A Method Based on Semi-Solid Forming for Eliminating Coarse Dendrites and Shrinkage Porosity of H13 Tool Steel


Abstract
:1. Introduction
2. Experimental Procedures
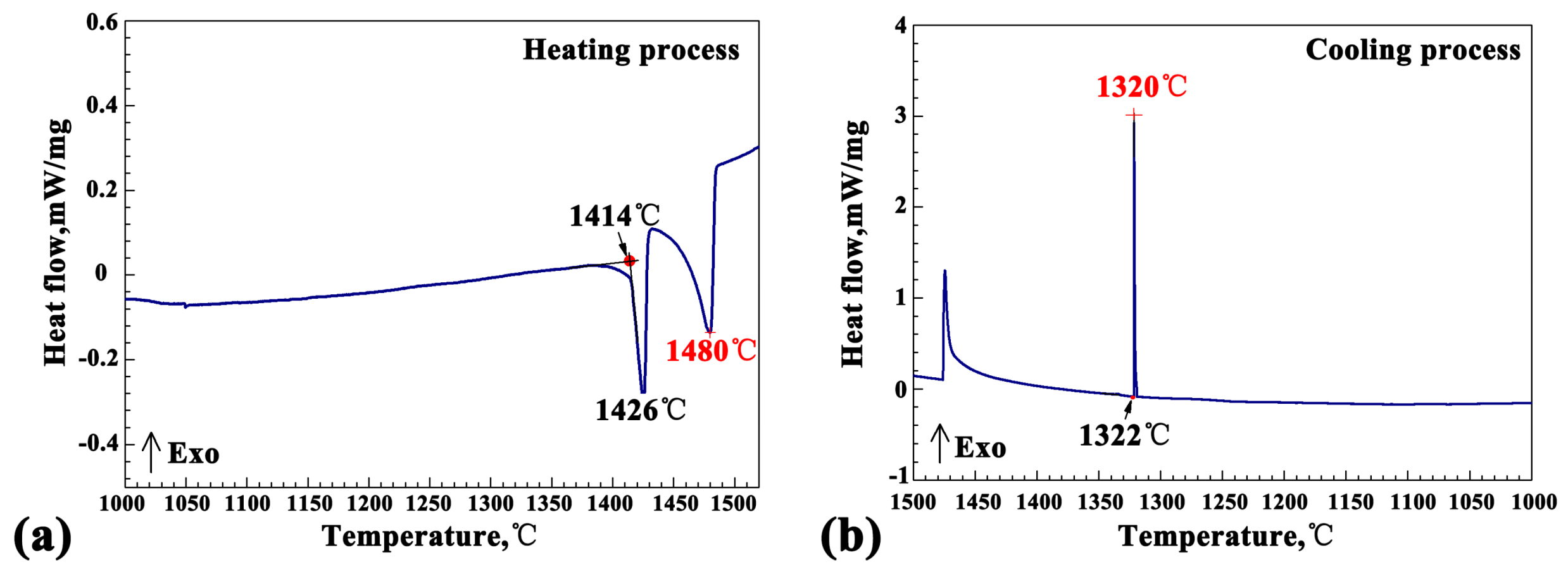
2.1. Material
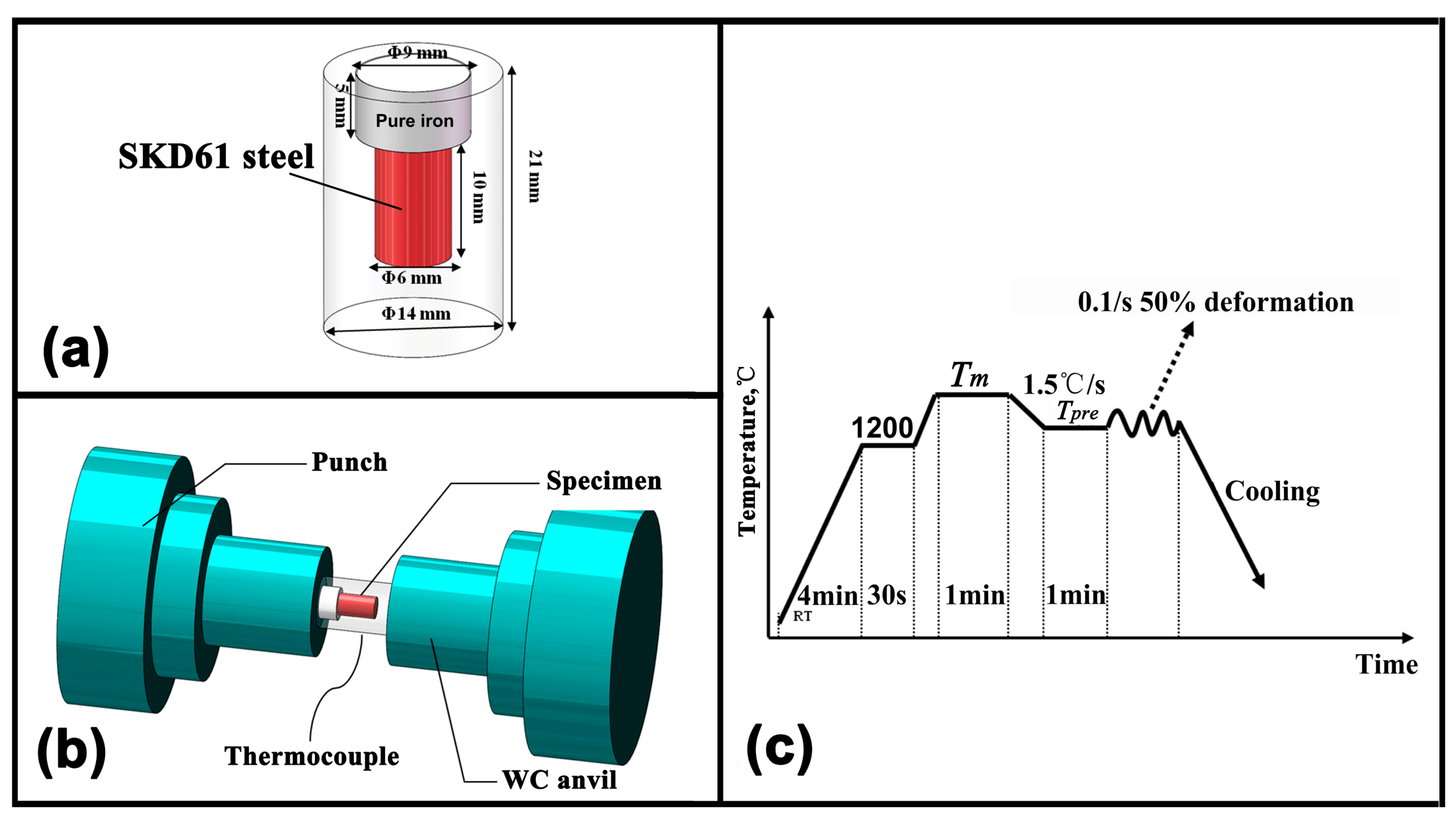
2.2. Experiment Setup and Process Program
2.3. Microstructural Characterization
3. Experimental Results
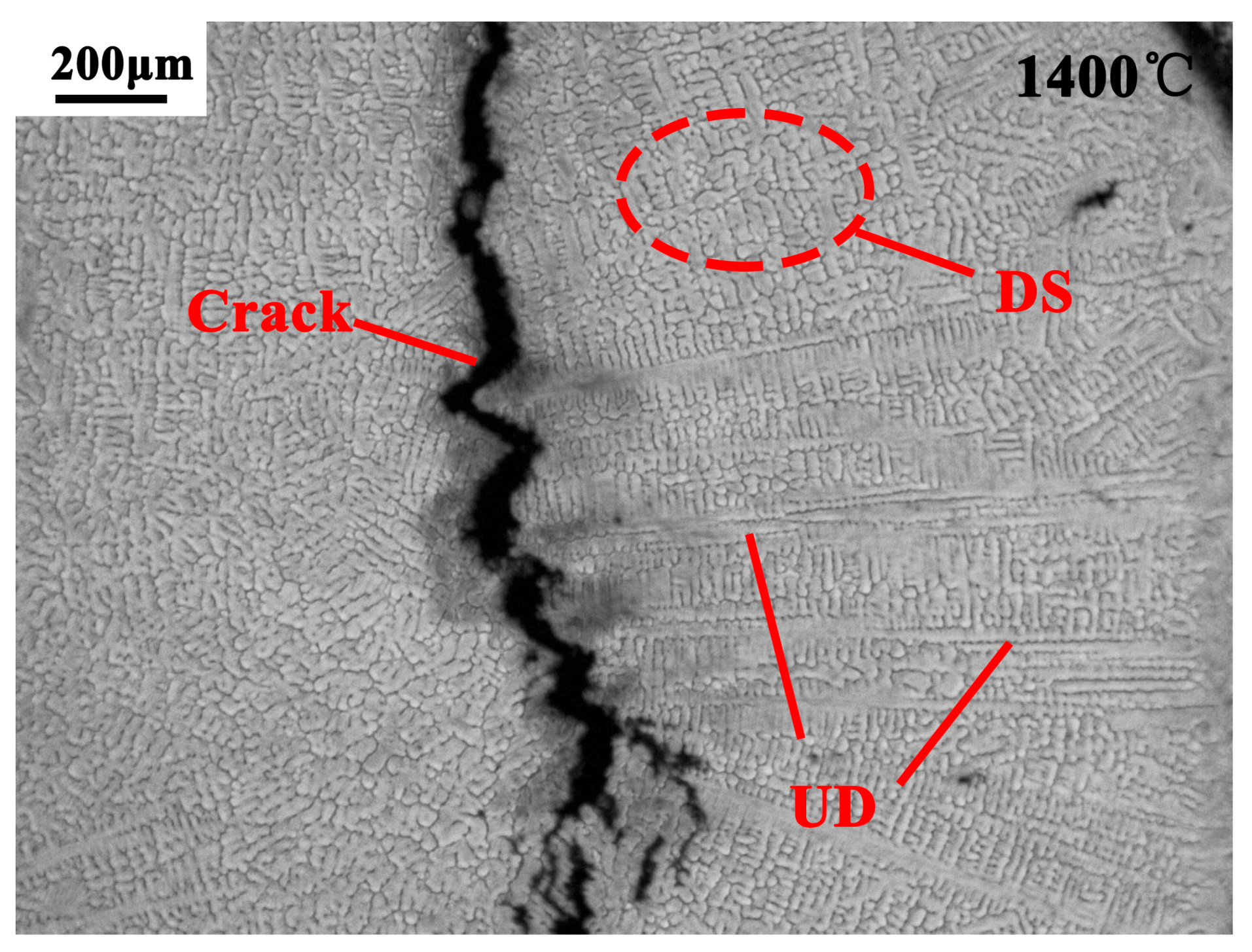
3.1. Macrostructural Inspection
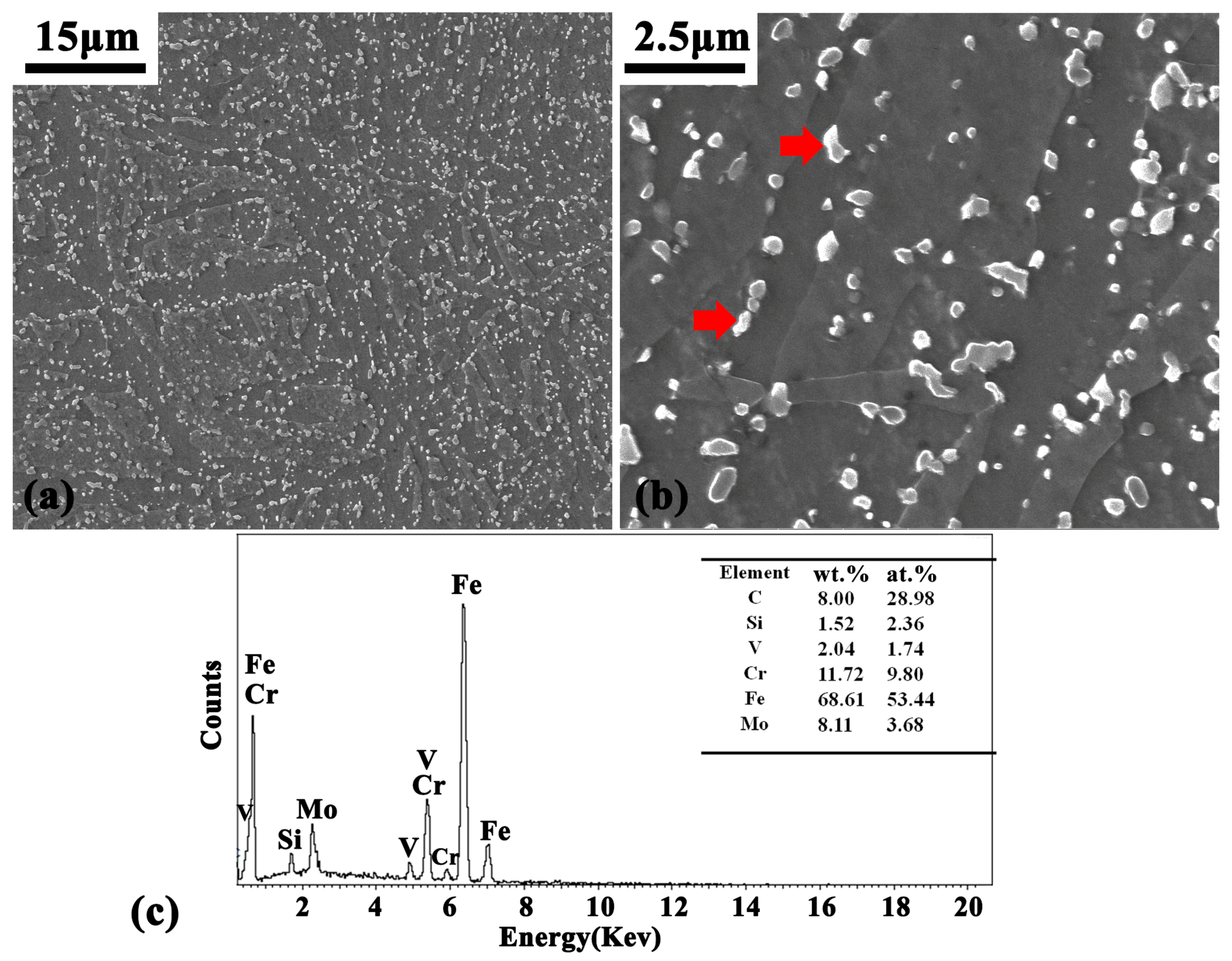
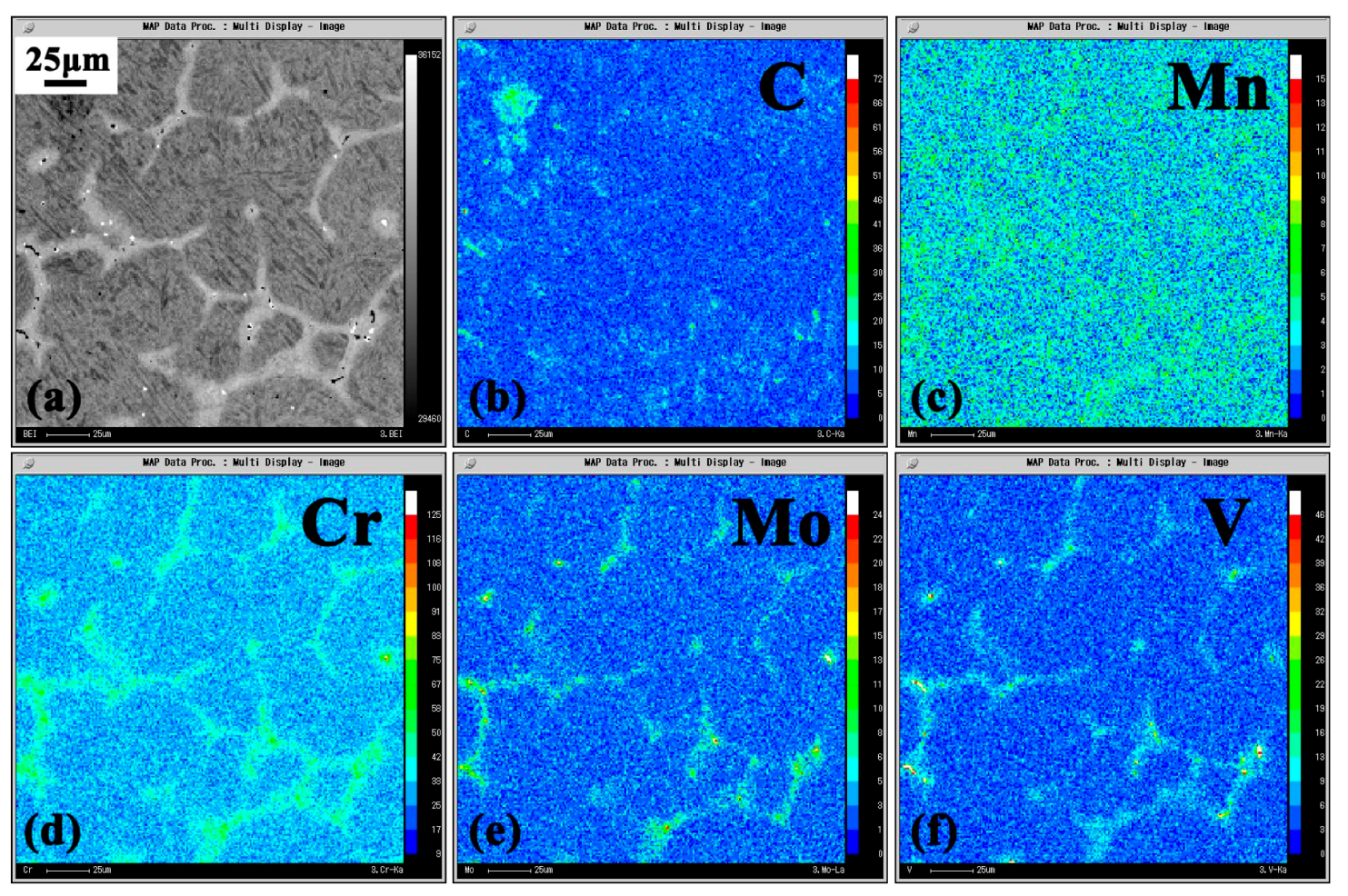
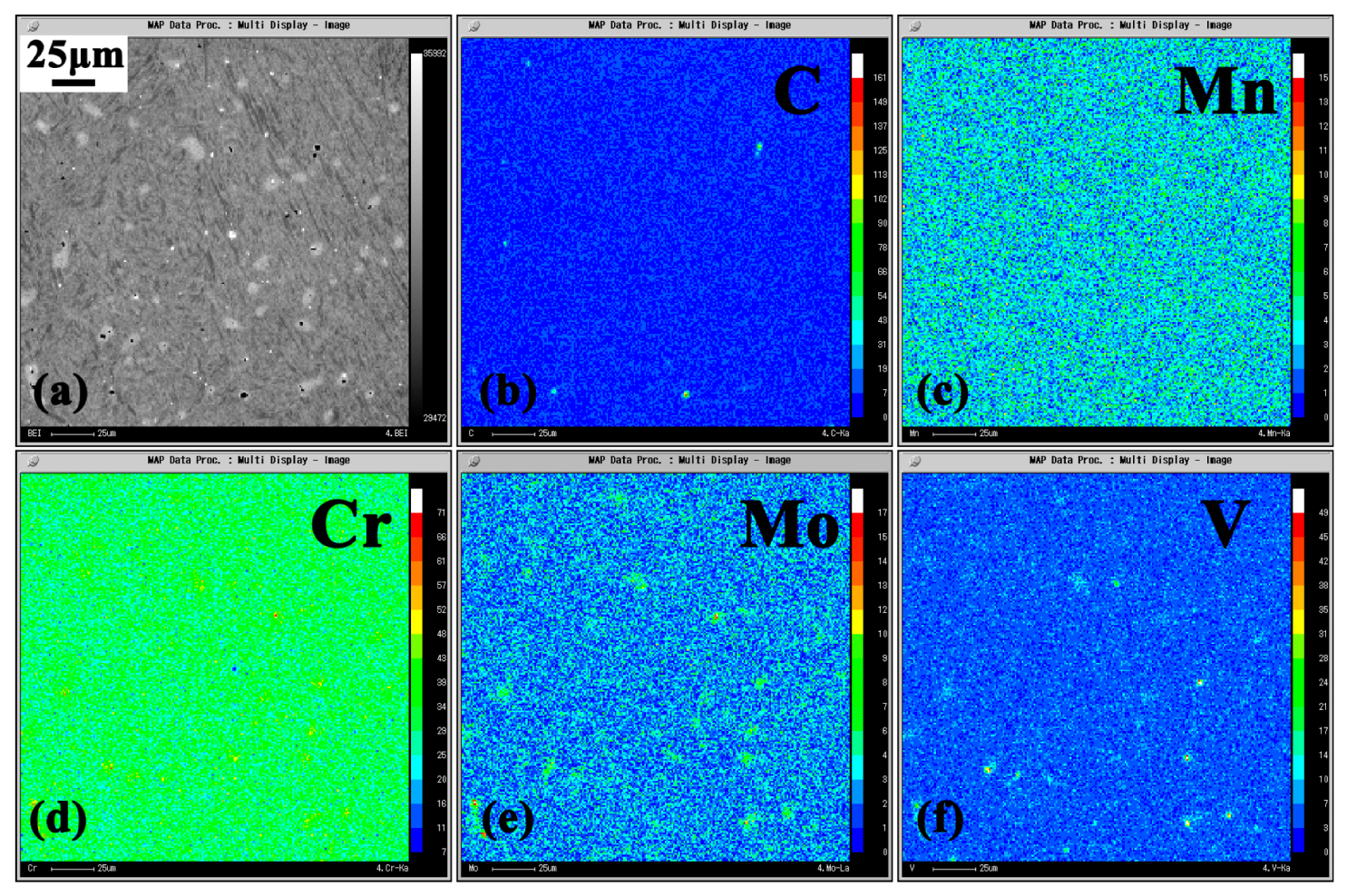
3.2. Microstructural Analyses
4. Discussion
4.1. Improvement of the Macrostructure
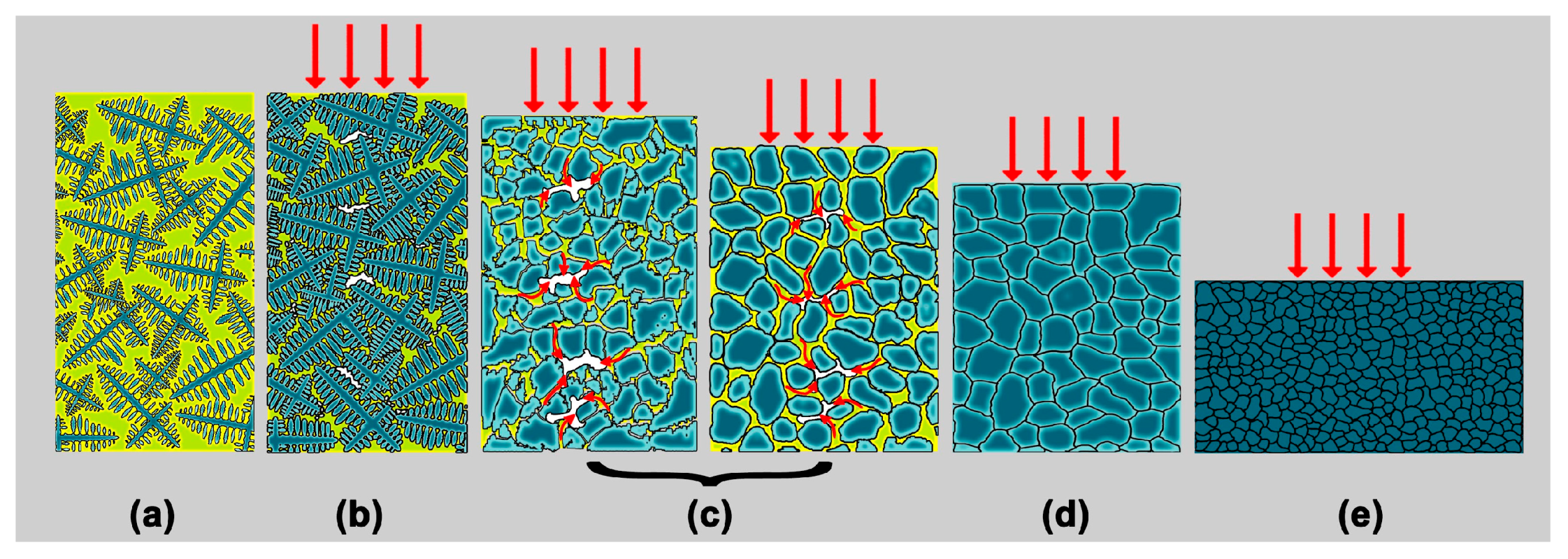
4.2. Effects of LDP on Dendrite Structure
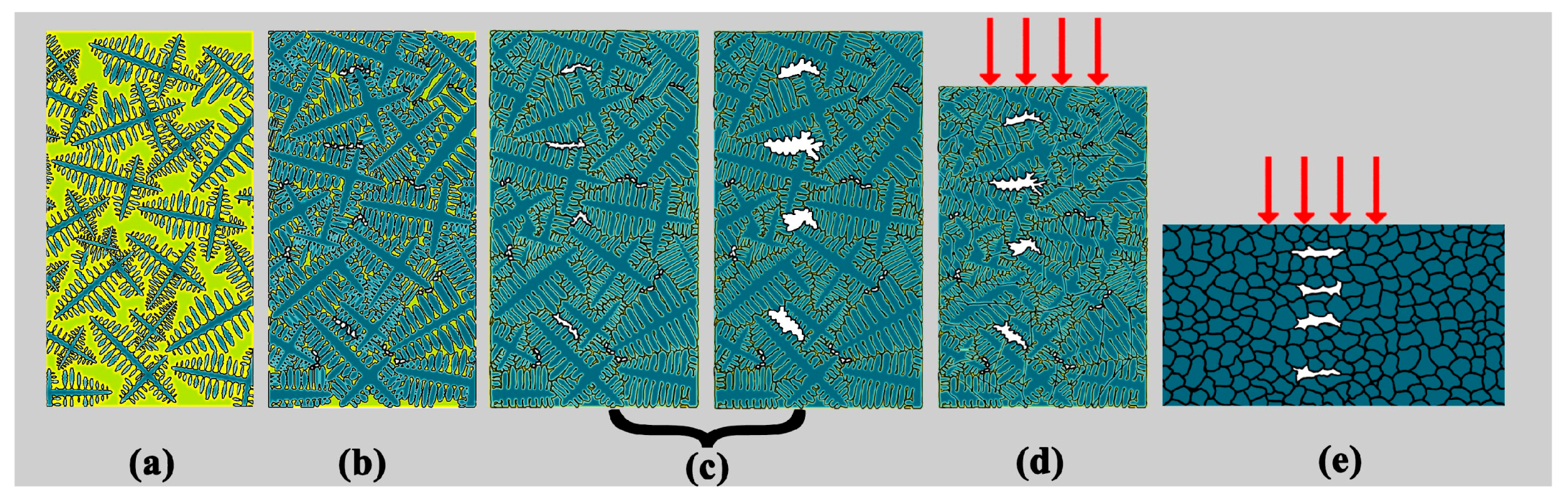
4.3. Effects of LDP on Porosity
5. Conclusions
- The coarse dendrites of H13 steel were eliminated when LDP was carried out at the end of the solidification (0 < FL < 0.1) due to the plastic deformation mechanism under this condition.
- Because of the fragmentation of its primary dendrites structure and the forced feeding effect of the residual liquid due to external deformation, the shrinkage porosity defects of H13 steel were eliminated.
- The dense globular microstructure (H13 steel) consisted of spherical solid surrounded by high solute (Cr, Mo, and V) liquid was obtained when the 0.1/s 50% LDP was conducted at 1360 °C.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Roberts, G.A.; Kennedy, R.; Krauss, G. Tool Steels; ASM International: Geauga County, OH, USA, 1998. [Google Scholar]
- Barani, A.A.; Li, F.; Romano, P.; Ponge, D.; Raabe, D. Design of high-strength steels by microalloying and thermomechanical treatment. Mater. Sci. Eng. A 2007, 463, 138–146. [Google Scholar] [CrossRef]
- Wei, S.; Lu, S. Effects of multiple normalizing processes on the microstructure and mechanical properties of low carbon steel weld metal with and without Nb. Mater. Des. 2012, 35, 43–54. [Google Scholar] [CrossRef]
- Meng, Y.; Sugiyama, S.; Yanagimoto, J. Microstructural evolution during RAP process and deformation behavior of semi-solid SKD61 tool steel. J. Mater. Process. Technol. 2012, 212, 1731–1741. [Google Scholar] [CrossRef]
- Dong, Q.; Zhang, J.; Wang, B.; Zhao, X. Shrinkage porosity and its alleviation by heavy reduction in continuously cast strand. J. Mater. Process. Technol. 2016, 238, 81–88. [Google Scholar] [CrossRef]
- Wang, J.; Fu, P.; Liu, H.; Li, D.; Li, Y. Shrinkage porosity criteria and optimized design of a 100-ton 30Cr2Ni4MoV forging ingot. Mater. Des. 2012, 35, 446–456. [Google Scholar] [CrossRef]
- Xu, Y.; Shen, H.; Lei, B.; Han, F. Simulation analysis on influence of riser height on quality of steel ingot. Spec. Cast. Nonferrous Alloys 2014, 34, 483–485. [Google Scholar]
- Qian, S.; Hu, X.; Cao, Y.; Kang, X.; Li, D. Hot top design and its influence on feeder channel segregates in 100-ton steel ingots. Mater. Des. 2015, 87, 205–214. [Google Scholar] [CrossRef]
- Lee, Y.S.; Lee, S.U.; Van Tyne, C.J.; Joo, B.D.; Moon, Y.H. Internal void closure during the forging of large cast ingots using a simulation approach. J. Mater. Process. Technol. 2011, 211, 1136–1145. [Google Scholar] [CrossRef]
- Xu, B. The void close behavior of large ingots during hot forging. Acta Metall. Sin. 2012, 48, 1194–1200. [Google Scholar] [CrossRef]
- Li, D. Design of forging methods of healing defects in ingots effectively. Acta Metall. Sin. 2016, 52, 1199–1206. [Google Scholar]
- Flemings, M.C. Behavior of metal alloys in the semisolid state. Metall. Trans. B 1991, 22, 269–293. [Google Scholar] [CrossRef]
- Kiuchi, M.; Kopp, R. Mushy/semi-solid metal forming technology—Present and Future. CIRP Ann.-Manuf. Technol. 2002, 51, 653–670. [Google Scholar] [CrossRef]
- Atkinson, H.V. Modelling the semisolid processing of metallic alloys. Prog. Mater. Sci. 2005, 50, 341–412. [Google Scholar] [CrossRef]
- Young, K.P.; Kyonka, C.P.; Courtois, J.A. Fine Grained Metal Composition. U.S. Patent 4,415,374, 15 November 1983. [Google Scholar]
- Kirkwood, D.H.T.U.; Sellars, C.M.T.; Elias, B.L.G.; Sheffield, U. Thixotropic Materials. U.S. Patent 5,133,811, 28 July 1992. [Google Scholar]
- Griffiths, W.D.; McCartney, D.G. The effect of electromagnetic stirring during solidification on the structure of Al-Si alloys. Mater. Sci. Eng. A 1996, 216, 47–60. [Google Scholar] [CrossRef]
- Mitsuru, A.; Hiroto, S.; Yasunori, H.; Tatsuo, S.; Satoru, S.; Atsushi, Y. Method and Apparatus for Shaping Semisolid Metals. U.S. Patent 6,851,466, 8 February 2005. [Google Scholar]
- Atkinson, H.V.; Rassili, A. A review of the semi-solid processing of steel. Int. J. Mater. Form. 2010, 3, 791–795. [Google Scholar] [CrossRef]
- Kirkwood, D.H.; Suéry, M.; Kapranos, P.; Atkinson, H.V.; Young, K.P. Semi-Solid Processing of Alloys; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Guo, Y.; Cao, Y.; Sun, M.; Xu, B.; Li, D. Effects of liquid fraction on the microstructure and mechanical properties in forge solidifying 12Cr1MoV steel. J. Mater. Process. Technol. 2018, 256, 25–35. [Google Scholar] [CrossRef]
- Meng, Y.; Sugiyama, S.; Yanagimoto, J. Microstructural evolution during partial melting and semisolid forming behaviors of two hot-rolled Cr–V–Mo tool steels. J. Mater. Process. Technol. 2015, 225, 203–212. [Google Scholar] [CrossRef]
- Guo, Y.; Sun, M.; Xu, B.; Li, D. A method based on semi-solid forming for eliminating Laves eutectic phase of INCONEL 718 alloy. J. Mater. Process. Technol. 2017, 249, 202–211. [Google Scholar] [CrossRef]
- Davis, S.H. Theory of Solidification; Cambridge University Press: Cambridge, UK, 2001. [Google Scholar]
- Campanella, T.; Charbon, C.; Rappaz, M. Grain refinement induced by electromagnetic stirring: A dendrite fragmentation criterion. Metall. Mater. Trans. A 2004, 35, 3201–3210. [Google Scholar] [CrossRef]
- Atkinson, H.V. Semisolid processing of metallic materials. Met. Sci. J. 2011, 26, 1401–1413. [Google Scholar] [CrossRef]
- Flemings, M.C.; Martinez, R.A. Principles of microstructural formation in semi-solid metal processing. Solid State Phenom. 2014, 116–117, 1–8. [Google Scholar]
- Cai, B.; Karagadde, S.; Yuan, L.; Marrow, T.J.; Connolley, T.; Lee, P.D. In situ synchrotron tomographic quantification of granular and intragranular deformation during semi-solid compression of an equiaxed dendritic Al–Cu alloy. Acta Mater. 2014, 76, 371–380. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Beckermann, C. Simulation of solid deformation during solidification: Shearing and compression of polycrystalline structures. Acta Mater. 2013, 61, 2268–2280. [Google Scholar] [CrossRef]
- Zhang, Y.F.; Liu, Y.B.; Zhang, Q.Q.; Cao, Z.Y.; Cui, X.P.; Wang, Y. Microstructural evolution of thixomolded AZ91D magnesium alloy with process parameters variation. Mater. Sci. Eng. A 2007, 444, 251–256. [Google Scholar] [CrossRef]
- Terzi, S.; Salvo, L.; Suéry, M.; Boller, E. In situ X-ray microtomography characterization of the entrapped liquid formed during partial remelting of a cold-rolled Al–8 wt % Cu alloy. Scr. Mater. 2009, 60, 671–674. [Google Scholar] [CrossRef]
- Li, L.; Zheng, M. Influence of time evolution of particle shape on rheological behavior of semisolid slurries of magnesium alloy AZ91D. Met. Mater. Int. 2016, 22, 252–259. [Google Scholar] [CrossRef]
- Riedler, M.; Michelic, S.; Bernhard, C. Formation of shrinkage porosity during solidification of steel: Numerical simulation and experimental validation. IOP Conf. Ser. Mater. Sci. Eng. 2016, 143, 012035. [Google Scholar] [CrossRef]
- Zhao, C.; Song, R. Evolution of microstructure and mechanical properties for 9Cr18 stainless steel during thixoforming. Mater. Des. 2014, 59, 502–508. [Google Scholar] [CrossRef]
- Pequet, C.; Rappaz, M.; Gremaud, M. Modeling of microporosity, macroporosity, and pipe-shrinkage formation during the solidification of alloys using a mushy-zone refinement method: Applications to aluminum alloys. Metall. Mater. Trans. A 2002, 33, 2095–2106. [Google Scholar] [CrossRef]
- Gupta, A.K.; Saxena, B.K.; Tiwari, S.N.; Malhotra, S.L. Pore formation in cast metals and alloys. J. Mater. Sci. 1992, 27, 853–862. [Google Scholar] [CrossRef]
- Li, G.; Yu, W.; Cai, Q. Investigation of reduction pretreatment process for continuous casting. J. Mater. Process. Technol. 2016, 227, 41–48. [Google Scholar] [CrossRef]
- Hiraki, S.; Yamanaka, A.; Shirai, Y.; Satou, Y.; Kumakura, S. Development of New Continuous Casting Technology (PCCS) for Very Thick Plate. Mater. Jpn. 2009, 48, 20–22. [Google Scholar] [CrossRef]
- Yim, C.H.; Won, Y.M.; Park, J.K.; Kwon, S.H. Continuous Cast Slab and Method for Manufacturing the Same. U.S. Patent 8,245,760, 21 August 2012. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Cu | Ni | Cr | Mo | V | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Analyzed | 0.36 | 0.94 | 0.45 | 0.09 | 0.05 | 5.16 | 1.2 | 0.88 | Bal. |
| Tpre (°C) | FL |
|---|---|
| 1420 | ~22% |
| 1400 | ~20% |
| 1380 | ~18% |
| 1360 | ~10% |
| 1340 | ~4% |
| 1320 | ~0% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, Y.; Liu, W.; Sun, M.; Xu, B.; Li, D. A Method Based on Semi-Solid Forming for Eliminating Coarse Dendrites and Shrinkage Porosity of H13 Tool Steel. Metals 2018, 8, 277. https://doi.org/10.3390/met8040277
Guo Y, Liu W, Sun M, Xu B, Li D. A Method Based on Semi-Solid Forming for Eliminating Coarse Dendrites and Shrinkage Porosity of H13 Tool Steel. Metals. 2018; 8(4):277. https://doi.org/10.3390/met8040277
Chicago/Turabian StyleGuo, Yifeng, Weifeng Liu, Mingyue Sun, Bin Xu, and Dianzhong Li. 2018. "A Method Based on Semi-Solid Forming for Eliminating Coarse Dendrites and Shrinkage Porosity of H13 Tool Steel" Metals 8, no. 4: 277. https://doi.org/10.3390/met8040277
APA StyleGuo, Y., Liu, W., Sun, M., Xu, B., & Li, D. (2018). A Method Based on Semi-Solid Forming for Eliminating Coarse Dendrites and Shrinkage Porosity of H13 Tool Steel. Metals, 8(4), 277. https://doi.org/10.3390/met8040277