Crystallization Kinetics and Consolidation of Al82La10Fe4Ni4 Glassy Alloy Powder by Spark Plasma Sintering

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
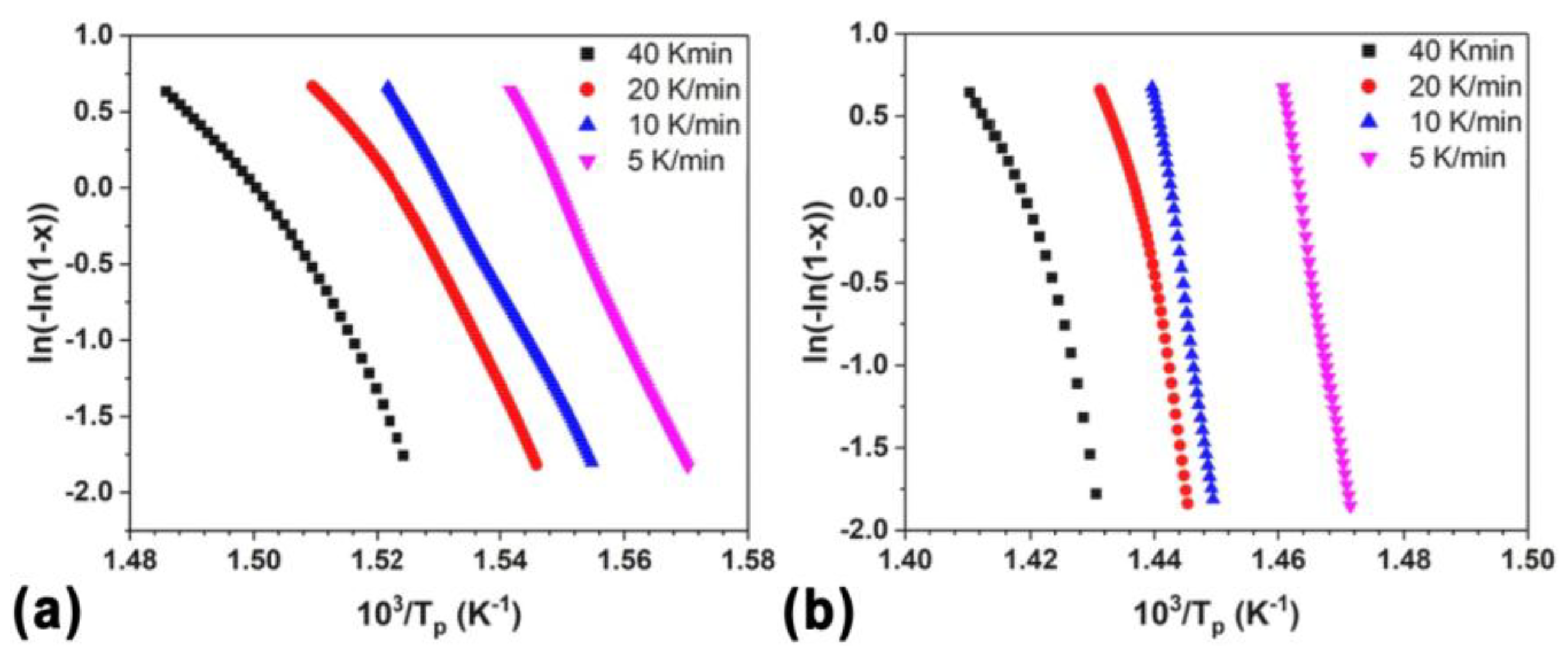
3.1. Crystallization Kinetics
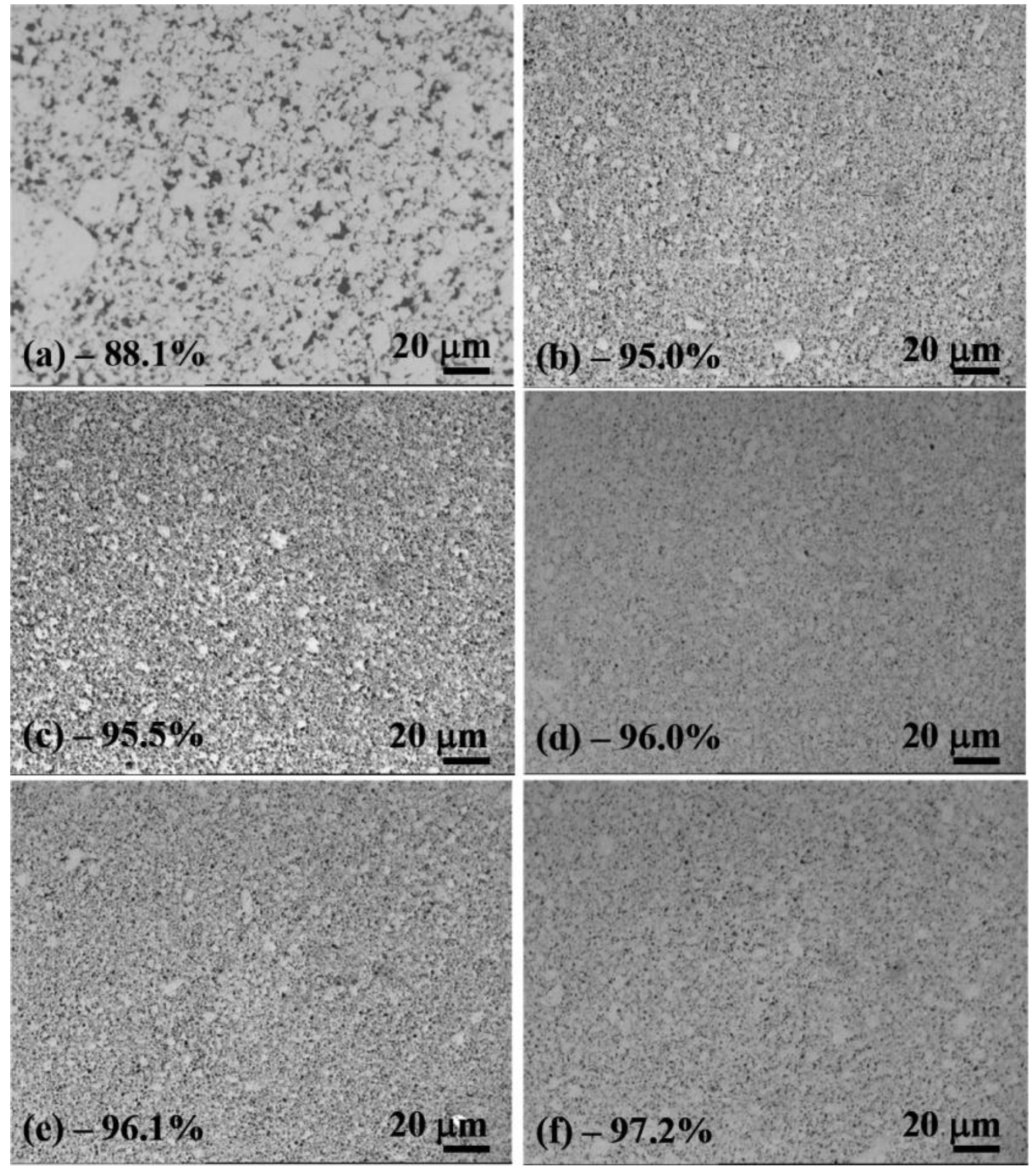
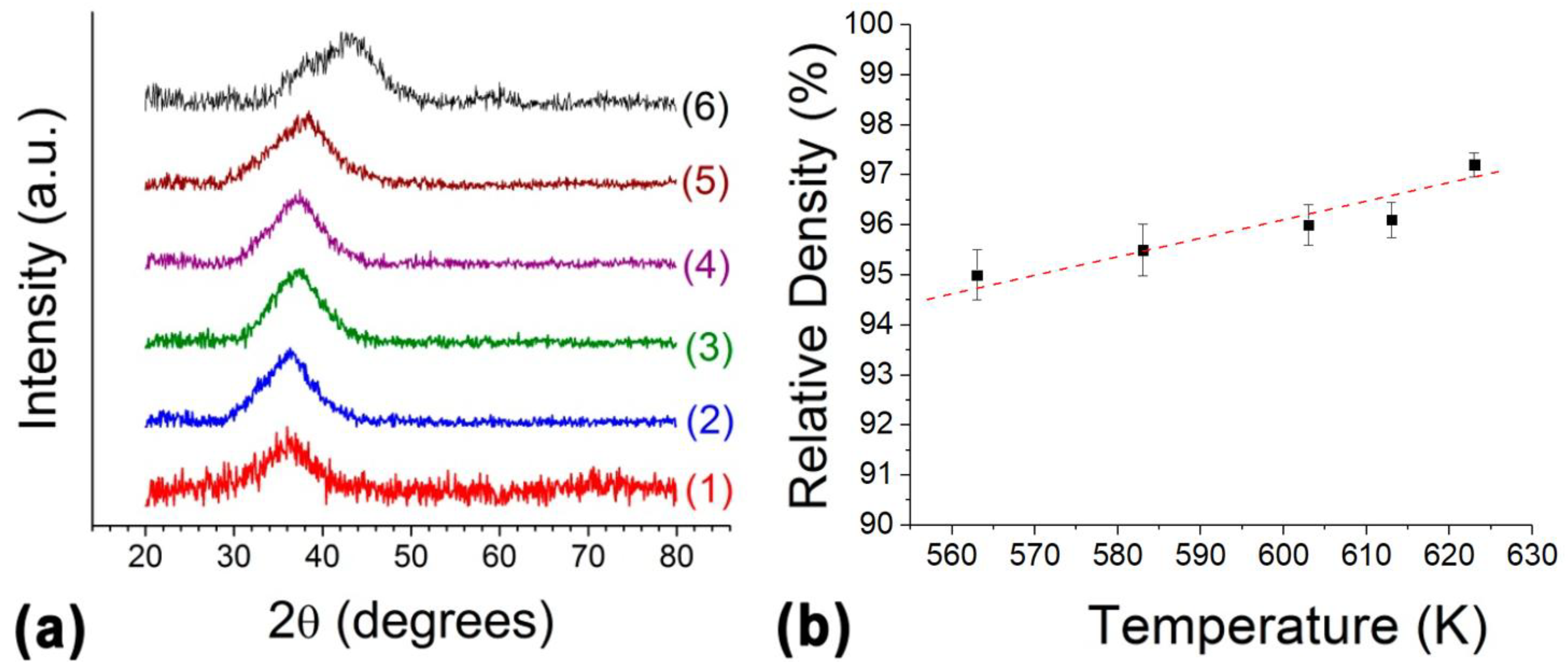
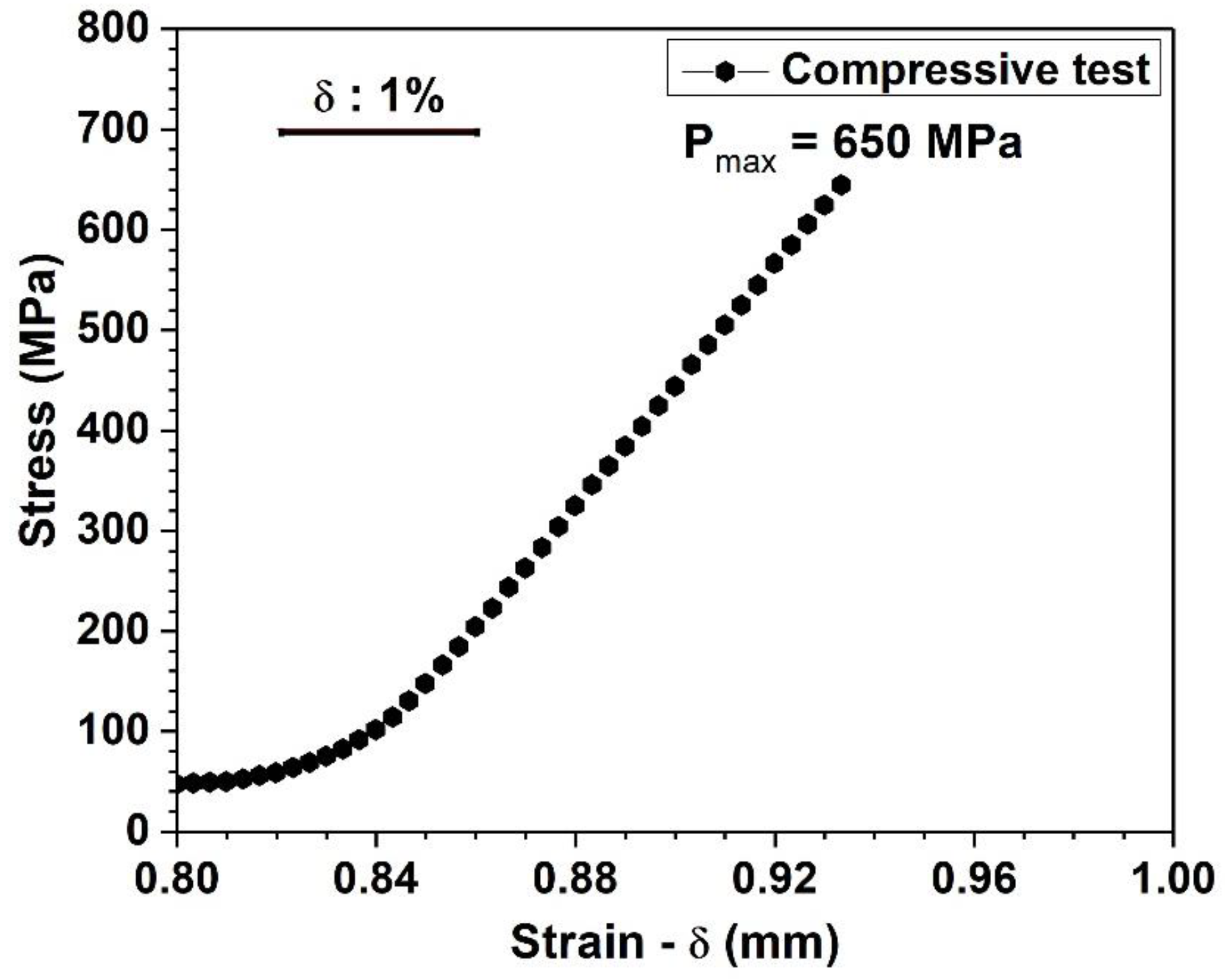
3.2. Consolidation and Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Inoue, A.; Kita, K.; Ohtera, K.; Kimura, H.; Masumoto, T. Al-Y-Ni amorphous powders prepared by high-pressure gas atomization. J. Mater. Sci. Lett. 1988, 7, 1287–1290. [Google Scholar] [CrossRef]
- Ye, F.; Lu, K. Crystallization kinetics of Al–La–Ni amorphous alloy. J. Non Cryst. Solids 2000, 262, 228–235. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Witkin, D.; Lavernia, E.J. Crystallization behavior of a gas atomized Al85Ni10La5 amorphous alloy. J. Non Cryst. Solids 2005, 351, 1646–1652. [Google Scholar] [CrossRef]
- Scudino, S.; Surreddi, K.B.; Nguyen, H.V.; Liu, G.; Gemming, T.; Sakaliyska, M.; Kim, J.S.; Vierke, J.; Wollgarten, M.; Eckert, J. High-strength Al87Ni8La5 bulk alloy produced by spark plasma sintering of gas atomized powders. J. Mater. Res. 2011, 24, 2909–2916. [Google Scholar] [CrossRef]
- Zhuo, L.-C.; Pang, S.-J.; Wang, H.; Zhang, T. Ductile Bulk Aluminum-Based Alloy with Good Glass-Forming Ability and High Strength. Chin. Phys. Lett. 2009, 26, 066402. [Google Scholar]
- Inoue, A.; Matsumoto, N.; Masumoto, T. Al-Ni-Y-Co Amorphous Alloys with High Mechanical Strengths, Wide Supercooled Liquid Region and Large Glass-Forming Capacity. Mater. Trans. JIM 1990, 31, 493–500. [Google Scholar] [CrossRef]
- Kim, Y.-H.; Inoue, A.; Masumoto, T. Mechanical properties of Al88(Y1−xCex)2Ni9Fe1(x = 0, 0.5, 1) amorphous alloys containing nanoscale fcc-Al particles. J. Jpn. Inst. Met. 1992, 42, 217–223. [Google Scholar] [CrossRef]
- Zhong, Z.C.; Jiang, X.Y.; Greer, A.L. Nanocrystallization in Al-based amorphous alloys. Philos. Mag. B 1997, 76, 505–510. [Google Scholar] [CrossRef]
- Tsai, A.P.; Kamiyama, T.; Kawamura, Y.; Inoue, A.; Masumoto, T. Formation and precipitation mechanism of nanoscale Al particles in Al-Ni base amorphous alloys. Acta Mater. 1997, 45, 1477–1487. [Google Scholar] [CrossRef]
- Gloriant, T.; Greer, A.L. Al-based nanocrystalline composites by rapid solidification of Al-Ni-Sm alloys. Nanostruct. Mater. 1998, 10, 389–396. [Google Scholar] [CrossRef]
- Johnson, W.L. Bulk Glass-Forming Metallic Alloys: Science and Technology. MRS Bull. 2013, 24, 42–56. [Google Scholar] [CrossRef]
- Wang, W.H. Bulk Metallic Glasses with Functional Physical Properties. Adv. Mater. 2009, 21, 4524–4544. [Google Scholar] [CrossRef]
- Eckert, J.; Das, J.; Pauly, S.; Duhamel, C. Mechanical properties of bulk metallic glasses and composites. J. Mater. Res. 2011, 22, 285–301. [Google Scholar] [CrossRef]
- Xu, J.; Ramamurty, U.; Ma, E. The fracture toughness of bulk metallic glasses. JOM 2010, 62, 10–18. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Inoue, A. Bulk Metallic Glasses; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Masumoto, T. Recent progress in amorphous metallic materials in Japan. Mater. Sci. Eng. A 1994, 179–180, 8–16. [Google Scholar] [CrossRef]
- Peker, A.; Johnson, W.L. A highly processable metallic glass: Zr41.2Ti13.8Cu12.5Ni10.0Be22.5. Appl. Phys. Lett. 1993, 63, 2342–2344. [Google Scholar] [CrossRef]
- Schroers, J.; Johnson, W.L. Highly processable bulk metallic glass-forming alloys in the Pt–Co–Ni–Cu–P system. Appl. Phys. Lett. 2004, 84, 3666–3668. [Google Scholar] [CrossRef]
- Inoue, A.; Zhang, T.; Nishiyama, N.; Ohba, K.; Masumoto, T. Preparation of 16 mm Diameter Rod of Amorphous Zr65Al7.5Ni10Cu17.5 Alloy. Mater. Trans. JIM 1993, 34, 1234–1237. [Google Scholar] [CrossRef]
- Perepezko, J.H.; Smith, J.S. Glass formation and crystallization in highly undercooled Te-Cu alloys. J. Non Cryst. Solids 1981, 44, 65–83. [Google Scholar] [CrossRef]
- Si, P.; Bian, X.; Li, W.; Zhang, J.; Yang, Z. Relationship between intermetallic compound formation and glass forming ability of Al–Ni–La alloy. Phys. Lett. A 2003, 319, 424–428. [Google Scholar] [CrossRef]
- Tavoosi, M.; Karimzadeh, F.; Enayati, M.H.; Kim, H.S. Consolidation of amorphous Al80Fe10Ti5Ni5 powders by hot pressing. J. Nanomater. 2012, 2012. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Johnson, W.L. Thermodynamic and kinetic aspects of the crystal to glass transformation in metallic materials. Prog. Mater. Sci. 1986, 30, 81–134. [Google Scholar] [CrossRef]
- Choi, P.P.; Kim, J.S.; Nguyen, O.T.H.; Kwon, D.H.; Kwon, Y.S.; Kim, J.C. Al-La-Ni-Fe bulk metallic glasses produced by mechanical alloying and spark-plasma sintering. Mater. Sci. Eng. A 2007, 449–451, 1119–1122. [Google Scholar] [CrossRef]
- Nguyen, V.H.; Nguyen, O.T.H.; Dudina, D.V.; Le, V.V.; Kim, J.-S. Crystallization Kinetics of Al-Fe and Al-Fe-Y Amorphous Alloys Produced by Mechanical Milling. J. Nanomater. 2016, 2016. [Google Scholar] [CrossRef]
- Schultz, L. Formation of amorphous metals by mechanical alloying. Mater. Sci. Eng. 1988, 97, 15–23. [Google Scholar] [CrossRef]
- Dudina, D.V.; Mukherjee, A.K. Reactive Spark Plasma Sintering: Successes and Challenges of Nanomaterial Synthesis. J. Nanomater. 2013, 2013. [Google Scholar] [CrossRef]
- Yurlova, M.S.; Demenyuk, V.D.; Lebedeva, L.Y.; Dudina, D.V.; Grigoryev, E.G.; Olevsky, E.A. Electric pulse consolidation: An alternative to spark plasma sintering. J. Mater. Sci. 2014, 49, 952–985. [Google Scholar] [CrossRef]
- Kim, S.-Y.; Lee, G.-Y.; Park, G.-H.; Kim, H.-A.; Lee, A.Y.; Scudino, S.; Prashanth, K.G.; Kim, D.-H.; Eckert, J.; Lee, M.-H. High strength nanostructured Al-based alloys through optimized processing of rapidly quenched amorphous precursors. Sci. Rep. 2018, 8, 1090. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, X.P.; Yan, M.; Ji, G.; Qian, M. Applied pressure on altering the nano-crystallization behavior of Al86Ni6Y4.5Co2La1.5 metallic glass powder during spark plasma sintering and its effect on powder consolidation. J. Nanomater. 2013, 2013. [Google Scholar] [CrossRef]
- Vidyasagar, C.S.; Karunakar, D.B. Development of 2024 AA-Yttrium composites by Spark Plasma Sintering. IOP Conf. Ser. Mater. Sci. Eng. 2018, 346, 012050. [Google Scholar] [CrossRef] [Green Version]
- Surreddi, K.B.; Srivastava, V.C.; Scudino, S.; Sakaliyska, M.; Uhlenwinkel, V.; Kim, J.S.; Eckert, J. Production of high-strength Al85Y8Ni5Co2 bulk alloy by spark plasma sintering. J. Phys. Conf. Ser. 2010, 240, 012155. [Google Scholar] [CrossRef]
- Surreddi, K.B.; Scudino, S.; Sakaliyska, M.; Prashanth, K.G.; Sordelet, D.J.; Eckert, J. Crystallization behavior and consolidation of gas-atomized Al84Gd6Ni7Co3 glassy powder. J. Alloys Compd. 2010, 491, 137–142. [Google Scholar] [CrossRef]
- Heireche, L.; Belhadji, M. The methods Matusita, Kissinger and Ozawa in the study of the crystallization of glasses. The case of Ge-Sb-Te alloys. Chalcogenide Lett. 2007, 4, 23–33. [Google Scholar]
- Mehta, N.; Agarwal, P.; Kumar, A. A study of the crystallization kinetics in Se68Ge22Pb10 chalcogenide glass. Indian J. Eng. Mater. Sci. 2004, 11, 511–515. [Google Scholar]
- Roy, D.; Raghuvanshi, H. Study on crystallization kinetics of Al65Cu20Ti15 amorphous alloy. J. Non Cryst. Solids 2011, 357, 1701–1704. [Google Scholar] [CrossRef]
- Sahoo, K.L.; Rao, V.; Mitra, A. Crystallization Kinetics in an Amorphous Al-Ni-Mm-Fe Alloy. Mater. Trans. 2003, 44, 1075–1080. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Wang, D.; Zhu, B.; Li, Y.; Han, F. Crystallization kinetics and thermal stability of mechanically alloyed Al76Ni8Ti8Zr4Y4 glassy powder. J. Non Cryst. Solids 2014, 385, 111–116. [Google Scholar] [CrossRef]
- Basu, J.; Ranganathan, S. Crystallisation in Al–ETM–LTM–La metallic glasses. Intermetallics 2004, 12, 1045–1050. [Google Scholar] [CrossRef]
- Mohammadi Rahvard, M.; Tamizifar, M.; Boutorabi, S.M.A. Non-isothermal crystallization kinetics and fragility of Zr56Co28Al16 and Zr56Co22Cu6Al16 bulk metallic glasses. J. Therm. Anal. Calorim. 2018. [Google Scholar] [CrossRef]
- Petersen, A.S.; Cheung, A.M.; Neilson, H.J.; Poon, S.J.; Shiflet, G.J.; Lewandowski, J.J. Processing and Properties of Ni-Based Bulk Metallic Glass via Spark Plasma Sintering of Pulverized Amorphous Ribbons. MRS Adv. 2017, 2, 3815–3820. [Google Scholar] [CrossRef]
- Rometsch, P.A.; Zhang, Y.; Knight, S. Heat treatment of 7xxx series aluminium alloys—Some recent developments. Trans. Nonferrous Met. Soc. China 2014, 24, 2003–2017. [Google Scholar] [CrossRef]
- Sheng, X.; Lei, Q.; Xiao, Z.; Wang, M. Hot Deformation Behavior of a Spray-Deposited Al-8.31Zn-2.07Mg-2.46Cu-0.12Zr Alloy. Metals 2017, 7, 299. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
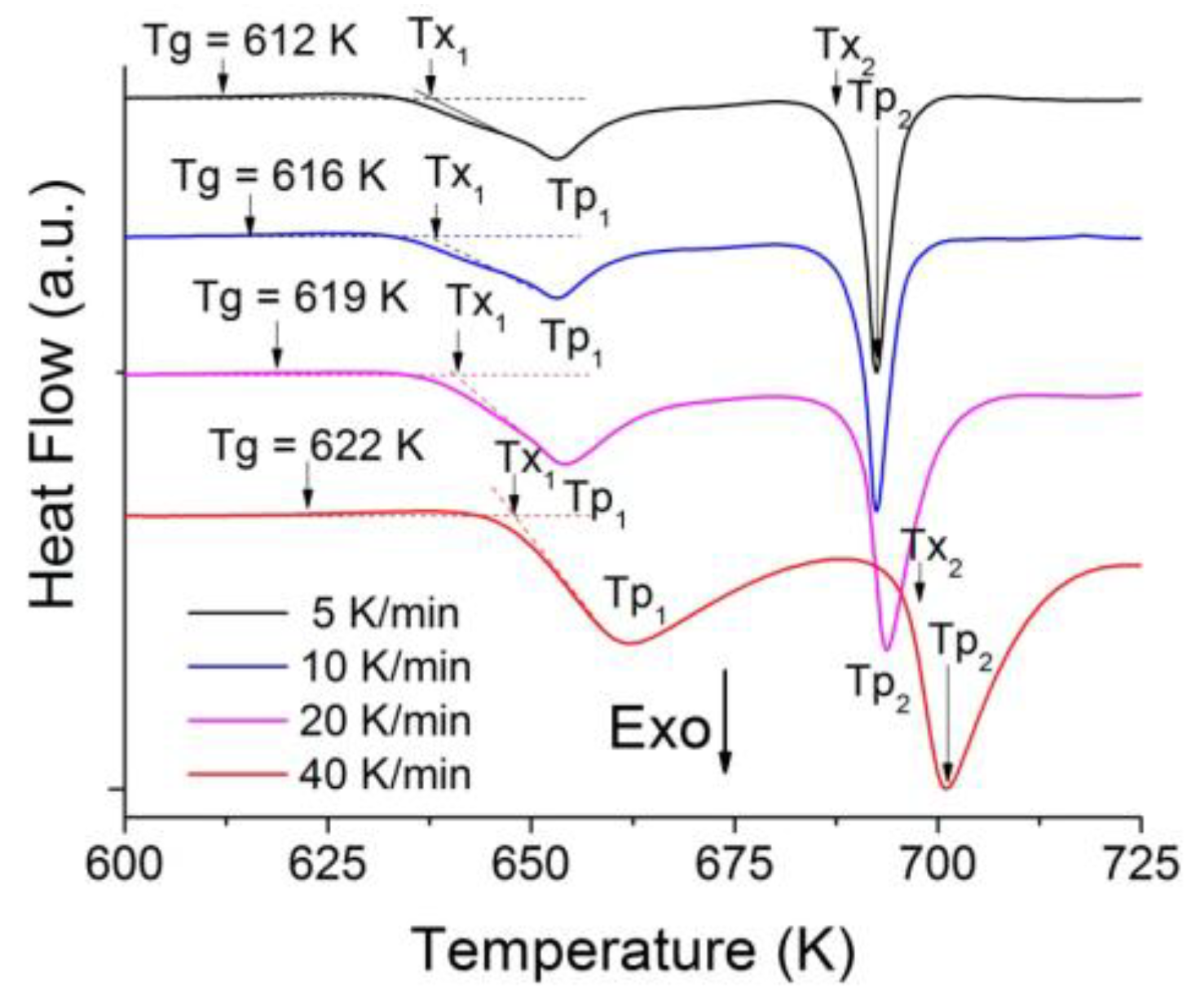
| Heating Rate β, K/min | ΔTx (K) | Tx1 (K) | Tp1 (K) | Tx2 (K) | Tp2 (K) |
|---|---|---|---|---|---|
| 5 | 24.3 | 636.6 | 651.6 | 686.2 | 689.3 |
| 10 | 23.5 | 638.9 | 652.6 | 690.5 | 693.0 |
| 20 | 23.1 | 641.1 | 653.7 | 690.8 | 694.3 |
| 40 | 24.1 | 648.2 | 662 | 695.6 | 701.0 |
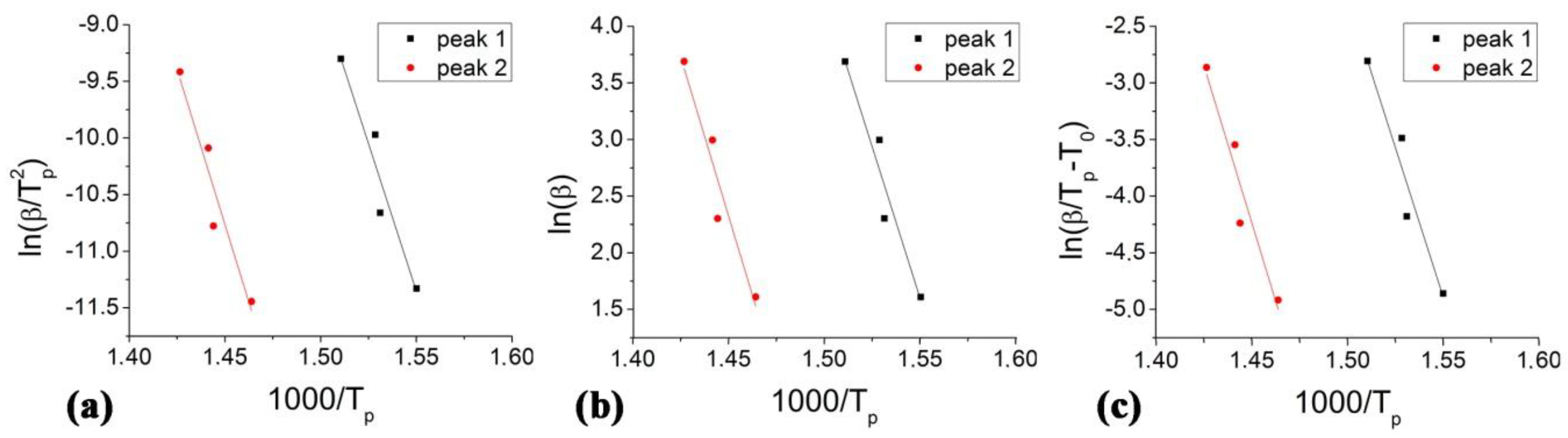
| Peak | Methods | ||
|---|---|---|---|
| Kissinger | Ozawa | Augis-Bennett | |
| 1 | 432.33 | 443.20 | 437.76 |
| 2 | 456.75 | 468.25 | 462.50 |
| Peak | n | 40 K/min | 20 K/min | 10 K/min | 5 K/min |
|---|---|---|---|---|---|
| 1 | 1.41 | 1.16 | 1.33 | 1.42 | 1.71 |
| 2 | 3.61 | 2.07 | 3.12 | 4.84 | 4.41 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Viet, N.H.; Oanh, N.T.H.; Kim, J.-S.; Jorge, A.M., Jr. Crystallization Kinetics and Consolidation of Al82La10Fe4Ni4 Glassy Alloy Powder by Spark Plasma Sintering. Metals 2018, 8, 812. https://doi.org/10.3390/met8100812
Viet NH, Oanh NTH, Kim J-S, Jorge AM Jr. Crystallization Kinetics and Consolidation of Al82La10Fe4Ni4 Glassy Alloy Powder by Spark Plasma Sintering. Metals. 2018; 8(10):812. https://doi.org/10.3390/met8100812
Chicago/Turabian StyleViet, Nguyen Hoang, Nguyen Thi Hoang Oanh, Ji-Soon Kim, and Alberto Moreira Jorge, Jr. 2018. "Crystallization Kinetics and Consolidation of Al82La10Fe4Ni4 Glassy Alloy Powder by Spark Plasma Sintering" Metals 8, no. 10: 812. https://doi.org/10.3390/met8100812
APA StyleViet, N. H., Oanh, N. T. H., Kim, J. -S., & Jorge, A. M., Jr. (2018). Crystallization Kinetics and Consolidation of Al82La10Fe4Ni4 Glassy Alloy Powder by Spark Plasma Sintering. Metals, 8(10), 812. https://doi.org/10.3390/met8100812