Scaling Law in Laser-Induced Shock Effects of NiTi Shape Memory Alloy

Abstract
:1. Introduction
2. Dimensional Analysis of LSP Process of SMAs
- : represents the capacity of the plastic deformation.
- : represents the ratio of loading duration to unloading duration in the target.
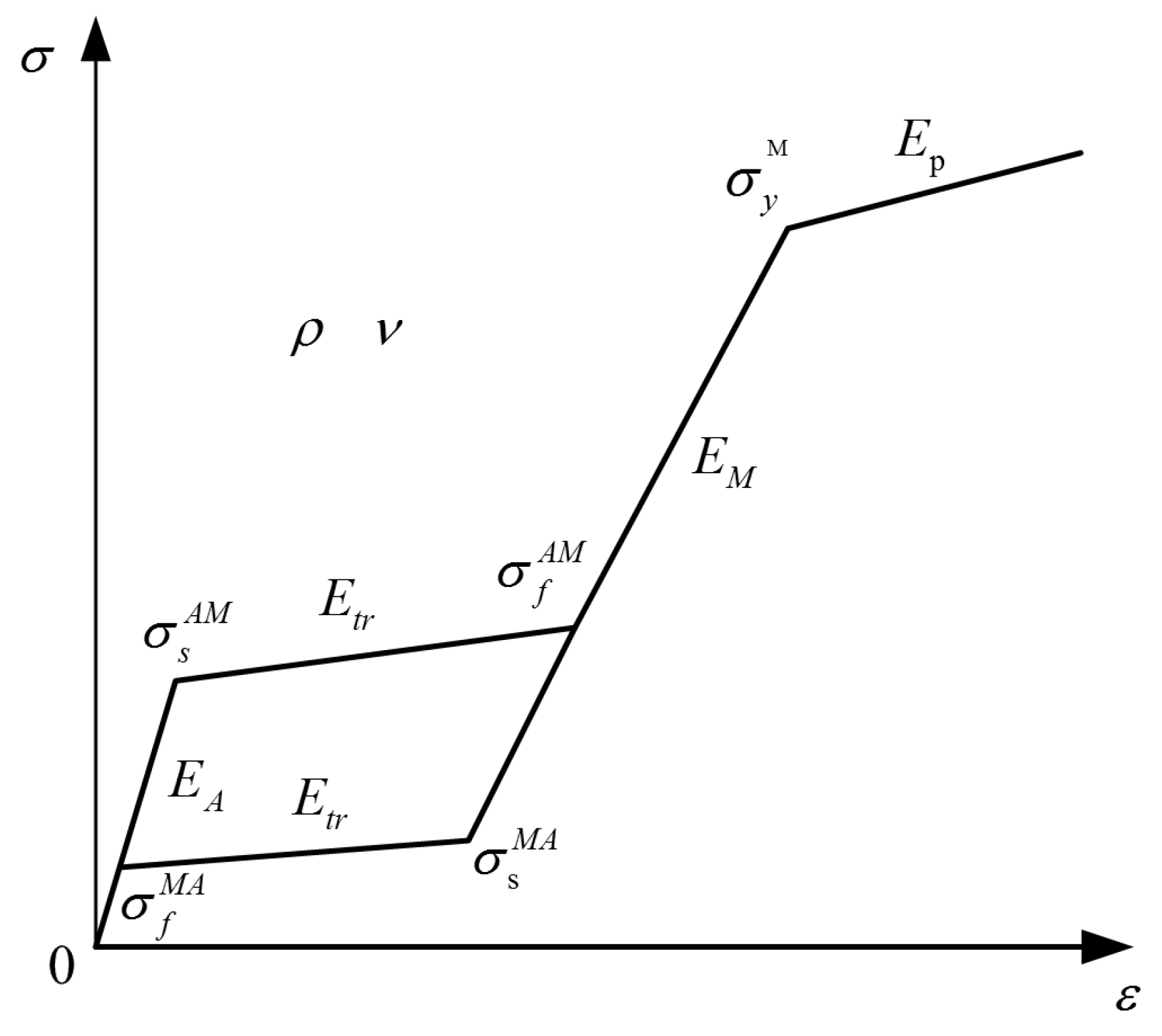
- , , : represent the characteristic austenite elastic modulus, the transformation hardening modulus, and the plastic modulus.
- , , , : represent the elastic strain of the start of martensite transformation, the finish of martensitic transformation, the start of reverse transformation, and the finish of reverse transformation, respectively.
- : represents the elastic deformation limit.
- , : represent the characteristic longitudinal sound speed of austenite and martensite, respectively.
- γ, bA, bM: are adiabatic exponent and constant of Hugoniot equation of state of the target, respectively.
- : represents the Poisson’s ratio of target.
3. Numerical Simulation of LSP process of SMAs
3.1. Constitutive Model of Shape Memory Alloys
3.1.1. Transformation Model
3.1.2. Plasticity Model
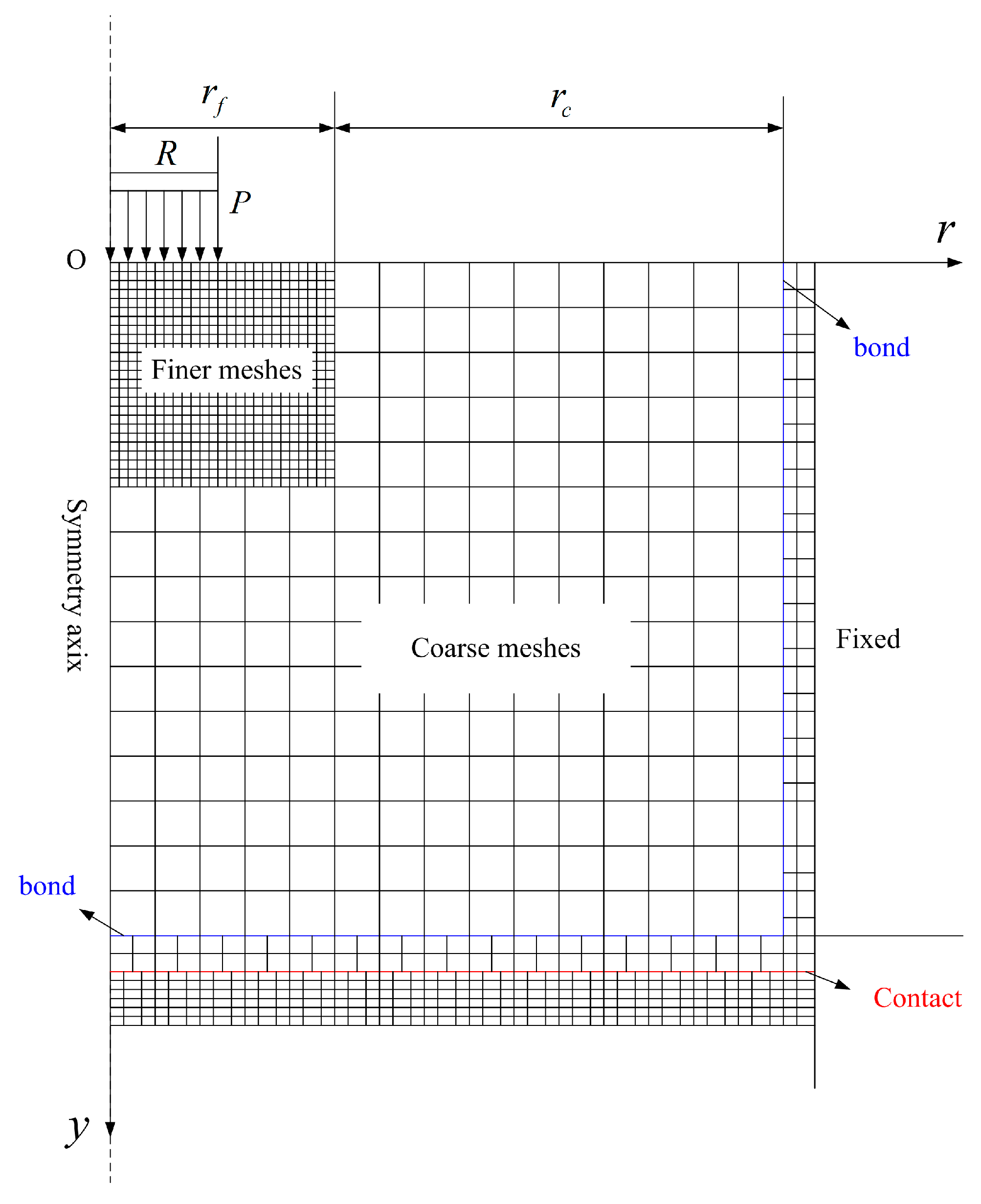
3.2. Finite Element Modeling
3.2.1. Finite Element Model
3.2.2. Convergence Validation of Numerical Models
3.2.3. Scheme of Numerical Simulation for LSP
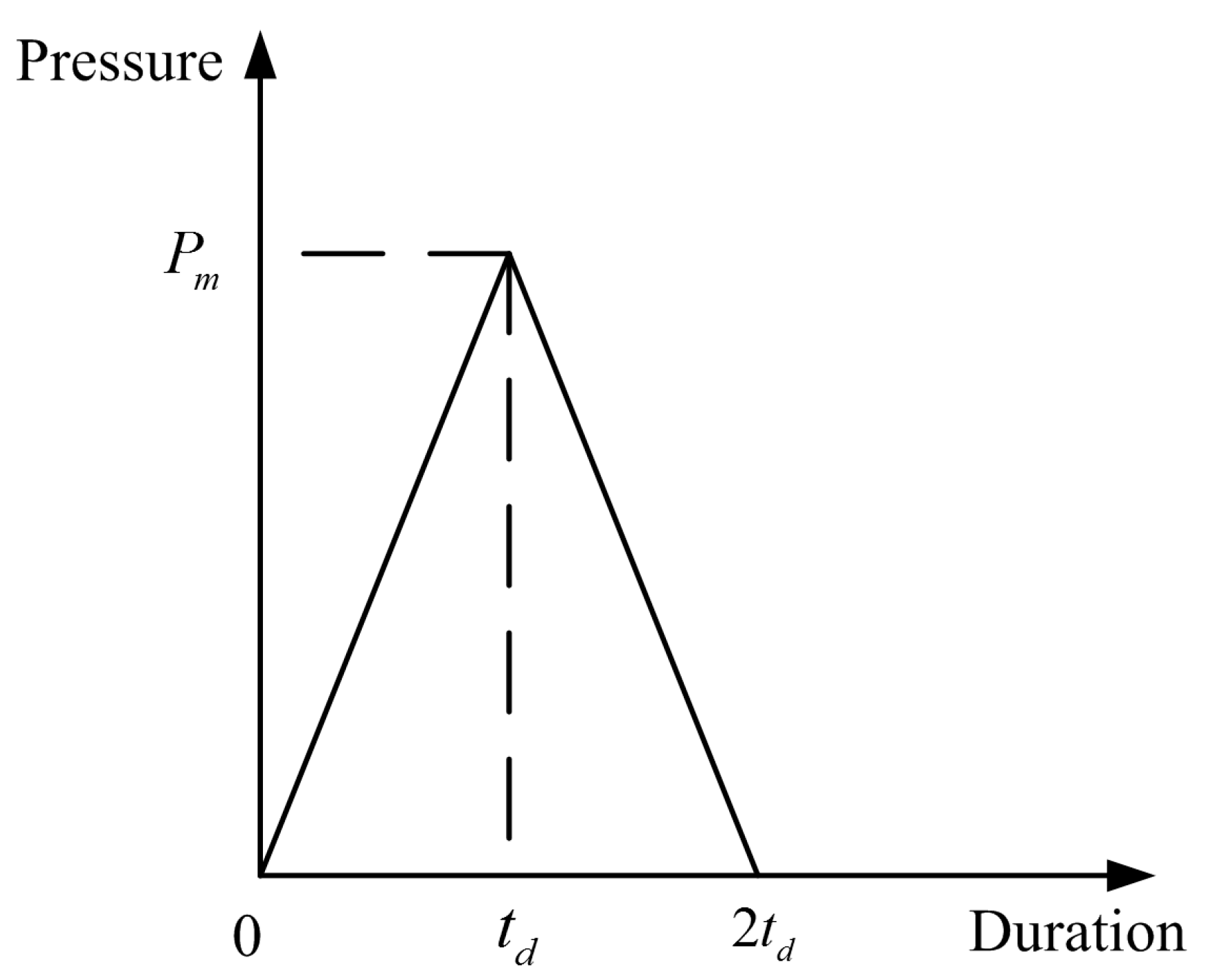
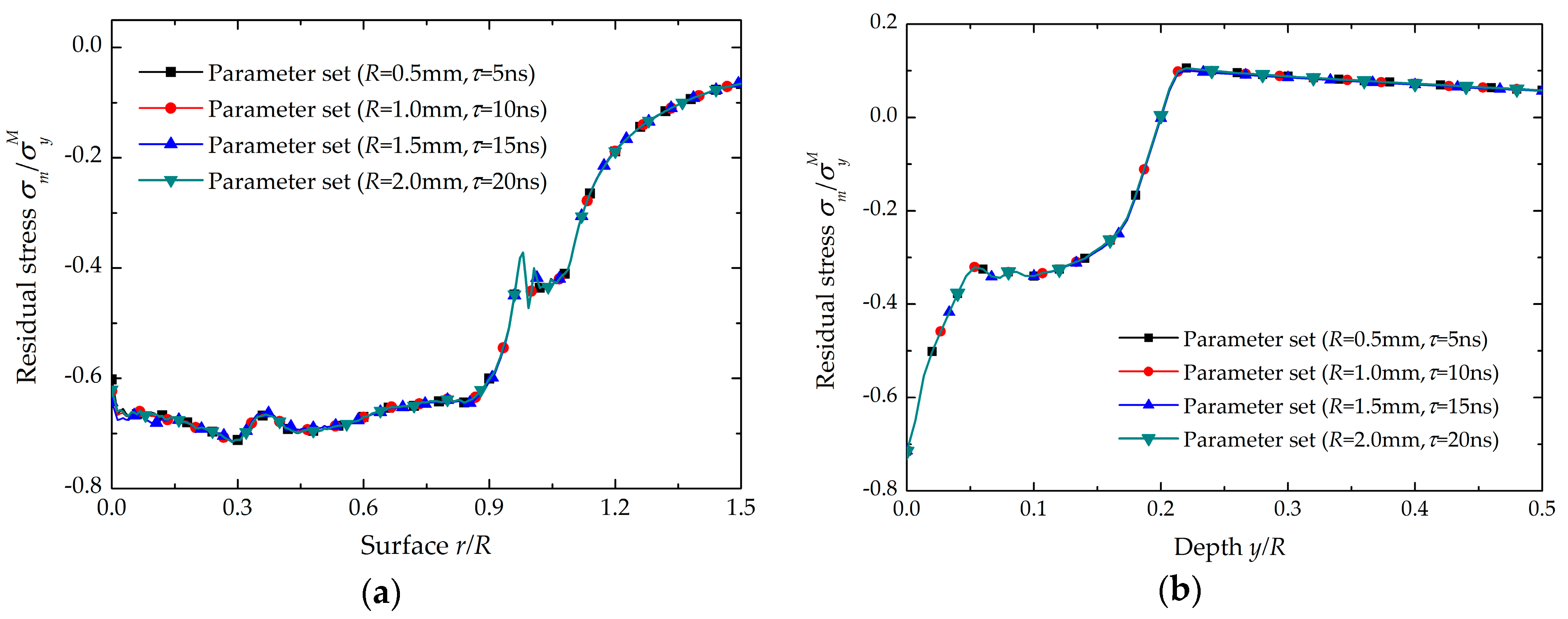
- Shock effects for constant dimensionless peak pressure and laser duration are simulated, in which the dimensionless peak pressure is set as 4.55, and the dimensionless laser duration is set as 0.025. For the constant dimensionless laser duration , the sets of the parameters (R and τ) are (0.5 mm, 5.0 ns), (1.0 mm, 10.0 ns), (1.5 mm, 15.0 ns), and (2.0 mm, 20.0 ns).
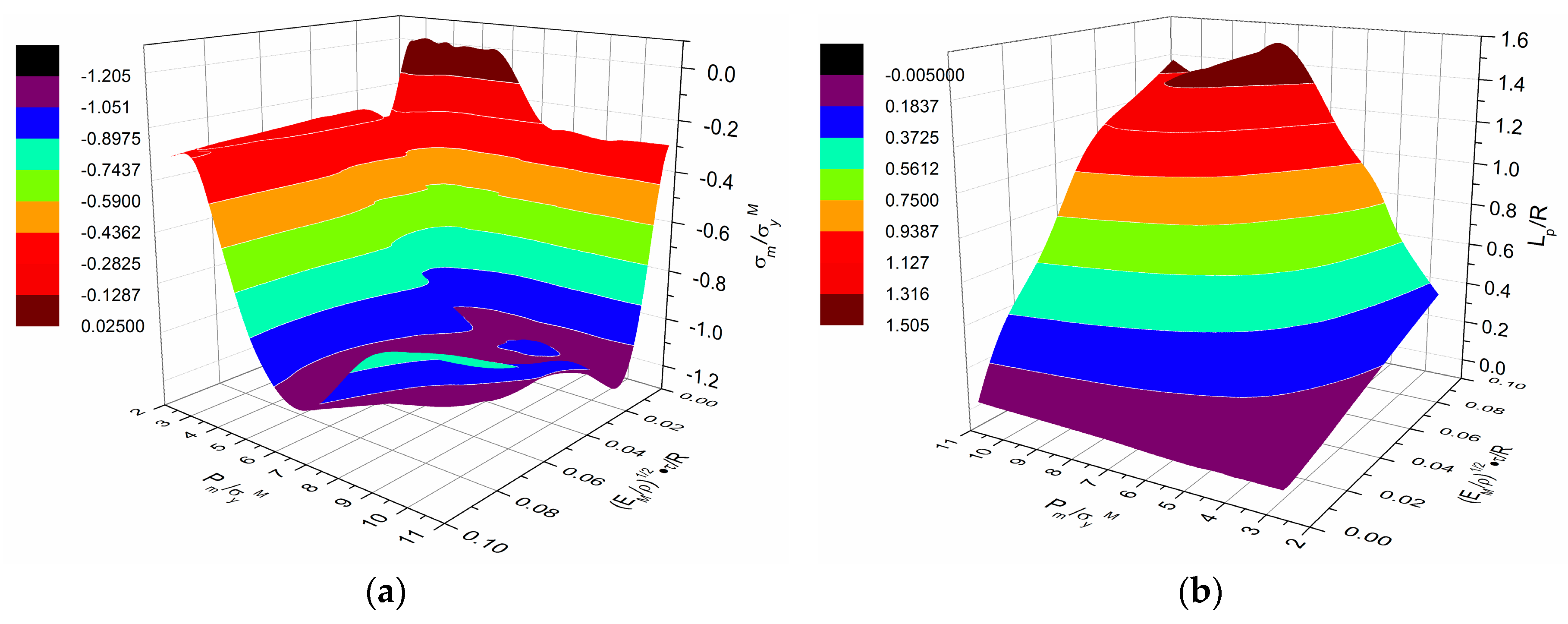
- Parameter study: , , analyzing the influence of the dimensionless parameters and .
4. Numerical Results
5. Experimental Validation
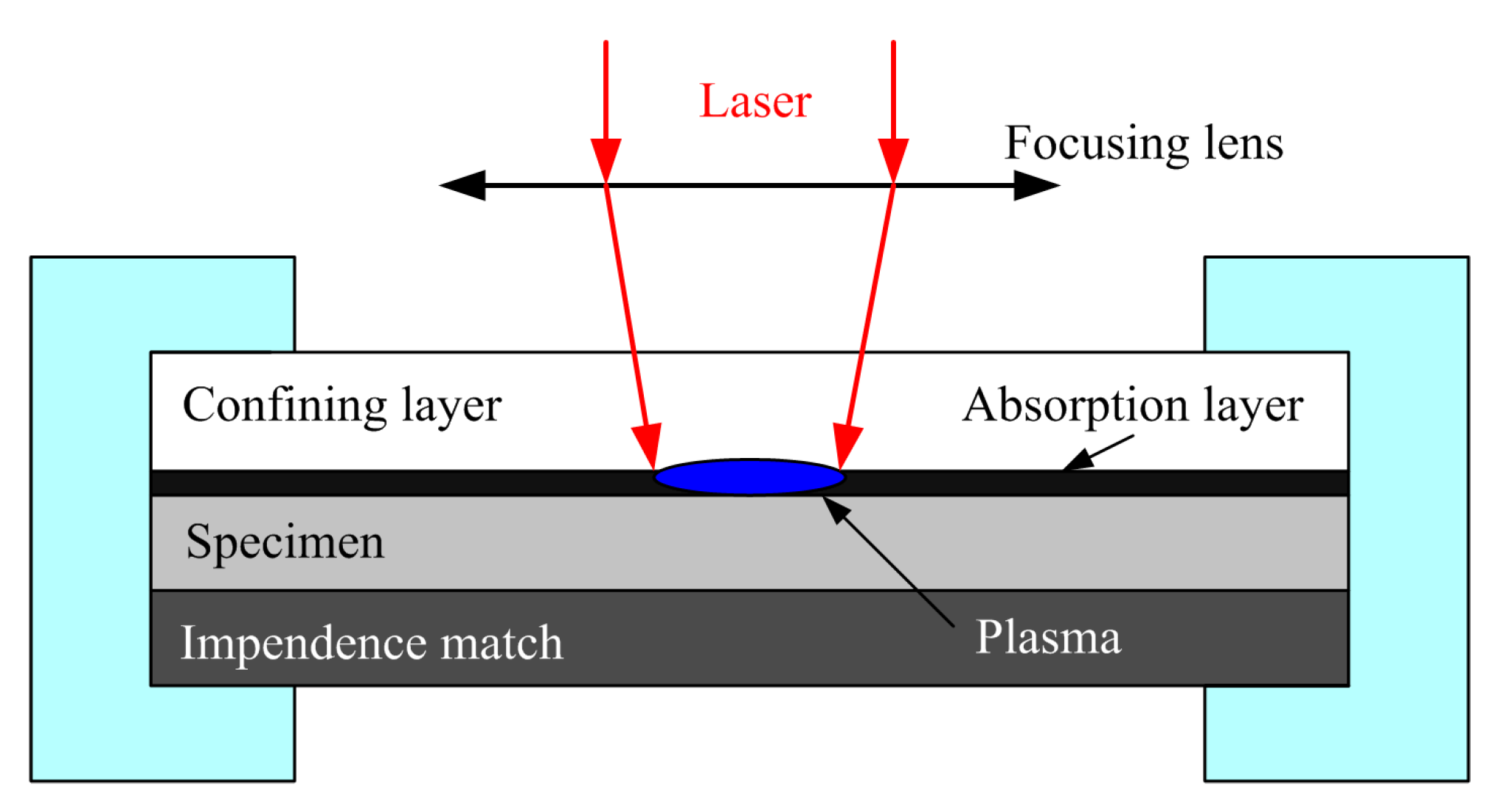
5.1. Experimentals
5.2. Experimenal Results
6. Conclusions
- The essential dimensionless parameters controlling the residual stress distribution and plastically affected depth were found to be dimensionless pressure duration and peak pressure.
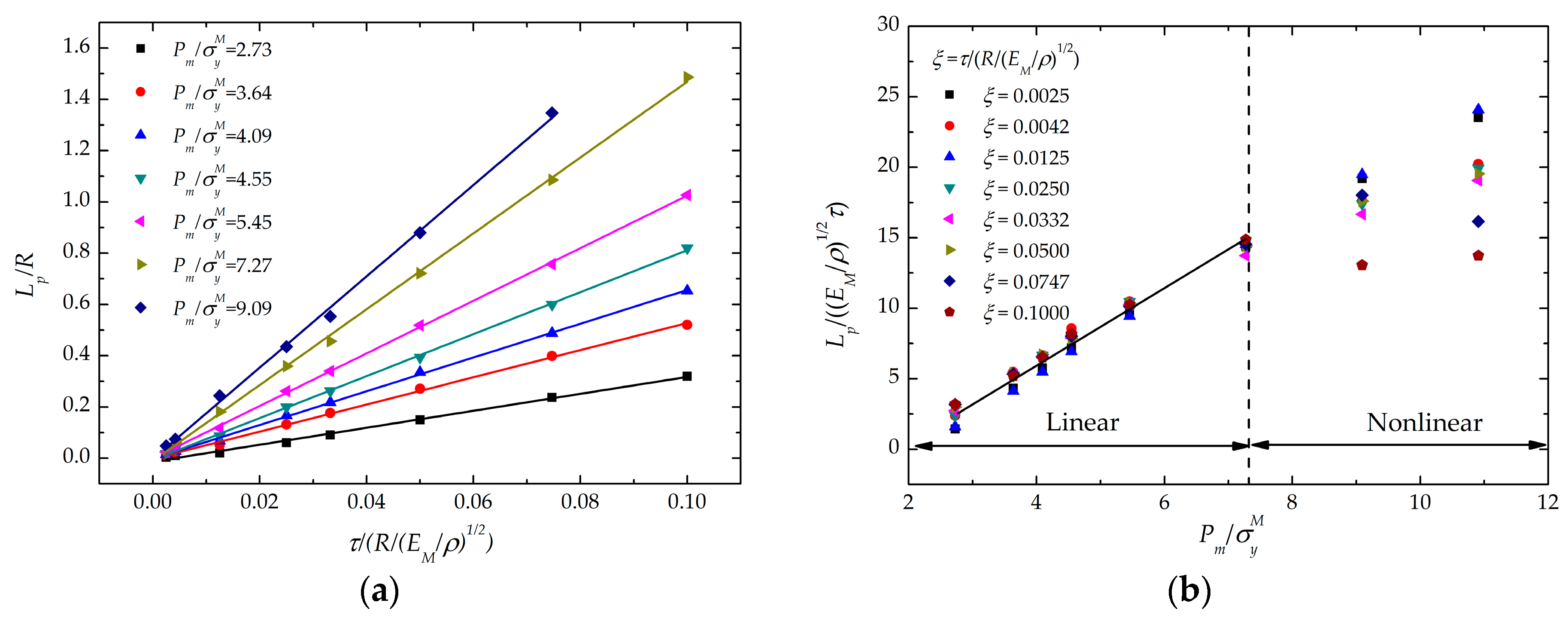
- The residual stress and the plastically affected depth both show the two-stage characteristic depending on the peak pressure. The maximum residual stress is almost independent with pressure duration and increases sharply with increasing peak pressure when peak pressure is less than 5.45. However, when peak pressure exceeds 5.45, the maximum residual stress has the trend to decrease with increasing the pressure duration, and increases slowly or even decreases with increasing peak pressure. The plastically affected depth increases linearly with increasing the pressure duration and peak pressure when the peak pressure is less than 7.27. When the peak pressure is exceeds 7.27, the plastically affected depth shows nonlinear characteristics. This two-stage characteristic is due to surface release waves focusing and amplifying from edges of the impact.
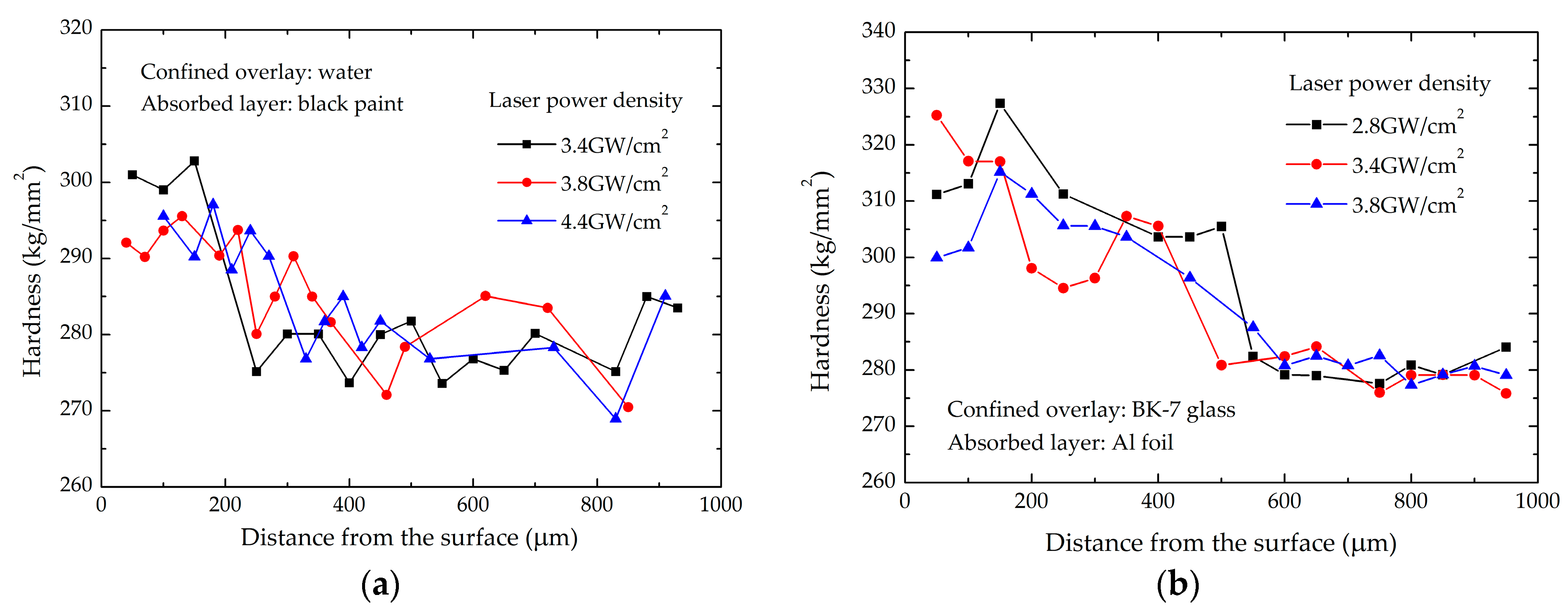
- The scaling relation of plastically affected depth with peak pressure is validated with experimentally measured hardness-depth profile of a laser-shock-peened NiTi specimen.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kazuhiro, O.; Clarence Marvin, W. Shape Memory Materials; Cambridge University Press: Cambridge, UK, 1999; ISBN 0521663849. [Google Scholar]
- Grant, D.M.; Green, S.M.; Wood, J.V. The surface performance of shot peened and ion implanted NiTi shape memory alloy. Acta Metall. Mater. 1995, 43, 1045–1051. [Google Scholar] [CrossRef]
- Koike, J.; Parkin, D.M.; Nastasi, M. Crystal-to-amorphous transformation of NiTi induced by cold-rolling. J. Mater. Res. 1990, 5, 1414–1418. [Google Scholar] [CrossRef]
- Sergueeva, A.V.; Song, C.; Valiev, R.Z.; Mukherjee, A.K. Structure and properties of amorphous and nanocrystalline NiTi prepared by severe plastic deformation and annealing. Mater. Sci. Eng. A 2003, 339, 159–165. [Google Scholar] [CrossRef]
- Karaman, I.; Karaca, H.; Luo, Z.; Maier, H.J. The effect of severe marforming on shape memory characteristics of a Ti-rich NiTi alloy processed using equal channel angular extrusion. Metall. Mater. Trans. A 2003, 34, 2527–2539. [Google Scholar] [CrossRef]
- Liao, Y.; Ye, C.; Lin, D.; Suslov, S.; Cheng, G. Deformation induced martensite in NiTi and its shape memory effects generated by low temperature laser shock peening. J. Appl. Phys. 2012, 112, 033515. [Google Scholar] [CrossRef]
- Ye, C.; Suslov, S.; Fei, X.; Cheng, G.J. Bimodal nanocrystallization of NiTi shape memory alloy by laser shock peening and post-deformation annealing. Acta Mater. 2011, 59, 7219–7227. [Google Scholar] [CrossRef]
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai, Y.-W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Ding, K.; Ye, L. Laser Shock Peening: Performance and Process Simulation; CRC Press: Boca Raton, FL, USA, 2006; ISBN 0849334446. [Google Scholar]
- Luo, K.Y.; Lu, J.Z.; Zhang, Y.K.; Zhou, J.Z.; Zhang, L.F.; Dai, F.Z.; Zhang, L.; Zhong, J.W.; Cui, C.Y. Effects of laser shock processing on mechanical properties and micro-structure of ANSI 304 austenitic stainless steel. Mater. Sci. Eng. A 2011, 528, 4783–4788. [Google Scholar] [CrossRef]
- Ballard, P.; Fournier, J.; Fabbro, R. Residual stresses induced by laser-shocks. J. Phys. IV 1991, 1, 487–494. [Google Scholar] [CrossRef]
- Wu, B.X.; Shin, Y.C. From incident laser pulse to residual stress: A complete and self-closed model for laser shock peening. J. Manuf. Sci. Eng.-Trans. ASME 2007, 129, 117–125. [Google Scholar] [CrossRef]
- Wu, X.Q.; Tan, Q.M.; Huang, C.G. Geometrical Scaling Law for Laser Shock Peening. J. Appl. Phys. 2013, 114, 043105. [Google Scholar] [CrossRef]
- Lubliner, J.; Auricchio, F. Generalized plasticity and shape-memory alloys. Int. J. Solids Struct. 1996, 33, 991–1003. [Google Scholar] [CrossRef]
- Braisted, W.; Brockman, R. Finite element simulation of laser shock peening. Int. J. Fatigue 1999, 21, 719–724. [Google Scholar] [CrossRef]
- Arif, A.F.M. Numerical prediction of plastic deformation and residual stresses induced by laser shock processing. J. Mater. Process. Technol. 2003, 136, 120–138. [Google Scholar] [CrossRef]
- Ding, K. Three-dimensional dynamic finite element analysis of multiple laser shock peening processes. Surf. Eng. 2003, 19, 351–358. [Google Scholar] [CrossRef]
- Ding, K.; Ye, L. Simulation of multiple laser shock peening of a 35CD4 steel alloy. J. Mater. Process. Technol. 2006, 178, 162–169. [Google Scholar] [CrossRef]
- Meziere, Y.J.E.; Millett, J.C.F.; Bourne, N.K. Equation of state and mechanical response of NiTi during one-dimensional shock loading. J. Appl. Phys. 2006, 100, 033513. [Google Scholar] [CrossRef]
- Hu, Y.X.; Yao, Z.Q.; Wang, F.; Hu, J. Study on residual stress of laser shock processing based on numerical simulation and orthogonal experimental design. Surf. Eng. 2007, 23, 470–478. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R.; Merrien, P.; Lieurade, H.P. Laser shock processing of aluminium alloys. Application to high cycle fatigue behaviour. Mater. Sci. Eng. A 1996, 210, 102–113. [Google Scholar] [CrossRef]
- Wang, L.L. Foundation of Stress Waves; Elsevier: Oxford, UK, 2007; ISBN 9780080444949. [Google Scholar]
- Johnson, J.N.; Rohde, R.W. Dynamic deformation twinning in shock-loaded iron. J. Appl. Phys. 1971, 42, 4171–4182. [Google Scholar] [CrossRef]
- Berthe, L.; Fabbro, R.; Peyre, P.; Tollier, L.; Bartnicki, E. Shock waves from a water-confined laser-generated plasma. J. Appl. Phys. 1997, 82, 2826–2832. [Google Scholar] [CrossRef]
- Millett, J.C.F.; Bourne, N.K. The shock-induced mechanical response of the shape memory alloy, NiTi. Mater. Sci. Eng. A 2004, 378, 138–142. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties, Units | Value |
|---|---|
| Young’s modulus of austenite, EA (GPa) | 80 |
| Young’s modulus of martensite, EM (GPa) | 40 |
| Poisson’s ratio, ν | 0.33 |
| Density, ρ (g/cm3) | 6.45 |
| Start stress of transformation, (MPa) | 500 |
| Finish stress of transformation, (MPa) | 550 |
| Start stress of reverse transformation, (MPa) | 300 |
| Finish stress of reverse transformation, (MPa) | 250 |
| Transformation modulus, (GPa) | 2.86 |
| Yield stress of martensite, (MPa) | 1100 |
| Plastic modulus, Ep (GPa) | 4.0 |
| Sound velocity of austenite, cA (m/s) | 5.12 × 103 |
| Sound velocity of matensite, cM (m/s) | 3.56 × 103 |
| Mie-Grüneisen constant of austenite, bA | −3.88 |
| Mie-Grüneisen constant of austenite, bM | 4.87 |
| Adiabatic exponent, γ | 2.0 |
| 2.00 | 0.071 | 0.1 | 6.25 × 10−3 | 1.38 × 10−2 | 7.50 × 10−3 | 3.12 × 10−3 |
| 2.75 × 10−2 | 1.45 | 1.43 | 2.00 | −3.88 | 4.87 | 0.33 |
| Laser Power Density (GW/cm2) | Confined Overlay | Absorbed Layer | Laser Spot Diameter (mm) | Peak Pressure (GPa) | Plastically Affected Depth (mm) |
|---|---|---|---|---|---|
| 3.4 | water | black paint | 2.96 | 3.8 | 0.25 ± 0.10 |
| 3.8 | water | black paint | 2.78 | 4.0 | 0.25 ± 0.05 |
| 4.4 | water | black paint | 2.60 | 4.3 | 0.30 ± 0.10 |
| 2.8 | BK-7 glass | Al foil | 3.26 | 7.5 | 0.50 ± 0.05 |
| 3.4 | BK-7 glass | Al foil | 2.96 | 8.3 | 0.60 ± 0.10 |
| 3.8 | BK-7 glass | Al foil | 2.78 | 8.8 | 0.60 ± 0.05 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Xia, W.; Wu, X.; Huang, C. Scaling Law in Laser-Induced Shock Effects of NiTi Shape Memory Alloy. Metals 2018, 8, 174. https://doi.org/10.3390/met8030174
Wang X, Xia W, Wu X, Huang C. Scaling Law in Laser-Induced Shock Effects of NiTi Shape Memory Alloy. Metals. 2018; 8(3):174. https://doi.org/10.3390/met8030174
Chicago/Turabian StyleWang, Xi, Weiguang Xia, Xianqian Wu, and Chenguang Huang. 2018. "Scaling Law in Laser-Induced Shock Effects of NiTi Shape Memory Alloy" Metals 8, no. 3: 174. https://doi.org/10.3390/met8030174
APA StyleWang, X., Xia, W., Wu, X., & Huang, C. (2018). Scaling Law in Laser-Induced Shock Effects of NiTi Shape Memory Alloy. Metals, 8(3), 174. https://doi.org/10.3390/met8030174