Stress Corrosion Cracking Behaviour of Dissimilar Welding of AISI 310S Austenitic Stainless Steel to 2304 Duplex Stainless Steel

 ,
,
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Welding
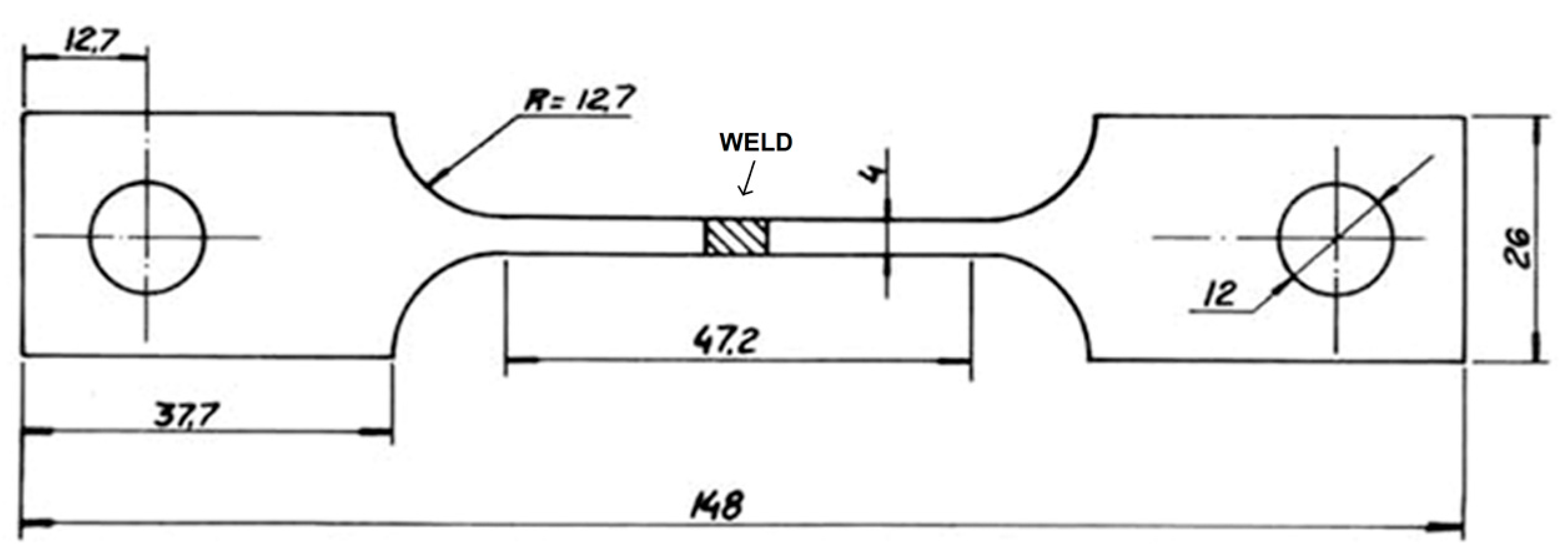
2.2. Stress Corrosion Cracking (SCC) Testing
2.3. Microstructural Characterization
3. Results and Discussion
SCC Results and Microstructure
4. Conclusions
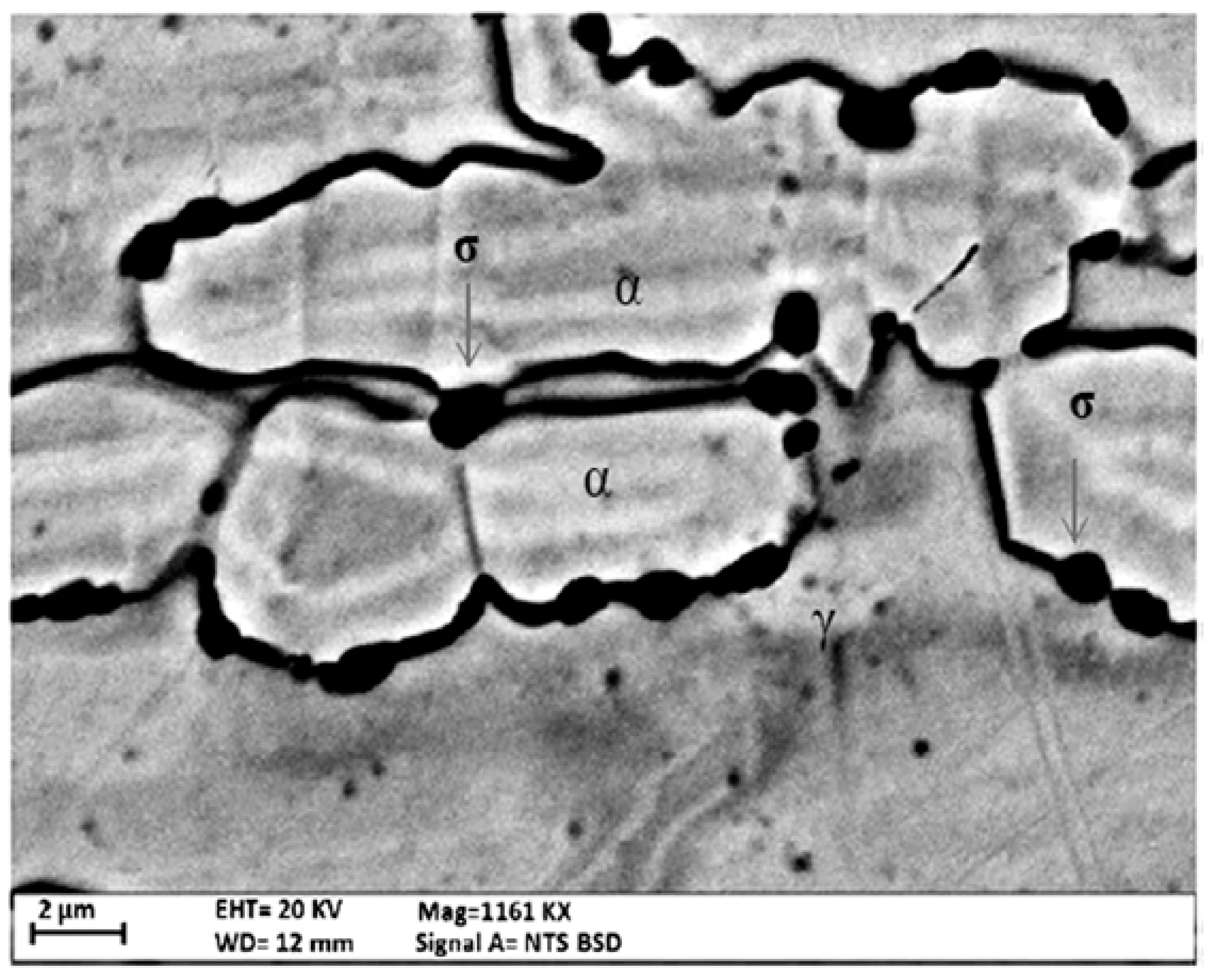
- The higher susceptibility to SCC in HAZ on the 2304 steel side compared to that in HAZ on the 310S steel side, for both filler metals, may be attributed to the presence of a high content of ferrite and the presence of brittle secondary phases which decreased the toughness and SCC resistance of this region.
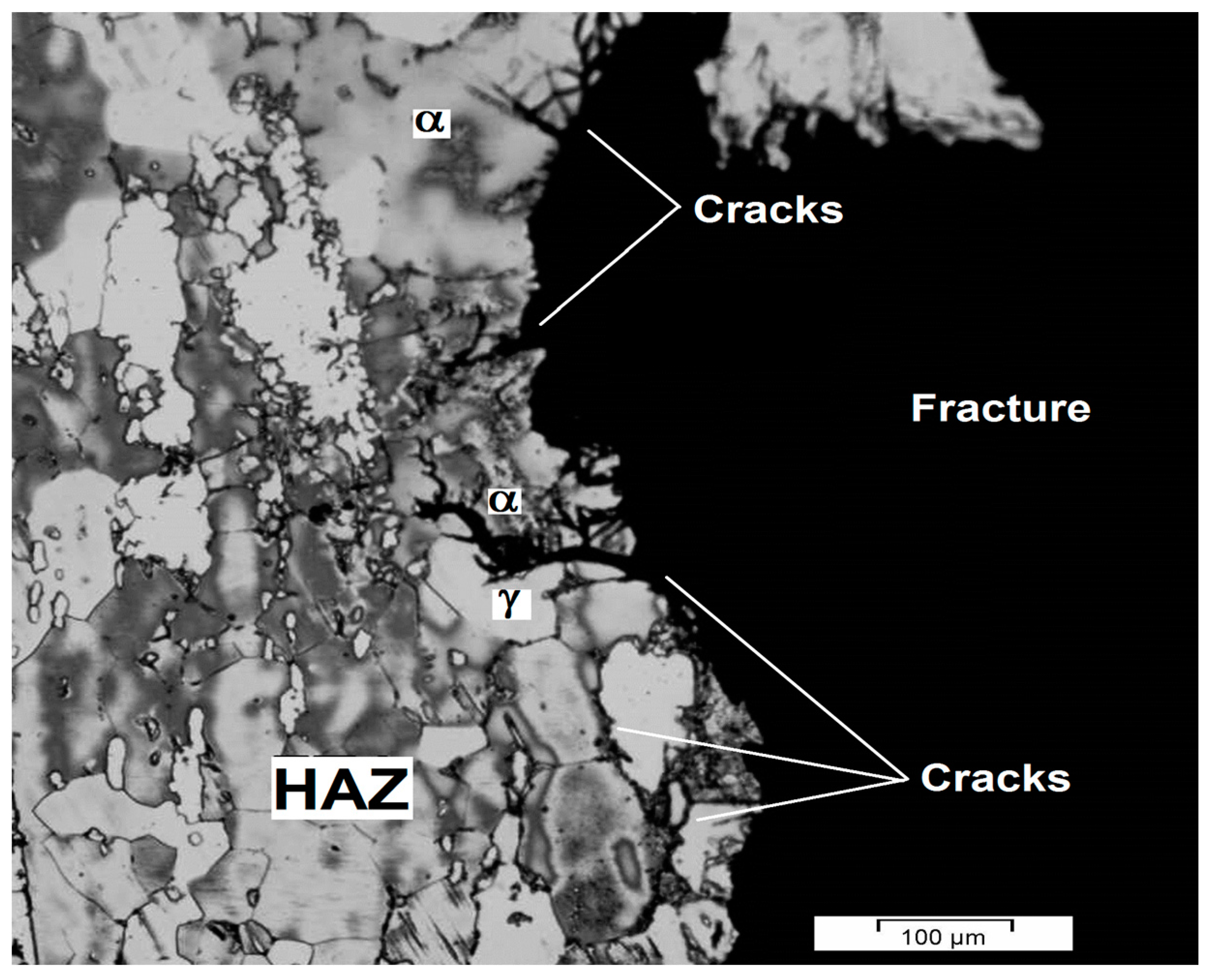
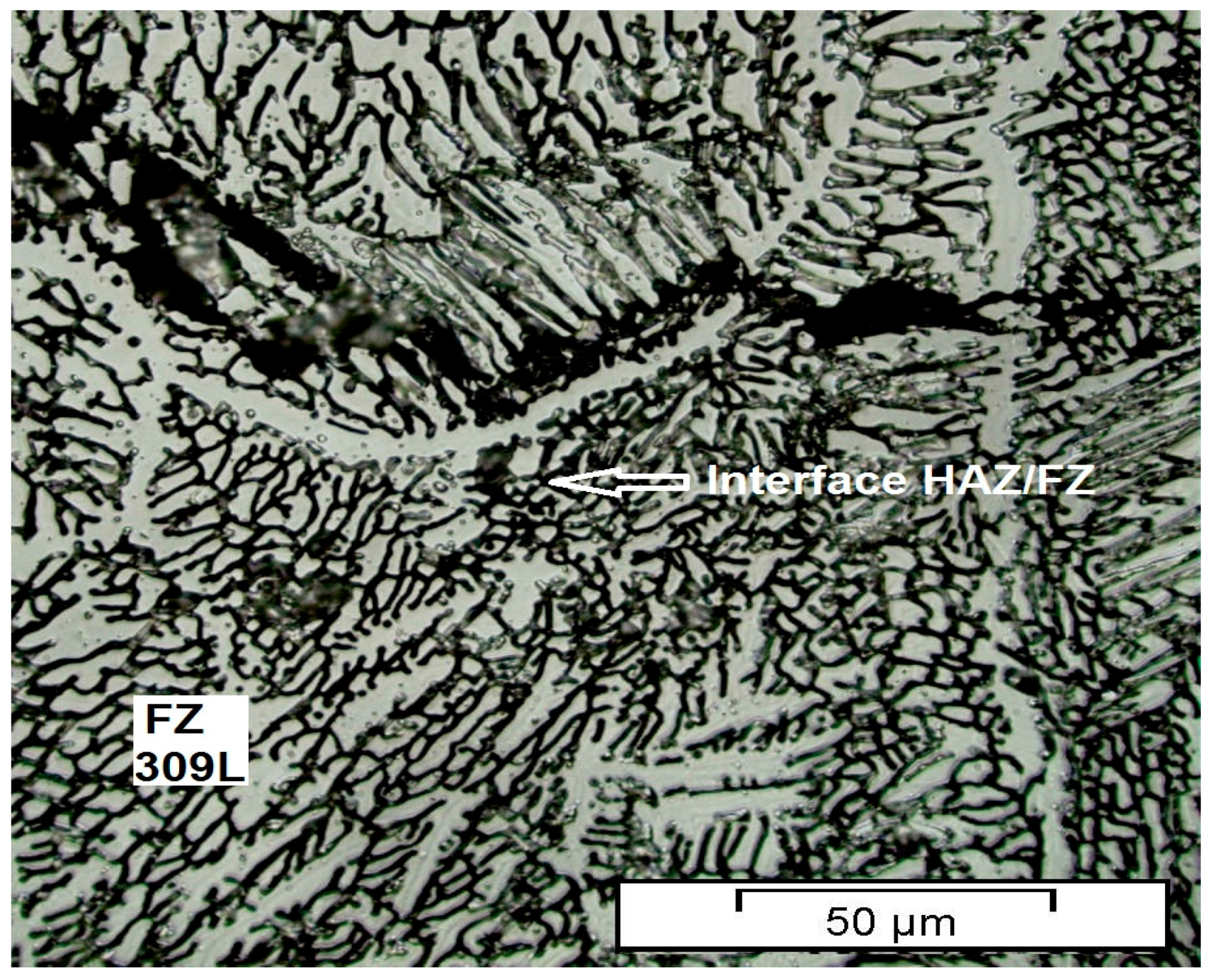
- The dissimilar weldment using E309L stainless steel filler metal presented much lower resistance to SCC than the dissimilar joint using 2209 duplex stainless steel. This may be attributed to the simultaneous presence of a semi-continuous delta ferrite (network morphology) in the 309L weld metal which facilitated the nucleation and propagation of cracks from the weld metal to HAZ of 2304. These cracks associated with cracks already present in HAZ of 2304 stainless steel decreased considerably the time of fracture of the weldments.
- The higher SCC resistance of the 310S HAZ in comparison with the 2304 HAZ may be attributed to the absence of ferrite networks and presence of a great amount of austenite, more resistant to environment attack.
- In applications where SCC resistance in high temperatures is important, the 2209 filler metal is the best choice for dissimilar welding between 310S austenitic stainless steel and 2304 duplex steel because this filler metal does not present delta ferrite networks in the fusion zone, which makes the nucleation and propagation ofSC cracks difficult from the weld metal to HAZ.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Lai, C.L.; Tsay, L.W.; Chen, C. Effect of microstructure on hydrogen embrittlement of various stainless steels. Mater. Sci. Eng. A 2013, 584, 14–20. [Google Scholar] [CrossRef]
- Ornek, C.; Idris, S.A.M.; Reccagni, P.; Eingelberg, D.L. Atmospheric induced stress corrosion cracking of grade 2205 duplex stainless steel—Effects of 475 °C embrittlement and process orientation. Metals 2016, 6, 167. [Google Scholar] [CrossRef]
- Kangazian, J.; Shamanian, M.; Ashrafi, A. Dissimilar welding between SAF 2507 stainless steel and Incoloy 825 Ni-based alloy: The role of microstructure on corrosion behavior of weld metals. J. Manuf. Process. 2017, 29, 376–388. [Google Scholar] [CrossRef]
- Ahmad, H.W.; Hwang, J.H.; Lee, J.H.; Bae, D.H. An assessement of the mechanical properties and microstructural analysis of dissimilar material welded joint between alloy 617 and 12 Cr steel. Metals 2016, 6, 242. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; Moura, V.; Costa, V.C.; Ferreira, M.L.R.; Pardal, J.M. Microstructural changes and corrosion resistance of AISI 310S steel exposed to 600–800 °C. Mater. Charact. 2009, 60, 573–578. [Google Scholar] [CrossRef]
- Alyousif, O.; Nishimura, R. On the stress corrosion cracking and Hydrogen embrittlement behavior of austenitic stainless steels in boiling satured magnesium chloride solutions. Int. J. Corros. 2012, 2012, 462945. [Google Scholar] [CrossRef]
- Wu, H.; Li, C.; Fang, K.; Xue, F.; Zhang, G. Effect of machining on the stress corrosion cracking behavior in boiling magnesium chloride solution of austenitic stainless steel. Mater. Corros. 2017, 1–8. [Google Scholar] [CrossRef]
- Naffakh, H.; Shamanian, M.; Ashrafizadeh, F. Dissimilar welding of AISI 310 austenitic stainless steel to nickel-based alloy inconel 657. J. Mater. Process. Technol. 2009, 209, 3628–3639. [Google Scholar] [CrossRef]
- Silva, C.C.; Farias, J.P.; Miranda, H.C.; Guimaraes, R.F.; Menezes, J.W.A.; Neto, M.A.M. Microstructural characterization of the HAZ in AISI 444 ferritic stainless steel. Mater. Charact. 2008, 59, 528–533. [Google Scholar] [CrossRef]
- Lippold, J.C.; Kotecki, D.J. Welding Metallurgy and Weldabilitity of Stainless Steels, 5th ed.; John Willey & Sons: Hoboken, NJ, USA, 2005. [Google Scholar]
- Sui, G.; Charles, E.A.; Congleton, J. The effect of delta-ferrite content on the stress corrosion cracking of austenitic stainless steels in a sulphate solution. Corros. Sci. 1996, 38, 687–703. [Google Scholar] [CrossRef]
- Antunes, P.D.; Correa, E.O.; Barbosa, R.P.; Silva, E.M.; Padilha, A.F.; Guimaraes, P.M. Effect of weld metal chemistry on stress corrosion cracking behavior of AISI 444 ferritic stainless steel weldments in boilingchloride solution. Mater. Corros. 2013, 64, 415–421. [Google Scholar] [CrossRef]
- Standard Practice for the Preparation of Stress Corrosion Test Specimens for Weldments; ASTM G58, Annual Book of ASTM Standards; American Society of Testing and Materials: West Conshohocken, PA, USA, 2005.
- Standard Methods of Tension Testing of Metallic Materials; ASTM E8, Annual Book of ASTM Standards; American Society of Testing and Materials: West Conshohocken, PA, USA, 2005.
- Nishimura, R.; Maeda, Y. SCC evaluation of type 304 and 316 austenitic stainless steels in acidic chloride solutions using the slow strain rate technique. Corros. Sci. 2004, 46, 769–785. [Google Scholar] [CrossRef]
- Labanowski, J. Stress corrosion cracking susceptibility of dissimilar stainless steels welded joints. J. Achiev. Manuf. Eng. 2007, 20, 255–258. [Google Scholar]
- Seifert, H.P.; Ritter, S.; Shoji, T.; Peng, Q.J.; Takeda, Y.; Lu, Z.P. Enviromentally-assisted cracking behavior in the transition region of an alloy 182/SA 508 Cl.2 dissimilar metal welding joint in simulated boiling water reactor normal water chemistry environment. J. Nucl. Mater. 2008, 378, 197–210. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Mn | Si | Cr | Ni | Mo | N |
|---|---|---|---|---|---|---|---|
| 310S | 0.08 | 2.00 | 1.50 | 25.00 | 20.50 | - | - |
| 2304 | 0.02 | 1.36 | 0.39 | 22.23 | 3.61 | 0.31 | 0.11 |
| E2209 | 0.03 | 1.47 | 0.57 | 22.50 | 9.20 | 3.12 | 0.14 |
| E309L | 0.03 | 0.69 | 0.96 | 24.00 | 13.00 | 0.75 | - |
| Gas Flow (L/min) | Shielding Gas (%) | Voltage (V) | Current (A) | Travel Speed (m/min) | Wire Feed Speed (m/min) |
|---|---|---|---|---|---|
| 14 | Argon-2% O2 | 19 | 122 | 0.35 | 4 |
| Weld Metal | Temperature (°C) | Time-to-Fracture (min) |
|---|---|---|
| ER 2209 | 140± 2 | 213 ± 5 |
| E309L | 140 ± 2 | 73 ± 4 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
AmaroVicente, T.; Oliveira, L.A.; Correa, E.O.; Barbosa, R.P.; Macanhan, V.B.P.; Alcântara, N.G.d. Stress Corrosion Cracking Behaviour of Dissimilar Welding of AISI 310S Austenitic Stainless Steel to 2304 Duplex Stainless Steel. Metals 2018, 8, 195. https://doi.org/10.3390/met8030195
AmaroVicente T, Oliveira LA, Correa EO, Barbosa RP, Macanhan VBP, Alcântara NGd. Stress Corrosion Cracking Behaviour of Dissimilar Welding of AISI 310S Austenitic Stainless Steel to 2304 Duplex Stainless Steel. Metals. 2018; 8(3):195. https://doi.org/10.3390/met8030195
Chicago/Turabian StyleAmaroVicente, Thiago, Leonardo Albergaria Oliveira, Edmilson Otoni Correa, Reginaldo Pinto Barbosa, Vanessa Bawden P. Macanhan, and Nelson Guedes de Alcântara. 2018. "Stress Corrosion Cracking Behaviour of Dissimilar Welding of AISI 310S Austenitic Stainless Steel to 2304 Duplex Stainless Steel" Metals 8, no. 3: 195. https://doi.org/10.3390/met8030195
APA StyleAmaroVicente, T., Oliveira, L. A., Correa, E. O., Barbosa, R. P., Macanhan, V. B. P., & Alcântara, N. G. d. (2018). Stress Corrosion Cracking Behaviour of Dissimilar Welding of AISI 310S Austenitic Stainless Steel to 2304 Duplex Stainless Steel. Metals, 8(3), 195. https://doi.org/10.3390/met8030195