Manufacturability of Overhanging Holes Using Electron Beam Melting



Abstract
:1. Introduction
- Increased fabrication time and higher material requirements.
- Additional effort and complex process in designing support. Commercial software is capable, but often it is not sufficient.
- Support structures have to be taken off after completion of part building, which further increases the overall time and effort.
2. Literature Survey
3. Experimentation
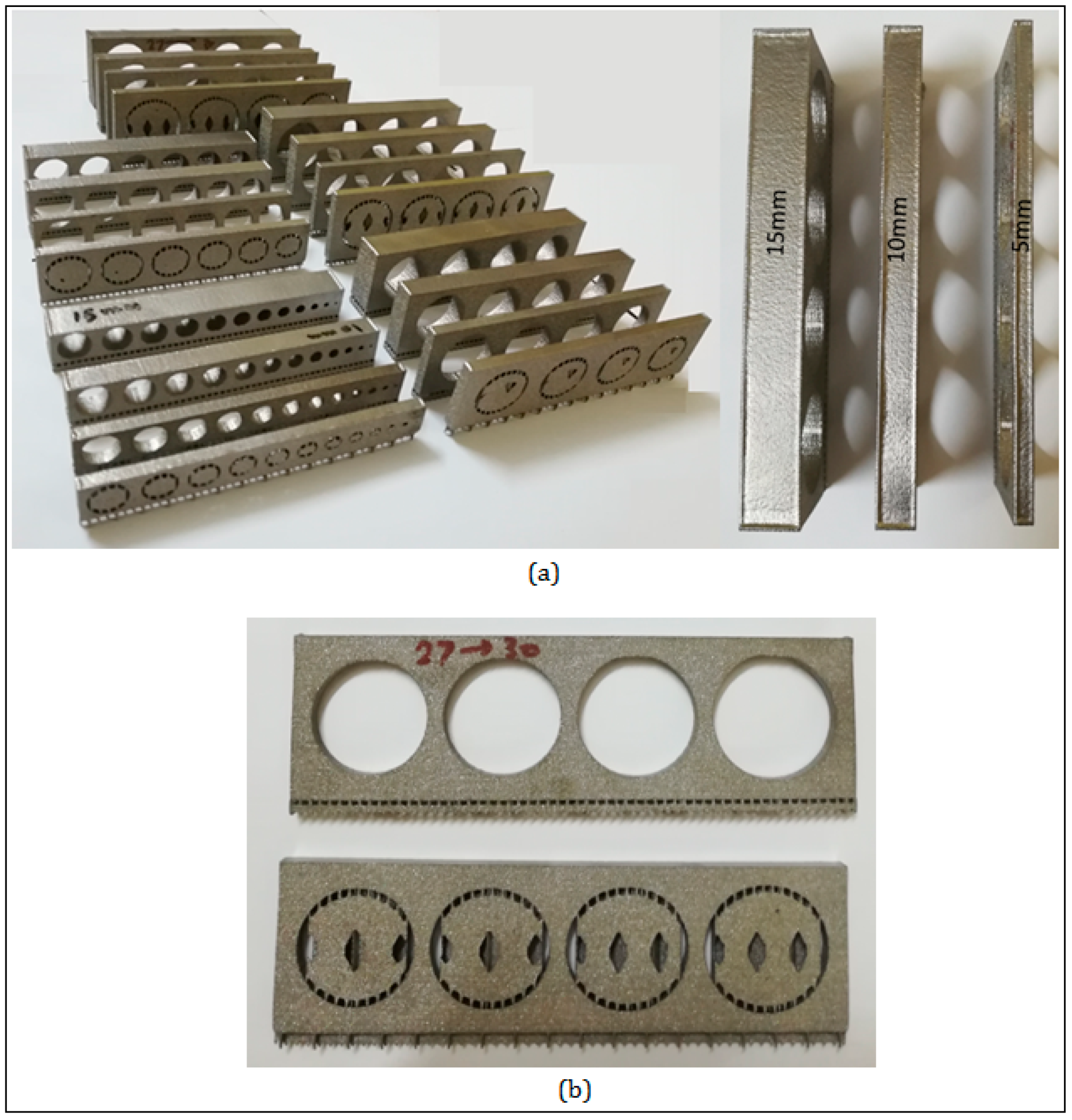
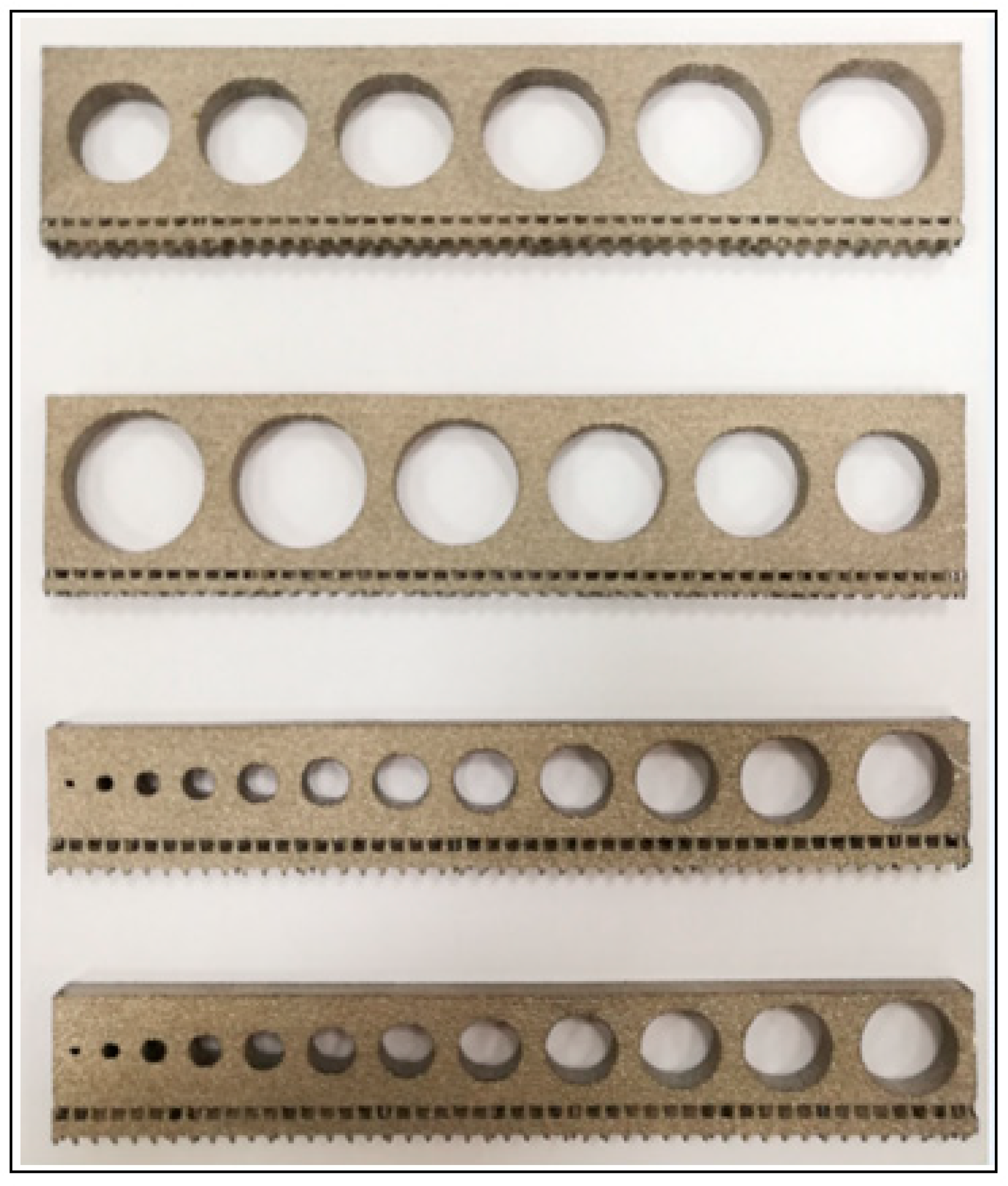
- Fabrication of holes (without support structure) with nominal diameters from 1 mm to 30 mm in three different thicknesses (5, 10, and 15 mm).
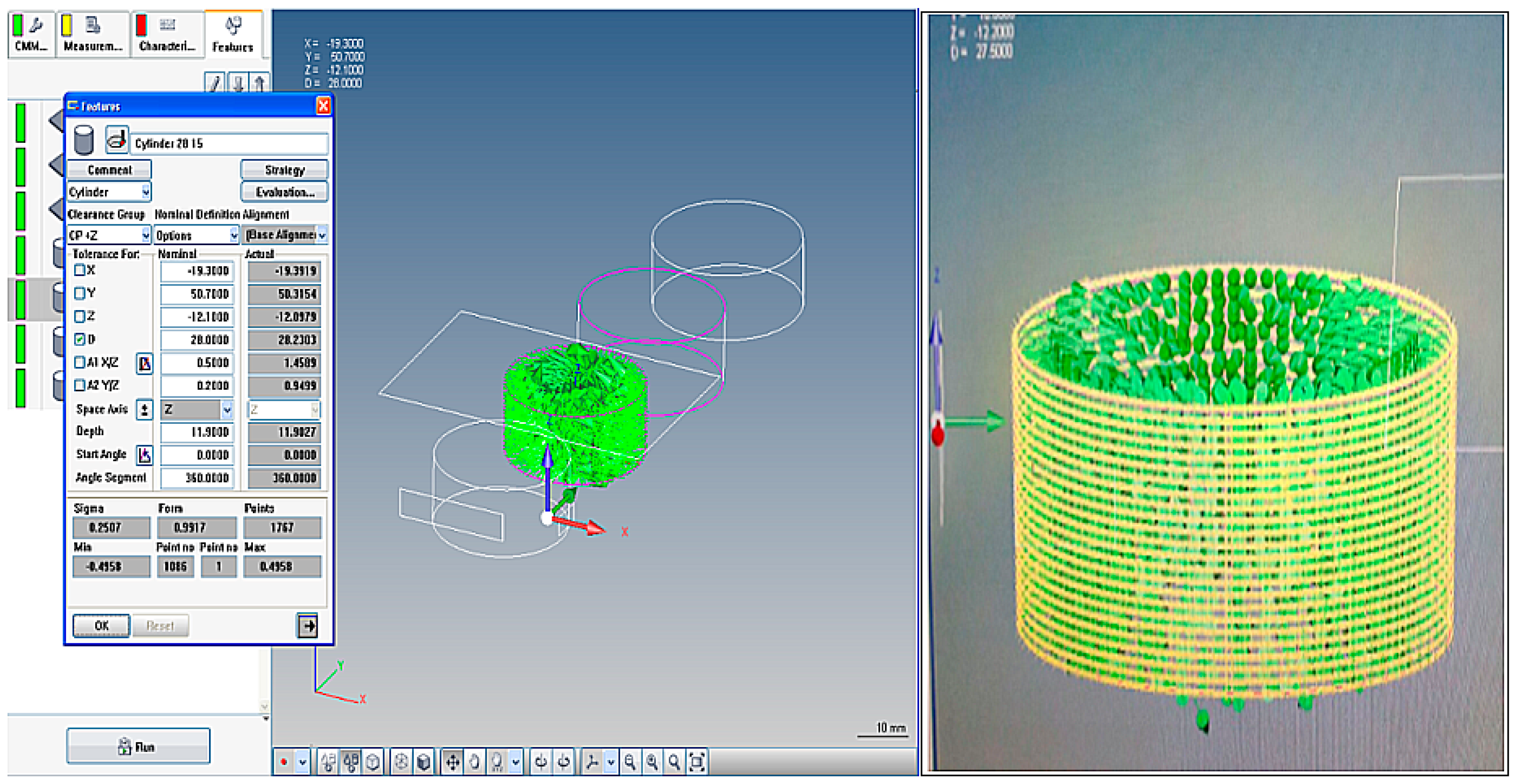
- Measurement of cylindricity using the coordinate measuring machine (CMM).
- Fabrication of holes in the presence of the support structure.
- Manufacturing of holes using the optimized support structure.
- Evaluation of hardness and microstructure analysis for different holes.
4. Results and Discussion
5. Conclusions
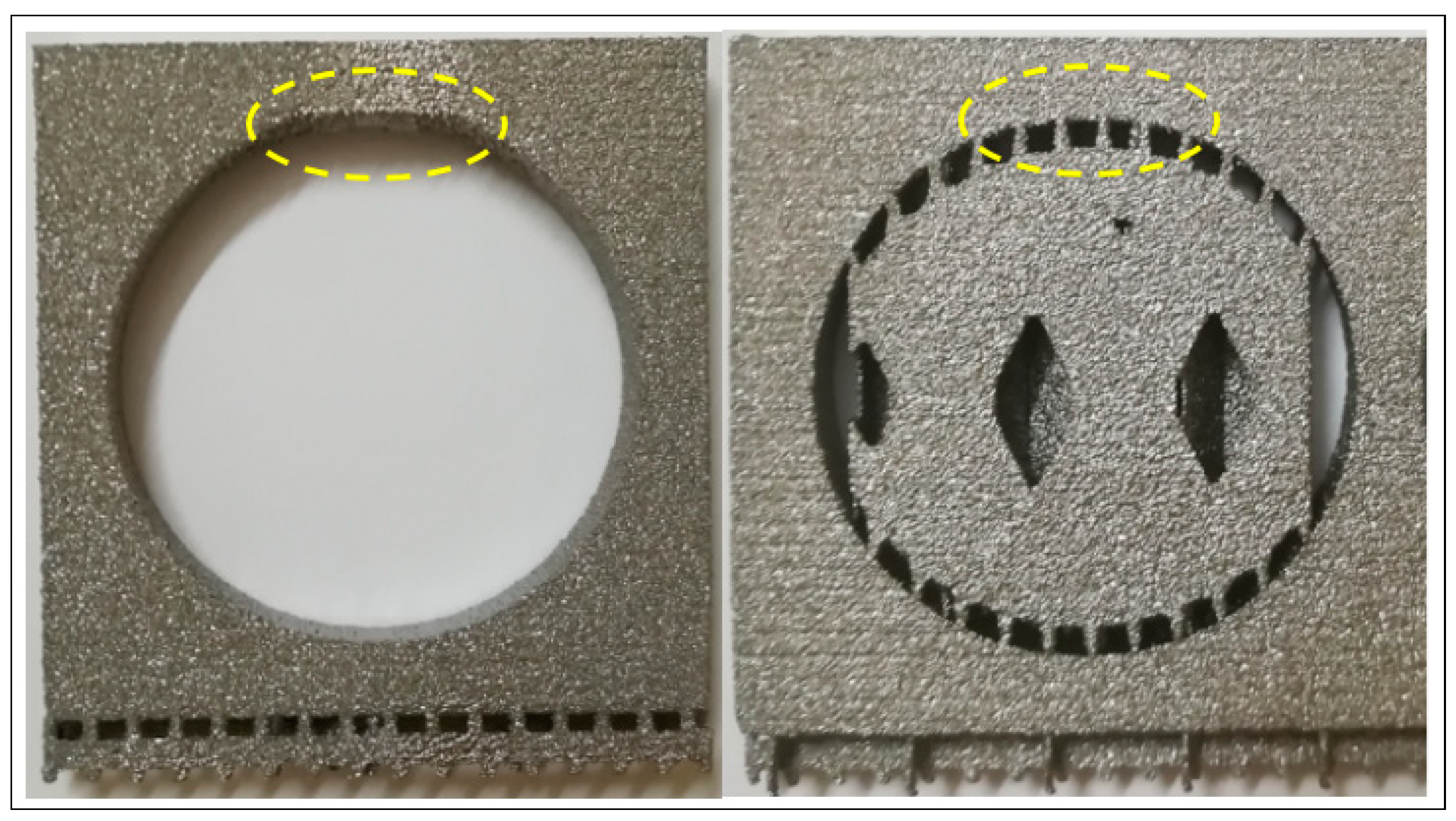
- A sagging effect (or formed deposited material) was notably observed in large holes (diameter ≥ 18 mm). This effect increased with the increase in the hole diameter as well as its thickness and it also influenced the cylindricity of the fabricated holes.
- The sagging phenomenon was noticeable in holes without support, in contrast to holes with a support structure where the effect was the lowest.
- The cylindricity of overhang round holes decreased with the increase in the hole diameter as well as the thickness.
- The cylindricity of holes was within the range of 200 µm until the hole diameter reached 18 mm in 5-mm-thick samples. This defines the threshold value for constructing the overhang holes without support in EBM.
- With increases in the hole thickness, the cylindricity decreased significantly with the increase in the hole diameter.
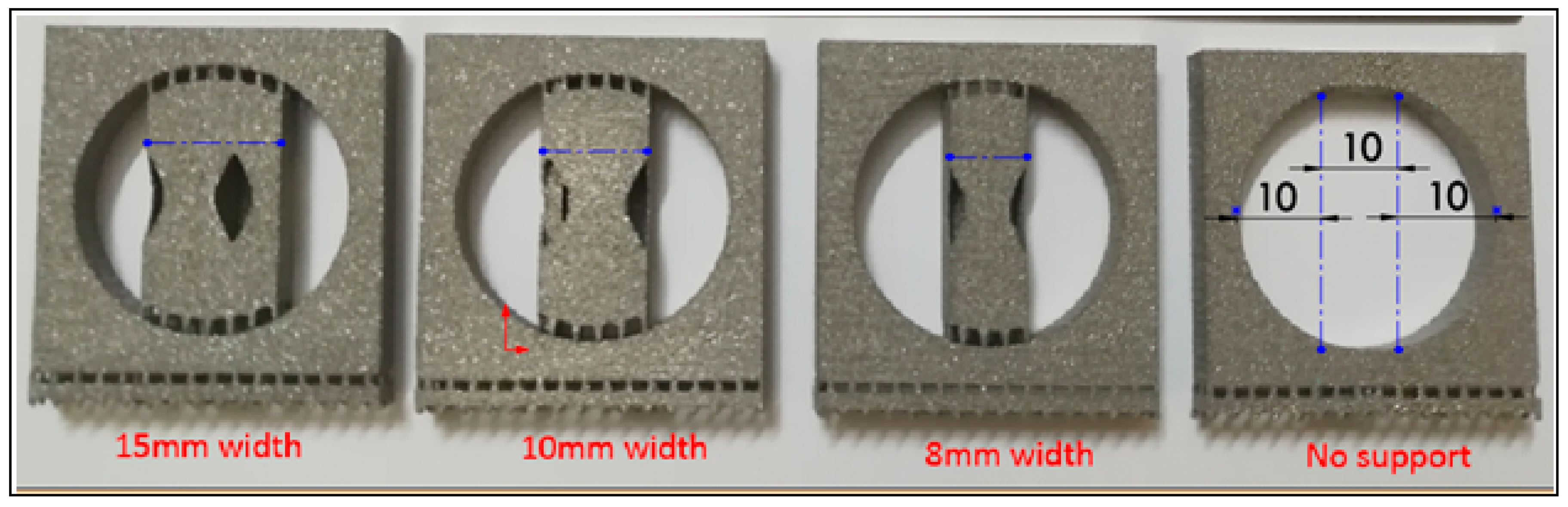
- The analysis and the implementation of a segmentation strategy established that the support structure with a 10-mm width (which is one-third of the diameter) provided the perfect balance between geometric accuracy, amount of material used, building time, and post-processing time.
- It was revealed that the micro-hardness of the sample built without support was significantly lower than in the sample that was built with support.
- For the overhang holes with a 17-mm diameter, the hardness of samples fabricated without support was lower than in the samples produced with support, but was similar to that of the base metal. This suggests that the absence of a support structure for 17-mm-diameter overhang holes did not have a significant influence on the hardness.
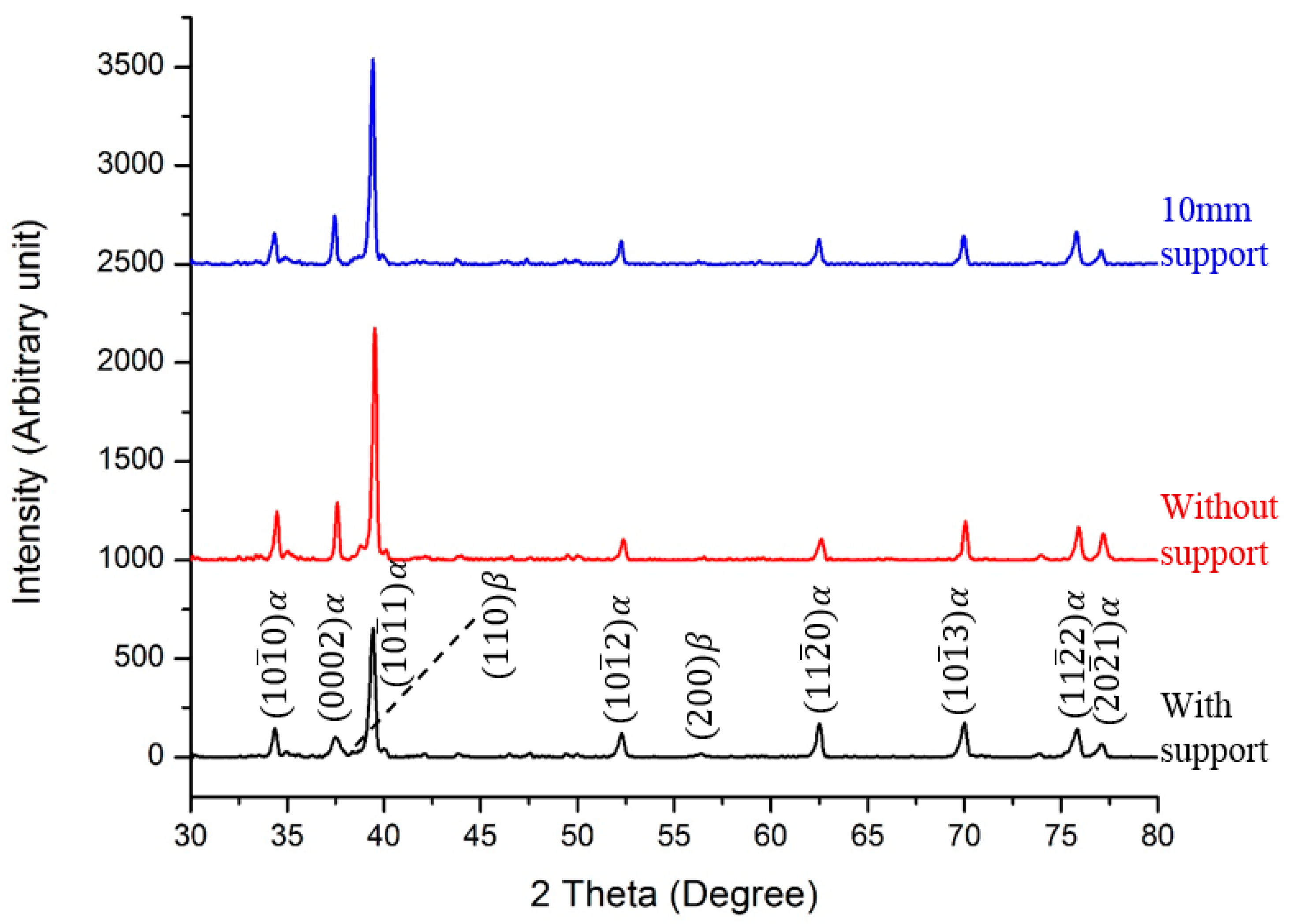
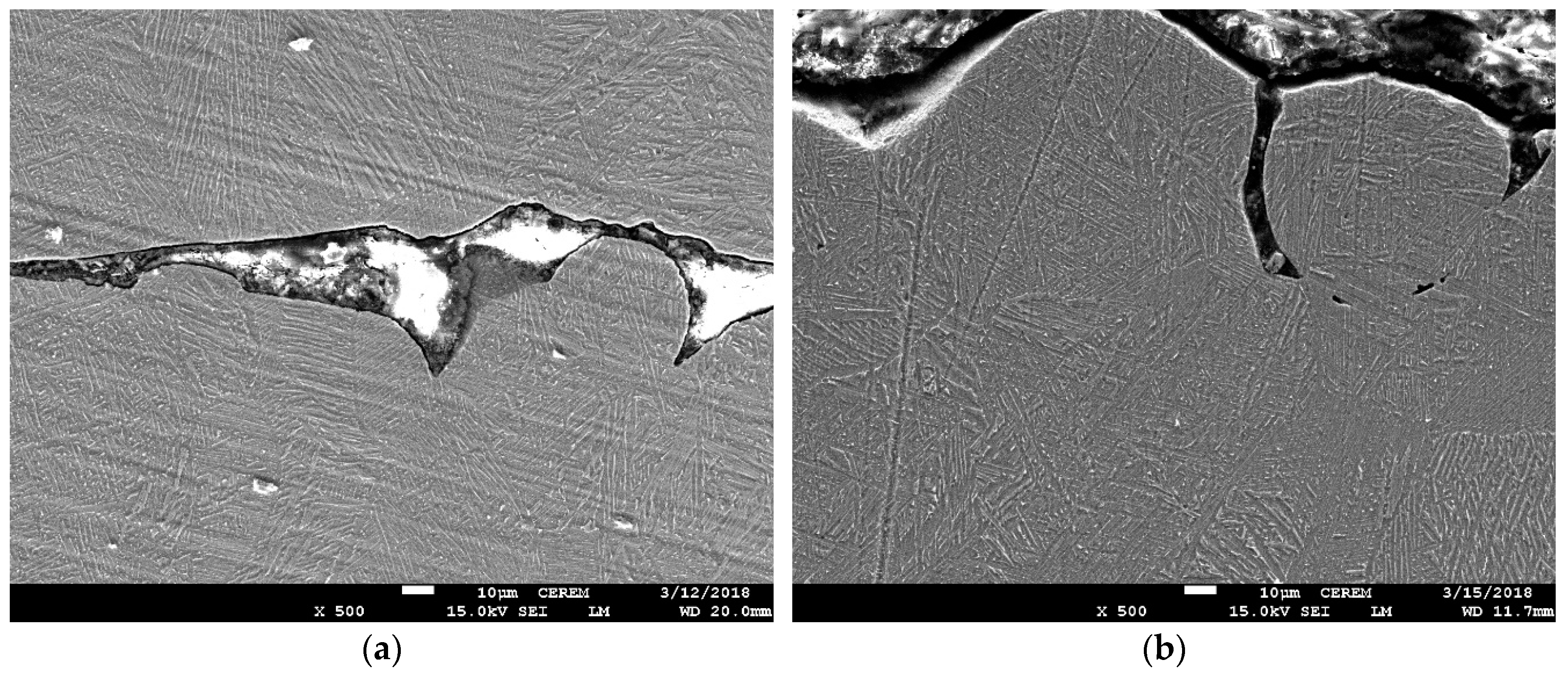
- No significant variation in the microstructure was observed for the samples built with and without support. This means that the absence of support did not further increase the defects.
- The comparison of 17-mm-diameter and 30-mm-diameter cylindrical samples built without support revealed that the 17-mm-diameter holes were better than the 30-mm-diameter holes in terms of the defects. However, there was no variation in the microstructure.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Standard Terminology for Additive Manufacturing Technologies; ASTM F2792-12a; ASTM International: West Conshohocken, PA, USA, 2012.
- Beiker Kair, A.; Sofos, K. Additive Manufacturing and Production of Metallic Parts in Automotive Industry: A Case Study on Technical, Economic and Environmental Sustainability Aspects. 2014. Available online: http://www.diva-portal.org/smash/record.jsf?pid=diva2%3A740682&dswid=-4901 (accessed on 26 August 2014).
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer: Berlin, Germany, 2010; Volume 238. [Google Scholar]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Murr, L.E.; Quinones, S.A.; Gaytan, S.M.; Lopez, M.I.; Rodela, A.; Martinez, E.Y.; Hernandez, D.H.; Martinez, E.; Medina, F.; Wicker, R.B. Microstructure and mechanical behavior of Ti–6Al–4V produced by rapid-layer manufacturing, for biomedical applications. J. Mech. Behav. Biomed. Mater. 2009, 2, 20–32. [Google Scholar] [CrossRef] [PubMed]
- Liska, W.D.; Marcellin-Little, D.J.; Eskelinen, E.V.; Sidebotham, C.G.; Harrysson, O.L.; Hielm-Björkman, A.K. Custom total knee replacement in a dog with femoral condylar bone loss. Vet. Surg. 2007, 36, 293–301. [Google Scholar] [CrossRef] [PubMed]
- Murr, L.E.; Gaytan, S.M.; Ceylan, A.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machado, B.I.; Ramirez, D.A.; Medina, F.; Collins, S.; et al. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Cheng, B.; Chou, Y.K. Overhang Support Structure Design for Electron Beam Additive Manufacturing. In Proceedings of the ASME 2017 12th International Manufacturing Science and Engineering Conference Collocated with the JSME/ASME 2017 6th International Conference on Materials and Processing, Los Angeles, CA, USA, 4–8 June 2017; American Society of Mechanical Engineers: New York, NY, USA, 2017. [Google Scholar]
- Calignano, F. Design optimization of supports for overhanging structures in aluminum and titanium alloys by selective laser melting. Mater. Des. 2014, 64, 203–213. [Google Scholar] [CrossRef]
- Poyraz, Ö.; Yasa, E.; Akbulut, G.; Orhangül, A.; Pilatin, S. Investigation of Support Structures for Direct Metal Laser Sintering (Dmls) of In625 Parts. In Proceedings of the International Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 2015. [Google Scholar]
- Gan, M.; Wong, C. Practical support structures for selective laser melting. J. Mater. Process. Technol. 2016, 238, 474–484. [Google Scholar] [CrossRef]
- Hussein, A.; Yan, C.; Everson, R.; Hao, L. Preliminary investigation on cellular support structures using SLM process. In Innovative Developments in Virtual and Physical Prototyping; Taylor & Francis Group: London, UK, 2011; pp. 609–612. [Google Scholar]
- Zeng, K. Optimization of support structures for selective laser melting. In Industrial Engineering; University of Louisville: Louisville, KY, USA, 2015. [Google Scholar]
- Calignano, F.; Manfred, D. Production of overhanging structures by DMLS. In High Value Manufacturing: Advanced Research in Virtual and Rapid Prototyping, Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping, Leiria, Portugal, 1–5 October 2013; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Ramitounsi; Frederic, V. New concept of support structures in Electron Beam Melting manufacturing to reduce geomtricdefects. In Proceedings of the 15e Colloque National AIP-Priméca, La Plagne, France, 12–14 April 2017. [Google Scholar]
- Thomas, D. The Development of Design Rules for Selective Laser Melting. Ph.D. Thesis, University of Wales, Cardiff, UK, 2009. [Google Scholar]
- Cheng, B.; Chou, K. Deformation Evaluation of Part Overhang Configurations in Electron Beam Additive Manufacturing. In Proceedings of the ASME 2015 International Manufacturing Science and Engineering Conference, Charlotte, NC, USA, 8–12 June 2015; American Society of Mechanical Engineers: New York, NY, USA, 8–12 June 2015. [Google Scholar]
- Vora, P.; Derguti, F.; Mumtaz, K.; Todd, I.; Hopkinson, N. Investigating a Semi-Solid Processing Technique Using Metal Powder Bed Additive Manufacturing Processes. In Proceedings of the 24th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2013. [Google Scholar]
- Cheng, B.; Lu, P.; Chou, K. Thermomechanical Investigation of Overhang Fabrications In Electron Beam Additive Manufacturing. In Proceedings of the ASME 2014 International Manufacturing Science and Engineering Conference Collocated with the JSME 2014 International Conference on Materials and Processing and the 42nd North American Manufacturing Research Conference, Detroit, MI, USA, 9–13 June 2014; American Society of Mechanical Engineers: New York, NY, USA, 9–13 June 2014. [Google Scholar]
- Järvinen, J.-P.; Matilainen, V.; Li, X.; Piili, H.; Salminen, A.; Mäkelä, I.; Nyrhilä, O. Characterization of effect of support structures in laser additive manufacturing of stainless steel. Phys. Procedia 2014, 56, 72–81. [Google Scholar] [CrossRef]
- Wang, D.; Yang, Y.; Zhang, M.; Lu, J.; Liu, R.; Xiao, D. Study on SLM fabrication of precision metal parts with overhanging structures. In Proceedings of the IEEE 2013 IEEE International Symposium on Assembly and Manufacturing (ISAM), Xi’an, China, 30 July–2 August 2013. [Google Scholar]
- Wang, D.; Mai, S.; Xiao, D.; Yang, Y. Surface quality of the curved overhanging structure manufactured from 316-L stainless steel by SLM. Int. J. Adv. Manuf. Technol. 2016, 86, 781–792. [Google Scholar] [CrossRef]
- Cheng, B.; Chou, K. Geometric consideration of support structures in part overhang fabrications by electron beam additive manufacturing. Comput. -Aided Des. 2015, 69, 102–111. [Google Scholar] [CrossRef]
- Allen, S.; Dutta, D. On the computation of part orientation using support structures in layered manufacturing. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, June 1994. DTIC Document. [Google Scholar]
- Leary, M.; Merli, L.; Torti, F.; Mazur, M.; Brandt, M. Optimal topology for additive manufacture: A method for enabling additive manufacture of support-free optimal structures. Mater. Des. 2014, 63, 678–690. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, D.; Dong, P.; Kucukkoc, I. A lightweight and support-free design method for selective laser melting. Int. J. Adv. Manuf. Technol. 2017, 90, 2943–2953. [Google Scholar] [CrossRef]
- Langelaar, M. Topology optimization of 3D self-supporting structures for additive manufacturing. Addit. Manuf. 2016, 12, 60–70. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Raymont, D. Evaluations of cellular lattice structures manufactured using selective laser melting. Int. J. Mach. Tools Manuf. 2012, 62, 32–38. [Google Scholar] [CrossRef]
- Atzeni, E.; Salmi, A. Study on unsupported overhangs of alsi10mg parts processed by direct metal laser sintering (dmls). J. Manuf. Process. 2015, 20, 500–506. [Google Scholar] [CrossRef]
- Gaynor, A.T.; Guest, J.K. Topology optimization considering overhang constraints: Eliminating sacrificial support material in additive manufacturing through design. Struct. Multidiscip. Optim. 2016, 54, 1157–1172. [Google Scholar] [CrossRef]
- Meisel, N.; Williams, C. An investigation of key design for additive manufacturing constraints in multimaterial three-dimensional printing. J. Mech. Des. 2015, 137, 111406. [Google Scholar] [CrossRef]
- Vayre, B.; Vignat, F.; Villeneuve, F. Identification on some design key parameters for additive manufacturing: Application on electron beam melting. Procedia CIRP 2013, 7, 264–269. [Google Scholar] [CrossRef]
- Vora, P.; Mumtaz, K.; Todd, I.; Hopkinson, N. AlSi12 in-situ alloy formation and residual stress reduction using anchorless selective laser melting. Addit. Manuf. 2015, 7, 12–19. [Google Scholar] [CrossRef]
- Cheng, B.; Chou, K. Thermal Stresses Associated with Part Overhang Geometry in Electron Beam Additive Manufacturing: Process Parameter Effects. In Proceedings of the 25th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 9–11 August 2014. [Google Scholar]
- Chou, Y.-S.; Cooper, K. Systems and Methods for Designing and Fabricating Contact-Free Support Structures for Overhang Geometries of Parts in Powder-Bed Metal Additive Manufacturing. U.S. Patent 14276345, 13 May 2014. [Google Scholar]
- Canellidis, V.; Giannatsis, J.; Dedoussis, V. Genetic-algorithm-based multi-objective optimization of the build orientation in stereolithography. Int. J. Adv. Manuf. Technol. 2009, 45, 714–730. [Google Scholar] [CrossRef]
- Lan, P.-T.; Chou, S.-Y.; Chen, L.-L.; Gemmill, D. Determining fabrication orientations for rapid prototyping with stereolithography apparatus. Comput.-Aided Des. 1997, 29, 53–62. [Google Scholar]
- Hu, K.; Zhang, X.; Wang, C.C. Direct computation of minimal rotation for support slimming. In Proceedings of the 2015 IEEE International Conference on Automation Science and Engineering (CASE), Gothenburg, Sweden, 24–28 August 2015. [Google Scholar]
- Ezair, B.; Massarwi, F.; Elber, G. Orientation analysis of 3D objects toward minimal support volume in 3D-printing. Comput. Graph. 2015, 51, 117–124. [Google Scholar] [CrossRef]
- Hu, K.; Jin, S.; Wang, C.C. Support slimming for single material based additive manufacturing. Comput.-Aided Des. 2015, 65, 1–10. [Google Scholar] [CrossRef]
- Mumtaz, K.; Vora, P.; Hopkinson, N. A method to eliminate anchors/supports from directly laser melted metal powder bed processes. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2011. [Google Scholar]
- Wu, C.; Dai, C.; Fang, G.; Liu, Y.-J.; Wang, C. RoboFDM: A robotic system for support-free fabrication using FDM. In Proceedings of the 2017 IEEE International Conference on Robotics and Automation (ICRA), Singapore, 29 May–3 June 2017. [Google Scholar]
- Guo, X.; Zhou, J.; Zhang, W.; Du, Z.; Liu, C.; Liu, Y. Self-supporting structure design in additive manufacturing through explicit topology optimization. Comput. Methods Appl. Mech. Eng. 2017, 323, 27–63. [Google Scholar] [CrossRef]
- Dunbar, A.J. Analysis of the Laser Powder Bed Fusion Additive Manufacturing Process through Experimental Measurement and Finite Element Modeling. Ph.D. Thesis, The Pennsylvania State University, University Park, PA, USA, 1 March 2016. [Google Scholar]
- Koike, M.; Martinez, K.; Guo, L.; Chahine, G.; Kovacevi, R.; Okabe, T. Evaluation of titanium alloy fabricated using electron beam melting system for dental applications. J. Mater. Process. Technol. 2011, 211, 1400–1408. [Google Scholar] [CrossRef]
- Karlsson, J. Optimization of Electron Beam Melting for Production of Small Components in Biocompatible Titanium Grades; Acta Universitatis Upsaliensis: Uppsala, Sweden, 2015. [Google Scholar]
- Mohammad, A.; Al-Ahmari, A.; Alfaify, A.; Mohammed, M.K. Effect of melt parameters on density and surface roughness in electron beam melting of gamma titanium aluminide alloy. Rapid Prototyp. J. 2017, 23, 474–485. [Google Scholar] [CrossRef]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | C | Fe | O | Ti |
|---|---|---|---|---|---|---|
| Weight % | 6.04 | 4.05 | 0.013 | 0.0107 | 0.13 | Bal. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ameen, W.; Al-Ahmari, A.; Mohammed, M.K.; Mian, S.H. Manufacturability of Overhanging Holes Using Electron Beam Melting. Metals 2018, 8, 397. https://doi.org/10.3390/met8060397
Ameen W, Al-Ahmari A, Mohammed MK, Mian SH. Manufacturability of Overhanging Holes Using Electron Beam Melting. Metals. 2018; 8(6):397. https://doi.org/10.3390/met8060397
Chicago/Turabian StyleAmeen, Wadea, Abdulrahman Al-Ahmari, Muneer Khan Mohammed, and Syed Hammad Mian. 2018. "Manufacturability of Overhanging Holes Using Electron Beam Melting" Metals 8, no. 6: 397. https://doi.org/10.3390/met8060397
APA StyleAmeen, W., Al-Ahmari, A., Mohammed, M. K., & Mian, S. H. (2018). Manufacturability of Overhanging Holes Using Electron Beam Melting. Metals, 8(6), 397. https://doi.org/10.3390/met8060397