROM, Tours, France, 21–25 October 2002. [Google Scholar]
- Smagghe, G. Modélisation de la Recristallisation lors du Forgeage à Chaud de l’acier 304L—Une Approche Semi-Topologique pour les Modèles en Champ Moyen. Ph.D. Thesis, Ecole des Mines de Saint-Etienne, Saint-Étienne, France, 2017. [Google Scholar]
- Favre, J. Recrystallization of L-605 Cobalt Superalloy during Hot Working Process. Ph.D. Thesis, Tohoku University, Sendai, Japan, INSA, Lyon, France, 2012. [Google Scholar]









© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Montheillet, F. Some Facts We Can Learn from Analytical Modeling of DDRX in Pure Metals and Solid Solutions. Metals 2018, 8, 789. https://doi.org/10.3390/met8100789
Montheillet F. Some Facts We Can Learn from Analytical Modeling of DDRX in Pure Metals and Solid Solutions. Metals. 2018; 8(10):789. https://doi.org/10.3390/met8100789
Chicago/Turabian StyleMontheillet, Frank. 2018. "Some Facts We Can Learn from Analytical Modeling of DDRX in Pure Metals and Solid Solutions" Metals 8, no. 10: 789. https://doi.org/10.3390/met8100789
APA StyleMontheillet, F. (2018). Some Facts We Can Learn from Analytical Modeling of DDRX in Pure Metals and Solid Solutions. Metals, 8(10), 789. https://doi.org/10.3390/met8100789