Distribution Ratio of Sulfur between CaO-SiO2-Al2O3-Na2O-TiO2 Slag and Carbon-Saturated Iron


Abstract
:1. Introduction
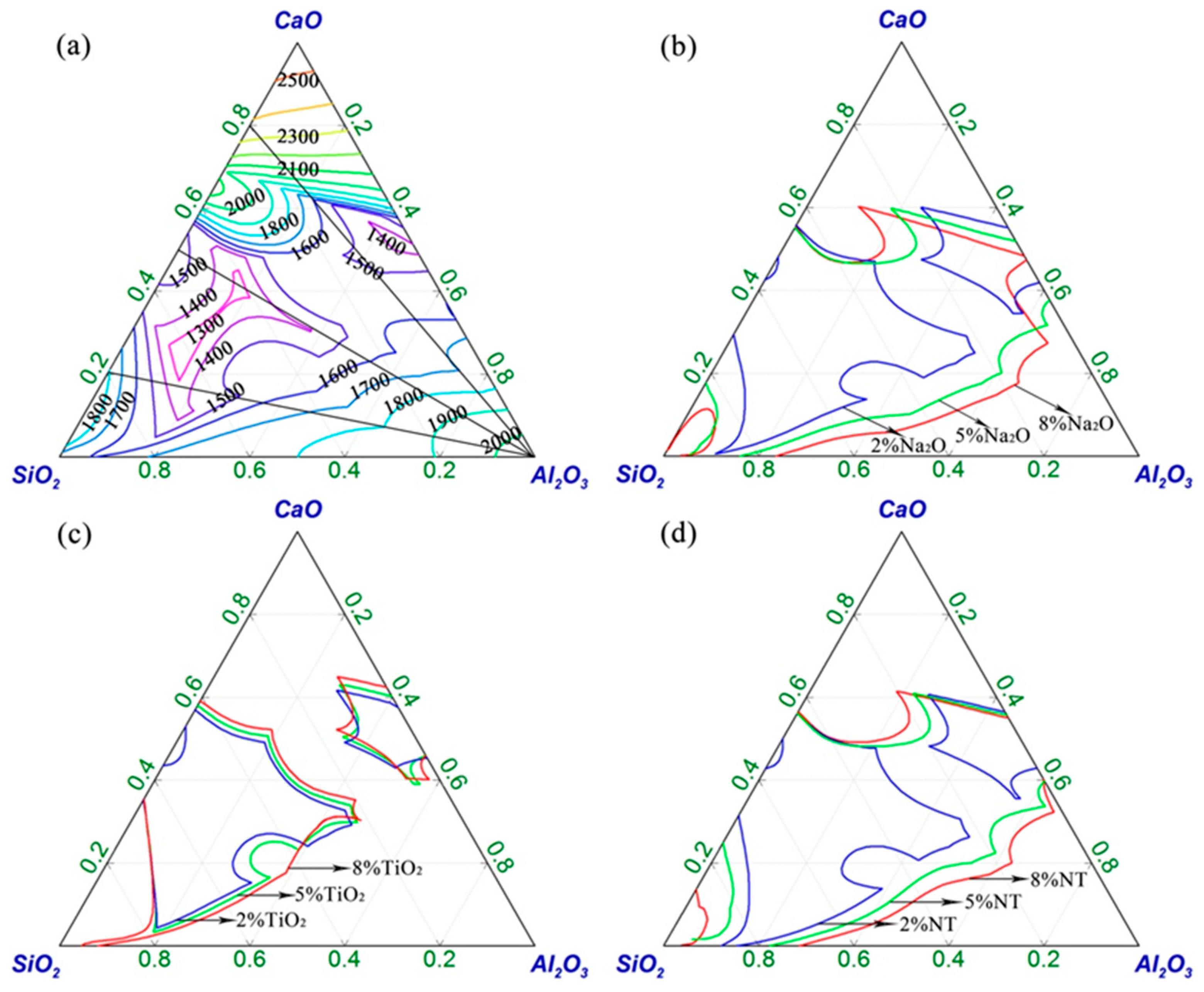
2. Liquid Areas of the CaO-SiO2-Al2O3 (-Na2O-TiO2) Slag System
3. Experimental
3.1. Experimental Materials
3.2. Experimental Scheme
3.3. Experimental Equipment
3.4. Experimental Procedure
4. Results and Discussion
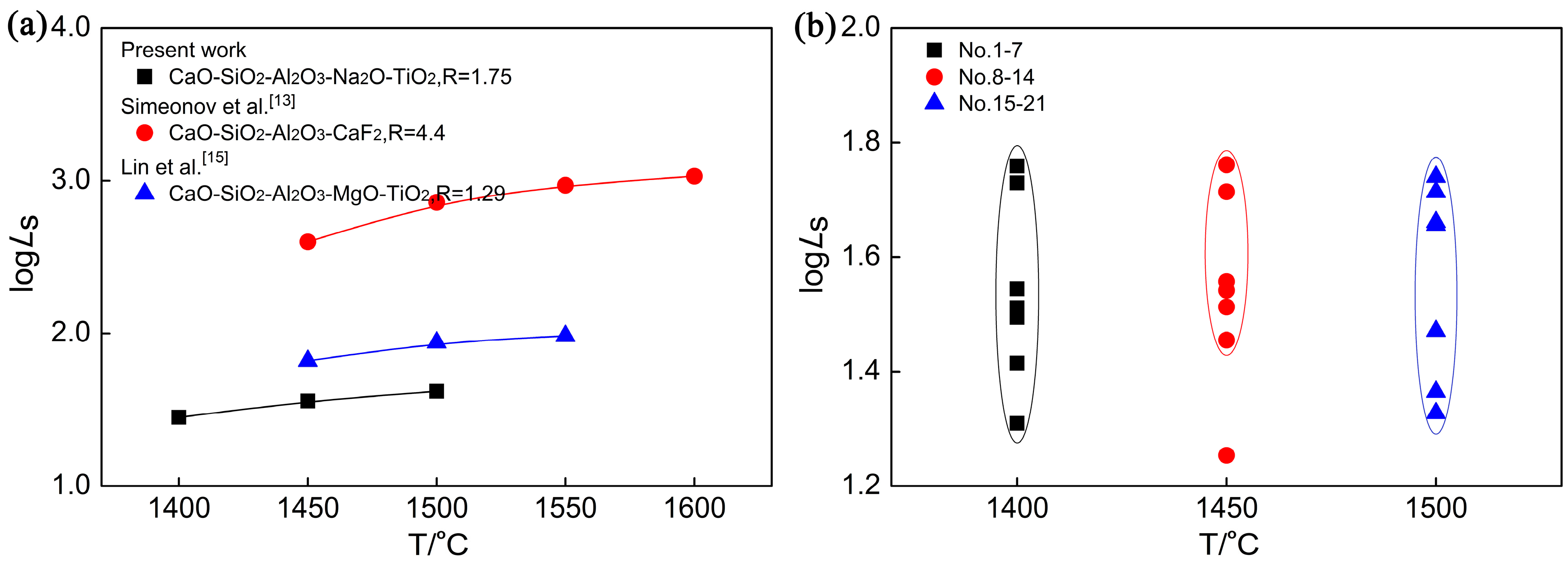
4.1. Effect of Temperature
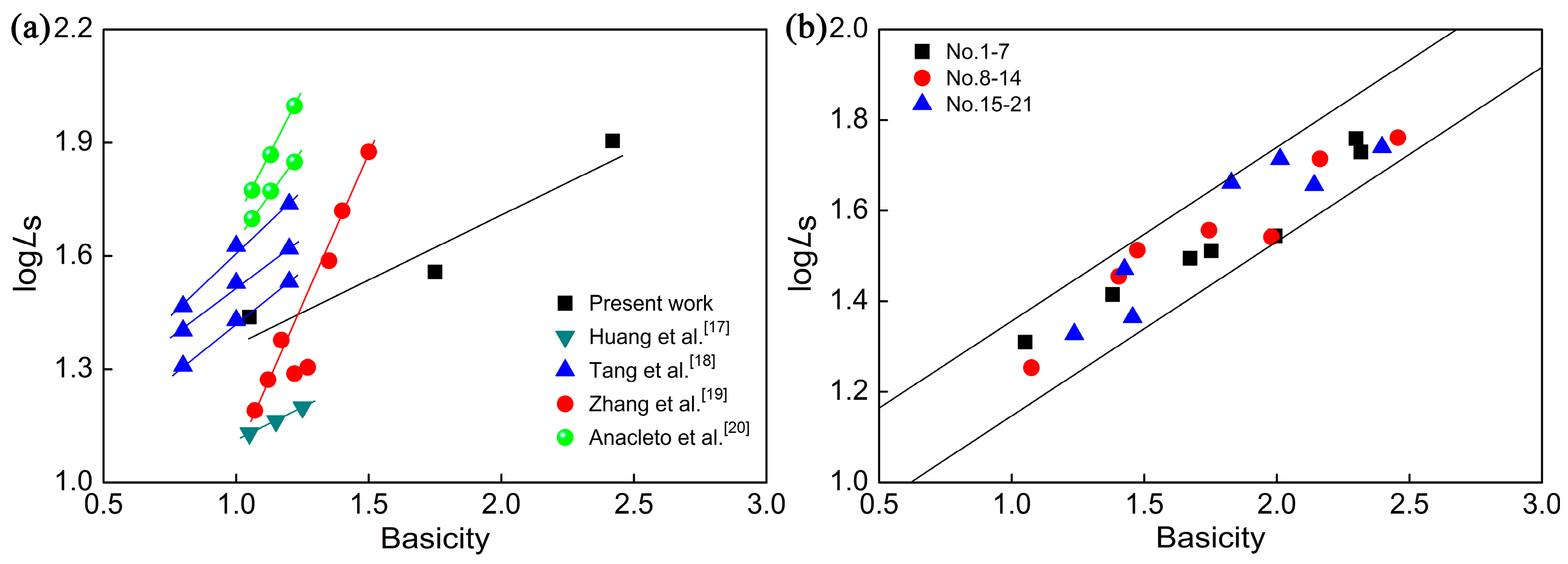
4.2. Effect of Basicity
4.3. Effect of Al2O3
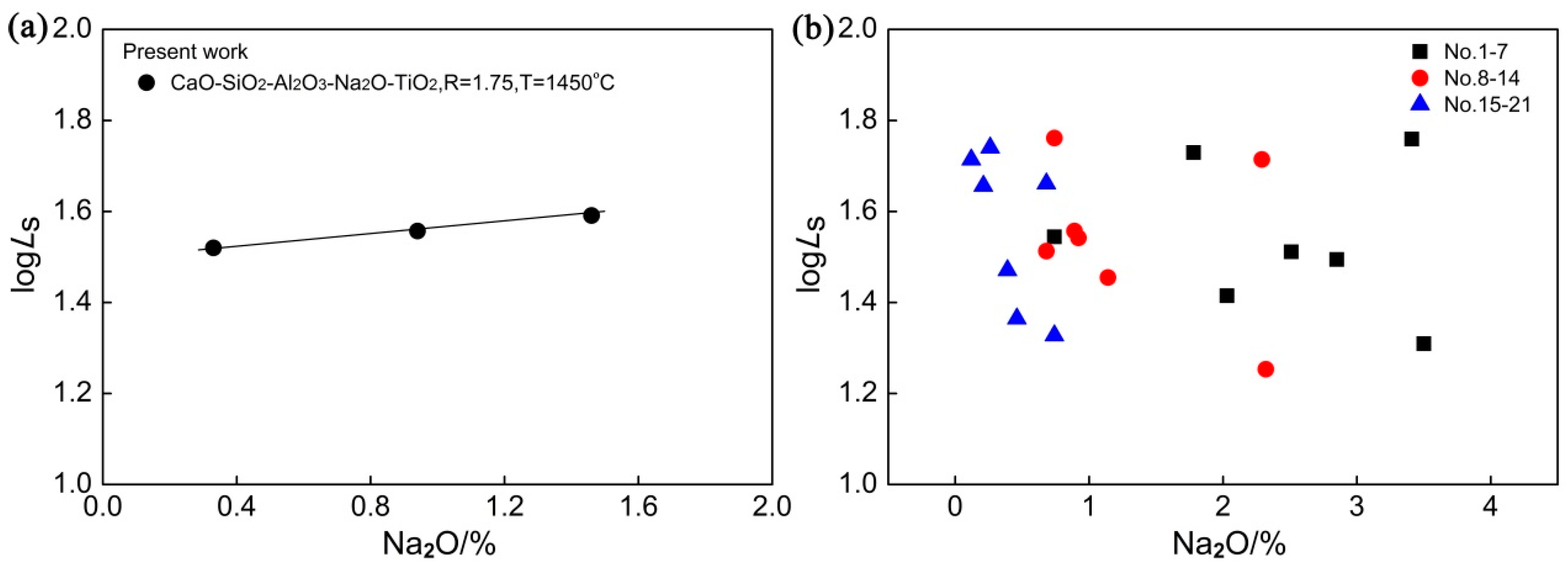
4.4. Effect of Na2O
4.5. Effect of TiO2
4.6. Regression Analysis of logLS
5. Conclusion
- (1)
- The thermodynamic calculation shows that high temperature helps the melting of the slag. Al2O3 is beneficial as a flux. However, the content should be controlled. Na2O can promote the melting effect on the slag more effectively than TiO2.
- (2)
- The experimental data suggest that the distribution ratio of sulfur between the slag and the carbon-saturated iron strongly increases with the increase of temperature, basicity, and Na2O content, whereas it decreases with the increase of Al2O3 and TiO2 content. Na2O in the slag will volatilize because of the high temperature and the reducing conditions.
- (3)
- Based on the experimental data, for the distribution ratio of sulfur between CaO-SiO2-Al2O3-Na2O-TiO2 slag and carbon-saturated iron, the following fitting formula is obtained:
Author Contributions
Funding
Conflicts of Interest
References
- Mohassab-Ahmed, M.Y.; Sohn, H.Y.; Kim, H.G. Sulfur distribution between liquid iron and magnesia-saturated slag in H2/H2O atmosphere relevant to a novel green ironmaking technology. Ind. Eng. Chem. Res. 2012, 51, 3639–3645. [Google Scholar] [CrossRef]
- Iwamasa, P.K.; Fruehan, R.J. Effect of FeO in the slag and silicon in the metal on the desulfurization of hot Metal. Metall. Mater. Trans. B 1997, 28, 47–57. [Google Scholar] [CrossRef]
- Gandarias, A.; Lopez de Lacalle, L.N.; Aizpitarte, X.; Lamikiz, A. Study of the performance of the turning and drilling of austenitic stainless steels using two coolant techniques. Int. J. Mach. Mach. Mater. 2008, 3, 1–17. [Google Scholar] [CrossRef]
- Rodríguez, A.; Lopez de Lacalle, L.N.; Calleja, A.; Fernández, A.; Lamikiz, A. Maximal reduction of steps for iron casting one-of-a-kind parts. J. Clean. Prod. 2012, 24, 48–55. [Google Scholar] [CrossRef]
- Van Niekerk, W.H.; Dippenaar, R.J. Thermodynamic aspects of Na2O and CaF2 containing lime-based slags used for the desulphurization of hot-metal. ISIJ Int. 1993, 33, 59–65. [Google Scholar] [CrossRef]
- Pak, J.J.; Fruehan, R.J. The effect of Na2O on dephosphorization by CaO-based steelmaking slags. Metall. Mater. Trans. B 1991, 22, 39–46. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, F.; Wang, R.; Tian, D. Application of bayer red mud-based flux in the steelmaking process. Steel Res. Int. 2017, 88, 304–313. [Google Scholar] [CrossRef]
- Yajima, K.; Matsuura, H.; Tsukihashi, F. Effect of simultaneous addition of Al2O3 and MgO on the liquidus of the CaO-SiO2-FeOx system with various oxygen partial pressures at 1573 K. ISIJ Int. 2010, 50, 191–194. [Google Scholar] [CrossRef]
- Chan, A.H.; Fruehan, R.J. The sulfur partition ratio with Fe-CSAT melts and the sulfide capacity of CaO-SiO2-Na2O-(Al2O3) slags. Metall. Mater. Trans. B 1989, 20, 71–76. [Google Scholar] [CrossRef]
- Park, H.; Park, J.Y.; Kim, G.H.; Sohn, I. Effect of TiO2 on the viscosity and slag structure in blast furnace type slags. Steel Res. Int. 2012, 83, 150–156. [Google Scholar] [CrossRef]
- Sohn, I.; Wang, W.; Matsuura, H.; Tsukihashi, F.; Min, D.J. Influence of TiO2 on the viscous behavior of calcium silicate melts containing 17 mass% Al2O3 and 10 mass% MgO. ISIJ Int. 2012, 52, 158–160. [Google Scholar] [CrossRef]
- Fang, K.T.; Wang, Y. Number-Theoretic Methods in Statistics; CRC Press: Boca Raton, FL, USA, 1993. [Google Scholar]
- Simeonov, S.R.; Ivanchev, I.N.; Hainadjiev, A.V. Sulphur equilibrium distribution between CaO-CaF2-SiO2-Al2O3 slags and carbon-saturated Iron. ISIJ Int. 1991, 31, 1396–1399. [Google Scholar] [CrossRef]
- Tsao, T.; Katayama, H.G. Sulphur distribution between liquid iron and CaO-MgO-Al2O3-SiO2 slags used for ladle refining. ISIJ Int. 1986, 26, 717–723. [Google Scholar] [CrossRef]
- Lin, Y.; Yin, W. Desulfurization ability of the blast furnace slag with low titanium oxide content. Iron Steel. 1987, 22, 4–9. [Google Scholar] [CrossRef]
- Li, F.; Li, X.; Yang, S.; Zhang, Y. Distribution ratios of phosphorus between CaO-FeO-SiO2-Al2O3/Na2O/TiO2 slags and carbon-saturated iron. Metall. Mater. Trans. B 2017, 48, 2367–2378. [Google Scholar] [CrossRef]
- Huang, Z.; Yang, Z.; Guo, T. Effect of MgO in blast furnance type slags containing TiO2 on slag desulpurization. J. Northeast Univ. Nat. Sci. 1987, 3, 335–339. [Google Scholar]
- Tang, X.; Xu, C. Sulphur distribution between CaO-SiO2-TiO2-Al2O3-MgO slag and carbon-saturated iron at 1773 K. ISIJ Int. 1995, 35, 367–371. [Google Scholar] [CrossRef]
- Zhang, J.; Lv, X.; Yan, Z.; Oin, Y.; Bai, C. Desulphurisation ability of blast furnace slag containing high Al2O3 and 5 mass% TiO2 at 1773 K. Ironmak. Steelmak. 2016, 43, 378–384. [Google Scholar] [CrossRef]
- Anacleto, N.M.; Lee, H.-G.; Hayes, P.C. Sulphur partition between CaO-SiO2-Ce2O3 slags and carbon-saturated iron. ISIJ Int. 1993, 33, 549–555. [Google Scholar] [CrossRef]
- Park, J.H.; Min, D.J.; Song, H.S. Amphoteric behavior of alumina in viscous flow and structure of CaO-SiO2(-MgO)-Al2O3 slags. Metall. Mater. Trans. B 2004, 35, 269–275. [Google Scholar] [CrossRef]
- Pak, J.J.; Ito, K.; Fruehan, F.J. Activities of Na2O in CaO-based slags used for dephosphorization of steel. ISIJ Int. 1989, 29, 318–323. [Google Scholar] [CrossRef]
- Sommerville, I.D.; Bell, H.B. The behaviour of titania in metallurgical slags. Can. Metall. Q. 1982, 21, 145–155. [Google Scholar] [CrossRef]
- Yockey, R.D. SPSS Demystified: A Step by Step Approach; Prentice Hall: Upper Saddle River, NJ, USA, 2010. [Google Scholar]
- Yang, Y.D.; Sommerville, I.D.; McLean, A. Some fundamental considerations pertaining to oxide melt interactions and their influence on steel quality. Trans. Indian Inst. Met. 2006, 59, 655–669. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Temp./°C | Slag and Metal-Phase Composition (mass%) | Basicity | LS | logLS | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CaO | SiO2 | Al2O3 | Na2O | TiO2 | [%S] | (%S) | ||||||
| T1 | 1400 | 48.29 | 27.87 | 17.84 | 1.80 | 4.20 | 0.01345 | 0.3788 | 1.73 | 0.7033 | 28.16 | 1.4496 |
| T2 | 1450 | 48.99 | 27.99 | 17.92 | 0.89 | 4.21 | 0.01049 | 0.3784 | 1.75 | 0.7017 | 36.07 | 1.5571 |
| T3 | 1500 | 49.47 | 27.70 | 18.13 | 0.40 | 4.30 | 0.00914 | 0.3817 | 1.79 | 0.7018 | 41.76 | 1.6208 |
| R1 | 1450 | 39.14 | 37.17 | 17.47 | 2.13 | 4.09 | 0.01376 | 0.3769 | 1.05 | 0.6599 | 27.39 | 1.4376 |
| R2 | 48.99 | 27.99 | 17.92 | 0.89 | 4.21 | 0.01049 | 0.3784 | 1.75 | 0.7017 | 36.07 | 1.5571 | |
| R3 | 54.04 | 22.29 | 18.78 | 0.55 | 4.34 | 0.00475 | 0.3815 | 2.42 | 0.7285 | 80.32 | 1.9048 | |
| A1 | 51.51 | 30.22 | 13.11 | 0.96 | 4.20 | 0.00783 | 0.3778 | 1.70 | 0.7063 | 48.25 | 1.6835 | |
| A2 | 48.99 | 27.99 | 17.92 | 0.89 | 4.21 | 0.01049 | 0.3784 | 1.75 | 0.7017 | 36.07 | 1.5571 | |
| A3 | 46.20 | 25.97 | 22.11 | 1.34 | 4.38 | 0.01300 | 0.3820 | 1.78 | 0.6980 | 29.38 | 1.4681 | |
| N1 | 49.74 | 28.38 | 17.38 | 0.33 | 4.17 | 0.01126 | 0.3727 | 1.75 | 0.7011 | 33.10 | 1.5198 | |
| N2 | 48.99 | 27.99 | 17.92 | 0.89 | 4.21 | 0.01049 | 0.3784 | 1.75 | 0.7017 | 36.07 | 1.5571 | |
| N3 | 48.01 | 27.44 | 18.79 | 1.46 | 4.30 | 0.00947 | 0.3695 | 1.75 | 0.7018 | 39.02 | 1.5913 | |
| Ti1 | 50.06 | 28.57 | 18.11 | 1.19 | 2.07 | 0.00973 | 0.3718 | 1.75 | 0.7049 | 38.21 | 1.5822 | |
| Ti2 | 48.99 | 27.99 | 17.92 | 0.89 | 4.21 | 0.01049 | 0.3784 | 1.75 | 0.7017 | 36.07 | 1.5571 | |
| Ti3 | 48.19 | 27.39 | 17.27 | 0.62 | 6.53 | 0.01062 | 0.3763 | 1.76 | 0.6995 | 35.43 | 1.5494 | |
| 1 | 1400 | 45.36 | 27.11 | 18.66 | 2.85 | 6.02 | 0.01205 | 0.3762 | 1.67 | 0.6997 | 31.22 | 1.4946 |
| 2 | 53.86 | 23.43 | 13.88 | 3.41 | 5.42 | 0.00671 | 0.3854 | 2.30 | 0.7386 | 57.44 | 1.7591 | |
| 3 | 42.81 | 31.01 | 19.46 | 2.03 | 4.69 | 0.01461 | 0.3797 | 1.38 | 0.6809 | 25.99 | 1.4147 | |
| 4 | 53.22 | 26.69 | 15.78 | 0.74 | 3.57 | 0.01066 | 0.3733 | 1.99 | 0.7177 | 35.02 | 1.5444 | |
| 5 | 36.00 | 34.27 | 22.51 | 3.50 | 3.72 | 0.01864 | 0.3801 | 1.05 | 0.6598 | 20.39 | 1.3095 | |
| 6 | 47.94 | 27.35 | 19.13 | 2.51 | 3.07 | 0.01180 | 0.3831 | 1.75 | 0.7058 | 32.47 | 1.5114 | |
| 7 | 56.74 | 24.49 | 14.77 | 1.78 | 2.22 | 0.00704 | 0.3778 | 2.32 | 0.7388 | 53.66 | 1.7294 | |
| 8 | 1450 | 43.07 | 30.69 | 19.17 | 1.14 | 5.93 | 0.01328 | 0.3785 | 1.40 | 0.6790 | 28.50 | 1.4549 |
| 9 | 50.80 | 25.66 | 16.76 | 0.92 | 5.86 | 0.01083 | 0.3774 | 1.98 | 0.7127 | 34.85 | 1.5420 | |
| 10 | 36.43 | 33.92 | 22.06 | 2.32 | 5.27 | 0.02115 | 0.3793 | 1.07 | 0.6576 | 17.93 | 1.2536 | |
| 11 | 48.99 | 27.99 | 17.92 | 0.89 | 4.21 | 0.01049 | 0.3784 | 1.75 | 0.7015 | 36.07 | 1.5571 | |
| 12 | 58.63 | 23.87 | 13.15 | 0.74 | 3.61 | 0.00671 | 0.3873 | 2.46 | 0.7427 | 57.72 | 1.7613 | |
| 13 | 46.35 | 31.45 | 18.91 | 0.68 | 2.61 | 0.01175 | 0.3827 | 1.47 | 0.6856 | 32.57 | 1.5128 | |
| 14 | 54.27 | 25.09 | 15.83 | 2.29 | 2.52 | 0.00746 | 0.3865 | 2.16 | 0.7310 | 51.81 | 1.7142 | |
| 15 | 1500 | 39.55 | 32.00 | 21.95 | 0.74 | 5.76 | 0.01783 | 0.3789 | 1.24 | 0.6644 | 21.25 | 1.3274 |
| 16 | 49.71 | 27.19 | 16.98 | 0.68 | 5.44 | 0.00814 | 0.3731 | 1.83 | 0.7050 | 45.84 | 1.6611 | |
| 17 | 57.58 | 24.03 | 13.39 | 0.26 | 4.74 | 0.00672 | 0.3696 | 2.40 | 0.7367 | 55.00 | 1.7401 | |
| 18 | 44.20 | 30.36 | 19.98 | 0.46 | 5.00 | 0.01606 | 0.3719 | 1.46 | 0.6803 | 23.16 | 1.3645 | |
| 19 | 54.97 | 25.67 | 15.06 | 0.21 | 4.09 | 0.00827 | 0.3744 | 2.14 | 0.7237 | 45.27 | 1.6560 | |
| 20 | 44.44 | 31.18 | 21.14 | 0.39 | 2.85 | 0.01289 | 0.3811 | 1.43 | 0.6790 | 29.57 | 1.4708 | |
| 21 | 54.60 | 27.13 | 15.77 | 0.12 | 2.38 | 0.00708 | 0.3662 | 2.01 | 0.7187 | 51.72 | 1.7138 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, K.; Zhang, Y.; Wu, T. Distribution Ratio of Sulfur between CaO-SiO2-Al2O3-Na2O-TiO2 Slag and Carbon-Saturated Iron. Metals 2018, 8, 1068. https://doi.org/10.3390/met8121068
Zhang K, Zhang Y, Wu T. Distribution Ratio of Sulfur between CaO-SiO2-Al2O3-Na2O-TiO2 Slag and Carbon-Saturated Iron. Metals. 2018; 8(12):1068. https://doi.org/10.3390/met8121068
Chicago/Turabian StyleZhang, Kanghui, Yanling Zhang, and Tuo Wu. 2018. "Distribution Ratio of Sulfur between CaO-SiO2-Al2O3-Na2O-TiO2 Slag and Carbon-Saturated Iron" Metals 8, no. 12: 1068. https://doi.org/10.3390/met8121068
APA StyleZhang, K., Zhang, Y., & Wu, T. (2018). Distribution Ratio of Sulfur between CaO-SiO2-Al2O3-Na2O-TiO2 Slag and Carbon-Saturated Iron. Metals, 8(12), 1068. https://doi.org/10.3390/met8121068