Mo Addition to the A354 (Al–Si–Cu–Mg) Casting Alloy: Effects on Microstructure and Mechanical Properties at Room and High Temperature

 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Alloy Production
2.2. Heat Treatment Study
2.3. Microstructural Analyses
2.4. Mechanical Tests and Fractographic Analyses
3. Results and Discussion
3.1. First Phase: Preliminary Study of Mo-Rich Alloys
3.1.1. Chemical and Microstructural Analyses
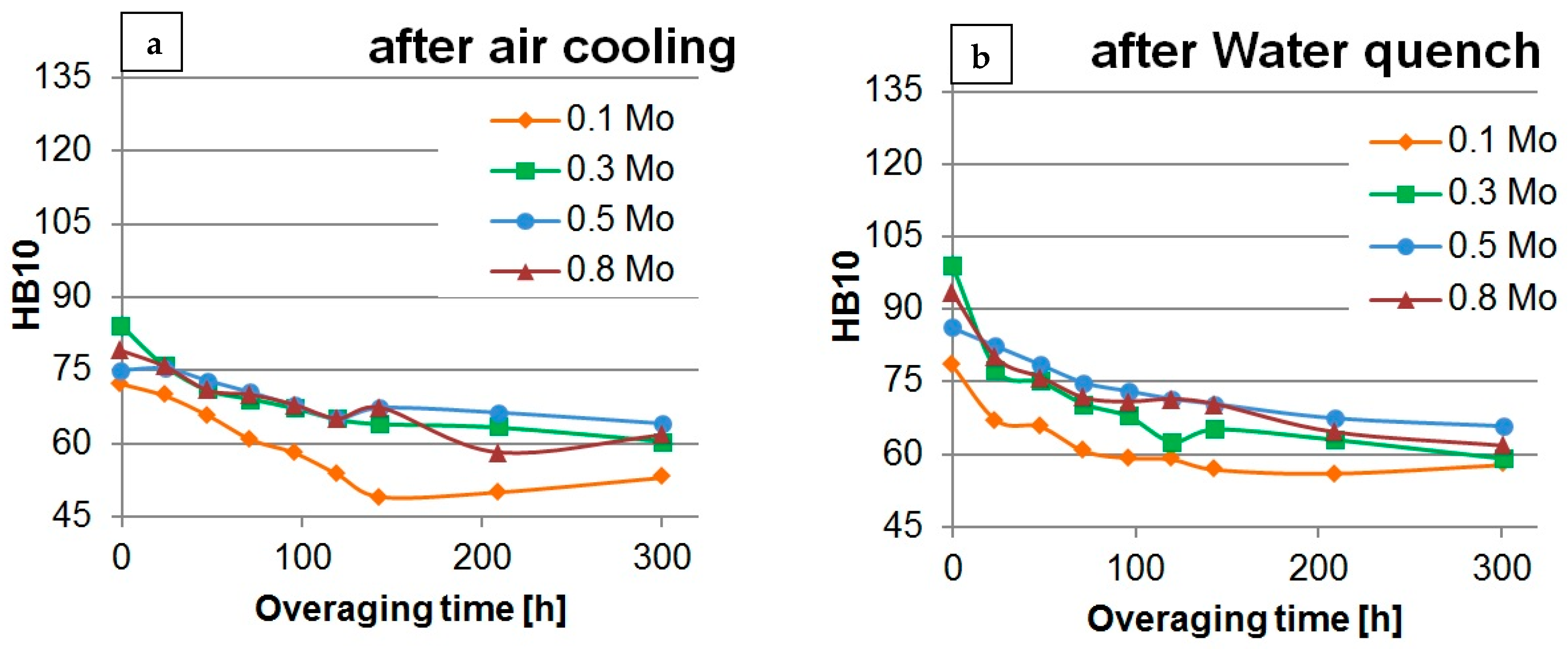
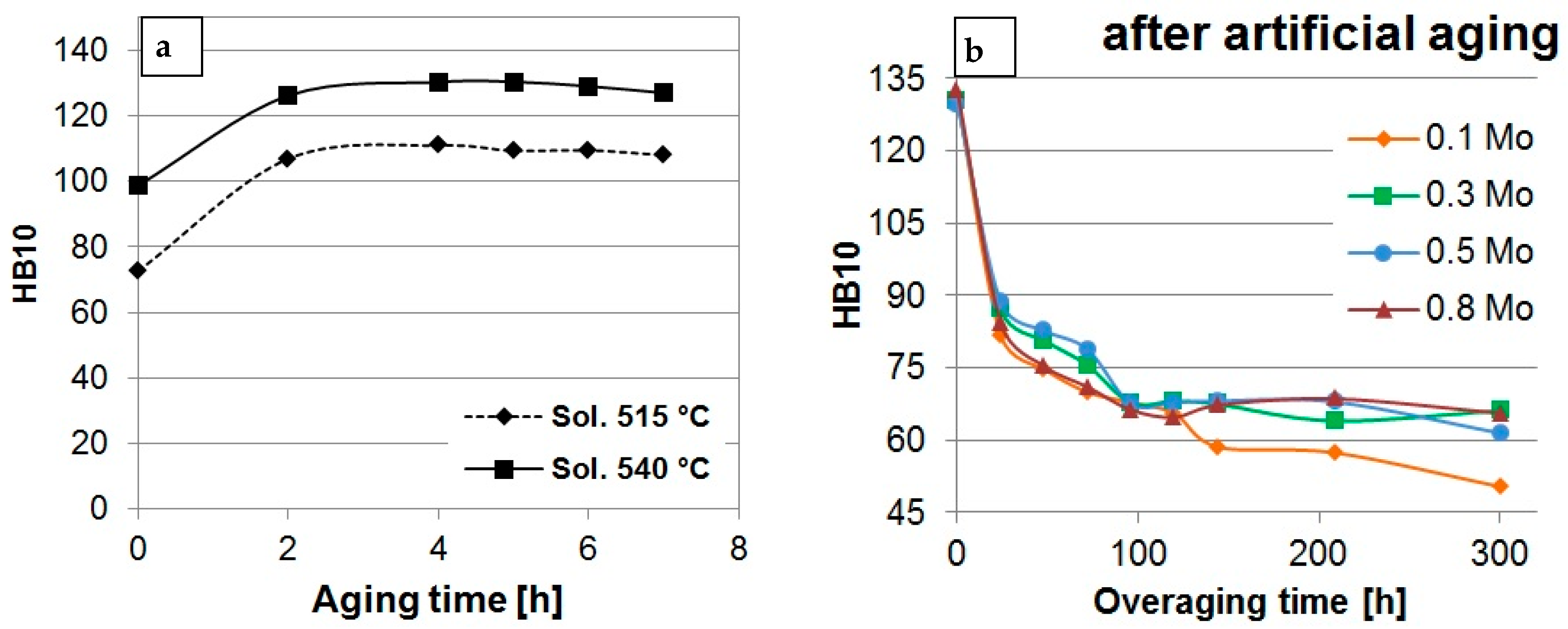
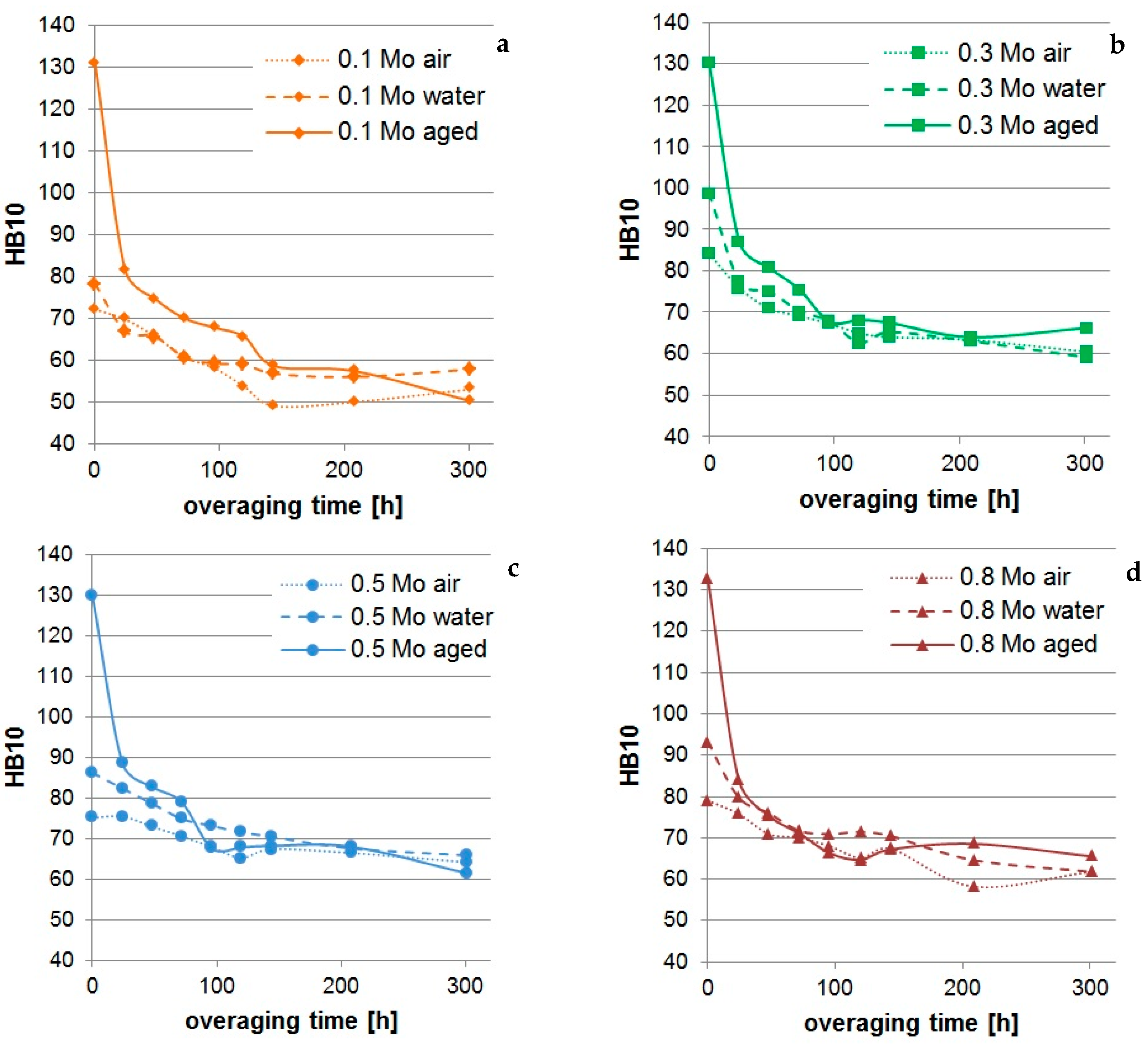
3.1.2. Heat Treatment and Overaging of Mo-rich Alloys
3.2. Second Phase: Study of A354–0.3Mo* Alloy
3.2.1. Chemical Analysis of A354–0.3Mo* Samples
3.2.2. Microstructural Characterization
3.2.3. Tensile Tests and Fractography
4. Conclusions
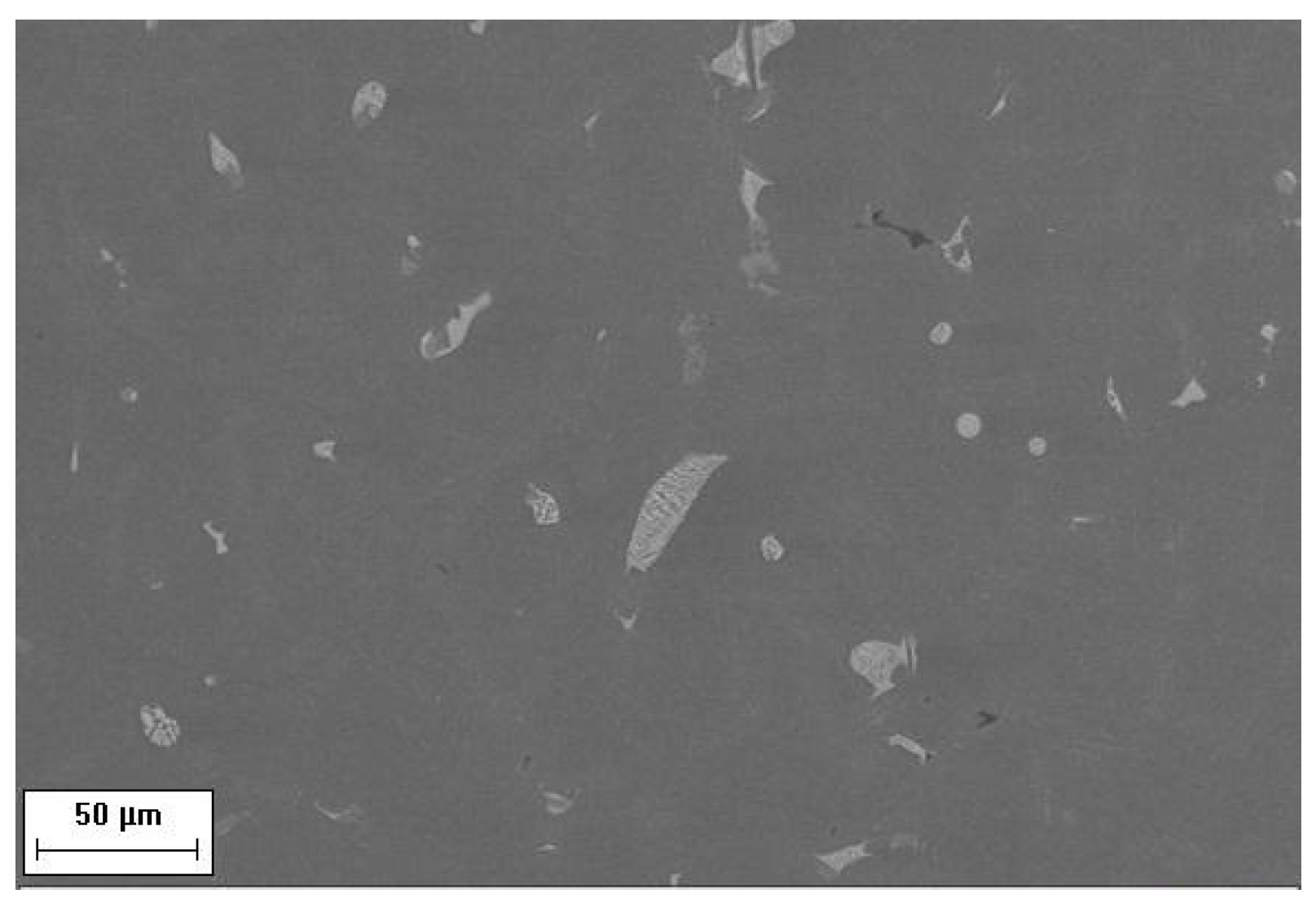
- Addition of Mo led to segregation of coarse intermetallic particles, requiring further tuning of both casting process and alloy chemical composition.
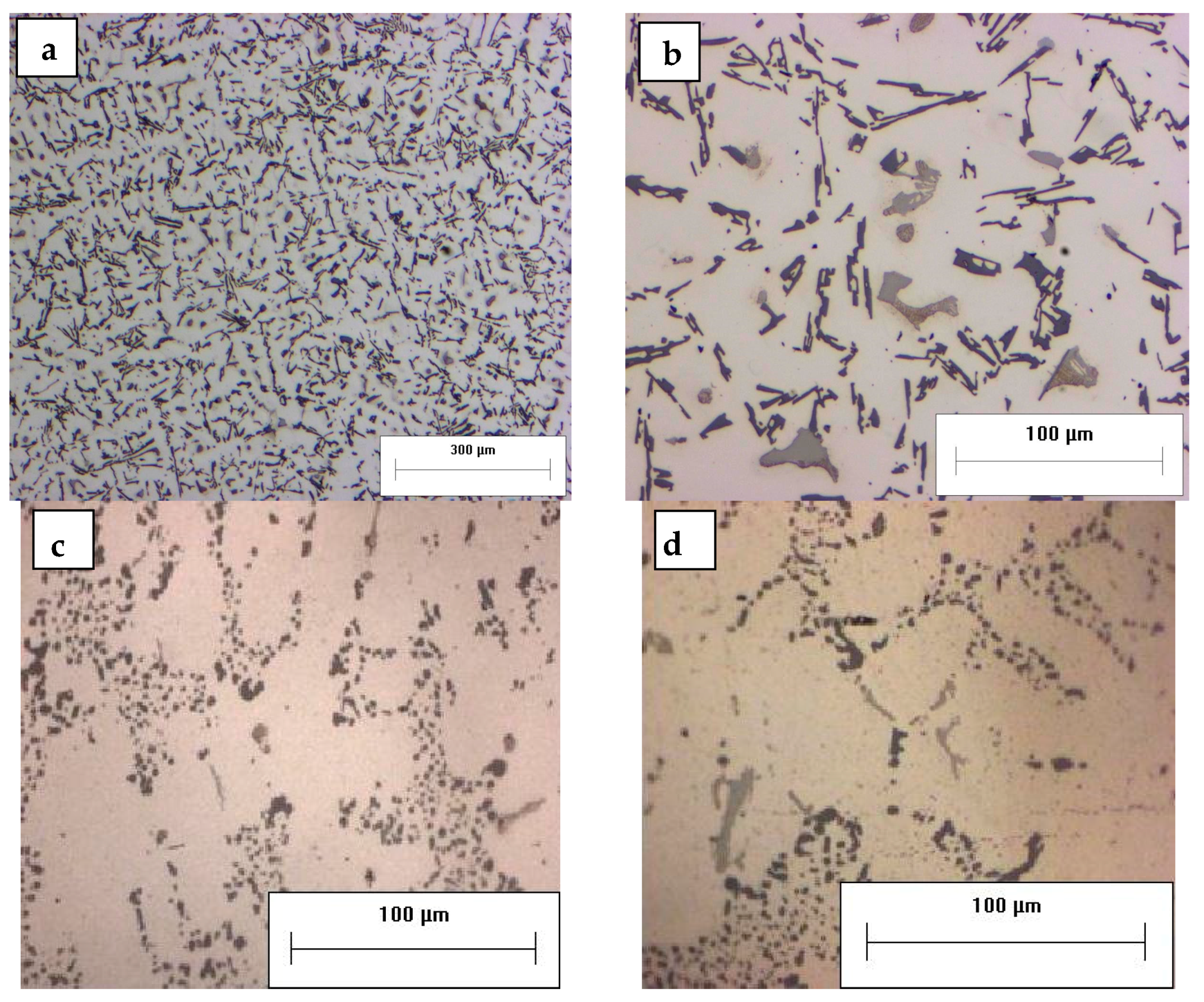
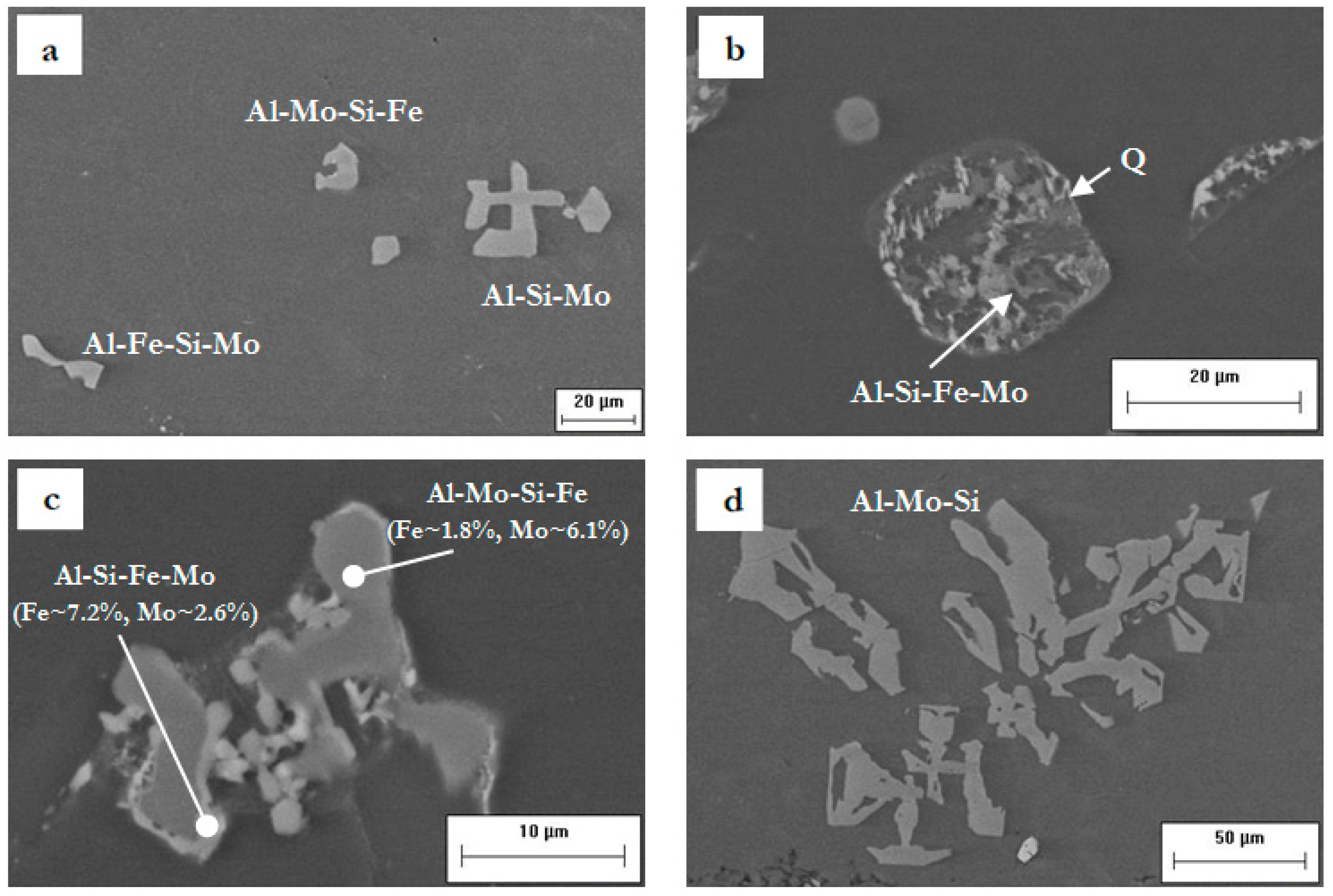
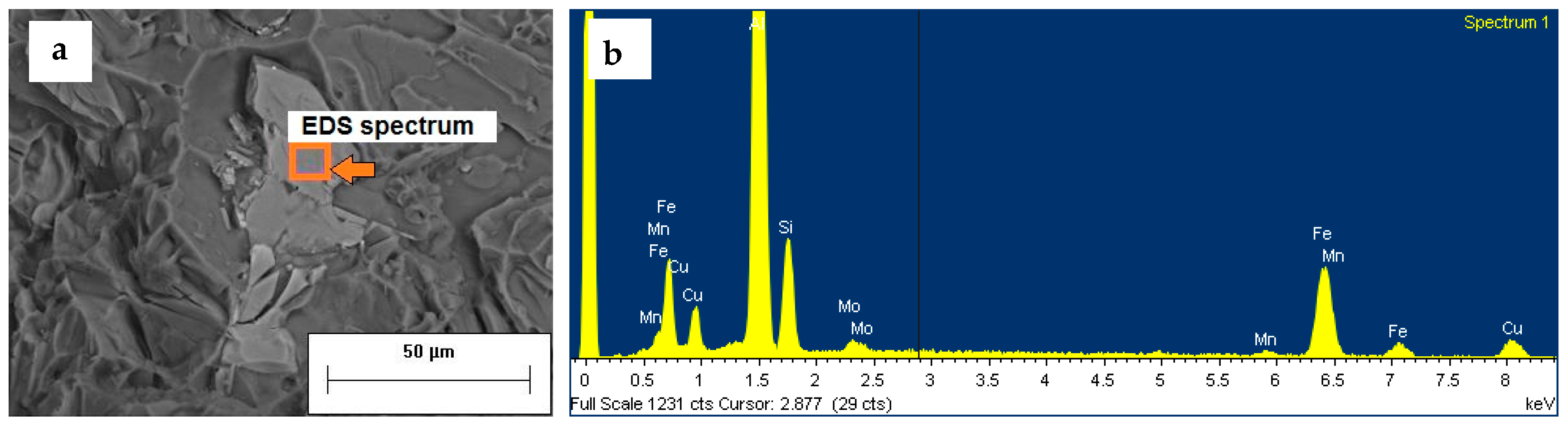
- The addition of 0.3 wt % of Mo resulted in the formation of block-like particles, containing Al, Si, Fe, and Mo, and star-like phases, containing Al, Mo, and Si. It is thought that Mo, reacting with Fe and generating the abovementioned phases, prevents the formation of β-Fe needles. Further investigation is needed to evaluate the possible interaction between Mo and Sr, leading to uneven modification of eutectic silicon.
- A two-step solution treatment for A354–0.3Mo* alloy was applied, consisting of a first stage at 495 °C for 6 h, and a second stage at 540 °C for 1 h. The aim of such treatment was to avoid incipient melting, to bring into solution the Cu and Mg based phases, and to induce the formation of Mo-based dispersoids. Nanometric Mo-based phases were observed in the T6 and overaged A354 alloy containing 0.3 wt % Mo.
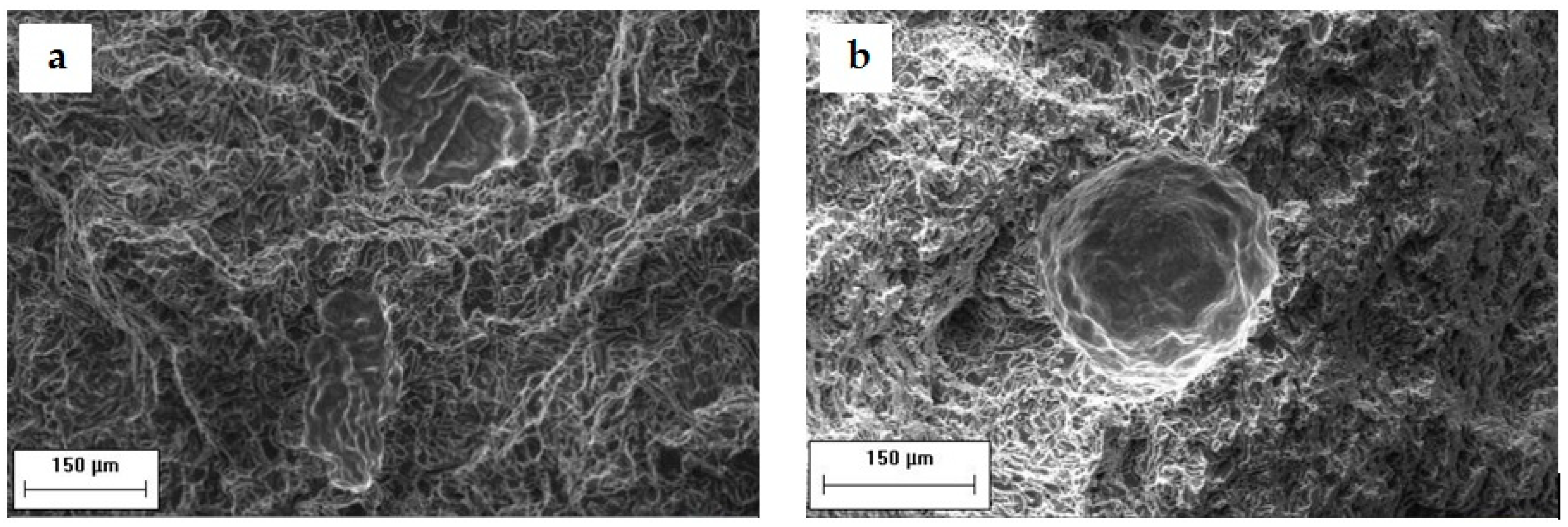
- At room temperature and in the T6 condition, the addition of Mo led to an increase of 10% of YS in A354–0.3Mo* alloy with respect to the base A354 alloy, while it had a slight effect on UTS. The higher content of casting defects (gas pores and interdendritic shrinkages) found in Mo-containing alloy, notoriously limiting UTS rather than YS, could explain this behavior.
- At elevated temperature (250 °C) and after overaging, the tensile behavior of base A354 and A354–0.3Mo* alloy was similar. Further TEM analyses are needed to explain this behavior.
- The high temperature behavior of the A354–0.3Mo* alloy, solubilized and air-cooled, was comparable with that of the T6 heat-treated alloys, suggesting that, in the case of components working at high temperature, the T6 treatment could be replaced by an easier solution treatment, followed by air cooling.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Tocci, M.; Pola, A.; Raza, L.; Armellin, L.; Afeltra, U. Optimization of heat treatment parameters for a nonconventional Al-Si-Mg alloy with Cr addition by DoE method. Metall. Ital. 2016, 108, 141–144. [Google Scholar]
- Ceschini, L.; Morri, A.; Morri, A.; Rotundo, F.; Toschi, S. Heat treatment response and influence of overaging on mechanical properties of C355 cast aluminum alloy. La Metall. Ital. 2014, 5, 11–17. [Google Scholar]
- Ceschini, L.; Morri, A.; Morri, A.; Toschi, S.; Johansson, S.; Seifeddine, S. Effect of microstructure and overaging on the tensile behavior at room and elevated temperature of C355-T6 cast aluminum alloy. Mater. Des. 2015, 83, 626–634. [Google Scholar] [CrossRef]
- Ceschini, L.; Morri, A.; Morri, A.; Toschi, S.; Johansson, S.; Seifeddine, S. Microstructural and mechanical properties characterization of heat treated and overaged cast A354 alloy with various SDAS at room and elevated temperature. Mater. Sci. Eng. A 2015, 648, 340–349. [Google Scholar] [CrossRef]
- Ceschini, L.; Morri, A.; Toschi, S.; Seifeddine, S. Room and high temperature fatigue behavior of the A354 and C355 (Al–Si–Cu–Mg) alloys: Role of microstructure and heat treatment. Mater. Sci. Eng. A 2016, 653, 129–138. [Google Scholar] [CrossRef]
- Toschi, S. Cast Aluminum Alloys and Al-Based Nanocomposites with Enhanced Mechanical Properties at Room and High Temperature: Production and Characterization. Ph.D. Thesis, ALmaDL University of Bologna Digital Library, Bologna, Italy, 22 April 2016. [Google Scholar]
- Prukkanon, W.; Limmaneevichitr, C. Effect of Scandium on Mechanical Properties of Aluminum Silicon Casting After Elevated Temperature Exposure. In Proceedings of the 12th International Conference on Aluminium Alloys, Yokohama, Japan, 5–9 September 2010. [Google Scholar]
- Zakharov, V.V. Effect of Scandium on the Structure and Properties of Aluminum Alloys. Met. Sci. Heat Treat. 2003, 45, 246–253. [Google Scholar] [CrossRef]
- Costa, S.; Puga, H.; Barbosa, J.; Pinto, A.M.P. The effect of Sc additions on the microstructure and age hardening behaviour of as cast Al-Sc alloys. Mater. Des. 2012, 42, 347–352. [Google Scholar] [CrossRef] [Green Version]
- Jia, Z.-H.; Huang, H.-L.; Wang, X.-L.; Xing, Y.; Liu, Q. Hafnium in Aluminum Alloys: A Review. Acta Metall. Sin. 2016, 29, 105–119. [Google Scholar] [CrossRef]
- Javidani, M.; Larouche, D. Application of cast Al–Si alloys in internal combustion engine components. Int. Mater. Rev. 2014, 59, 132–158. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Chen, X.G.; Pekguleryuz, M. Dispersoid strengthening of a high temperature Al–Si–Cu–Mg alloy via Mo addition. Mater. Sci. Eng. A 2015, 620, 181–189. [Google Scholar] [CrossRef]
- Van Chi, N.; Bergner, D. Diffusion of Mo and Win Al, DIMETA-82: Diffusion in Metals and Alloys; Kedves, F.J., Beke, D.L., Eds.; Trans Tech Publications: Stafa-Zurich, Switzerland, 1983; pp. 334–337. [Google Scholar]
- Farkoosh, A.R.; Chen, X.G.; Pekguleryuz, M. Interaction between molybdenum and manganese to form effective dispersoids in an Al–Si–Cu–Mg alloy and their influence on creep resistance. Mater. Sci. Eng. A 2015, 627, 127–138. [Google Scholar] [CrossRef]
- Balducci, E.; Morri, A.; Ceschini, L.; Morri, A. Effect of thermal exposure on mechanical properties of EN AW-2618 and EN AW-4032 piston alloys. La Metall. Ital. 2016, 6, 89–92. [Google Scholar]
- Ceschini, L.; Morri, A.; Morri, A.; di Sabatino, M. Effect of thermal exposure on the residual hardness and tensile properties of the EN AW-2618A piston alloy. Mater. Sci. Eng. A 2015, 639, 288–297. [Google Scholar] [CrossRef]
- Standard Test Method for Brinell Hardness of Metallic Materials; ASTM E 10-08; ASM International: West Conshohocken, PA, USA, 2007.
- Metallic Materials-Tensile Testing-Part 1: Method of Test at Room Temperature; ISO 6892-1:2009; International Organization for Standardization: Geneva, Switzerland, 2009.
- Metallic Materials-Tensile Testing-Part 2: Method of Test at Elevated Temperature; ISO 6892-2:2011; International Organization for Standardization: Geneva, Switzerland, 2011.
- Ceschini, L.; Morri, A.; Morri, A. Effects of the delay between quenching and aging on hardness and tensile properties of A356 aluminum alloy. J. Mater. Eng. Perform. 2013, 22, 200–205. [Google Scholar] [CrossRef]
- Wang, Q.G. Microstructural effects on the tensile and fracture behavior of aluminum casting alloys A356/357. Metall. Mater. Trans. A 2003, 34, 2887–2899. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Cu | Mg | Fe | Mn | Ti | Zn | Others |
|---|---|---|---|---|---|---|---|---|
| Bal. | 8.6–9.4 | 1.6–2.0 | 0.4–0.6 | 0–0.2 | 0–0.1 | 0–0.2 | 0–0.1 | 0–0.15 |
| Expected Mo Content | GDOES Analysis Position | Si | Cu | Mg | Mo | Fe | Mn | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.1 | top | 8.91 | 1.895 | 0.532 | 0.132 | 0.126 | 0.014 | 0.077 | 0.126 | Bal. |
| bottom | 8.915 | 2.181 | 0.583 | 0.142 | 0.147 | 0.015 | 0.071 | 0.178 | Bal. | |
| 0.3 | top | 8.546 | 1.786 | 0.506 | 0.329 | 0.140 | 0.013 | 0.040 | 0.105 | Bal. |
| bottom | 8.864 | 1.867 | 0.500 | 0.418 | 0.132 | 0.012 | 0.032 | 0.121 | Bal. | |
| 0.5 | top | 8.718 | 1.732 | 0.480 | 0.639 | 0.121 | 0.013 | 0.01 | 0.111 | Bal. |
| bottom | 8.671 | 1.653 | 0.480 | 0.810 | 0.116 | 0.013 | 0.026 | 0.128 | Bal. | |
| 0.8 | top | 8.574 | 1.533 | 0.432 | 0.781 | 0.099 | 0.013 | 0.033 | 0.118 | Bal. |
| bottom | 8.728 | 1.488 | 0.420 | 0.992 | 0.096 | 0.012 | 0.026 | 0.142 | Bal. |
| Expected Mo Content | GDOES Analysis Position | Si | Cu | Mg | Mo | Fe | Mn | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.3 | Top | 8.999 | 1.647 | 0.452 | 0.322 | 0.122 | 0.009 | 0.039 | 0.100 | Bal. |
| bottom | 9.057 | 1.676 | 0.467 | 0.338 | 0.126 | 0.009 | 0.034 | 0.099 | Bal. |
| Alloy | Heat Treatment | Overaging | Test Condition | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation to Failure % |
|---|---|---|---|---|---|---|
| A354 | Solution treatment (6 h @ 495 °C + 1 h @ 540 °C)–water quenching–aging (4 h @ 180 °C) | No | RT | 280 ± 18 | 337 ± 12 | 2.5 ± 0.8 |
| 100 h @ 250 °C | 250°C | 75 ± 2 | 86 ± 3 | 11 ± 3 | ||
| A354–0.3Mo* | Solution treatment (6 h @ 495 °C + 1 h @ 540 °C)–water quenching–aging (4 h @ 180 °C) | No | RT | 305 ± 8 | 350 ±16 | 2.5 ± 1.5 |
| 100 h @ 250 °C | 250°C | 77 ± 4 | 87 ± 4 | 7 ± 4 | ||
| A354–0.3Mo* | Solution treatment (6 h @ 495 °C + 1 h @ 540 °C)–air cooling | No | RT | 173 ± 15 | 226 ± 20 | 3 ± 1.5 |
| 100 h @ 250 °C | 250°C | 71 ± 3 | 85 ±4 | 12 ± 5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morri, A.; Ceschini, L.; Messieri, S.; Cerri, E.; Toschi, S. Mo Addition to the A354 (Al–Si–Cu–Mg) Casting Alloy: Effects on Microstructure and Mechanical Properties at Room and High Temperature. Metals 2018, 8, 393. https://doi.org/10.3390/met8060393
Morri A, Ceschini L, Messieri S, Cerri E, Toschi S. Mo Addition to the A354 (Al–Si–Cu–Mg) Casting Alloy: Effects on Microstructure and Mechanical Properties at Room and High Temperature. Metals. 2018; 8(6):393. https://doi.org/10.3390/met8060393
Chicago/Turabian StyleMorri, Alessandro, Lorella Ceschini, Simone Messieri, Emanuela Cerri, and Stefania Toschi. 2018. "Mo Addition to the A354 (Al–Si–Cu–Mg) Casting Alloy: Effects on Microstructure and Mechanical Properties at Room and High Temperature" Metals 8, no. 6: 393. https://doi.org/10.3390/met8060393
APA StyleMorri, A., Ceschini, L., Messieri, S., Cerri, E., & Toschi, S. (2018). Mo Addition to the A354 (Al–Si–Cu–Mg) Casting Alloy: Effects on Microstructure and Mechanical Properties at Room and High Temperature. Metals, 8(6), 393. https://doi.org/10.3390/met8060393