Evolution of the Microstructure and Lamellar Orientation of a β-Solidifying γ-TiAl-Based Alloy during Hot Compression




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
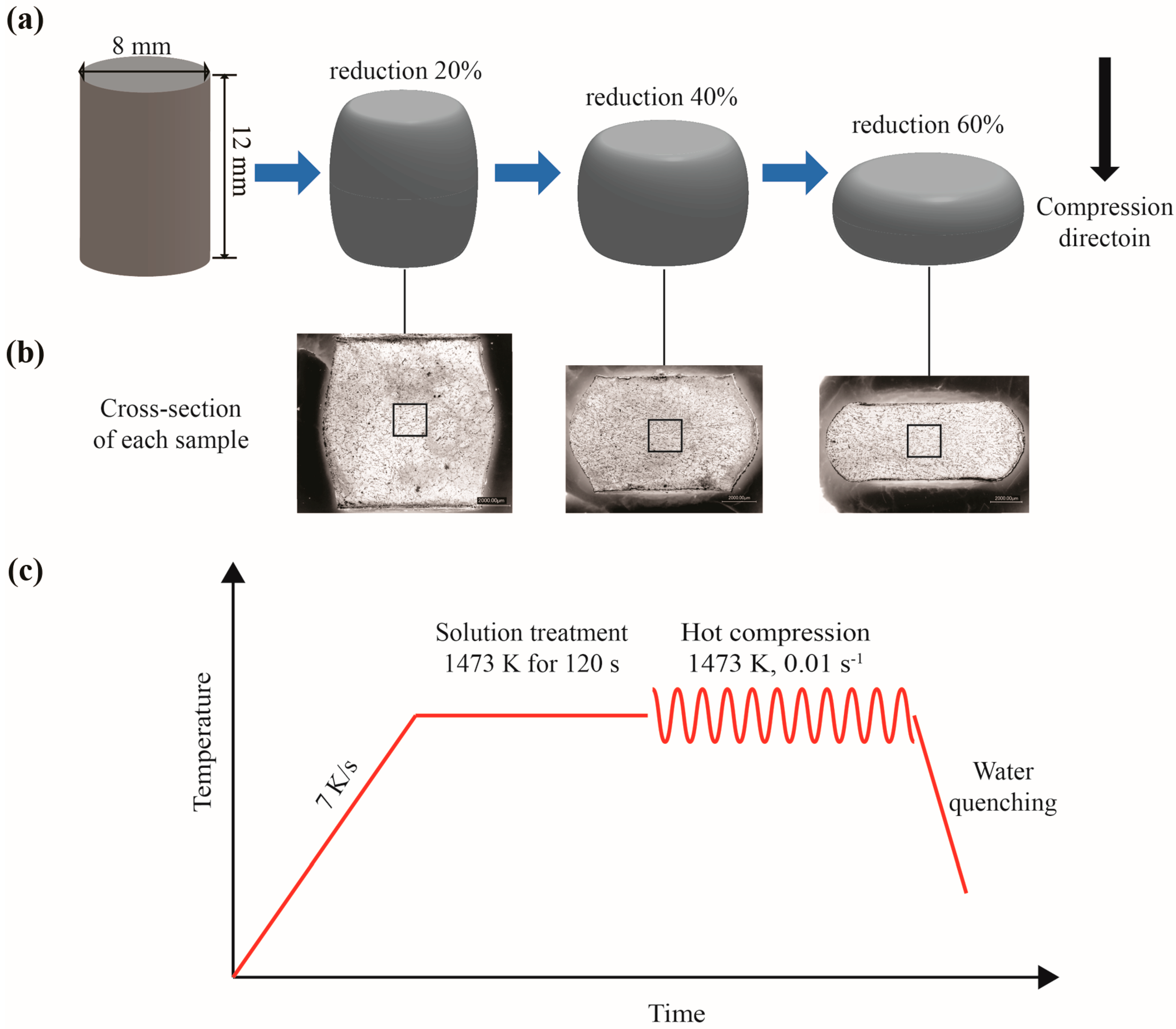
2. Materials and Methods
3. Resultsand Discussion
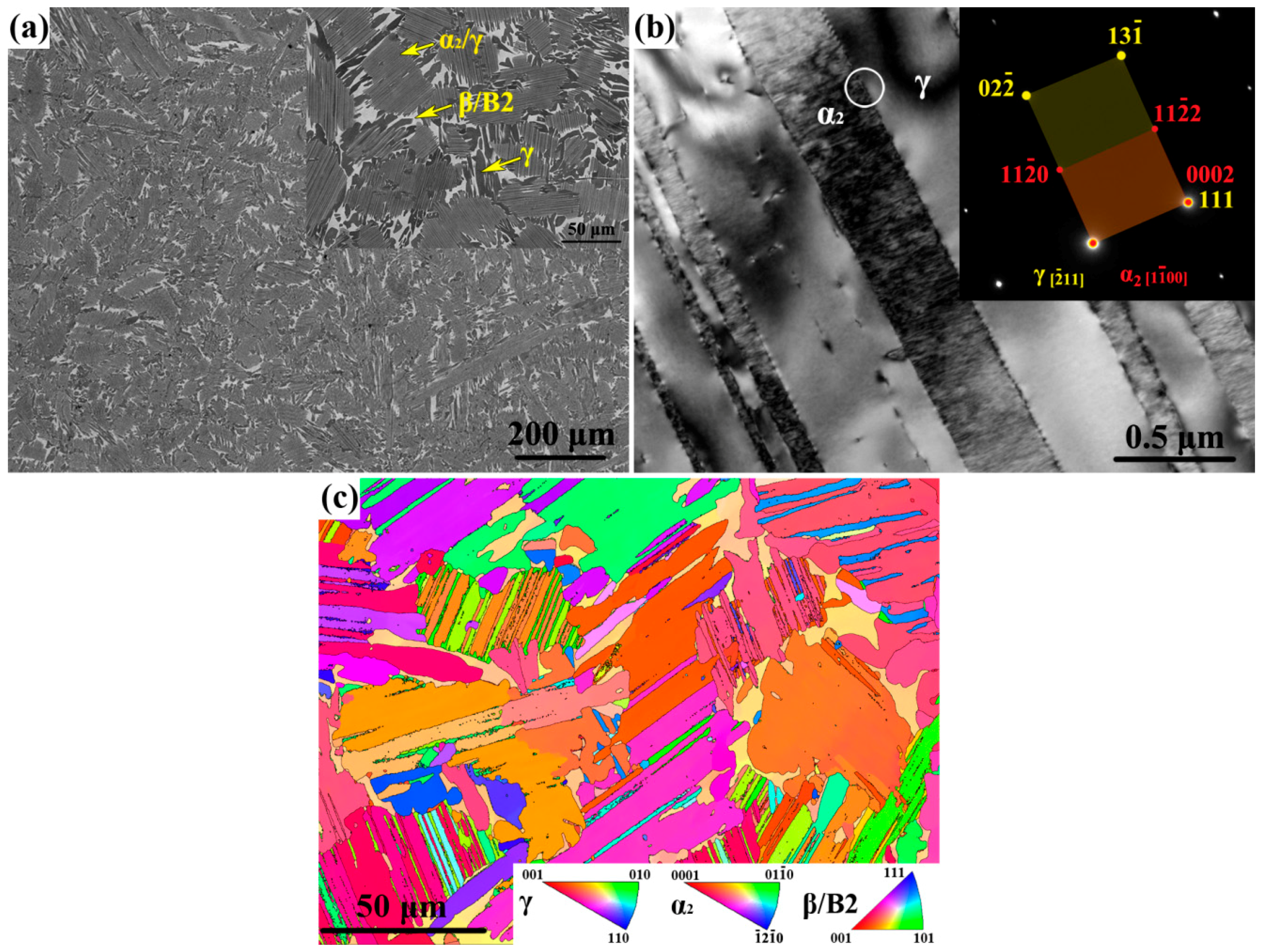
3.1. Initial Microstructure
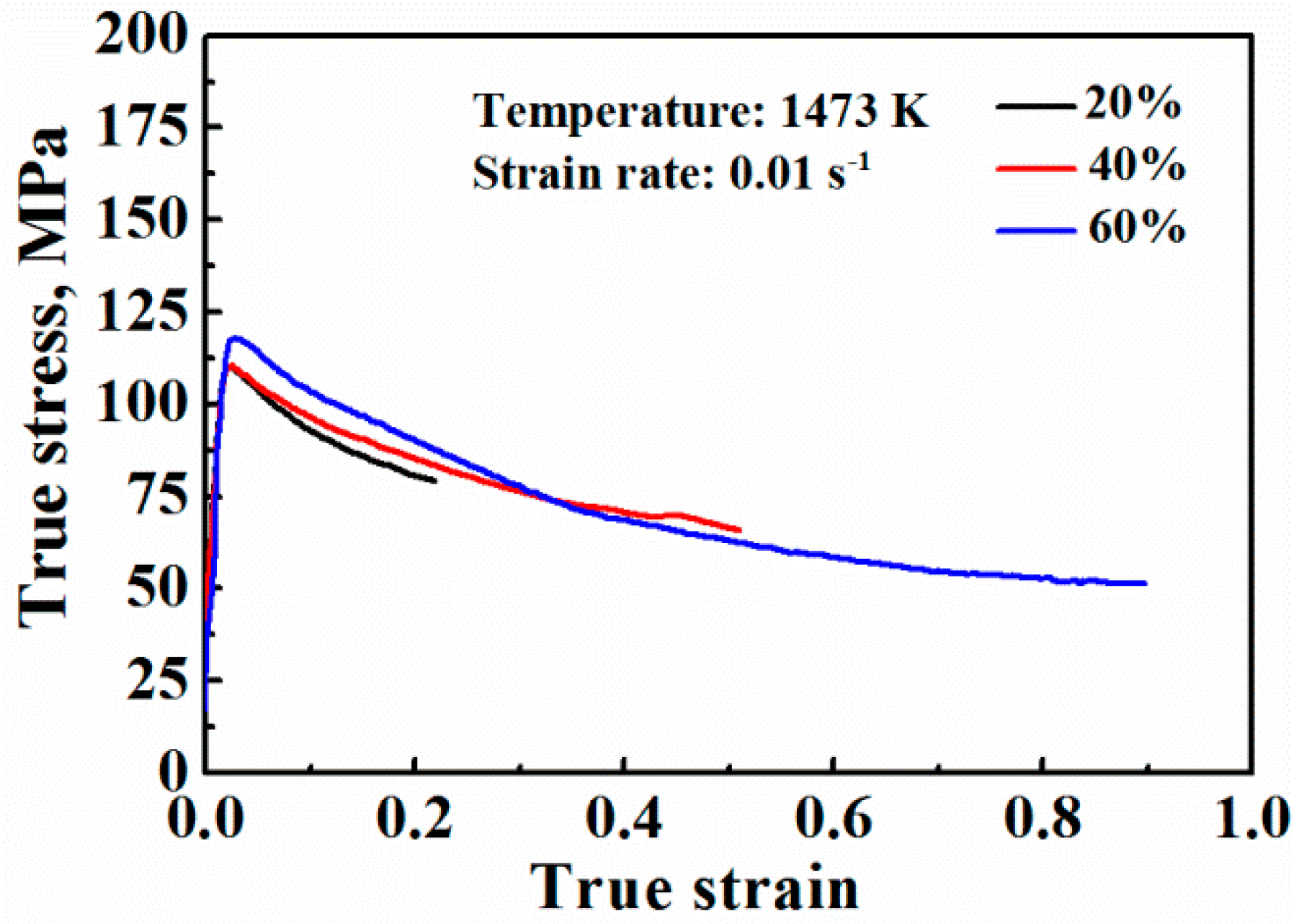
3.2. Uniaxial Hot Compression Tests
3.3. Microstructure Evolution
3.4. Lamellar Orientation Evolution
4. Conclusions
- The S-S curves showed a pronounced stress peak, and with increasing strain, the flow stress continuously decreased until it reached a steady-state plateau. The dynamic softening of the S-S curves was caused by the DRX process, flow localization, and phase transitions.
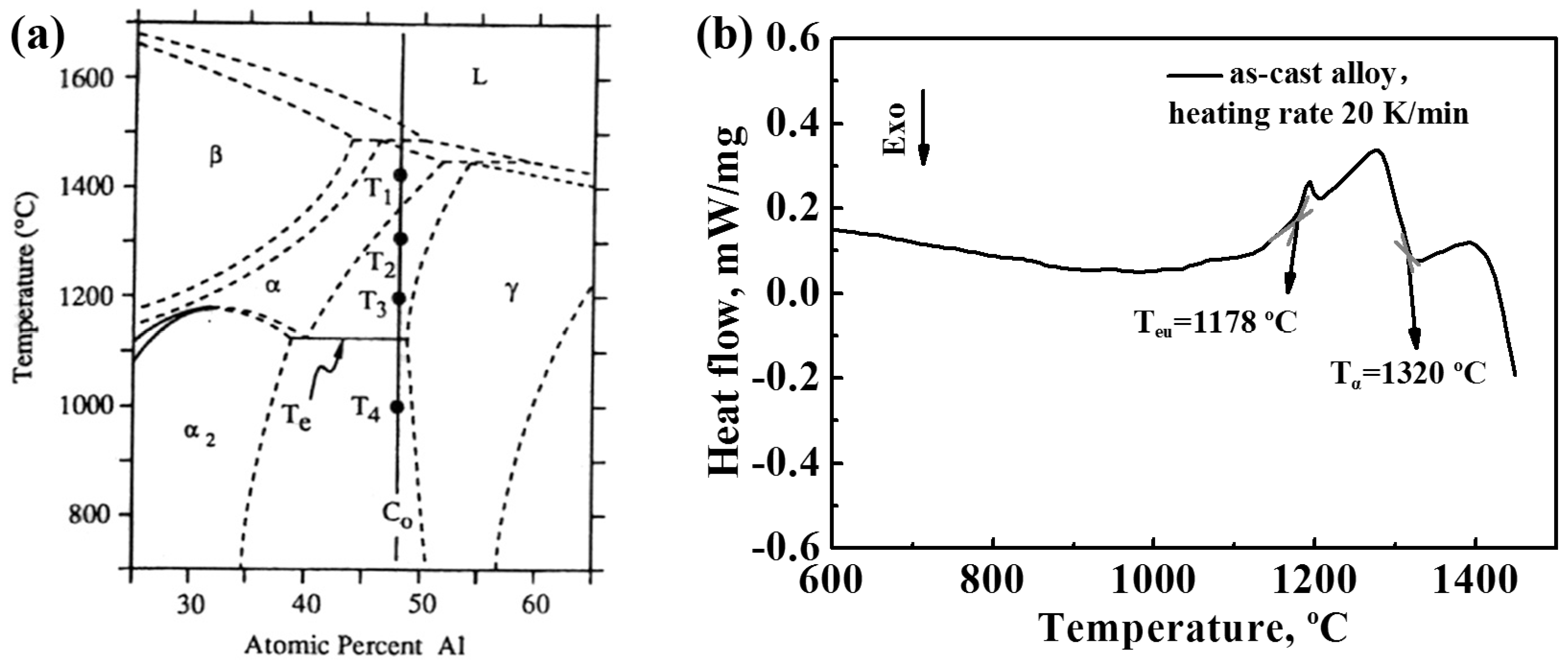
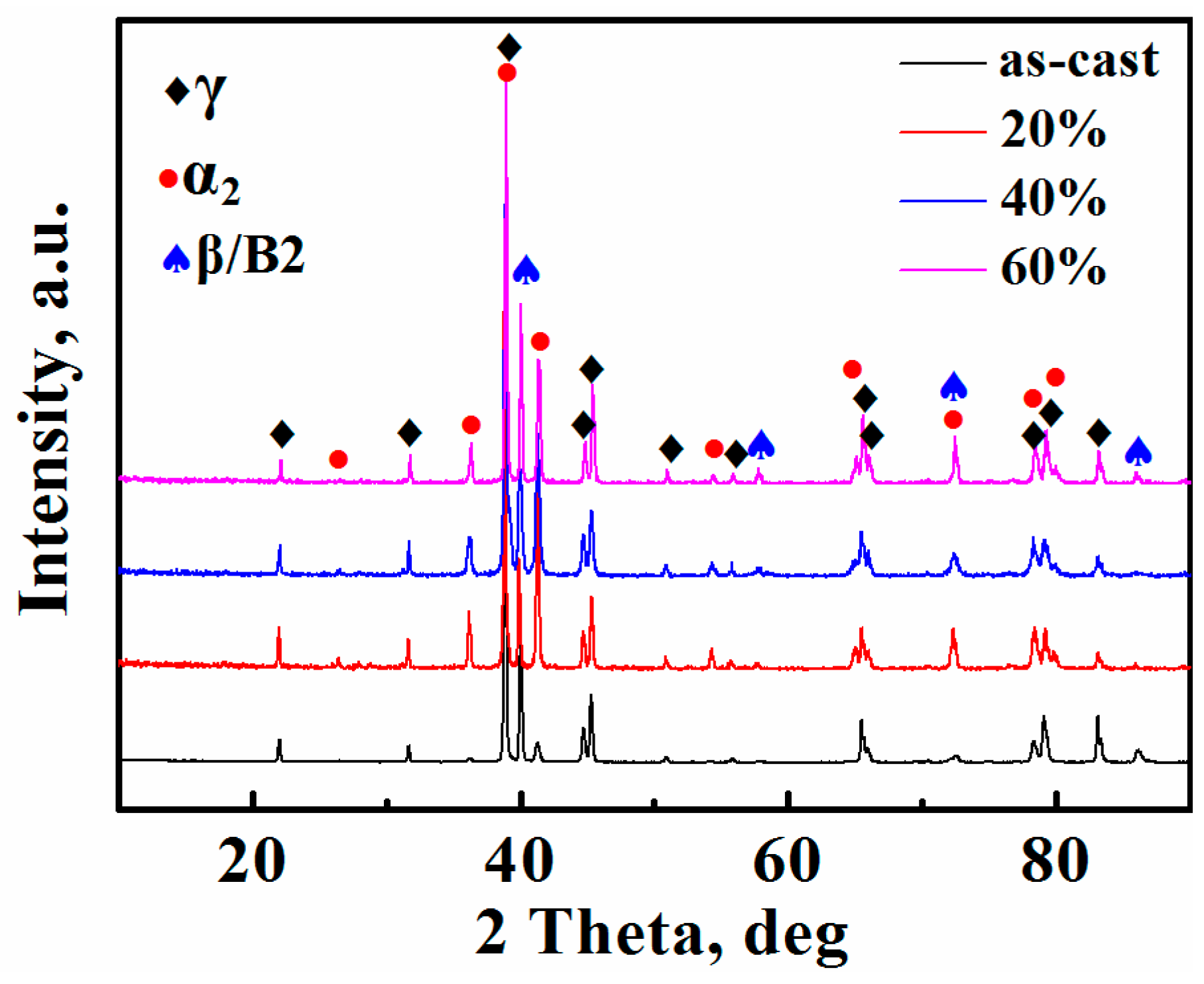
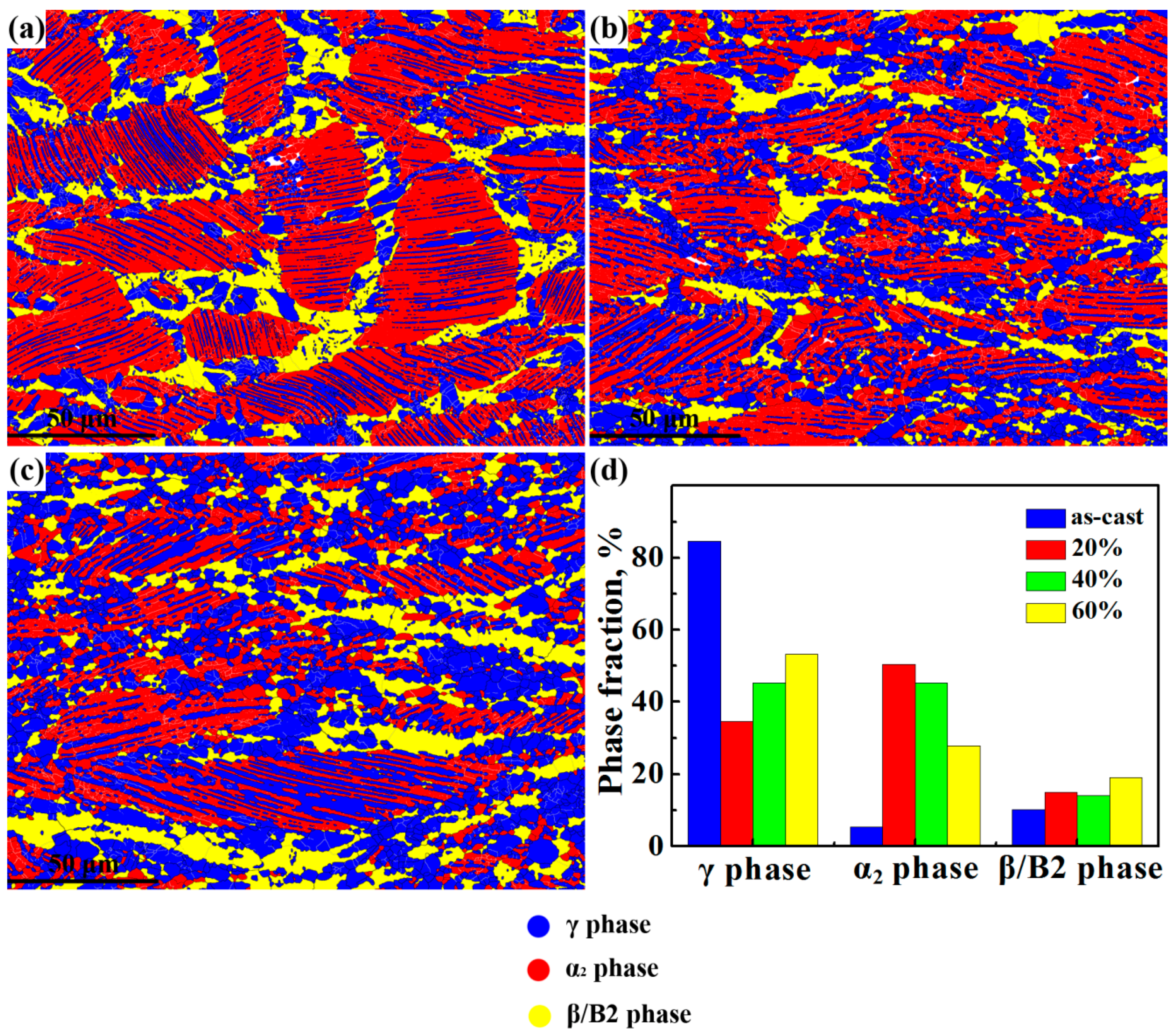
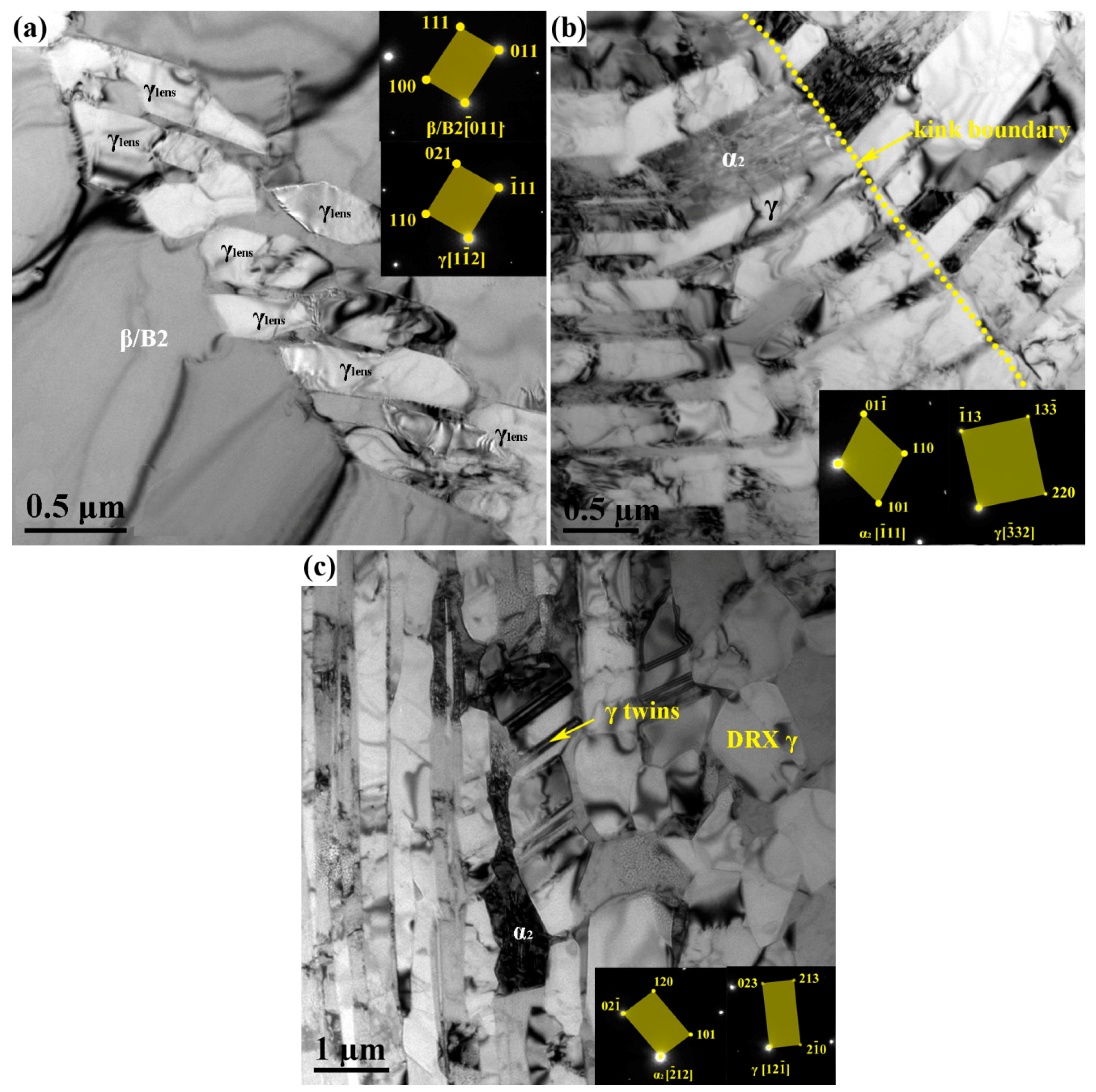
- With anincrease in deformation, the content of the γ phase increased, whereasthe content of the α2 phase remarkablydecreased. For the β/B2 phase, the regularity was not apparent. The phase transitions β/B2→γ transition and α2/γ lamellae→γ+β/B2 transition occurred simultaneously during the deformation at 1473 K.
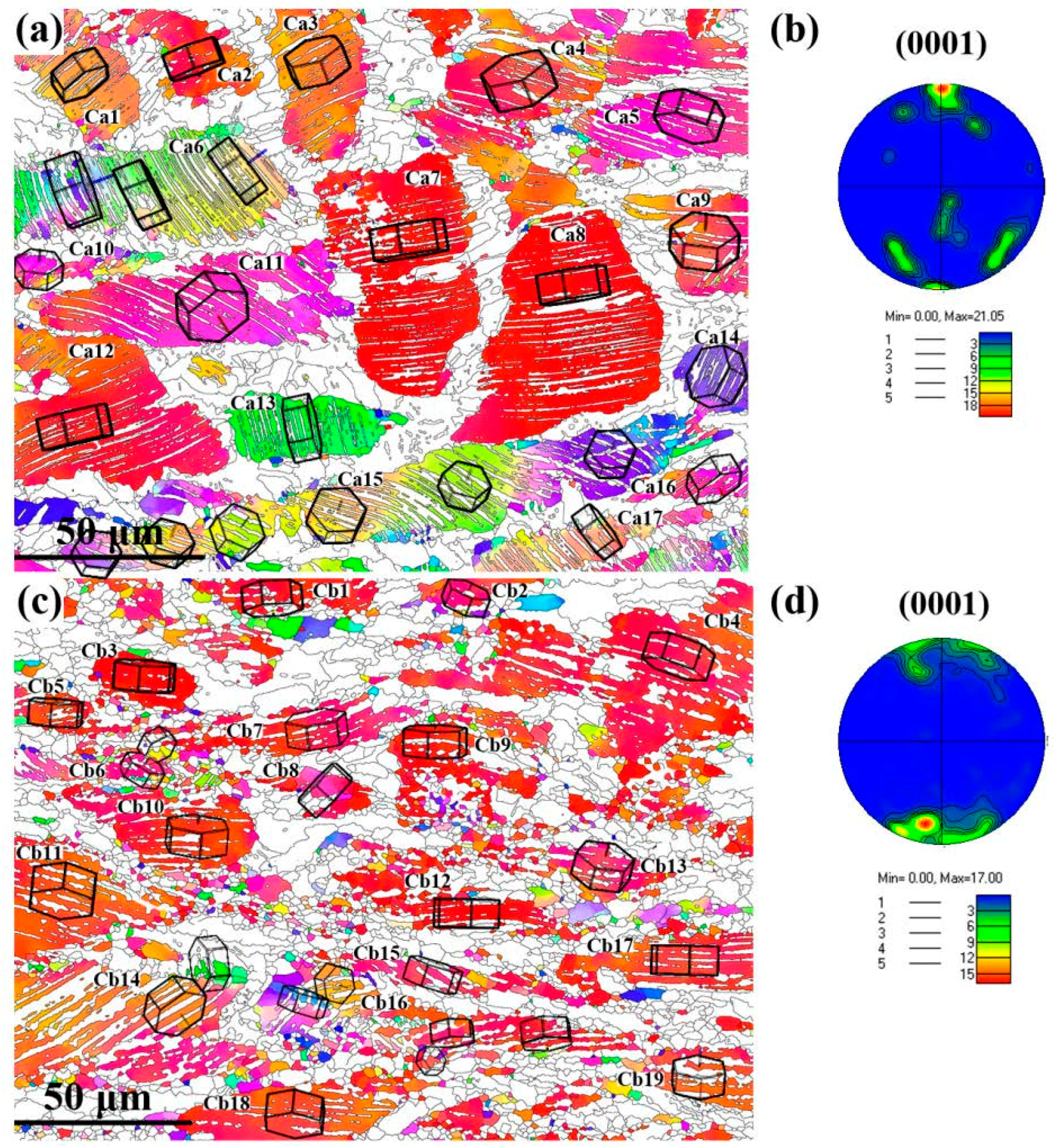
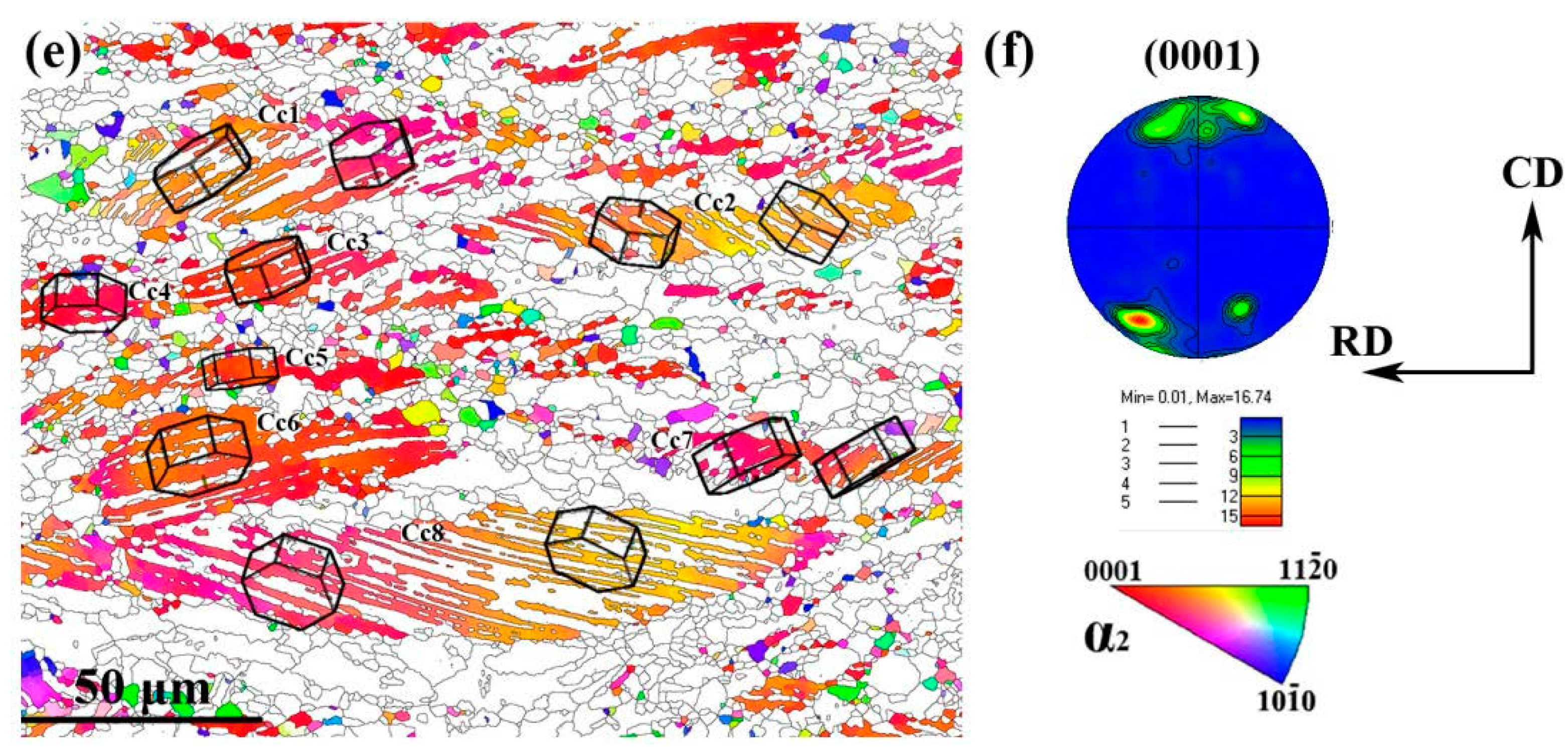
- The deformation behavior of the colonies exhibited anisotropy. The colonies in hard mode II spheroidized and retained their own orientation, whereas the colonies in hard mode I transformed to colonies in soft mode by kinking. The colonies in soft mode rotated close to the orientation in hard mode II. The remnant colonies were close to hard mode II.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Appel, F.; Paul, J.D.H.; Oehring, M. Gamma Titanium Aluminide Alloys: Science and Technology; Wiley-VCH: Weinheim, Germany, 2011. [Google Scholar]
- Kim, Y.-W. Gamma titanium aluminides. JOM 1995, 47, 38. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Advanced intermetallic TiAl alloys. Mater. Sci. Forum 2017, 879, 113–118. [Google Scholar] [CrossRef]
- Clemens, H.; Wallgram, W.; Kremmer, S.; Güther, V.; Otto, A.; Bartels, A. Design of novel β-solidifying TiAl alloys with adjustable β/B2-phase fraction and excellent hot-workability. Adv. Eng. Mater. 2008, 10, 707–713. [Google Scholar] [CrossRef]
- Kim, Y.-W.; Dimiduk, D.M. Progress in the understanding of gamma titanium aluminides. JOM 1991, 43, 40–47. [Google Scholar] [CrossRef]
- Fujitsuna, N.; Ohyama, H.; Miyamoto, Y.; Ashida, Y. Isothermal forging of TiAl-based intermetallic compounds. ISIJ Int. 1991, 31, 1147–1153. [Google Scholar] [CrossRef]
- Tetsui, T.; Shindo, K.; Kaji, S.; Kobayashi, S.; Takeyama, M. Fabrication of TiAl components by means of hot forging and machining. Intermetallics 2005, 13, 971–978. [Google Scholar] [CrossRef]
- Liu, R.; Liu, D.; Tan, J.; Cui, Y.; Yang, R.; Liu, F.; Withey, P.A. Textures of rectangular extrusions and their effects on the mechanical properties of thermo-mechanically treated, lamellar microstructure, Ti-47Al-2Cr-2Nb-0.15B. Intermetallics 2014, 52, 110–123. [Google Scholar] [CrossRef]
- Zhou, H.; Kong, F.; Wu, K.; Wang, X.; Chen, Y. Hot pack rolling nearly lamellar Ti-44Al-8Nb-(W, B, Y) alloy with different rolling reductions: Lamellar colonies evolution and tensile properties. Mater. Des. 2017, 121, 202–212. [Google Scholar] [CrossRef]
- Appel, F.; Clemens, H.; Fischer, F.D. Modeling concepts for intermetallic titanium aluminides. Prog. Mater. Sci. 2016, 81, 55–124. [Google Scholar] [CrossRef]
- Inui, H.; Oh, M.H.; Nakamura, A.; Yamaguchi, M. Room-temperature tensile deformation of polysynthetically twinned (PST) crystals of TiAl. Acta Metall. Mater. 1992, 40, 3095–3104. [Google Scholar] [CrossRef]
- Kishida, K.; Inui, H.; Yamaguchi, M. Deformation of PST crystals of a TiAl/Ti3Al two-phase alloy at 1000 °C. Intermetallics 1999, 7, 1131–1139. [Google Scholar] [CrossRef]
- Brockman, R.A. Analysis of elastic-plastic deformation in TiAl polycrystals. Int. J. Plast. 2003, 19, 1749–1772. [Google Scholar] [CrossRef]
- Rester, M.; Fischer, F.; Kirchlechner, C.; Schmoelzer, T.; Clemens, H.; Dehm, G. Deformation mechanisms in micron-sized PSTTiAl compression samples: Experiment and model. Acta Mater. 2011, 59, 3410–3421. [Google Scholar] [CrossRef]
- Edwards, T.E.J.; Di Gioacchino, F.; Muñoz-Moreno, R.; Clegg, W.J. Deformation of lamellar TiAl alloys by longitudinal twinning. Scr. Mater. 2016, 118, 46–50. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Clemens, H.; Lindemann, J.; Stark, A.; Mayer, S. Hot-working behavior of an advanced intermetallic multi-phase γ-TiAl based alloy. Mater. Sci. Eng. A 2014, 614, 297–310. [Google Scholar] [CrossRef] [Green Version]
- Kainuma, R.; Fujita, Y.; Mitsui, H.; Ohnuma, I.; Ishida, K. Phase equilibria among α (hcp), β (bcc) and γ (l10) phases in Ti–Al base ternary alloys. Intermetallics 2000, 8, 855–867. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Design, processing, microstructure, properties, and applications of advanced intermetallic TiAl alloys. Adv. Eng. Mater. 2013, 15, 191–215. [Google Scholar] [CrossRef]
- Blackburn, M.J. Some aspects of phase transformations in titanium alloys. Sci. Technol. Appl. Titan. 1970, 639–642. [Google Scholar] [CrossRef]
- Prasad, Y.; Rao, K.; Sasidhar, S. Hot Working Guide: A Compendium of Processing Maps; ASM International: Materials Park, OH, USA, 2015. [Google Scholar]
- Niu, H.Z.; Chen, Y.F.; Zhang, Y.S.; Lu, J.W.; Zhang, W.; Zhang, P.X. Phase transformation and dynamic recrystallization behavior of a β-solidifying γ-TiAl alloy and its wrought microstructure control. Mater. Des. 2016, 90, 196–203. [Google Scholar] [CrossRef]
- Kothari, K.; Radhakrishnan, R.; Wereley, N.M. Advances in gamma titanium aluminides and their manufacturing techniques. Prog. Aerosp. Sci. 2012, 55, 1–16. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Clemens, H.; Mayer, S.; Lindemann, J.; Klose, J.; Smarsly, W.; Güther, V. Microstructural design and mechanical properties of a cast and heat-treated intermetallic multi-phase γ-TiAl based alloy. Intermetallics 2014, 44, 128–140. [Google Scholar] [CrossRef]
- Niu, H.Z.; Chen, Y.Y.; Zhang, Y.S.; Lu, J.W.; Zhang, W.; Zhang, P.X. Producing fully-lamellar microstructure for wrought beta-gamma TiAl alloys without single α-phase field. Intermetallics 2015, 59, 87–94. [Google Scholar] [CrossRef]
- Imayev, R.; Imayev, V.; Oehring, M.; Appel, F. Microstructural evolution during hot working of Ti aluminide alloys: Influence of phase constitution and initial casting texture. Mater. Trans. A 2005, 36, 859–867. [Google Scholar] [CrossRef]
- Hao, Y.; Liu, J.; Li, S.; Li, J.; Liu, X.; Feng, X. Effects of nano-twinning on the deformation and mechanical behaviours of TiAl alloys with distinct microstructure at elevated loading temperatures. Mater. Sci. Eng. A 2017, 705, 210–218. [Google Scholar] [CrossRef]
- Patriarca, L.; Filippini, M.; Beretta, S. Digital image correlation-based analysis of strain accumulation on a duplex γ-TiAl. Intermetallics 2016, 75, 42–50. [Google Scholar] [CrossRef]










© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, K.; Qu, S.; Feng, A.; Sun, J.; Shen, J. Evolution of the Microstructure and Lamellar Orientation of a β-Solidifying γ-TiAl-Based Alloy during Hot Compression. Metals 2018, 8, 445. https://doi.org/10.3390/met8060445
Zhu K, Qu S, Feng A, Sun J, Shen J. Evolution of the Microstructure and Lamellar Orientation of a β-Solidifying γ-TiAl-Based Alloy during Hot Compression. Metals. 2018; 8(6):445. https://doi.org/10.3390/met8060445
Chicago/Turabian StyleZhu, Kai, Shoujiang Qu, Aihan Feng, Jingli Sun, and Jun Shen. 2018. "Evolution of the Microstructure and Lamellar Orientation of a β-Solidifying γ-TiAl-Based Alloy during Hot Compression" Metals 8, no. 6: 445. https://doi.org/10.3390/met8060445
APA StyleZhu, K., Qu, S., Feng, A., Sun, J., & Shen, J. (2018). Evolution of the Microstructure and Lamellar Orientation of a β-Solidifying γ-TiAl-Based Alloy during Hot Compression. Metals, 8(6), 445. https://doi.org/10.3390/met8060445