Recent Progress in the Joining of Titanium Alloys to Ceramics


Abstract
:1. Introduction
2. Challenges in the Joining of Metals to Ceramics
3. Brazing
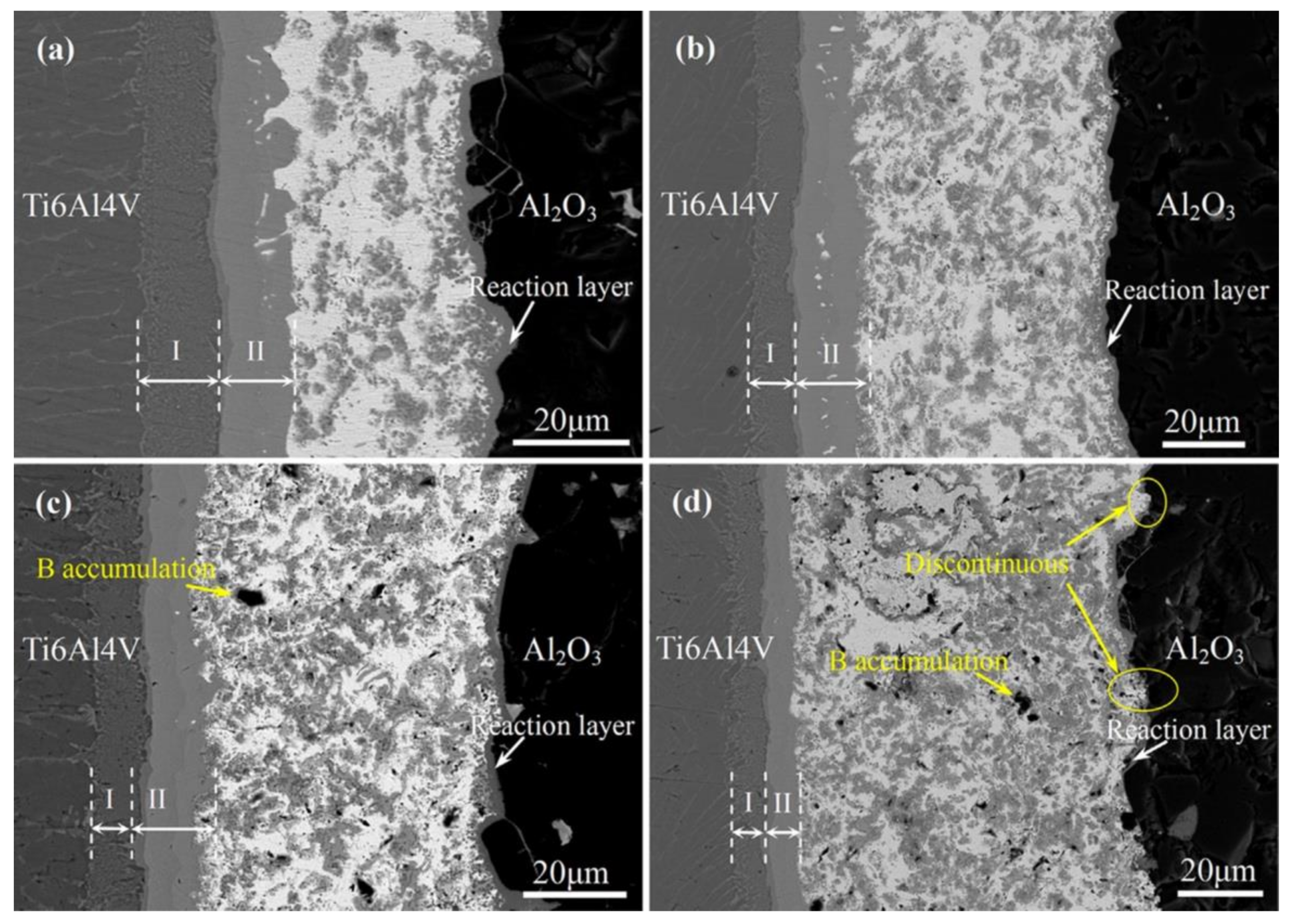
3.1. Brazing of Titanium Alloys to Alumina
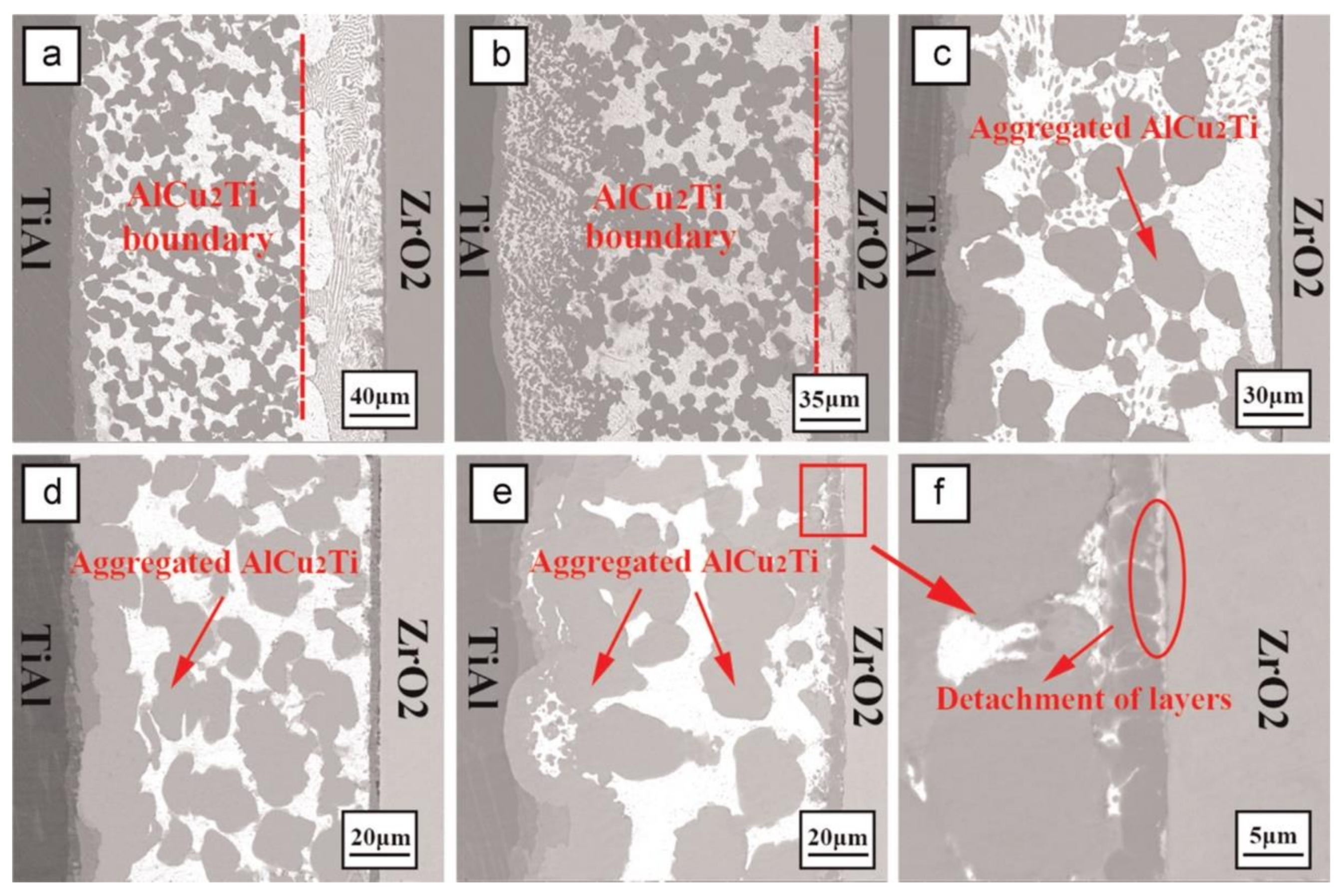
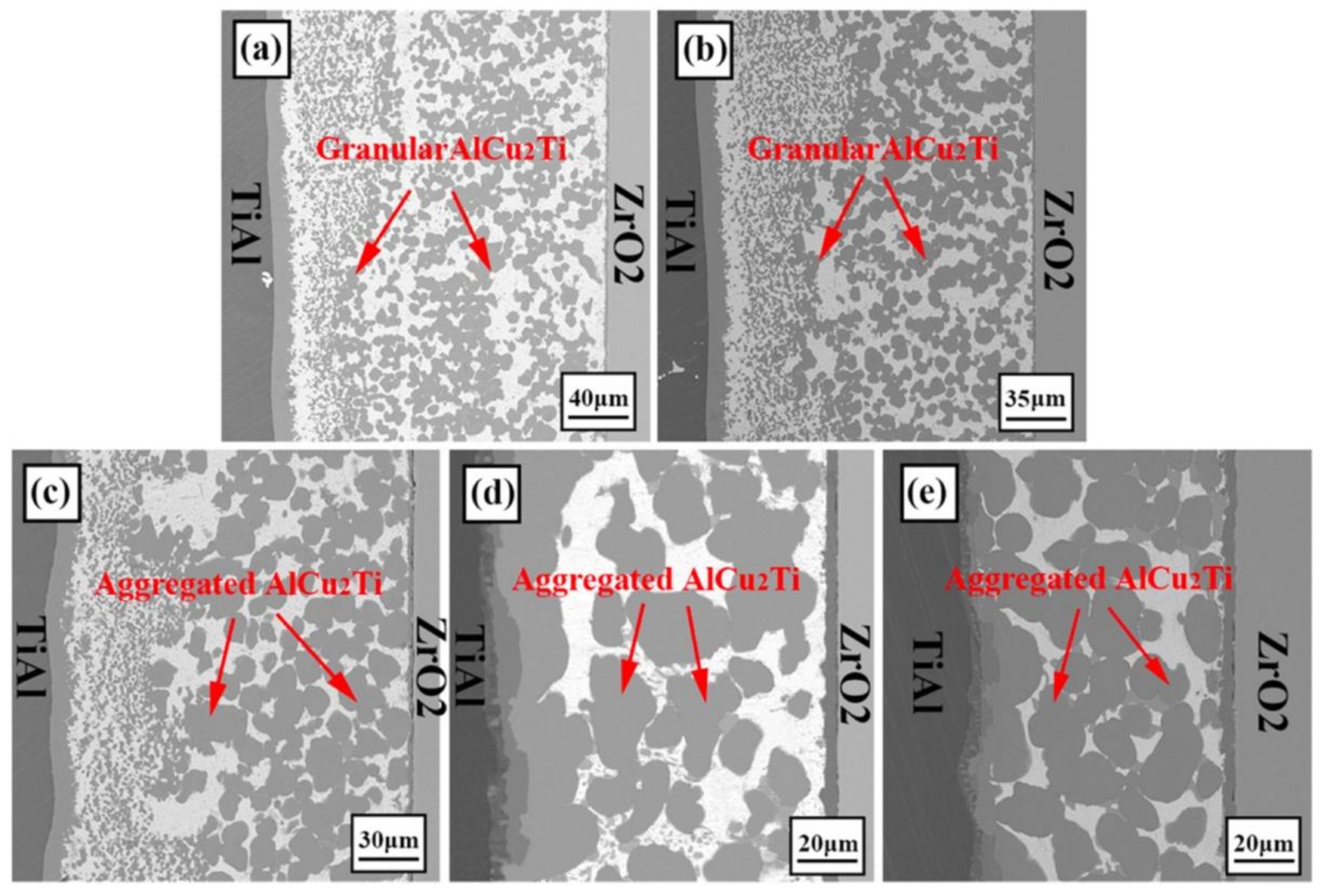
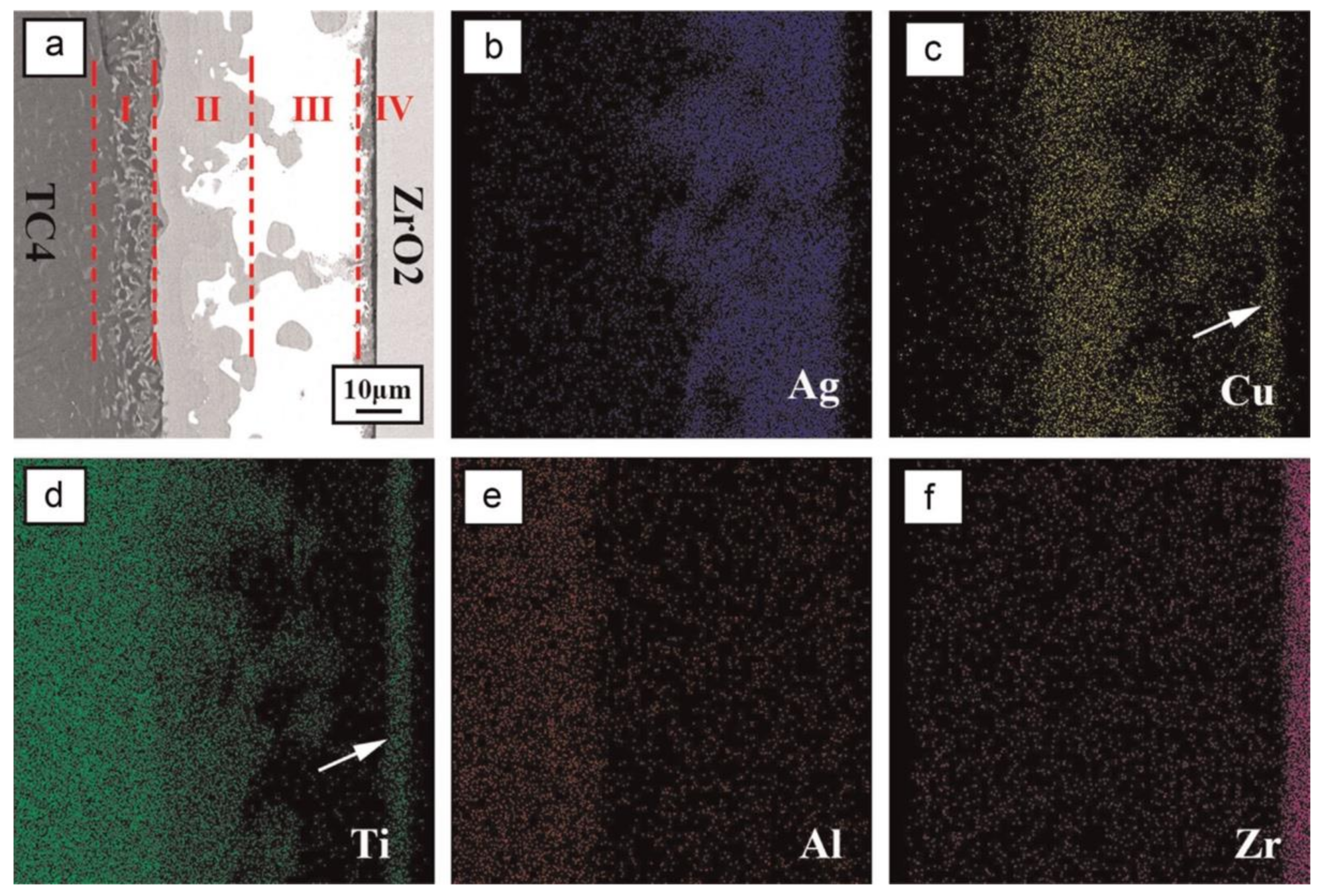
3.2. Brazing of Titanium Alloys to Zirconia
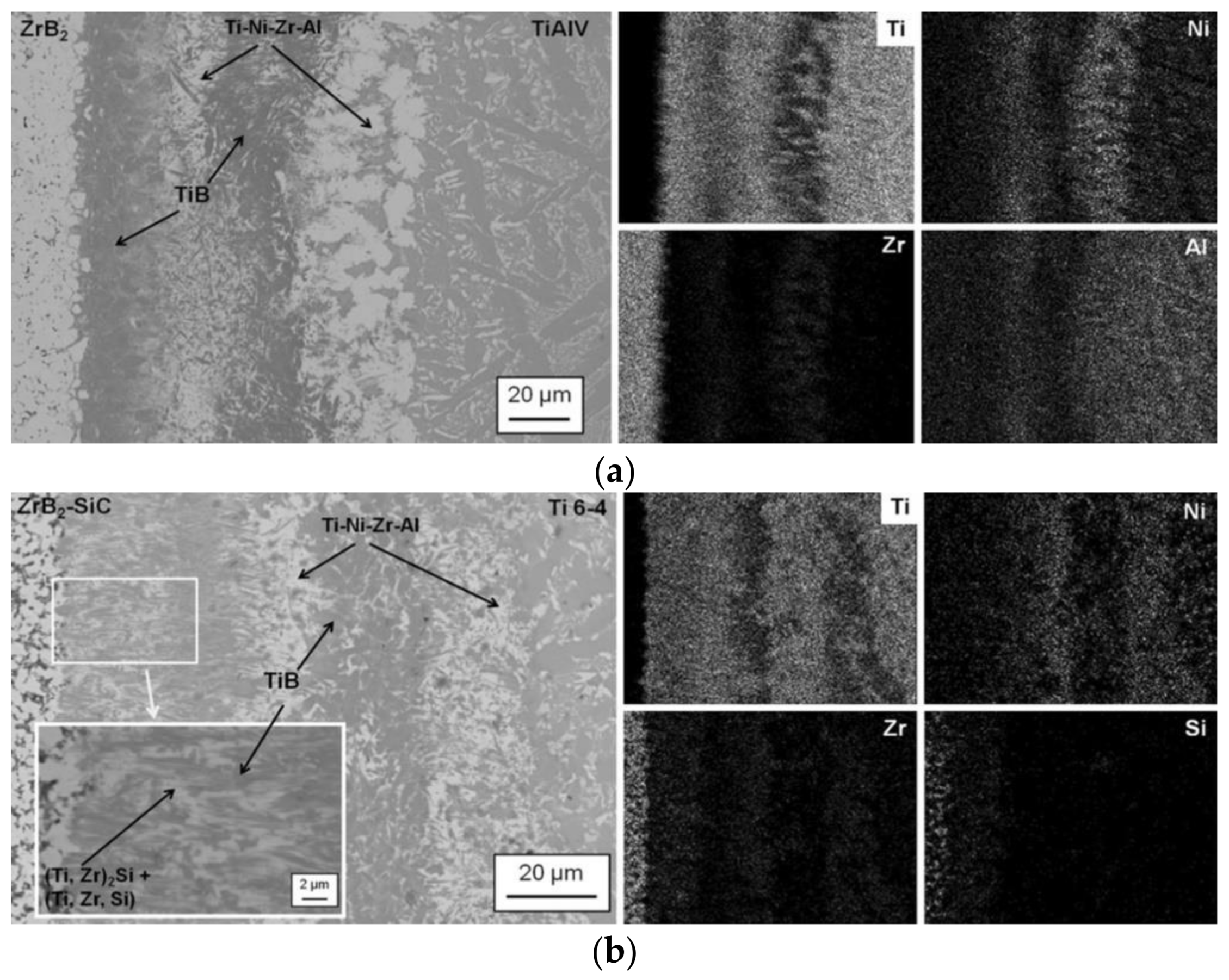
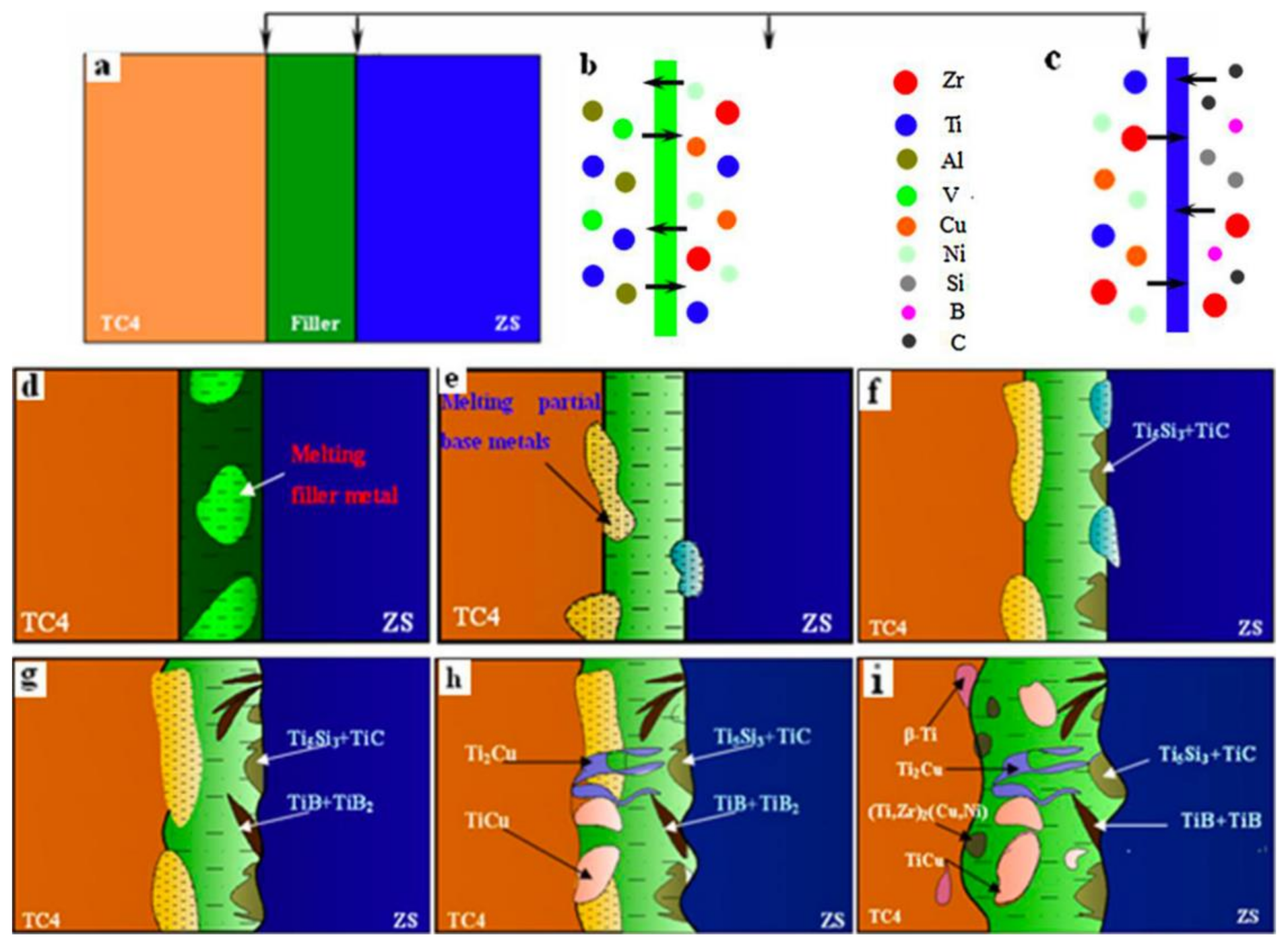
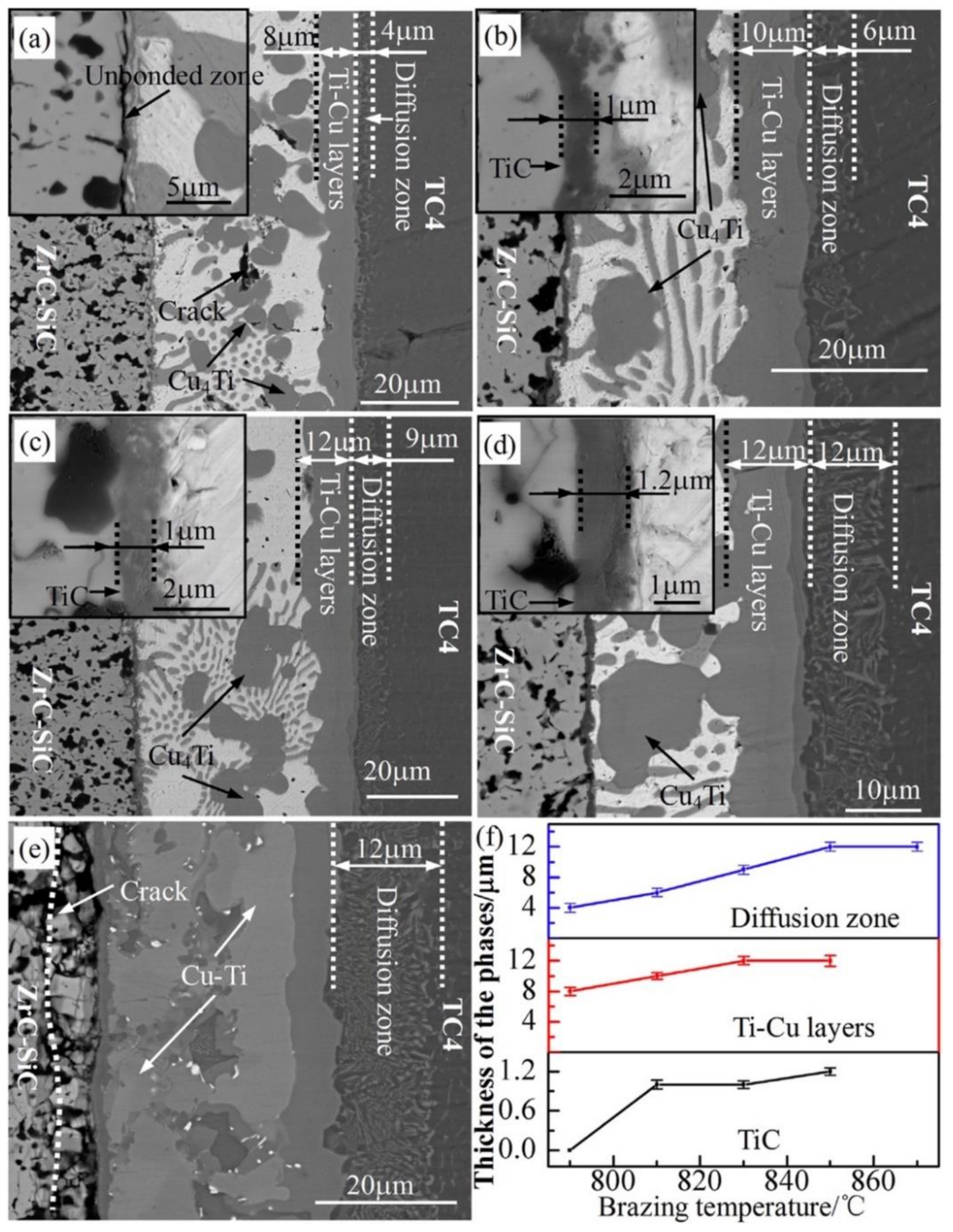
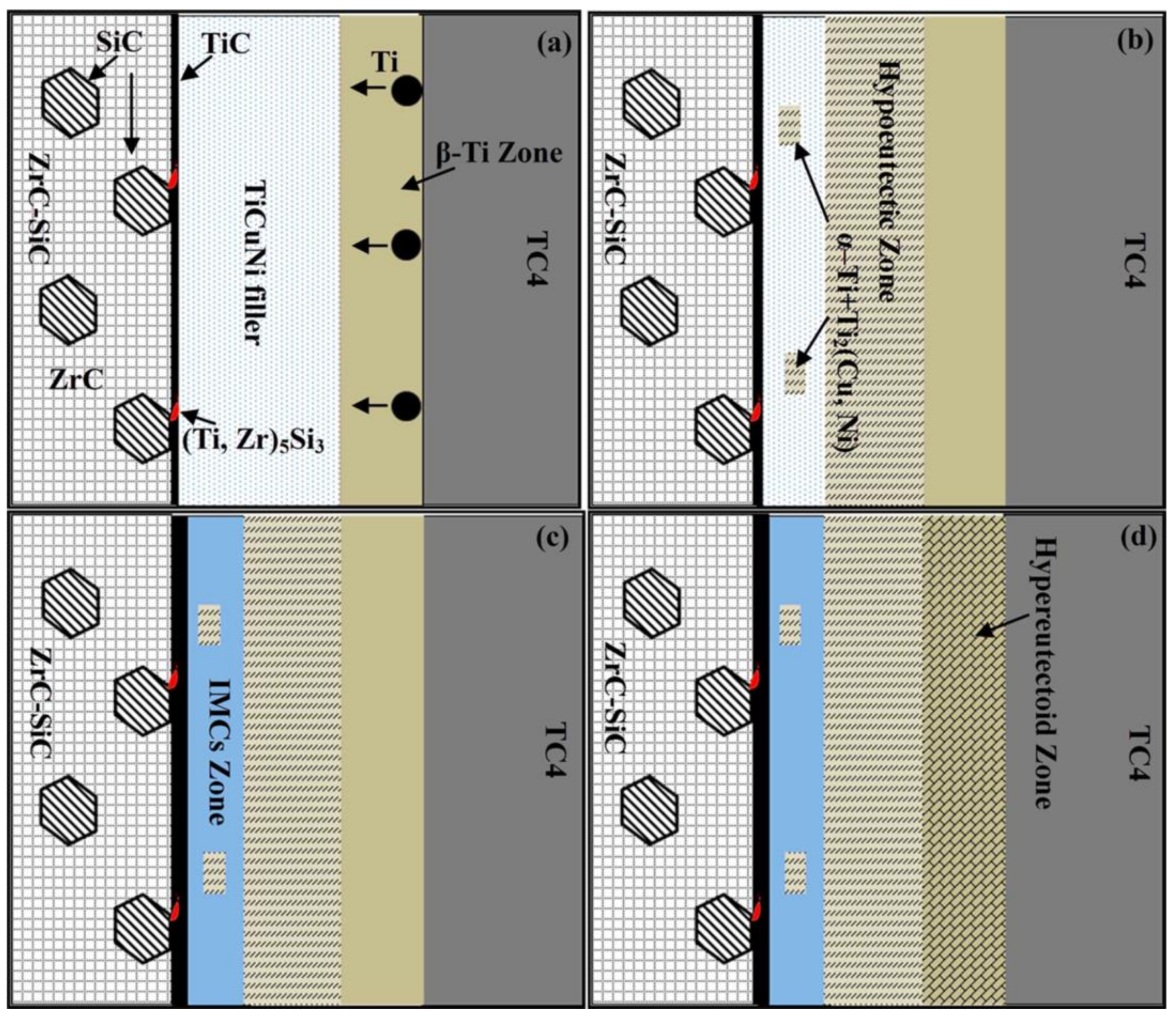
3.3. Brazing of Titanium Alloys to Other Ceramics
4. Diffusion Bonding
5. Transient Liquid Phase (TLP) Joining
6. Conclusions
Funding
Conflicts of Interest
References
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003; pp. 89–145. ISBN 9783527305346. [Google Scholar]
- Dai, J.; Zhu, J.; Chem, C.; Weng, F. High temperature oxidation behavior and research status of modifications on improving high temperature oxidation resistance of titanium alloys and titanium aluminides: A review. J. Alloys Compd. 2016, 685, 784–798. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Weimer, M.; Kelly, T.; Suzuki, A.; Subramanian. The science, technology and implementation of TiAl alloys in commercial aircraft engines. MRS Symp. Proc. 2013, 1516, 49–58. [Google Scholar] [CrossRef]
- Dimiduk, D.M. Gamma titanium aluminide alloys-an assessment within the competition of aerospace structural materials. Mater. Sci. Eng. A 1999, 263, 281–288. [Google Scholar] [CrossRef]
- Cao, J.; Qi, J.; Song, X.; Feng, J. Welding and joining of titanium aluminides. Materials 2014, 7, 4930–4962. [Google Scholar] [CrossRef] [PubMed]
- Akselsen, O.M. Joining of Shape Memory Alloys. In Shape Memory Alloys; Cismasiu, B., Ed.; IntechOpen: London, UK, 2010; ISBN 978-953-307-106-0. [Google Scholar]
- Chau, E.T.F.; Friend, C.M.; Allen, D.M.; Hora, J.; Webster, J.R. A technical and economic appraisal of shape memory alloys for aerospace applications. Mater. Sci. Eng. A 2006, 438–440, 589–592. [Google Scholar] [CrossRef]
- Calkins, F.T.; Mabe, J.H. Shape memory alloy based morphing aerostructures. J. Mech. Des. 2010, 132. [Google Scholar] [CrossRef]
- Cao, R.; Sun, J.H.; Chen, J.H. Mechanisms of joining aluminium A6061-T6 and titanium Ti–6Al–4V alloys by cold metal transfer technology. Sci. Technol. Weld. Join. 2013, 18, 425–433. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P. Metallurgical strategies for the joining of titanium alloys with steels. Adv. Eng. Mater. 2018, 20. [Google Scholar] [CrossRef]
- Glatz, W.; Clemens, H. Diffusion bonding of intermetallic Ti-47Al-2Cr-0.2Si sheet material and mechanical properties of joints at room temperature and elevated temperatures. Intermetallics 1997, 5, 415–423. [Google Scholar] [CrossRef]
- Xue, Z.; Yang, Q.; Gu, L.; Hao, X.; Ren, Y.; Geng, Y. Diffusion bonding of TiAl based alloy to Ti-Al-4V alloy using amorphous interlayer. Mater. Sci. Eng. Technol. 2015, 46, 40–46. [Google Scholar] [CrossRef]
- Shiue, R.H.; Wu, S.K. Infrared brazing Ti50Ni50 and Ti-6Al-4V using the BAg-8 braze alloy. Mater. Trans. 2005, 46, 2057–2066. [Google Scholar] [CrossRef]
- Shiue, R.K.; Wu, S.K.; Chen, Y.T.; Shiue, C.Y. Infrared brazing of Ti50Al50 and Ti6Al4V using two Ti-based filler metals. Intermetallics 2008, 16, 1083–1089. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. Reaction zone formed during diffusion bonding of TiNi to Ti6Al4V using Ni/Ti nanolayers. J. Mater. Sci. 2013, 58, 7718–7727. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. TEM and HRTEM characterization of TiAl diffusion bonds using Ni/Al nanolayers. Microsc. Microanal. 2015, 21, 132–139. [Google Scholar] [CrossRef] [PubMed]
- Simões, S.; Viana, F.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. Reaction-assisted diffusion bonding of TiAl alloy to steel. Mater. Chem. Phys. 2016, 171, 73–82. [Google Scholar] [CrossRef]
- Simões, S.; Ramos, A.S.; Viana, F.; Vieira, M.T.; Vieira, M.F. Joining of TiAl to steel by diffusion bonding with Ni/Ti reactive multilayers. Metals 2016, 6, 96. [Google Scholar] [CrossRef]
- Aldinger, F.; Weberruss, V.A. Advanced Ceramics and Future Materials: An Introduction to Structures, Properties, Technologies, Methods; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2010; pp. 170–260. ISBN 978-3-527-32157-5. [Google Scholar]
- Richerson, D.W.; Lee, W.E. Modern Ceramic Engineering: Properties, processing, and Use in Design, 4th ed.; Taylor & Francis Group: Boca Raton, FL, USA, 2018; ISBN 9781498716918. [Google Scholar]
- Uday, M.B.; Ahmad-Fauzi, M.N.; Alias, M.N.; Srithar, R. Current Issues and Problems in the Joining of Ceramic to Metal. In Joining Technologies; Ishak, M., Ed.; IntechOpen: London, UK, 2016; pp. 159–193. ISBN 978-953-51-2597-6. [Google Scholar]
- Yang, Z.; Lin, J.; Wang, Y.; Wang, D. Characterization of microstructure and mechanical properties of Al2O3/TiAl joints vacuum-brazed with Ag-Cu-Ti+W composite filler. Vacuum 2017, 143, 294–302. [Google Scholar] [CrossRef]
- Niu, G.B.; Wang, D.P.; Yang, Z.W.; Wang, Y. Microstructure and mechanical properties of Al2O3 ceramic and TiAl alloy joints brazed with Ag-Cu-Ti filler metal. Ceram. Int. 2016, 42, 6924–6934. [Google Scholar] [CrossRef]
- Niu, G.B.; Wang, D.P.; Yang, Z.W.; Wang, Y. Microstructure and mechanical properties of Al2O3/TiAl joints brazed with B powders reinforced Ag-Cu-Ti based composite fillers. Ceram. Int. 2017, 43, 439–450. [Google Scholar] [CrossRef]
- Yang, M.; Lin, T.; He, P.; Huang, Y. In situ synthesis of TiB whisker reinforcements in the joints of Al2O3/TC4 during brazing. Mater. Sci. Eng. A 2011, 528, 3520–3525. [Google Scholar] [CrossRef]
- Qiu, Q.; Wang, Y.; Yang, Z.; Wang, D. Microstructure and mechanical properties of Al2O3 ceramic and Ti6Al4V alloy joint brazed with inactive Ag-Cu and Ag-Cu+B. J. Eur. Ceram. Soc. 2016, 36, 2067–2074. [Google Scholar] [CrossRef]
- Feng, J.; Dai, X.; Wang, D.; Li, R.; Cao, J. Microstructure evolution and mechanical properties of ZrO2/TiAl joints vacuum brazed by Ag-Cu filler metal. Mater. Sci. Eng. A 2015, 639, 739–746. [Google Scholar] [CrossRef]
- Dai, X.; Cao, J.; Liu, J.; Su, S.; Feng, J. Effect of holding time on microstructure and mechanical properties of ZrO2/TiAl joints brazed by Ag-Cu filler metal. Mater. Des. 2015, 87, 53–59. [Google Scholar] [CrossRef]
- Dai, X.; Cao, J.; Liu, J.; Wang, D.; Feng, J. Interfacial reaction behavior and mechanical characterization of ZrO2/TC4 joint brazed by Ag-Cu filler metal. Mater. Sci. Eng. A 2015, 646, 182–189. [Google Scholar] [CrossRef]
- Dai, X.; Cao, J.; Wang, Z.; Wang, X.; Chen, L.; Huang, Y.; Feng, J. Brazing ZrO2 ceramic and TC4 alloy by novel WB reinforced Ag-Cu composite filler: Microstructure and properties. Ceram. Int. 2017, 43, 15296–15305. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, J.; Zhang, Y.; Guo, Z.; Yang, Y. Joining of zirconia and Ti-6Al-4V using a Ti-based amorphous filler. J. Mater. Sci. Technol. 2011, 27, 653–658. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, J.; Zhang, Y.; Guo, Z. Interface microstructure of the brazed zirconia and Ti-6Al-4V using Ti-based amorphous filler. Sci. Sinter. 2013, 45, 313–321. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, J.; Shen, P.; Guo, Z.; Liu, H. Effect of fabrication parameters on interface of zirconia and Ti-6Al-4V joints using Zr55Cu30Al10Ni5 amorphous filler. J. Mater. Eng. Perform. 2013, 22, 2602–2609. [Google Scholar] [CrossRef]
- Liu, Y.H.; Hu, J.D.; Shen, P.; Han, X.H.; Li, J.C. Microstructural and mechanical properties of jointed ZrO2/Ti-6Al-4V alloy using Ti33Zr17Cu50 amorphous brazing filler. Mater. Des. 2013, 47, 281–286. [Google Scholar] [CrossRef]
- Cao, J.; Song, X.G.; Li, C.; Zhao, L.Y.; Feng, J.C. Brazing ZrO2 ceramic to Ti-6Al-4V alloy using NiCrSiB amorphous filler foil: Interfacial microstructure and joint properties. Mater. Charact. 2013, 81, 85–91. [Google Scholar] [CrossRef]
- Valenza, F.; Artini, C.; Passerone, A.; Muolo, M.L. ZrB2-SIC/Ti6Al4V joints: wettability studies using Ag- and Cu-based braze alloys. J. Mater. Sci. 2012, 47, 8439–8449. [Google Scholar] [CrossRef]
- Valenza, F.; Artini, C.; Passerone, A.; Cirillo, P.; Muolo, M.L. Joining of ZrB2 ceramics to Ti6Al4V by Ni-based interlayers. J. Mater. Eng. Perform. 2014, 23, 1555–1560. [Google Scholar] [CrossRef]
- Yang, W.; He, P.; Xing, L.; Lin, T. Microstructural evolution and mechanical properties of ZrB2-SiC/Cu/Ti/Ti6Al4V brazing joints. Adv. Eng. Mater. 2015, 17, 1556–1561. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, G.; Cao, W.; Xu, H.; Huang, Z.; Zhu, D. Brazing ZrB2-SiC ceramics to Ti6Al4V alloy with TiCu-based amorphous filler. J. Manuf. Process. 2017, 30, 516–522. [Google Scholar] [CrossRef]
- Shi, J.M.; Feng, J.C.; Tian, X.Y.; Liu, H.; Zhang, L.X. Interfacial microstructure and mechanical property of ZrC-SiC ceramic and Ti6Al4V joint brazed with AgCuTi alloy. J. Eur. Ceram. Soc. 2017, 37, 2769–2778. [Google Scholar] [CrossRef]
- Shi, J.M.; Zhang, L.X.; Pan, X.Y.; Tian, X.Y.; Feng, J.C. Microstructure evolution and mechanical property of ZrC-SiC/Ti6Al4V joints brazed using Ti-15Cu-15Ni filler. J. Eur. Ceram. Soc. 2018, 38, 1237–1245. [Google Scholar] [CrossRef]
- Xia, Y.H.; Wang, Y.; Yang, Z.W.; Wang, D.P. Contact-reactive brazing of Ti3SiC2 ceramic to TC4 alloy using Ni interlayer: Interfacial microstructure and joining properties. Ceram. Int. 2018, 44, 11869–11877. [Google Scholar] [CrossRef]
- Kliauga, A.M.; Ferrante, M. Interface compounds formed during the diffusion bonding of Al2O3 to Ti. J. Mater. Sci. 2000, 35, 4243–4249. [Google Scholar] [CrossRef]
- Travessa, D.; Ferrante, M. The Al2O3-titanium adhesion in the view of the diffusion bonding process. J. Mater. Sci. 2002, 37, 4385–4390. [Google Scholar] [CrossRef]
- Rocha, L.A.; Ariza, E.; Costa, A.M.; Oliveira, F.J.; Silva, R.F. Electrochemical behavior of Ti/Al2O3 interfaces produced by diffusion bonding. Mater. Res. 2003, 6, 439–444. [Google Scholar] [CrossRef]
- Pan, R.; Wang, Q.; Sun, D.; He, P. Effects of electric field on interfacial microstructure and shear strength of diffusion bonded α-Al2O3/Ti joints. J. Eur. Ceram. Soc. 2015, 35, 219–226. [Google Scholar] [CrossRef]
- Correia, R.N.; Emiliano, J.V.; Moretto, P. Microstructure of diffusional zirconia-titanium and zirconia-(Ti-6wt% Al-4 wt% V) alloy joints. J. Mater. Sci. 1998, 33, 215–221. [Google Scholar] [CrossRef]
- Barrena, M.I.; Matesanz, L.; Gómez de Salazar, J.M. Al2O3/Ti6Al4V diffusion bonding joints using Ag-Cu interlayer. Mater. Charact. 2009, 60, 1263–1267. [Google Scholar] [CrossRef]
- Cao, J.; Liu, J.; Song, X.; Lin, X.; Feng, J. Diffusion bonding of TiAl intermetallic and Ti3AlC2 ceramic: Interfacial microstructure and joining properties. Mater. Des. 2014, 56, 115–121. [Google Scholar] [CrossRef]
- Liu, J.; Cao, J.; Song, X.; Wang, Y.; Feng, J. Evaluation on diffusion bonded joints of TiAl alloy to Ti3SiC2 ceramic with and without Ni interlayer: Interfacial microstructure and mechanical properties. Mater. Des. 2014, 57, 592–597. [Google Scholar] [CrossRef]
- Liu, J.; Cao, J.; Lin, X.; Chen, H.; Wang, J.; Feng, J. Interfacial microstructure and joining properties of TiAl/Ti3AlC2 diffusion bonded joints using Zr and Ni foils as interlayer. Vacuum 2014, 102, 16–25. [Google Scholar] [CrossRef]
- Basu, S.; Ozaydin, M.F.; Kothalkar, A.; Karaman, I.; Radovic, M. Phase and morphology evolution in high-temperature Ti3SiC2-NiTi diffusion-bonded joints. Scr. Mater. 2011, 65, 237–240. [Google Scholar] [CrossRef]
- Kothealkar, A.; Cerit, A.; Proust, G.; Basu, S.; Radovic, M.; Karaman, I. Interfacial study of NiTi-Ti3SiC2 solid state diffusion bonded joints. Mater. Sci. Eng. A 2015, 622, 168–177. [Google Scholar] [CrossRef]
- Yu, X.; Zhao, H.; Huang, Z.; Chen, X.; Aman, Y.; Li, S.; Zhai, H.; Guo, Z.; Xiong, S. Microstructure evolution and bonding mechanism of Ti2SnC-Ti6Al4V joint by using Cu pure foil interlayer. Mater. Charact. 2017, 127, 53–59. [Google Scholar] [CrossRef]
- Cao, J.; Song, X.G.; Wu, L.Z.; Qi, J.L.; Feng, J.C. Characterization of Al/Ni multilayers and their application in diffusion bonding of TiAl to TiC cermet. Thin Solid Films 2012, 520, 3528–3531. [Google Scholar] [CrossRef]
- Sugar, J.D.; McKeown, J.T.; Akashi, T.; Hong, S.M.; Nakashima, K.; Glaeser, A.M. Transient-liquid-phase and liquid-film-assisted joining of ceramics. J. Eur. Ceram. Soc. 2006, 26, 363–372. [Google Scholar] [CrossRef] [Green Version]
- Lemus-Ruiz, J.; Guevara-Laureano, A.O.; Zarate-Medina, J.; Arellano-Lara, A.; Ceja-Cárdenas, L. Interface behavior of Al2O3/Ti joints produced by liquid state bonding. Appl. Radiat. Isot. 2015, 98, 1–6. [Google Scholar] [CrossRef] [PubMed]
- Torrisi, V.; Ruffino, F. Nanoscale structure of submicron-tick sputter-deposited Pd films: Effect of the adatoms diffusivity by the film-substrate interaction. Surf. Coat. Technol. 2017, 315, 123–129. [Google Scholar] [CrossRef]
- Singh, M.; Ohji, T.; Asthana, R.; Mathur, S. Ceramic Integration across Length Scales: Technical Issues, Challenges and Opportunities. In Ceramic Integration and Joining Technologies: From Macro to Nanoscale; Singh, M., Ohji, T., Asthana, R., Mathur, S., Eds.; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2011; pp. 3–16. ISBN 9780470391228. [Google Scholar]
- Nakahashi, M. Joining of ceramics to metals (1): Interfacial reactions between ceramics and metals. Weld. Int. 1996, 10, 765–770. [Google Scholar] [CrossRef]
- Saiz, E.; Cannon, R.M.; Tomsia, A.P. High-temperature wetting and the work of adhesion in metal/oxide systems. Annu. Rev. Mater. Res. 2008, 38, 197–226. [Google Scholar] [CrossRef]
- Abbas, M.R.; Uday, M.B.; Alias, M.N.; Norhayati, A.; Srithar, R. Microstructural evaluation of a slurry-based Ni/YSZ thermal barrier coating for automotive turbocharger turbine application. Mater. Des. 2016, 109, 47–56. [Google Scholar] [CrossRef]
- Bai, J.G.; Yang, X.H.; Xu, S.C.; Shi, Y.G.; Yang, J.F. Fabrication of highly dense Al2O3 ceramic. Scr. Mater. 2013, 68, 393–395. [Google Scholar] [CrossRef]
- Heo, H.; Kim, G.; Park, Y.-C.; Jung, K.; Kang, C.-Y. Effect of bonding temperature on crack occurrences in Al2O3/SS 430 joints using Cu-based brazing alloys. Metals 2018, 8. [Google Scholar] [CrossRef]
- Straumal, B.B.; Gornakova, A.S.; Kogtenkova, O.A.; Protasova, S.G.; Sursaeva, V.G.; Baretzky, B. Continuous and discontinuous grain-boundary wetting in ZnxAl1-x. Phys. Rev. B. 2008, 78. [Google Scholar] [CrossRef]
- Gornakova, A.S.; Prokofiev, S.I.; Kolesnikova, K.I.; Straumal, B.B. Formation regularities of grain-boundary interlayers of the α-Ti phase in binary titanium alloys. Russ. J. Non-ferrous Metals 2016, 57, 229–235. [Google Scholar] [CrossRef]
- Gornakova, A.S.; Straumal, B.B.; Nekrasov, A.N.; Kilmametov, A.; Afonikova, N.S. Grain boundary wetting by a second solid phase in Ti-Fe alloys. J. Mater. Eng. Perform. 2018, in press. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Titanium Alloy | Brazing Filler | Temperature (°C) | Time (min) | Shear Strength (MPa) |
|---|---|---|---|---|
| TiAl [22] | Ag-Cu-Ti+W | 860 | 10 | 100 |
| 880 | 10 | 148 | ||
| 30 | 82 | |||
| 900 | 10 | 115 | ||
| 920 | 10 | 60 | ||
| TiAl [23] | Ag-27.5Cu-2.5Ti | 880 | 10 | 94 |
| Ag-28Cu+2 wt% TiH2 | 102 | |||
| TiAl [24] | Ag-Cu-Ti+TiH2+0.5 wt%B | 900 | 10 | 96 |
| Ag-Cu-Ti+TiH2+1 wt%B | 50 | |||
| Ti6Al4V [25] | Ag-Cu-Ti+B | 900 | 10 | 78 |
| Ti6Al4V [26] | Ag-Cu | 880 | 10 | 82 |
| Ag-Cu+B | 111 |
| Titanium Alloy | Brazing Filler | Temperature (°C) | Time (min) | Pressure (kPa) | Shear Strength (MPa) |
|---|---|---|---|---|---|
| TiAl [27] | Ag-Cu | 880 | — | — | 48 |
| 900 | 40 | ||||
| 920 | 34 | ||||
| TiAl [28] | Ag-Cu | 880 | 5 | 20 | 44 |
| 10 | 48 | ||||
| 25 | 32 | ||||
| Ti6Al4V [29] | Ag-Cu | 870 | 10 | — | 52 |
| Ti6Al4V [30] | Ag-Cu+WB | 870 | 10 | — | 83 |
| Ti6Al4V [31,32] | Ti-28Zr-24Cu-22Ni | 850 | 30 | — | 63 |
| Ti6Al4V [33] | Zr-30Cu-10Al-5Ni | 900 | 10 | — | 95 |
| Ti6Al4V [34] | Ti-17Zr-50Cu | 900 | 5 | — | 156 |
| 10 | 162 | ||||
| 30 | 103 | ||||
| Ti6Al4V [35] | NiCrSiB | 950 | 10 | 30 | 160 |
| 1025 | 284 |
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Simões, S. Recent Progress in the Joining of Titanium Alloys to Ceramics. Metals 2018, 8, 876. https://doi.org/10.3390/met8110876
Simões S. Recent Progress in the Joining of Titanium Alloys to Ceramics. Metals. 2018; 8(11):876. https://doi.org/10.3390/met8110876
Chicago/Turabian StyleSimões, Sónia. 2018. "Recent Progress in the Joining of Titanium Alloys to Ceramics" Metals 8, no. 11: 876. https://doi.org/10.3390/met8110876
APA StyleSimões, S. (2018). Recent Progress in the Joining of Titanium Alloys to Ceramics. Metals, 8(11), 876. https://doi.org/10.3390/met8110876