Texture Control of Pure Titanium Sheet by the Surface Effect during Phase Transformation


Abstract
:1. Introduction
2. Materials and Experimental Procedures
3. Results and Discussion
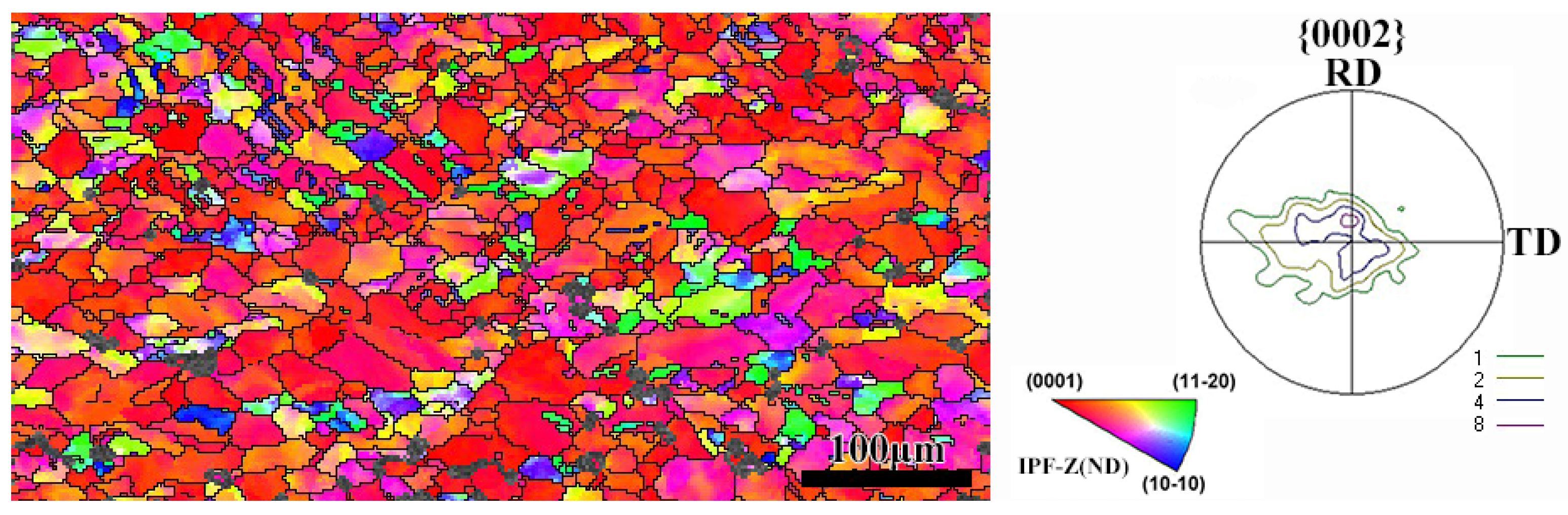
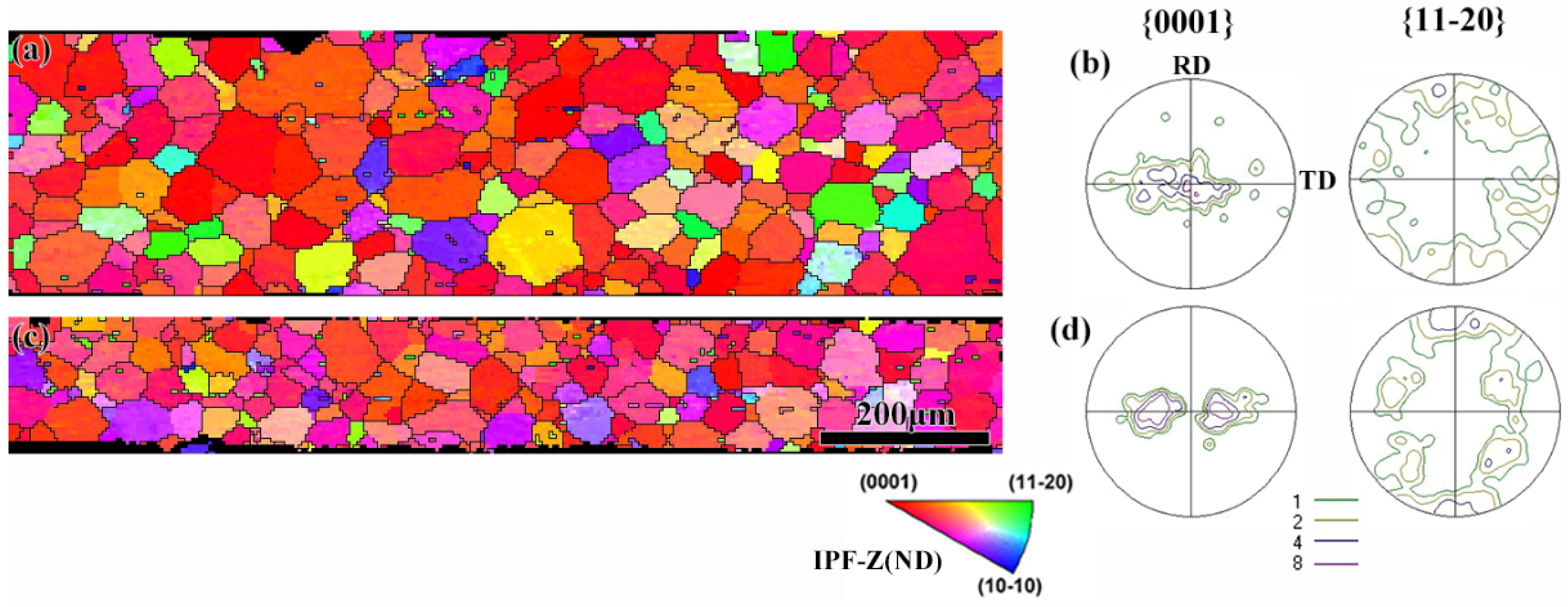
3.1. Texture Following Rolling and Recrystallization
3.2. Texture Inheritance Following Annealing at 1000 °C
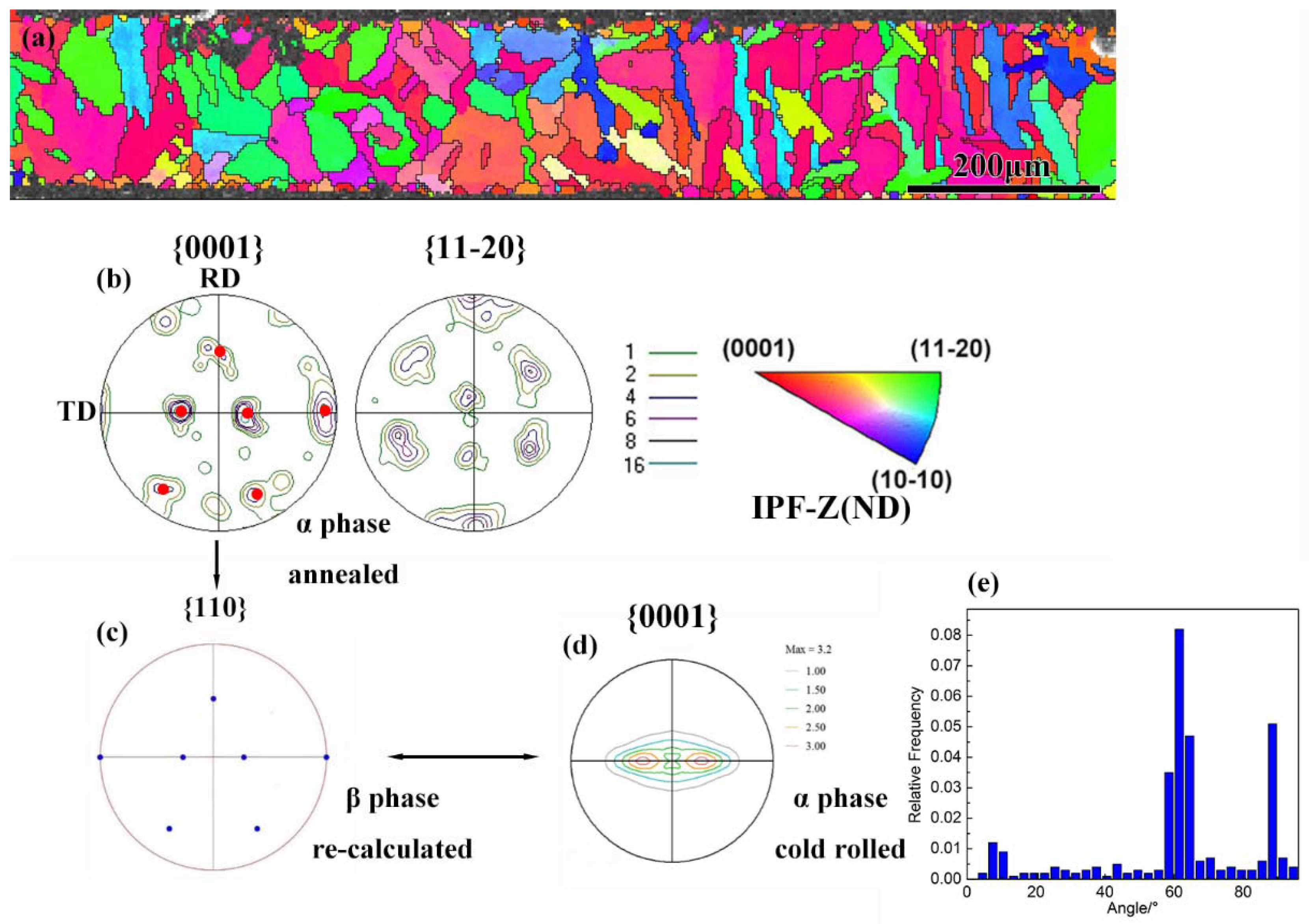
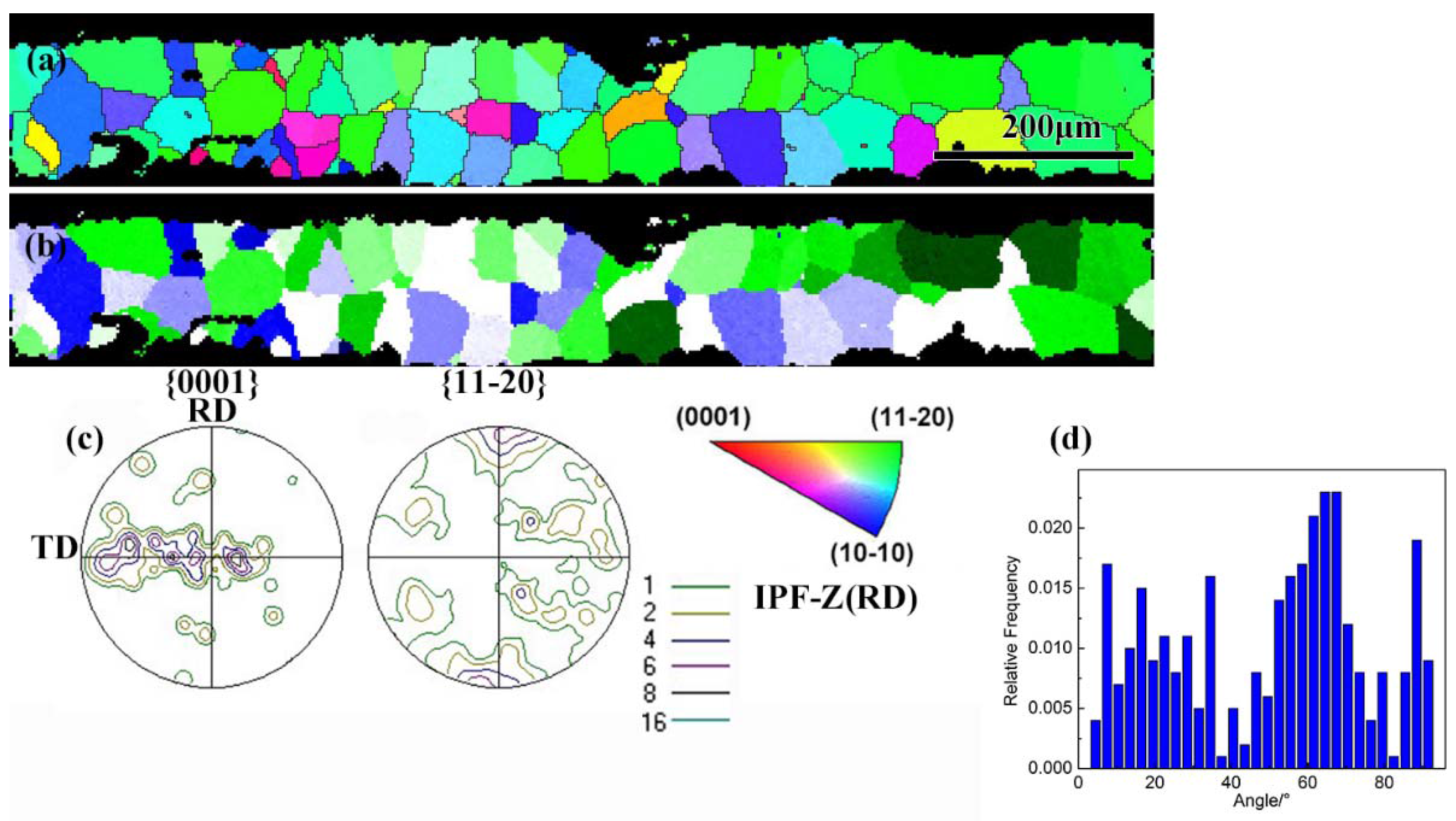
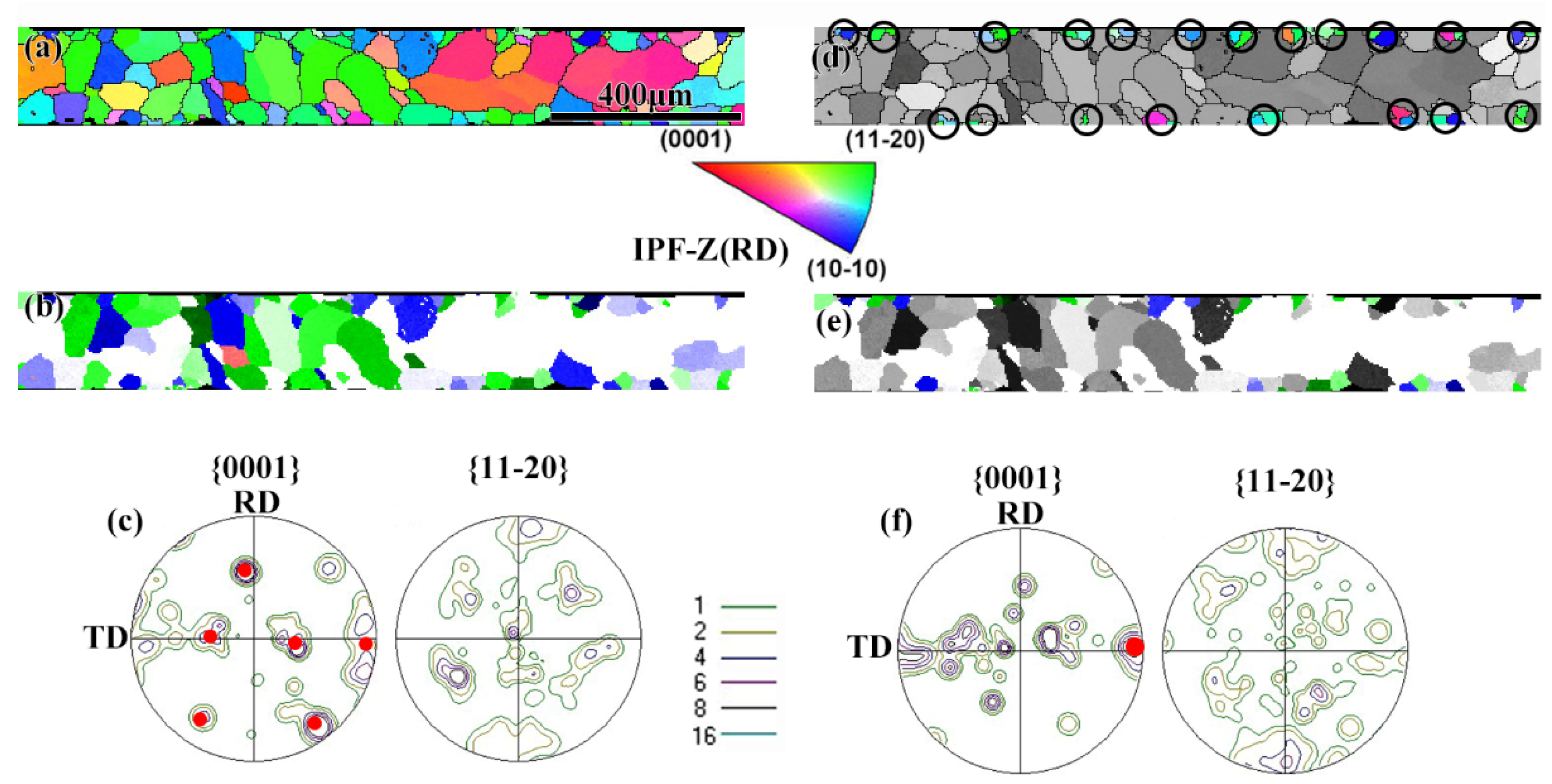
3.3. Formation of Columnar Grains by Surface Effect and Variant Selection during Transformation
4. Conclusions
- (1)
- Columnar grains with strong {11–20}//RD texture were obtained through the induction of surface effects in commercial pure titanium. The preferred nucleation on the surface and the lowest strain energy of variant pairs with <11–20>60° relationship during grain growth caused the formation of columnar grains and the variant selection.
- (2)
- Two different microstructures formed following 1000 °C and 1100 °C cooling-controlled annealing. For the annealing at 1000 °C, the stored energy of cold rolling was the main factor that promoted the reservation of rolling texture. For the annealing at 1100 °C, the minimum transformed strain energy was the main factor that caused variant selection during nucleation and grain growth.
- (3)
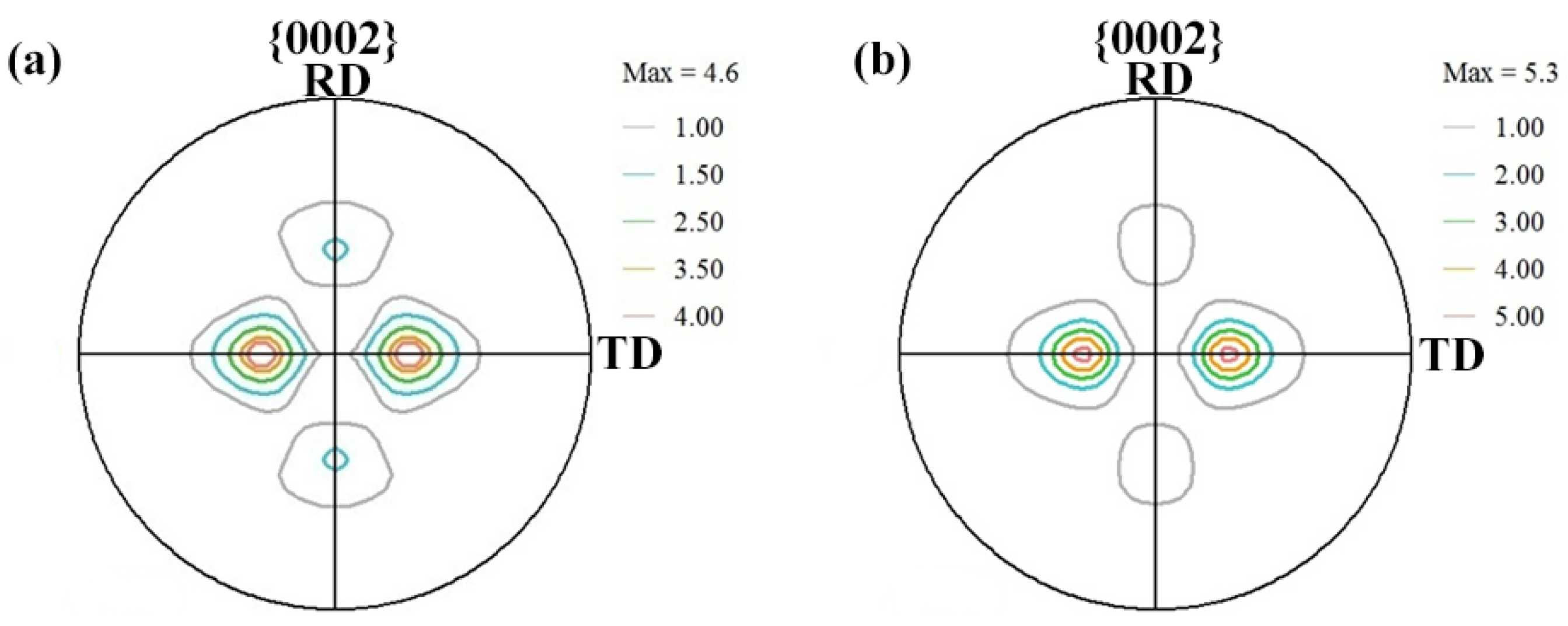
- A strong basal texture could be obtained through warm rolling at 600 °C, which was beneficial to the stamping property. A strong 30° rotated basal texture could be formed following cold rolling and the weak deformed texture could be retained following recrystallization annealing.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Ohwue, T.; Kobayashi, Y. Analysis of earring in circular-shell deep-drawing of bcc and hcp sheet metals. Procedia Eng. 2014, 81, 887–892. [Google Scholar] [CrossRef]
- Kim, H.S.; Yoo, S.J.; Ahn, J.W.; Kim, D.H.; Kim, W.J. Ultrafine grained titanium sheets with high strength and high corrosion resistance. Mater. Sci. Eng. A 2011, 528, 8479–8485. [Google Scholar] [CrossRef]
- Won, J.W.; Park, C.H.; Hong, S.; Li, C.S. Deformation anisotropy and associated mechanisms in rolling textured high purity titanium. J. Alloys Compd. 2015, 651, 245–254. [Google Scholar] [CrossRef]
- Nakai, M.; Niinomi, M.; Hieda, J.; Cho, K.; Nagasawa, Y.; Konno, T.; Ito, Y.; Itsumi, Y.; Oyama, H. Reduction in anisotropy of mechanical properties of coilable (α + β)-type titanium alloy thin sheet through simple heat treatment for use in next-generation aircraft applications. Mater. Sci. Eng. A 2014, 594, 103–110. [Google Scholar] [CrossRef]
- Kock, U.F.; Tome, C.N.; Wenk, H.R. Texture and Anisotropy: Preferred Orientation in Polycrystals and Their Effect on Materials Properties; Cambridge University Press: Cambridge, UK, 1998; pp. 203–208. [Google Scholar]
- Kowalczyk, G.K.; Sztwiertnia, K.; Kawałko, J.; Wierzbanowski, K.; Wronski, M.; Frydrych, K.; Stupkiewicz, S.; Petryk, H. Texture evolution in titanium on complex deformation paths: Experiment and modelling. Mater. Sci. Eng. A 2015, 637, 251–263. [Google Scholar] [CrossRef]
- Chun, Y.B.; Yu, S.H.; Semiatin, S.L.; Hwang, S.K. Effect of deformation twinning on microstructure and texture evolution during cold rolling of CP-titanium. Mater. Sci. Eng. A 2005, 398, 209–219. [Google Scholar] [CrossRef]
- Gurao, N.P.; Sethuraman, S.; Suwas, K. Texture and shape memory behavior of Ti-22Nb-6Ta alloy. Metall. Mater. Trans. A 2012, 44, 1497–1507. [Google Scholar] [CrossRef]
- Bozzolo, N.; Dewobroto, N.; Grosdidier, T.; Wagner, F. Texture evolution during grain growth in recrystallized commercially pure titanium. Mater. Sci. Eng. A 2005, 397, 346–355. [Google Scholar] [CrossRef]
- Li, K.; Yang, P. Interaction among deformation, recrystallization and phase transformation of TA2 pure titanium during hot compression. Trans. Nonferrous Met. Soc. 2016, 26, 1863–1870. [Google Scholar] [CrossRef]
- Jiang, H.T.; Liu, J.X.; Mi, Z.L.; Zhao, A.M.; Bi, Y.J. Texture evolution of commercial pure Ti during cold rolling and recrystallization annealing. Int. J. Miner. Metall. Mater. 2012, 19, 530–535. [Google Scholar] [CrossRef]
- Furuhara, T.; Maki, T. Variant selection in heterogeneous nucleation on defects in diffusional phase transformation and precipitation. Mater. Sci. Eng. A 2001, A312, 145–154. [Google Scholar] [CrossRef]
- Bache, M.R.; Evans, W.J. Impact of texture on mechanical properties in an advanced titanium alloy. Mater. Sci. Eng. A 2001, 319, 409–414. [Google Scholar] [CrossRef]
- Sargent, G.A.; Kinsel, K.T.; Pilchak, A.L.; Salem, A.A.; Semiatin, S.L. Variant selection during cooling after beta annealing of Ti-6Al-4V ingot material. Metall. Mater. Trans. A 2012, 43, 3570–3585. [Google Scholar] [CrossRef]
- Qiu, D.; Shi, R.; Zhang, D.; Lu, W.; Wang, Y. Variant selection by dislocations during α precipitation in α/β titanium alloys. Acta Mater. 2015, 88, 218–231. [Google Scholar] [CrossRef]
- Daymond, M.R.; Holt, R.A.; Cai, S.; Mosbrucker, P.; Vogel, S.C. Texture inheritance and variant selection through an hcp–bcc–hcp phase transformation. Acta Mater. 2010, 58, 4053–4066. [Google Scholar] [CrossRef]
- Germain, L.; Gey, N.; Humbert, M.; Hazotte, A.; Bocher, P.; Jahazi, M. An automated method to analyze separately the microtextures of primary αp grains and the secondary αs inherited colonies in bimodal titanium alloys. Mater. Charact. 2005, 54, 216–222. [Google Scholar] [CrossRef]
- Zhang, L.W.; Yang, P.; Wang, J.H.; Mao, W.M. Transformation of {100} texture induced by surface effect in ultra-low carbon electrical steel. J. Mater. Sci. 2016, 51, 8087–8097. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing | Type of Texture |
|---|---|
| Cold rolling | 30° rotated basal texture |
| Warm rolling | Basal texture |
| Cold rolling and 800 °C annealing | 30° rotated basal texture, basal texture |
| Cold rolling and 1000 °C annealing | 30° rotated basal texture, other variants |
| Warm rolling and 1000 °C annealing | Basal texture |
| Cold rolling and 1100 °C annealing | Texture of {11–20}//RD |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, K.; Yang, P.; Cui, F.-e.; Mao, W. Texture Control of Pure Titanium Sheet by the Surface Effect during Phase Transformation. Metals 2018, 8, 358. https://doi.org/10.3390/met8050358
Li K, Yang P, Cui F-e, Mao W. Texture Control of Pure Titanium Sheet by the Surface Effect during Phase Transformation. Metals. 2018; 8(5):358. https://doi.org/10.3390/met8050358
Chicago/Turabian StyleLi, Kai, Ping Yang, Feng-e Cui, and Weimin Mao. 2018. "Texture Control of Pure Titanium Sheet by the Surface Effect during Phase Transformation" Metals 8, no. 5: 358. https://doi.org/10.3390/met8050358
APA StyleLi, K., Yang, P., Cui, F. -e., & Mao, W. (2018). Texture Control of Pure Titanium Sheet by the Surface Effect during Phase Transformation. Metals, 8(5), 358. https://doi.org/10.3390/met8050358