Microstructure, Mechanical Properties and Strengthening Mechanism Analysis in an AlMg5 Aluminium Alloy Processed by ECAP and Subsequent Ageing



Abstract
:1. Introduction
2. Materials and Methods
3. Results
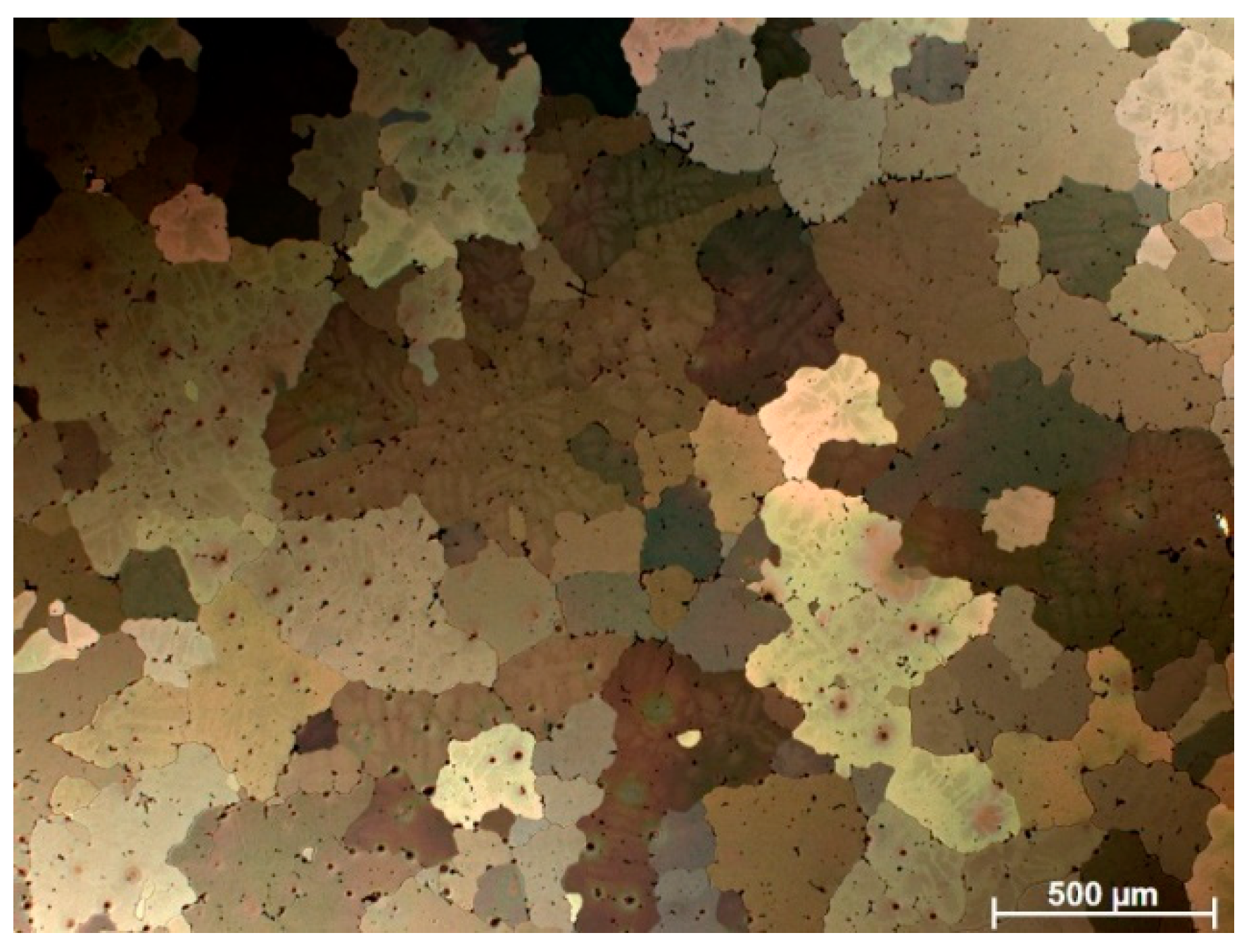
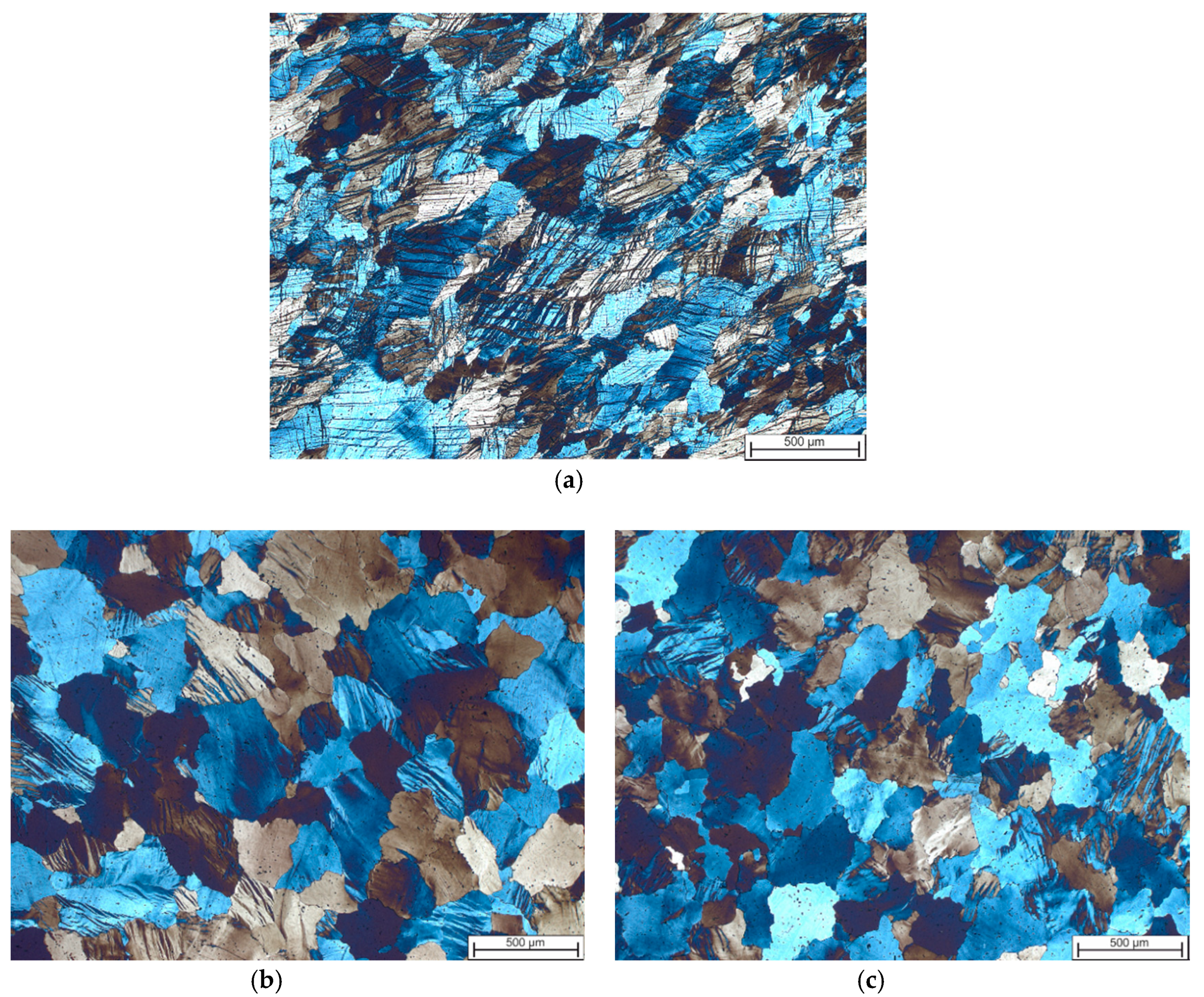
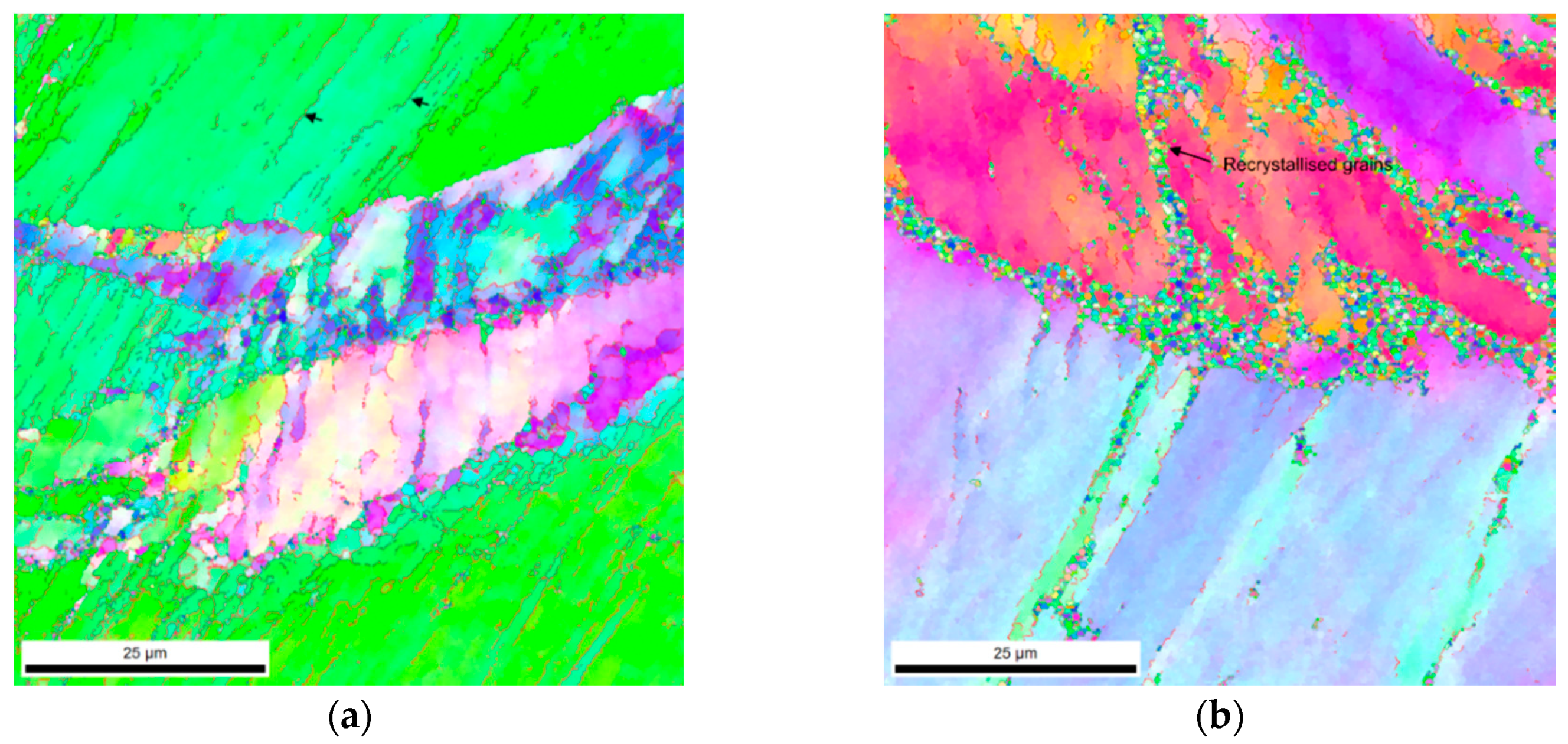
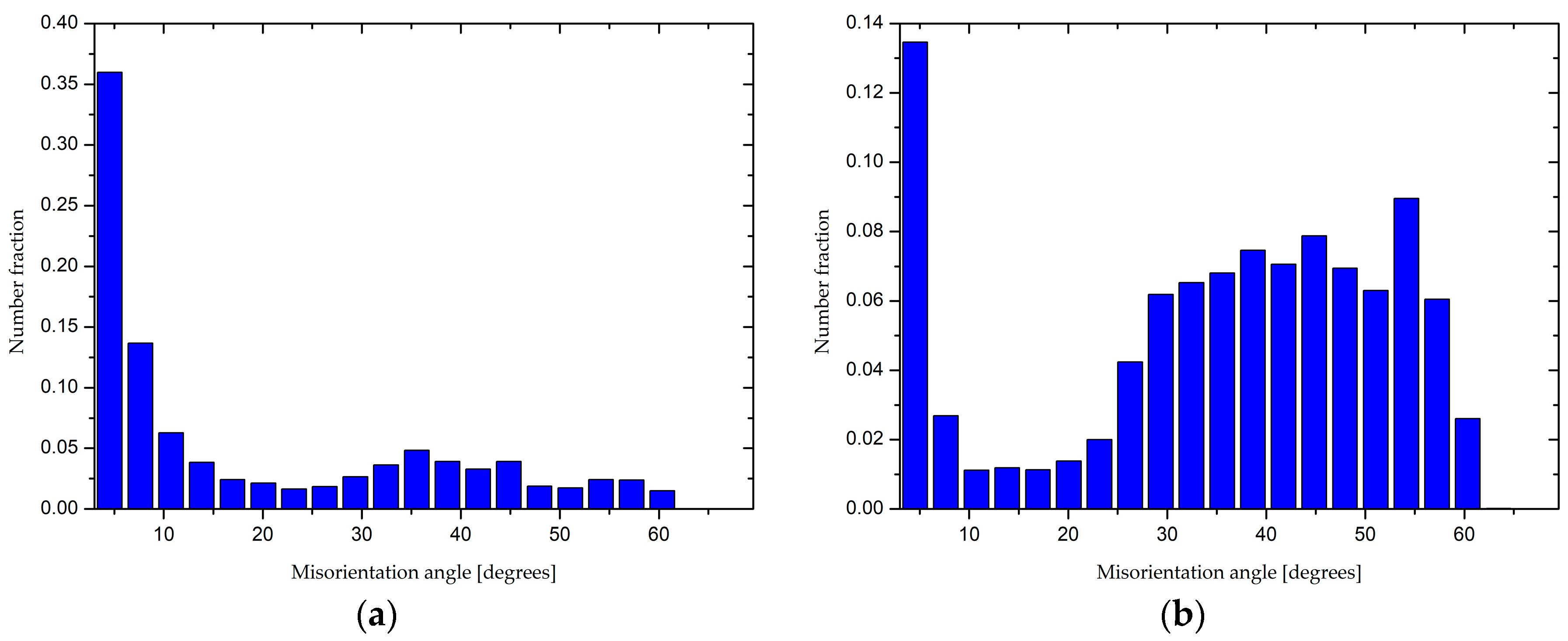
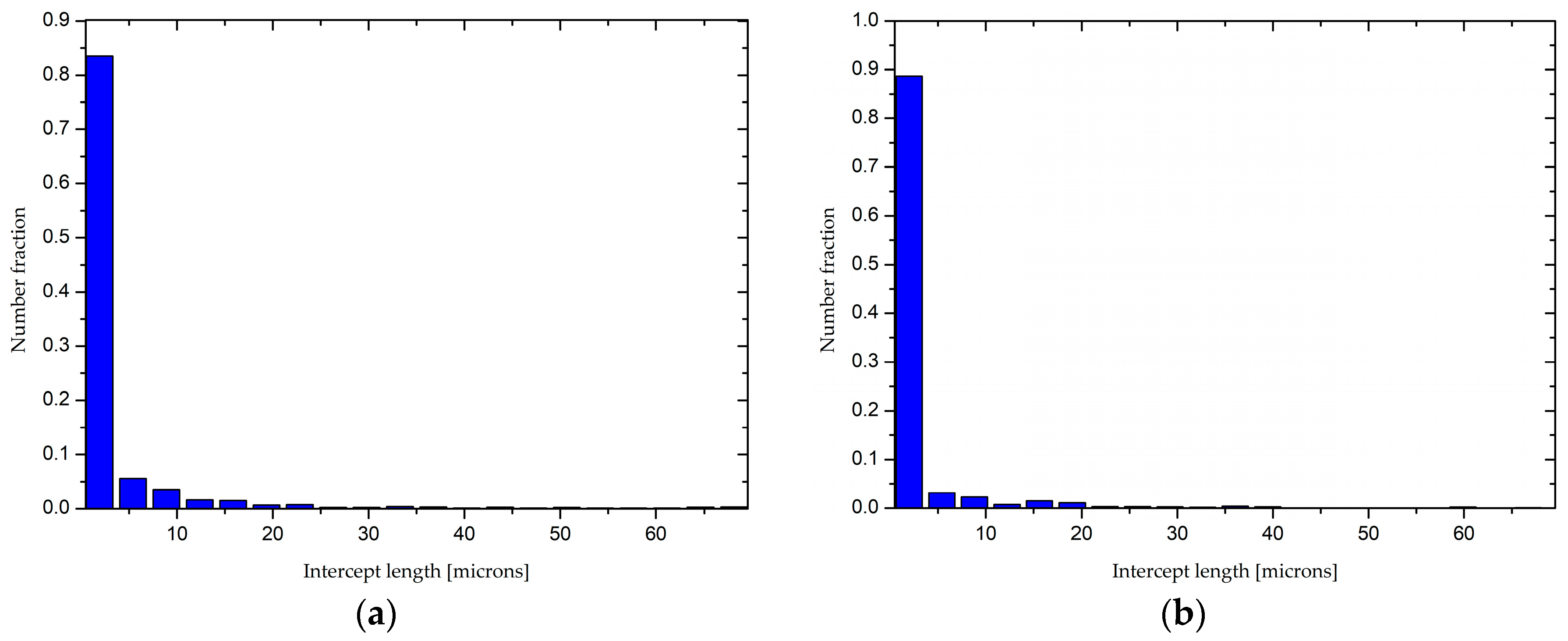
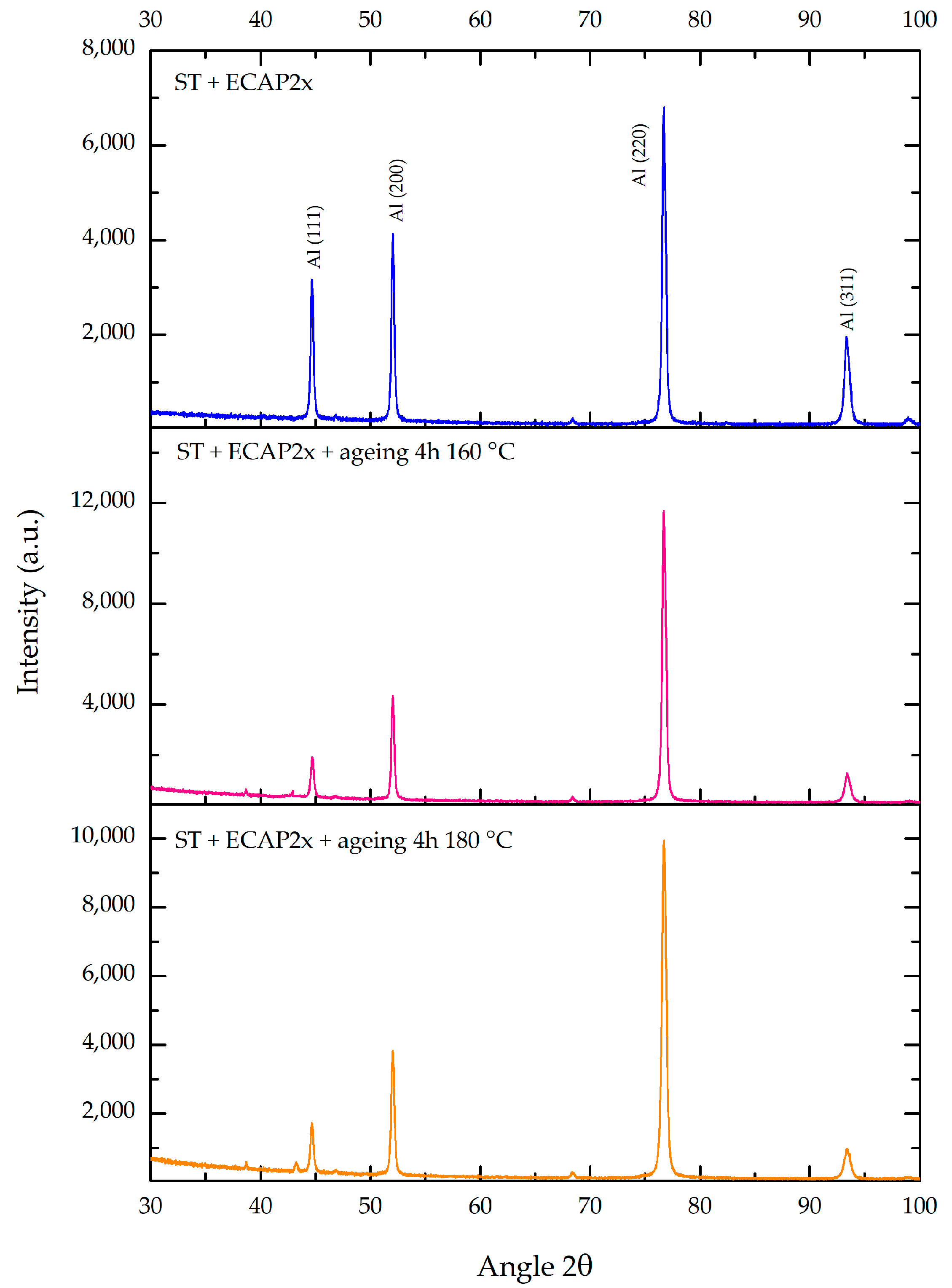
3.1. Microstructure
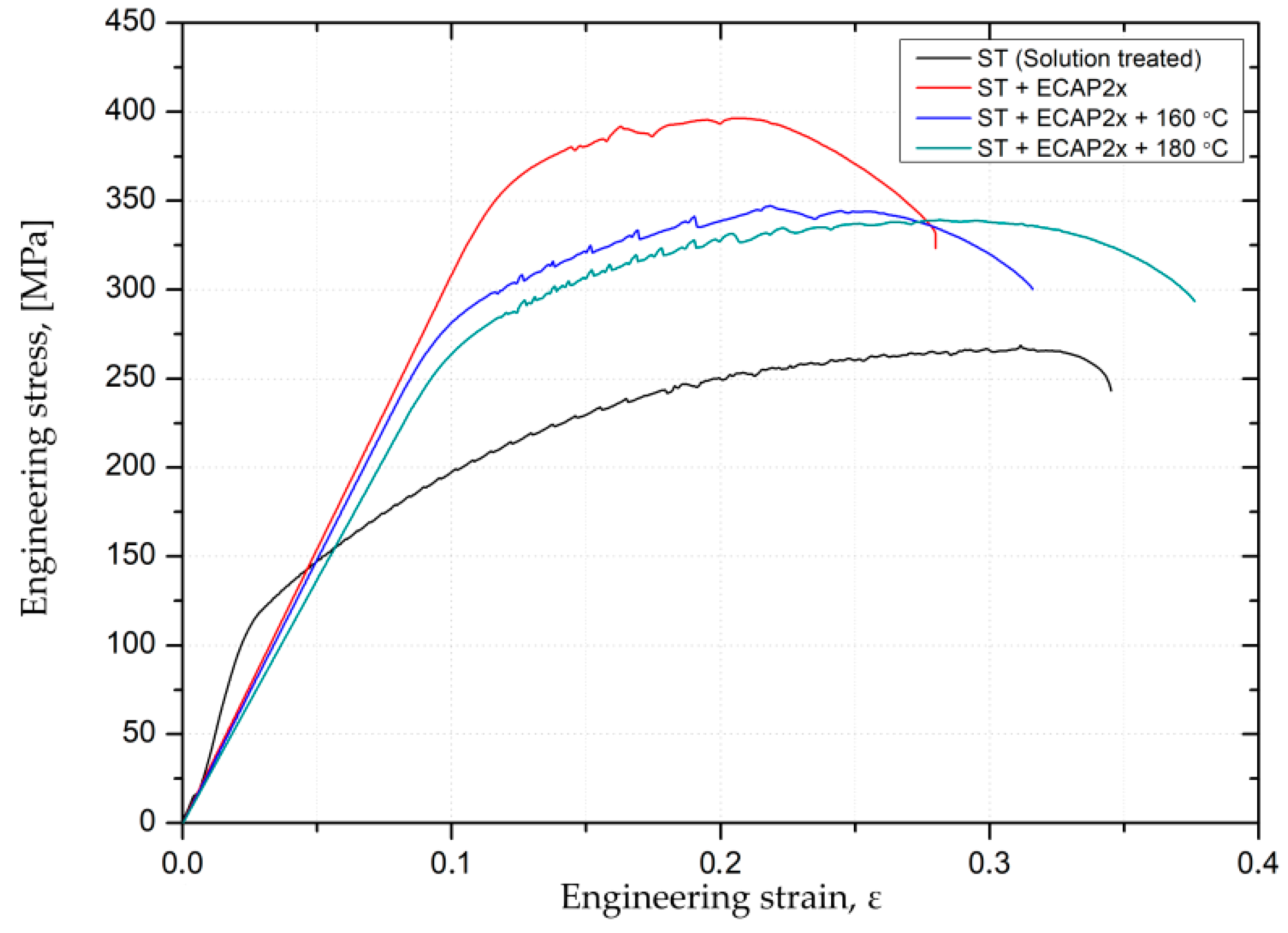
3.2. Mechanical Properties
3.3. Strengthening Mechanism Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ciemiorek, M.; Chrominski, W.; Olejnik, L.; Lewandowska, M. Evaluation of mechanical properties and anisotropy of ultrafine grained 1050 aluminum sheets produced by incremental ECAP. Mater. Des. 2017, 130, 392–402. [Google Scholar] [CrossRef]
- Jenix, R.J.; Balasivanandha, P.S.; Padmanabhan, K.A. On the influence of repetitive corrugation and straightening on the microstructure and mechanical properties of AA 8090 Al-Li alloy. Arch. Civ. Mech. Eng. 2018, 18, 280–290. [Google Scholar]
- Liu, Y.; Liu, M.; Chen, X.; Cao, Y.; Roven, H.J.; Murashkin, M.; Valiev, R.Z.; Zhou, H. Effect of Mg on microstructure and mechanical properties of Al–Mg alloys produced by high pressure torsion. Scr. Mater. 2019, 159, 137–141. [Google Scholar] [CrossRef]
- Wang, Q.; Mu, Y.; Lin, J.; Zhang, L.; Roven, H.J. Strengthening and toughening mechanisms of an ultrafine grained Mg-Gd-Y-Zr alloy processed by cyclic extrusion and compression. Mater. Sci. Eng. A 2017, 699, 26–30. [Google Scholar] [CrossRef]
- Morovvati, M.R.; Dariani, B.M. The effect of annealing on the formability of aluminum 1200 after accumulative roll bonding. J. Manuf. Process. 2017, 30, 241–245. [Google Scholar] [CrossRef]
- Totten, G.E.; MacKenzie, D.S. Handbook of Aluminum: Physical Metallurgy and Processes; Marcel Dekker: New York, NY, USA, 2003. [Google Scholar]
- Snopiński, P.; Król, M.; Tański, T.; Krupińska, B. Effect of cooling rate on microstructural development in alloy ALMG9. J. Therm. Anal. Calorim. 2018, 133, 379–390. [Google Scholar] [CrossRef]
- Straumal, B.B.; Baretzky, B.; Mazilkin, A.A.; Phillipp, F.; Kogtenkova, O.A.; Volkov, M.N.; Valiev, R.Z. Formation of nanograined structure and decomposition of supersaturated solid solution during high pressure torsion of Al–Zn and Al–Mg alloys. Acta Mater. 2004, 52, 4469–4478. [Google Scholar] [CrossRef]
- Duan, Z.C.; Chinh, N.Q.; Xu, C.; Langdon, T.G. Developing processing routes for the equal-channel angular pressing of age-hardenable aluminum alloys. Metall. Mater. Trans. A 2010, 41, 802–809. [Google Scholar] [CrossRef]
- Witkin, D.; Lee, Z.; Rodriguez, R.; Nutt, S.; Lavernia, E. Al–Mg alloy engineered with bimodal grain size for high strength and increased ductility. Scr. Mater. 2003, 49, 297–302. [Google Scholar] [CrossRef]
- Wang, T.S.; Zhang, F.C.; Zhang, M.; Lv, B. A novel process to obtain ultrafine-grained low carbon steel with bimodal grain size distribution for potentially improving ductility. Mater. Sci. Eng. A 2008, 485, 456–460. [Google Scholar] [CrossRef]
- Shaeri, M.H.; Salehi, M.T.; Seyyedein, S.H.; Abutalebi, M.R.; Park, J.K. Microstructure and mechanical properties of Al-7075 alloy processed by equal channel angular pressing combined with aging treatment. Mater. Des. 2014, 57, 250–257. [Google Scholar] [CrossRef]
- Tański, T.; Snopiński, P.; Prusik, K.; Sroka, M. The effects of room temperature ECAP and subsequent aging on the structure and properties of the Al-3%Mg aluminium alloy. Mater. Charact. 2017, 133, 185–195. [Google Scholar] [CrossRef]
- Tański, T.; Snopiński, P.; Borek, W. Strength and structure of AlMg3 alloy after ECAP and post-ECAP processing. Mater. Manuf. Process. 2017, 32, 1368–1374. [Google Scholar] [CrossRef]
- Tański, T.; Snopiński, P.; Hilser, O. Microstructure and mechanical properties of two binary Al–Mg alloys deformed using equal channel angular pressing. Materialwiss. Werkstofftech. 2017, 48, 439–446. [Google Scholar] [CrossRef]
- Sroka, M.; Zieliński, A.; Hernas, A.; Kania, Z.; Rozmus, R.; Tański, T.; Śliwa, A. The effect of long-term impact of elevated temperature on changes in the microstructure of Inconel 740H alloy. Metalurgija 2017, 56, 333–336. [Google Scholar]
- Fan, G.J.; Choo, H.; Liaw, P.K.; Lavernia, E.J. Plastic deformation and fracture of ultrafine-grained Al–Mg alloys with a bimodal grain size distribution. Acta Mater. 2006, 54, 1759–1766. [Google Scholar] [CrossRef]
- Kim, W.J.; Chung, C.S.; Ma, D.S.; Hong, S.I.; Kim, H.K. Optimization of strength and ductility of 2024 Al by equal channel angular pressing (ECAP) and post-ECAP aging. Scr. Mater. 2003, 49, 333–338. [Google Scholar] [CrossRef]
- Yang, X.; Wang, D.; Wu, Z.; Yi, J.; Ni, S.; Du, Y.; Song, M. A coupled EBSD/TEM study of the microstructural evolution of multi-axial compressed pure Al and Al–Mg alloy. Mater. Sci. Eng. A 2016, 658, 16–27. [Google Scholar] [CrossRef]
- Zha, M.; Li, Y.; Mathiesen, R.H.; Bjørge, R.; Roven, H.J. High ductility bulk nanostructured Al–Mg binary alloy processed by equal channel angular pressing and inter-pass annealing. Scr. Mater. 2015, 105, 22–25. [Google Scholar] [CrossRef]
- Chen, Y.J.; Chai, Y.C.; Roven, H.J.; Gireesh, S.S.; Yu, Y.D.; Hjelen, J. Microstructure and mechanical properties of Al–xMg alloys processed by room temperature ECAP. Mater. Sci. Eng. A 2012, 545, 139–147. [Google Scholar] [CrossRef] [Green Version]
- Crumbach, M.; Goerdeler, M.; Gottstein, G. Modelling of recrystallisation textures in aluminium alloys: I. Model set-up and integration. Acta Mater. 2006, 54, 3275–3289. [Google Scholar] [CrossRef]
- Duckham, A.; Engler, O.; Knutsen, R.D. Moderation of the recrystallization texture by nucleation at copper-type shear bands in Al-1Mg. Acta Mater. 2002, 50, 2881–2893. [Google Scholar] [CrossRef]
- Zhang, J.X.; Ma, M.; Liu, W.C. Effect of initial grain size on the recrystallization and recrystallization texture of cold-rolled AA 5182 aluminum alloy. Mater. Sci. Eng. A 2017, 690, 233–243. [Google Scholar] [CrossRef]
- Zha, M.; Li, Y.; Mathiesen, R.H.; Bjørge, B.; Roven, H.J. Annealing response of binary Al–7Mg alloy deformed by equal channel angular pressing. Mater. Sci. Eng. A 2013, 586, 374–381. [Google Scholar] [CrossRef]
- Singh, D.; Rao, P.N.; Jayaganthan, R. Effect of deformation temperature on mechanical properties of ultrafine grained Al–Mg alloys processed by rolling. Mater. Des. 2013, 50, 646–655. [Google Scholar] [CrossRef]
- Zolotorevskiy, V.S.; Dobrojinskaja, R.I.; Cheverikin, V.V.; Khamnagdaeva, E.A.; Pozdniakov, A.V.; Levchenko, V.S.; Besogonova, E.S. Evolution of the structure and mechanical properties of sheets of the Al–4.7Mg–0.32Mn–0.21Sc–0.09Zr alloy due to deformation accumulated upon rolling. Phys. Met. Metall. 2016, 117, 1163–1169. [Google Scholar] [CrossRef]
- Zhao, S.; Meng, C.; Mao, F.; Hu, W.; Gottstein, G. Influence of severe plastic deformation on dynamic strain aging of ultrafine grained Al–Mg alloys. Acta Mater. 2014, 76, 54–67. [Google Scholar] [CrossRef]
- Vinogradov, A.; Nagasaki, S.; Patlan, V.; Kitagawa, K.; Kawazoe, M. Fatigue properties of 5056 Al–Mg alloy produced by equal-channel angular pressing. Nanostruct. Mater. 1999, 11, 925–934. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Mg | Si | Fe | Mn | Ti | Zn | Cu | Residuals |
|---|---|---|---|---|---|---|---|---|
| 94.26 | 5.54 | 0.037 | 0.079 | 0.0055 | 0.004 | 0.004 | 0.004 | 0.0665 |
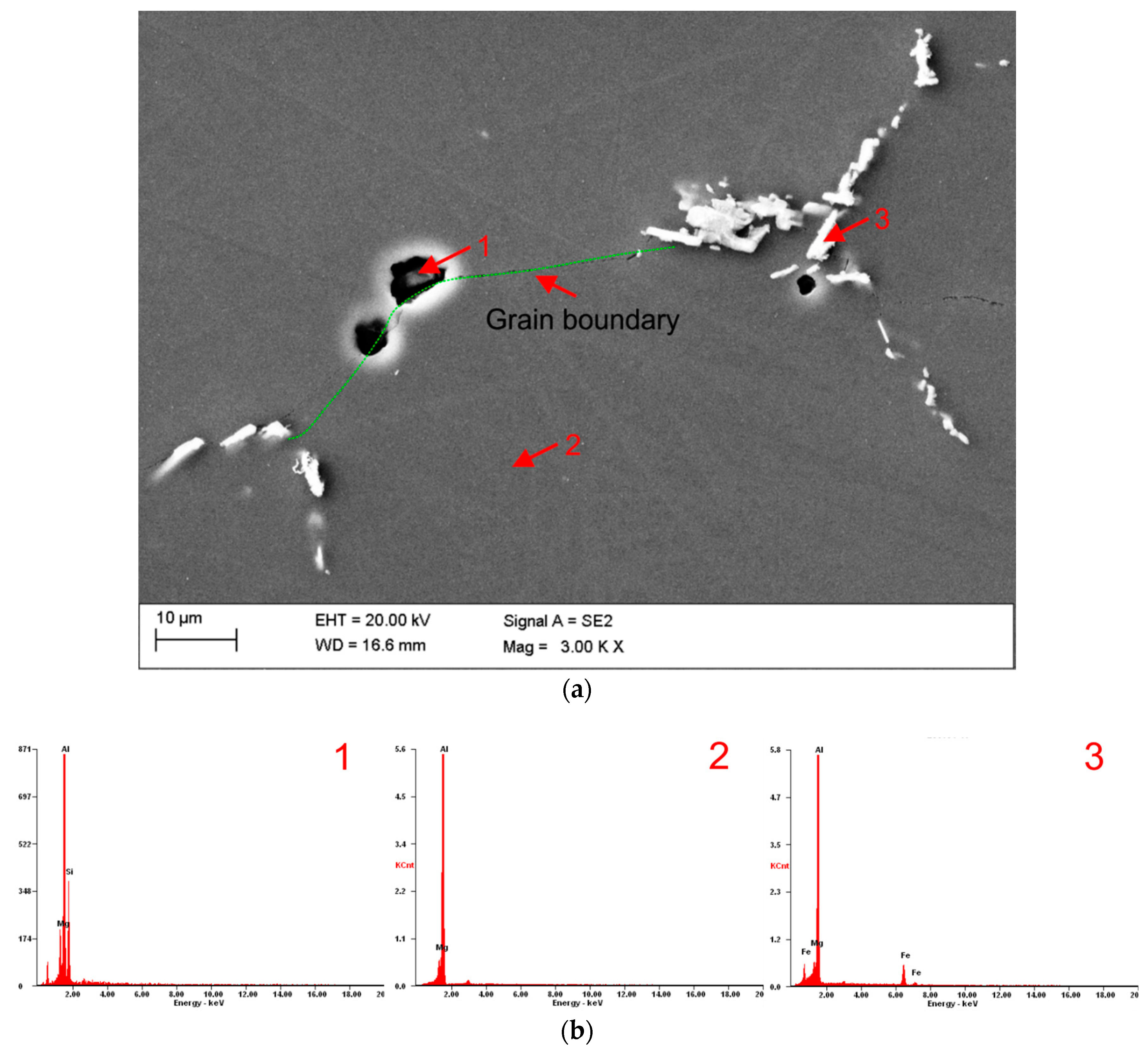
| Element/Line | The Average Concentration of Elements | |
|---|---|---|
| Weight (%) | Atomic (%) | |
| Point 1 | ||
| MgK | 4.7 | 5.3 |
| AlK | 57.6 | 58.1 |
| SiK | 37.7 | 36.6 |
| Point 2 | ||
| MgK | 6.9 | 7.6 |
| AlK | 93.1 | 92.4 |
| Point 3 | ||
| MgK | 4.5 | 5.4 |
| AlK | 78.4 | 85.5 |
| FeK | 17.1 | 9.1 |
| Condition | Lattice Strain, e | Crystallite Size, d (nm) | Dislocation Density ρ |
|---|---|---|---|
| ST + ECAP 2× | 1.25 × 10−3 | 60 | 0.224 × 1014 m−2 |
| ST + ECAP 2× + ageing 160 °C for 4 h | 1.16 × 10−3 | 67 | 0.209 × 1014 m−2 |
| ST + ECAP 2× + ageing 180 °C for 4 h | 9.21 × 10−4 | 83 | 0.134 × 1014 m−2 |
| The Property | ST | ST + ECAP 2× | ST + ECAP 2× + 160 °C 4 h | ST + ECAP 2× + 180 °C 4 h |
|---|---|---|---|---|
| Ultimate Tensile Strength (MPa) | 269 ± 1 | 395 ± 2 | 345 ± 2 | 340 ± 1 |
| Yield Strength (MPa) | 110 ± 1 | 326 ± 2 | 271 ± 2 | 255 ± 1 |
| Elongation, % | 28 ± 1 | 18 ± 1 | 21 ± 1 | 23 ± 2 |
| Hardness, HV0.3 | 73 ± 1 | 136 ± 1 | 123 ± 1 | 120 ± 1 |
| Condition | σ0 (MPa) | ΔσMg (MPa) | ΔσGB (MPa) | ΔσD (MPa) | Calculated Yield Strength (MPa) | Measured Yield Strength (MPa) |
|---|---|---|---|---|---|---|
| ST + ECAP 2× + ageing 160 °C for 4 h | 10 | 102 | 84 | 69 | 265 | 271 |
| ST + ECAP 2× + ageing 180 °C for 4 h | 85 | 62 | 259 | 255 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Snopiński, P.; Król, M. Microstructure, Mechanical Properties and Strengthening Mechanism Analysis in an AlMg5 Aluminium Alloy Processed by ECAP and Subsequent Ageing. Metals 2018, 8, 969. https://doi.org/10.3390/met8110969
Snopiński P, Król M. Microstructure, Mechanical Properties and Strengthening Mechanism Analysis in an AlMg5 Aluminium Alloy Processed by ECAP and Subsequent Ageing. Metals. 2018; 8(11):969. https://doi.org/10.3390/met8110969
Chicago/Turabian StyleSnopiński, Przemysław, and Mariusz Król. 2018. "Microstructure, Mechanical Properties and Strengthening Mechanism Analysis in an AlMg5 Aluminium Alloy Processed by ECAP and Subsequent Ageing" Metals 8, no. 11: 969. https://doi.org/10.3390/met8110969
APA StyleSnopiński, P., & Król, M. (2018). Microstructure, Mechanical Properties and Strengthening Mechanism Analysis in an AlMg5 Aluminium Alloy Processed by ECAP and Subsequent Ageing. Metals, 8(11), 969. https://doi.org/10.3390/met8110969