Mechanical and Microstructural Features of Plasma Cut Edges in a 15 mm Thick S460M Steel Plate

 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Metallography
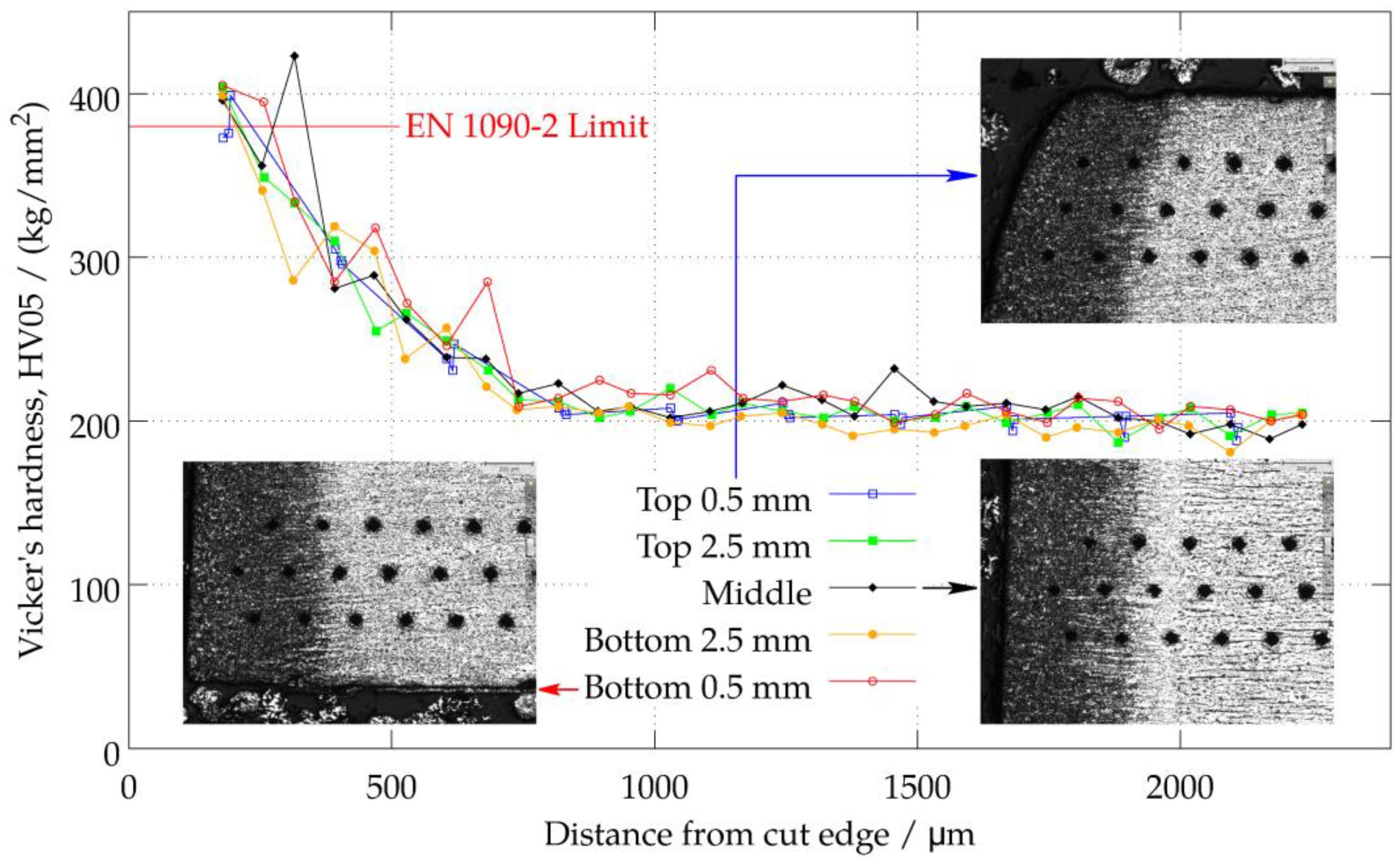
3.2. Microhardness
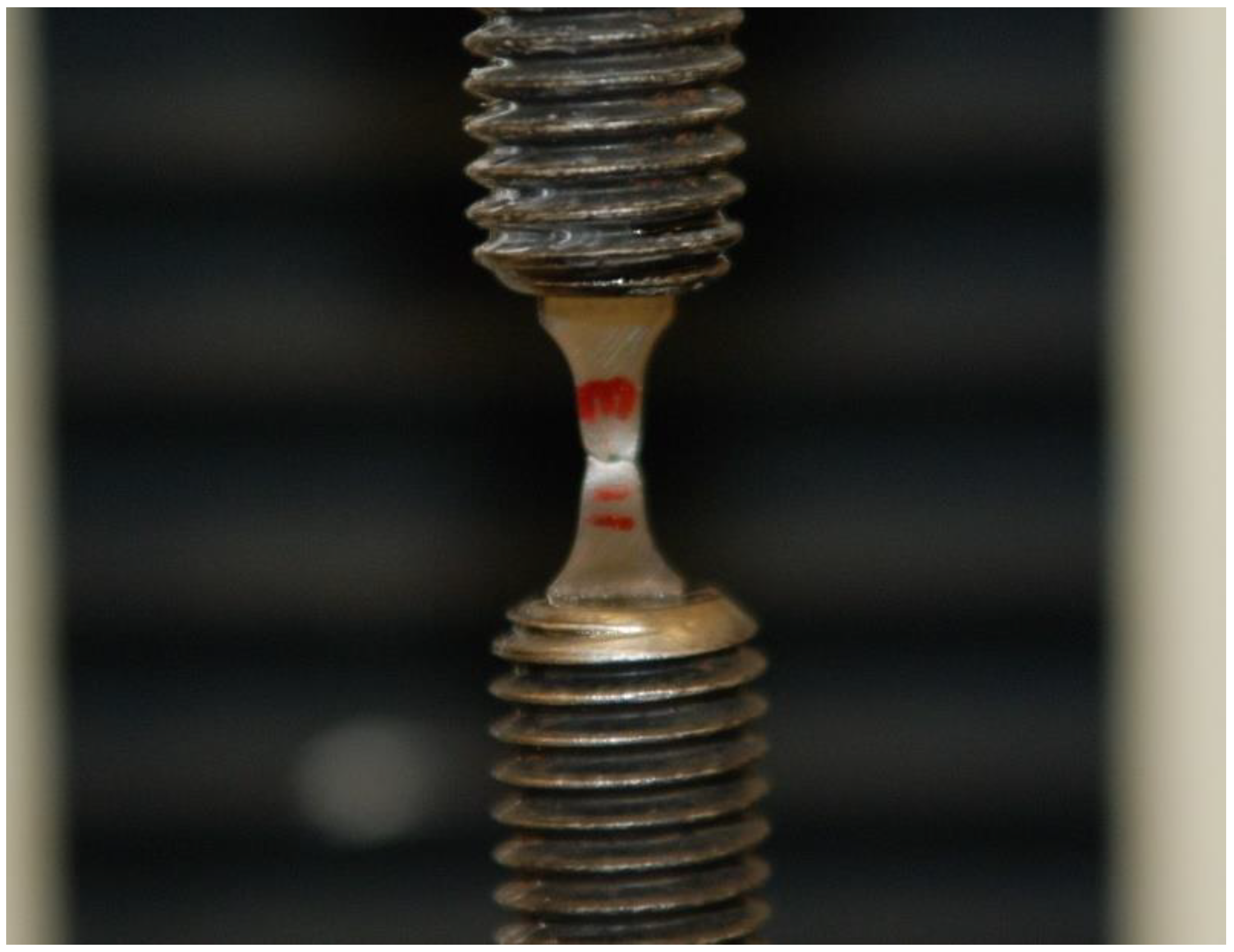
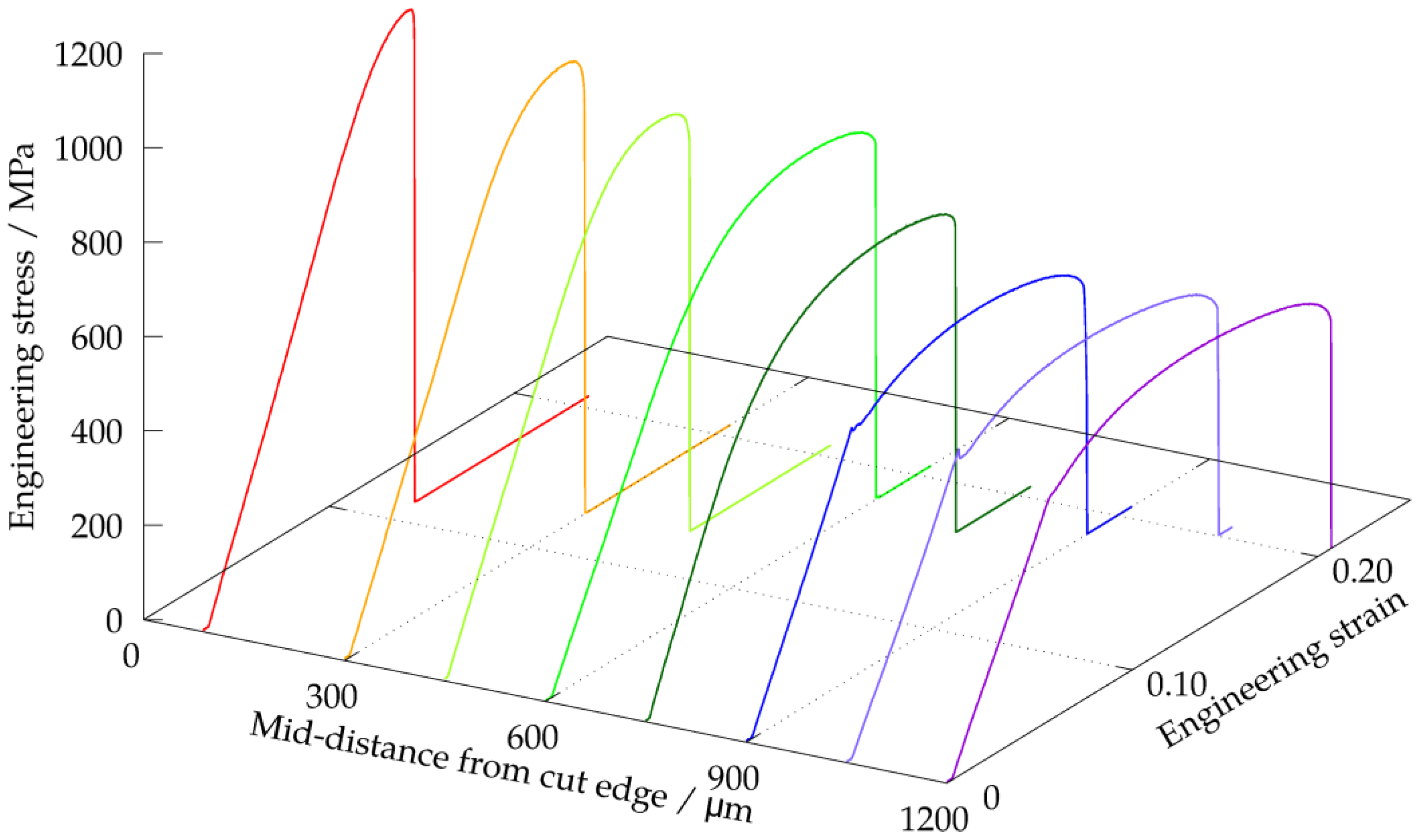
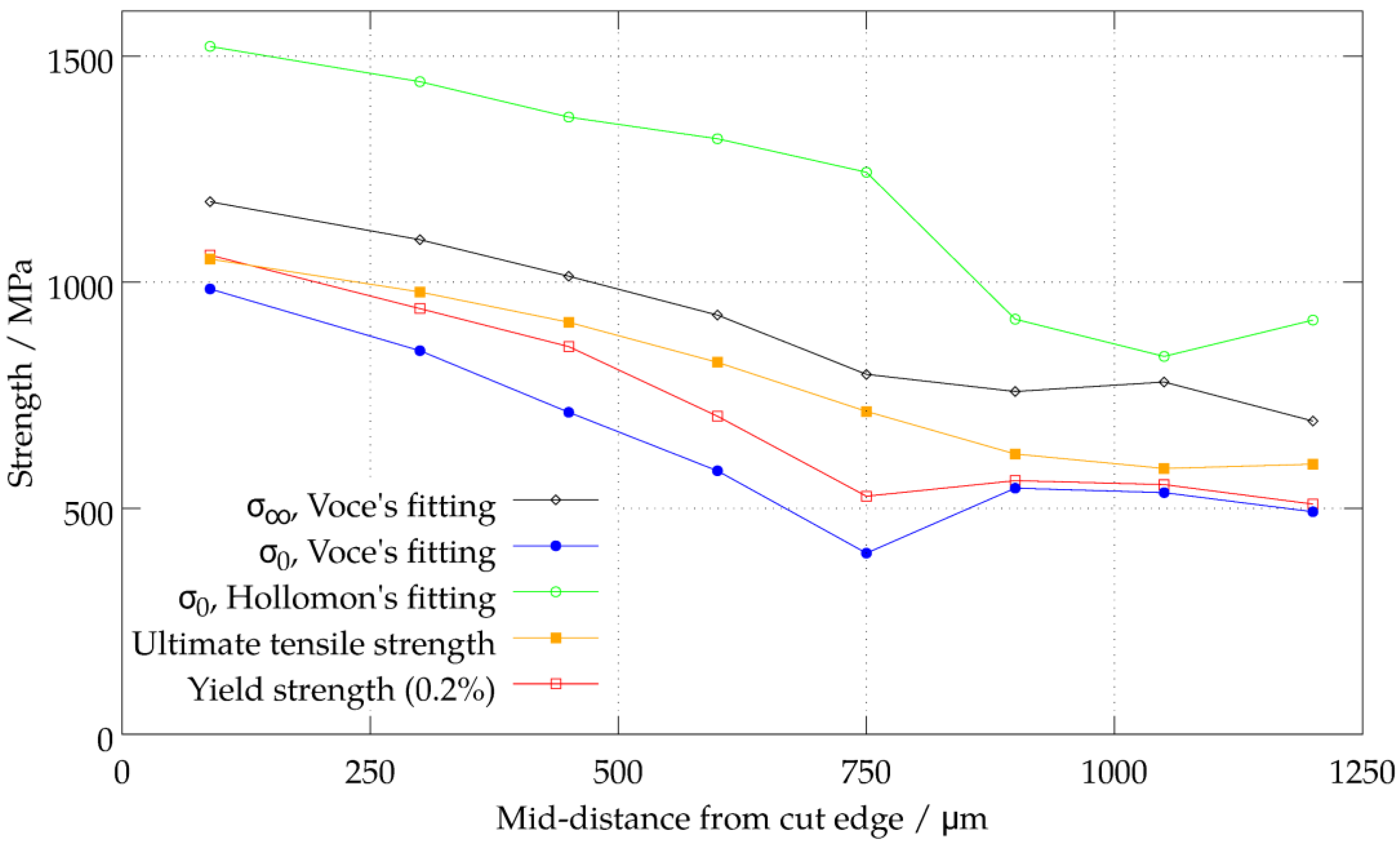
3.3. Mini-Tensile Tests
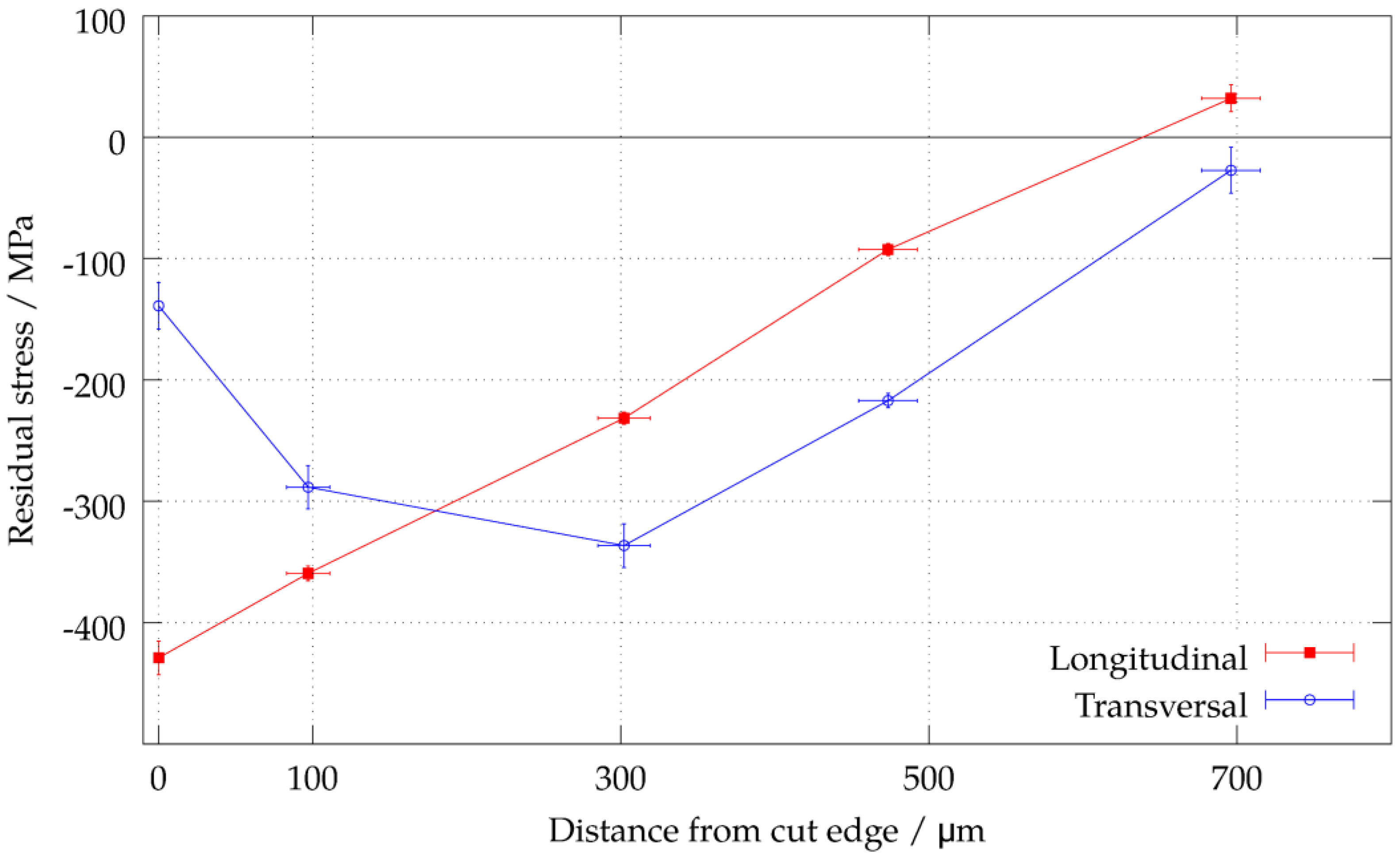
3.4. Residual Stresses
4. Conclusions
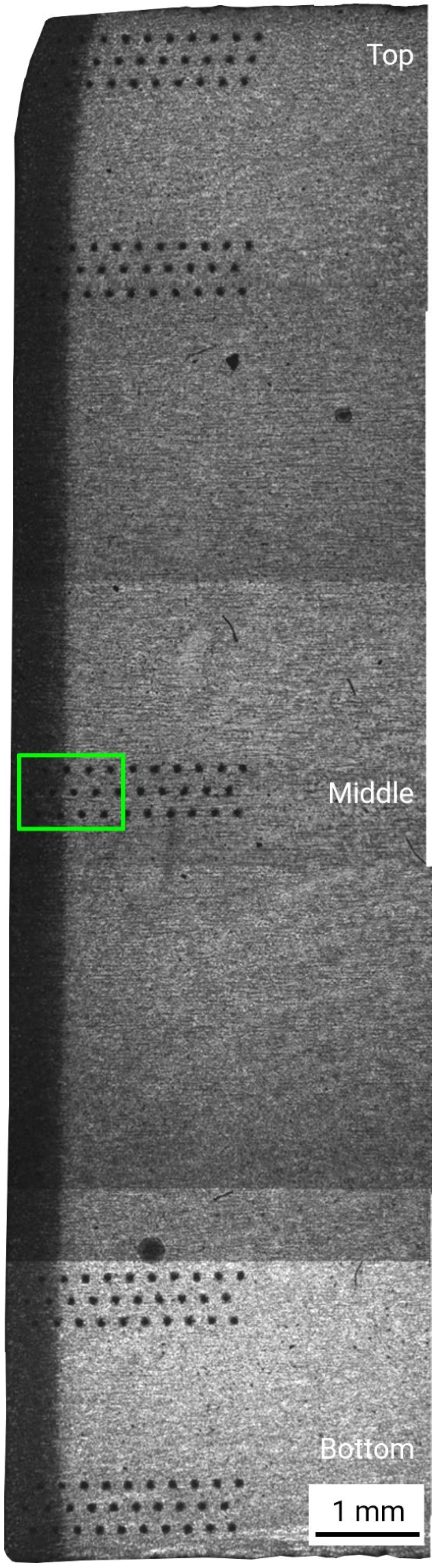
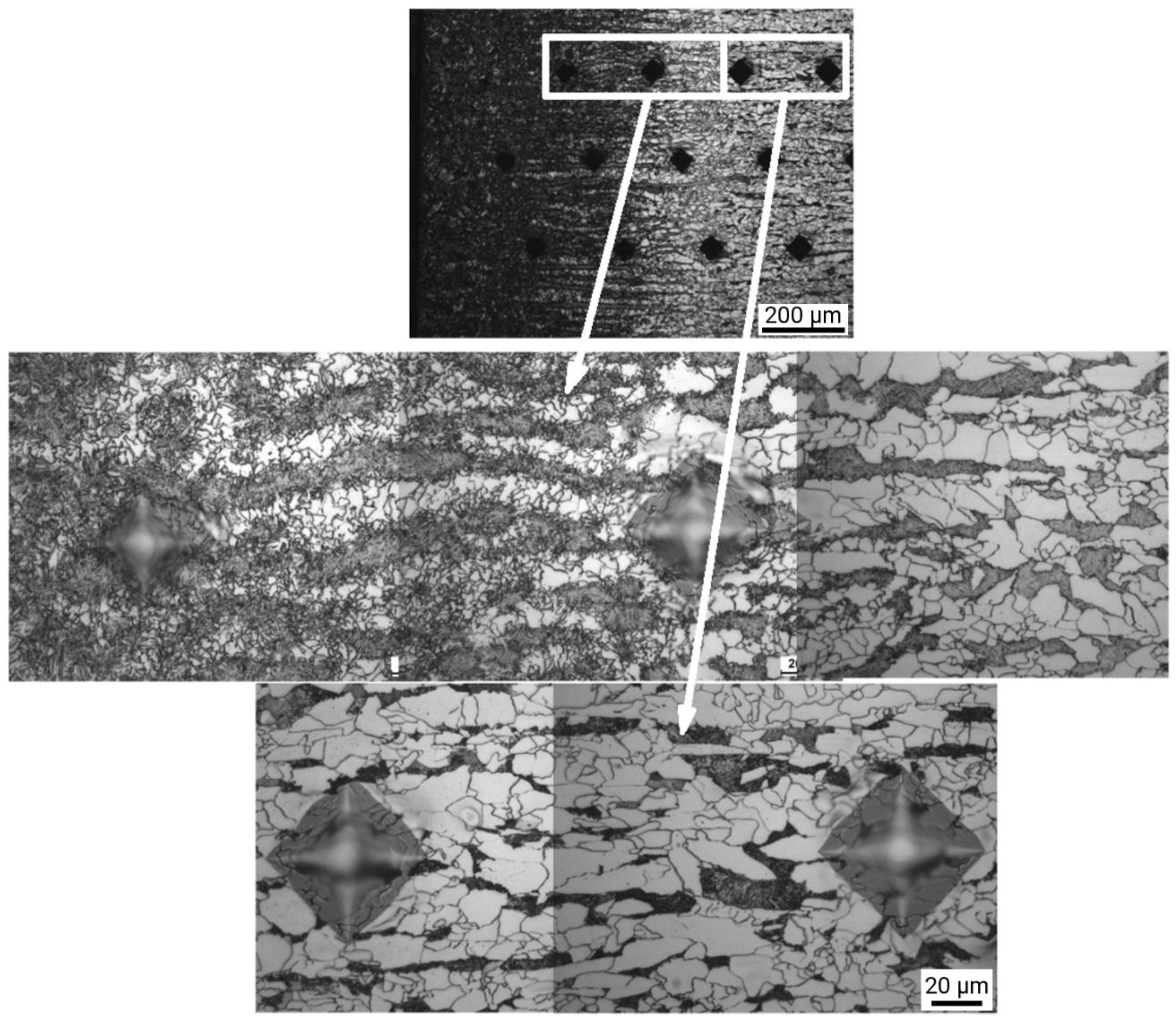
- The Cut Heat Affected Zone (CHAZ) generated by plasma cutting is quite narrow (around 700 μm and, in any case, lower than 1 mm) and quite uniform across the entire thickness of the cut. These results agree with metallographic observations and microhardness measurements.
- The hardness measured (HV05) on the surface of the cutting edge is slightly higher than the limit set in the standard EN 1090-2 [21] (although it does not seem to affect bend behavior).
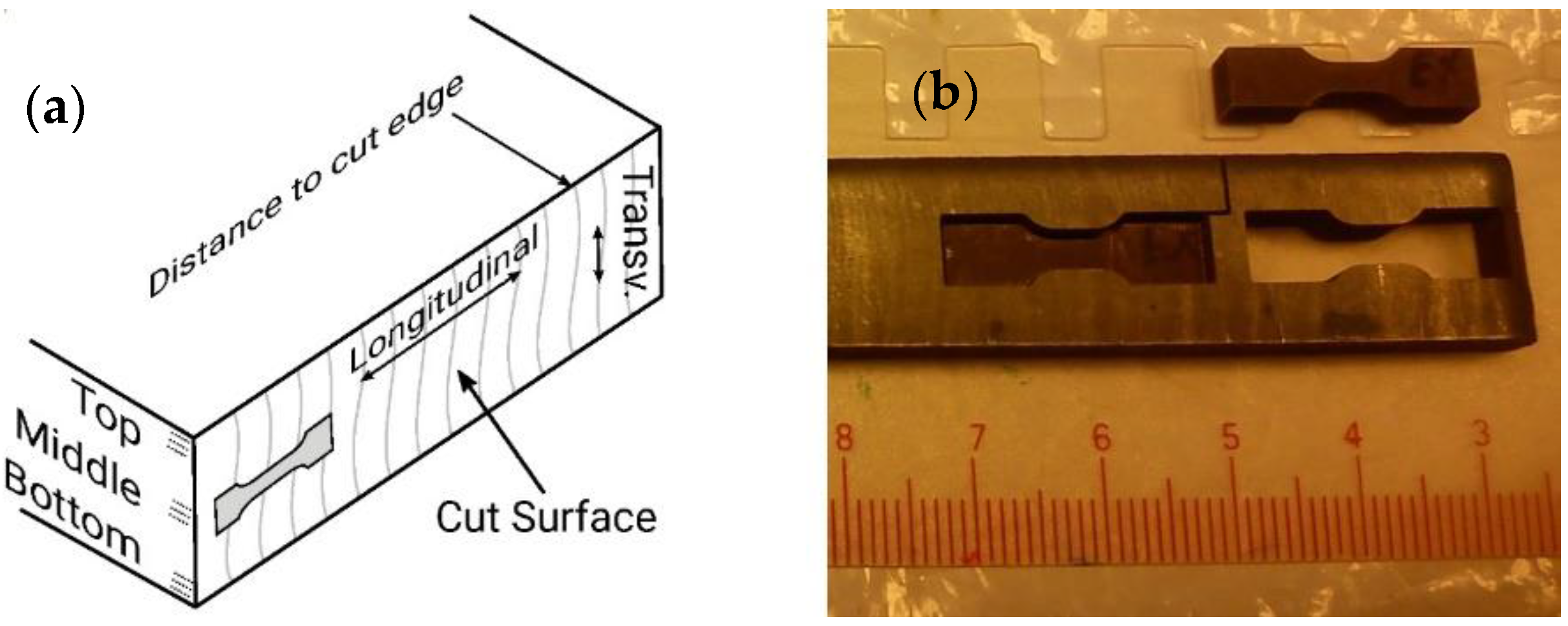
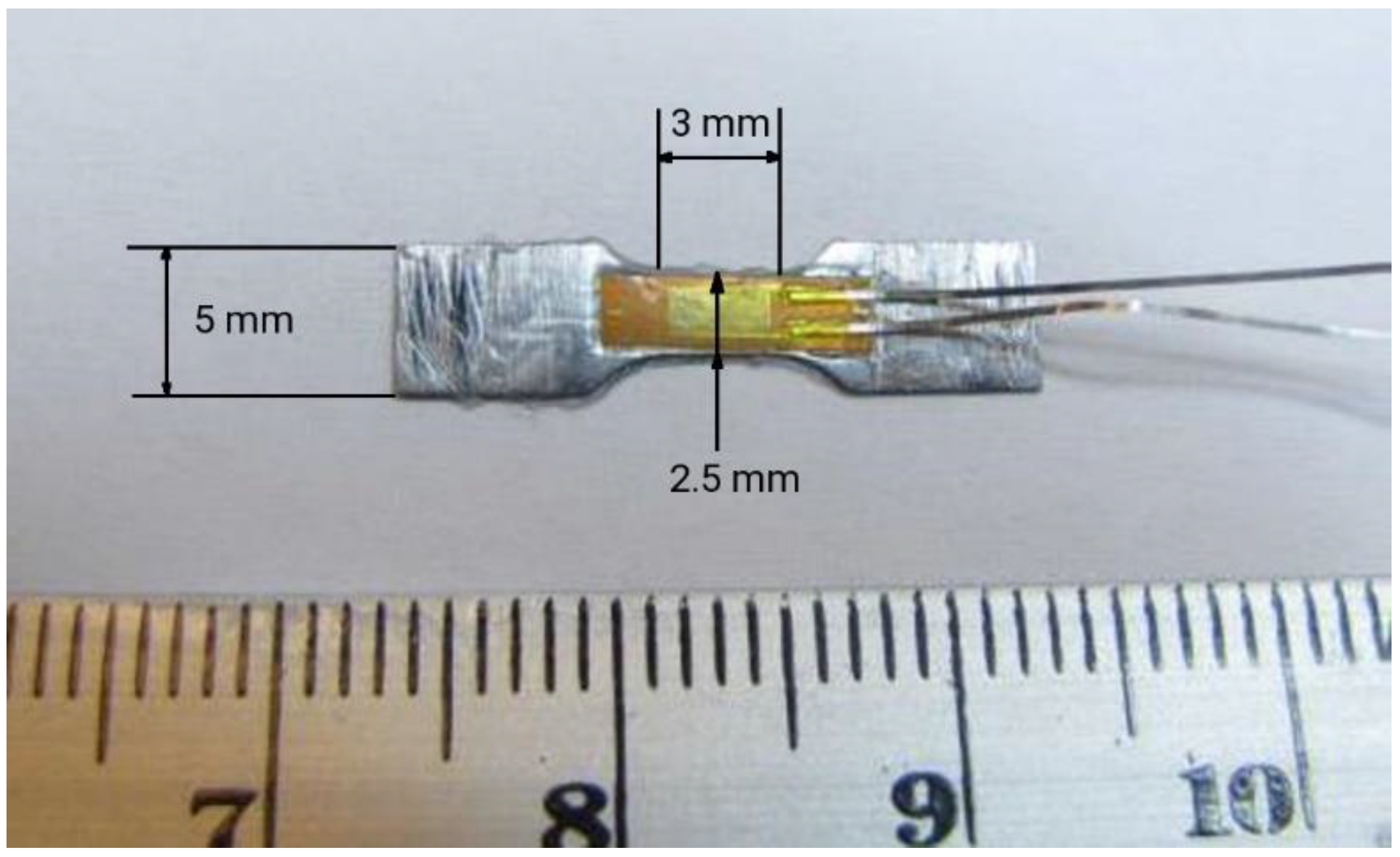
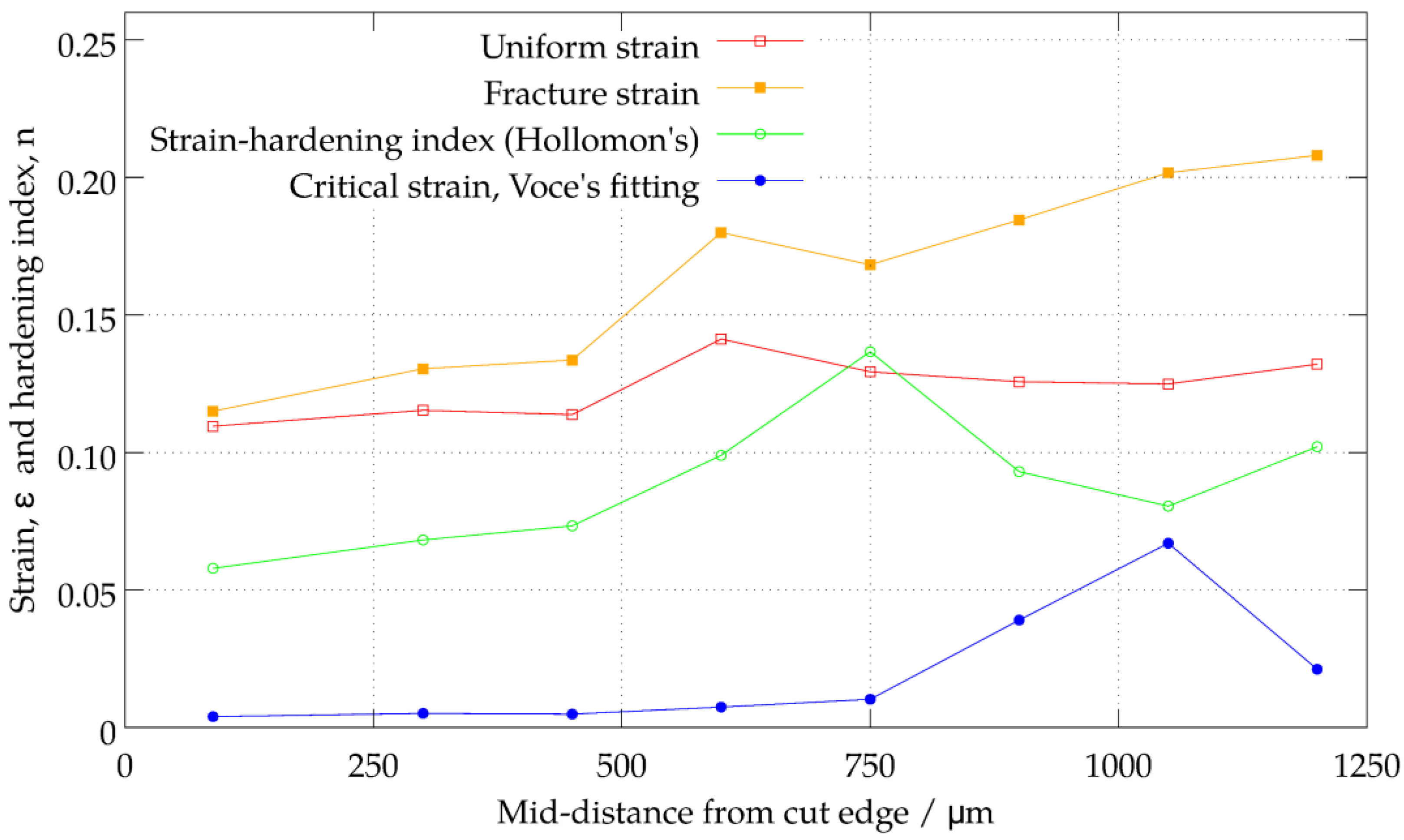
- It was possible to obtain Stress-strain curves for the material at different depths under the cut. This was done by testing mini-tensile specimens, extracted by means of WEDM, and instrumented with strain gauges.
- The yield stress and the UTS change with the distance to the cut edge. In the areas closest to the cut, values are obtained that can be 100% higher than those measured at the base material.
- The greater the mechanical strength, the lower the ductility and resilience. Obviously, their values are related to those microstructures formed in the CHAZ.
- Plasma cutting introduces large residual compressive stresses, up to depths of approximately 700 μm.
Author Contributions
Acknowledgments
Conflicts of Interest
Appendix A

References
- Wood, W.E. Heat-Affected Zone Studies of Thermally cut Structural Steels (Report FHWA-RD-93-O 15); US Department of Transportation Federal Highway Administration: Washington, DC, USA, 1994.
- Tomas, D.J. Characterisation of Steel Cut Edges for Improved Fatigue Property Data Estimations and Enhanced CAE Durability. Ph.D. Thesis, Swansea University UK, Swansea, UK, 2011. [Google Scholar]
- British Standard EN ISO 9013:2002. Thermal Cutting—Classification of Thermal Cuts—Geometrical Products Specification and Quality Tolerances; British Standards Institution: London, UK, 2004. [Google Scholar]
- Kirkpatrick, I. Variety of cutting processes spoil fabricators for choice. Weld. Met. Fabr. 1994, 62, 11–12. [Google Scholar]
- Avila, M. Which metal-cutting process is best for your application. Weld. J. 2012, 91, 32–36. [Google Scholar]
- The Steel Construction Institute. Guidance Notes on Best Practice in Steel Bridge Construction; P185, Fifth Issue; Steel Bridge Group: Ascot, UK, 2010; ISBN 978-1-85942-196-3. [Google Scholar]
- EN 1993-1-9: Eurocode 3: Design of Steel Structures—Part 1–9: Fatigue; European Committee for Standardization: Brussels, Belgium, 2005.
- Goldber, F. Influence of thermal cutting and its quality on the fatigue strength of steel. Weld. J. 1973, 52, 392–404. [Google Scholar]
- Plecki, R.; Yeske, R.; Alstetter, C.; Lawrence, F.V., Jr. Fatigue resistance of oxygen cut steel. Weld. J. 1977, 56, 225–230. [Google Scholar]
- Ho, N.-J.; Lawrence, F.V.; Alstetter, C.J. The fatigue resistance of plasma- and oxygen-cut steel. Weld. Res. 1981, 11, 231–236. [Google Scholar]
- Piraprez, E. Fatigue Strength of Flame-Cut Plates, Fatigue of Steel and Concrete Structures; IABSE Reports; International Association for Bridge and Structural Engineering: Zurich, Switzerland, 1982; Volume 37, pp. 23–26. [Google Scholar]
- Bannister, A.; Danks, S.; Klimpel, A.; Luksa, K.; Rzeznikiewicz, A.; Cicero, S.; Álvarez, J.A.; García, T.; Martín-Meizoso, A.; Aldazabal, J. High Performance Cut Edges in Structural Steel Plates for Demanding Applications (HIPERCUT); EUR 28092 EN; Directorate-General for Research and Innovation, European Commission: Luxembourg, 2016; ISBN 978-92-79-61684-6. [Google Scholar]
- Kaufmann, I.; Schonherr, W.; Sonsino, C.M. Fatigue strength of high-strength fine-grained structural steel in the flame cut condition. Schweissen u Scheniden 1995, 3, E46–E51. [Google Scholar]
- Cicero, S.; García, T.; Álvarez, J.A.; Martín-Meizoso, A.; Aldazabal, J.; Bannister, A.; Klimpel, A. Definition and validation of Eurocode 3 FAT classes for structural steels containing oxy-fuel, plasma and laser cut holes. Int. J. Fatigue 2016, 87, 50–58. [Google Scholar] [CrossRef]
- Cicero, S.; García, T.; Álvarez, J.A.; Bannister, A.; Klimpel, A.; Martín-Meizoso, A.; Aldazabal, J. Fatigue behaviour of structural steels with oxy-fuel, plasma and laser cut straight edges. Definition of Eurocode 3 FAT classes. Eng. Struct. 2016, 111, 152–161. [Google Scholar] [CrossRef]
- Cicero, S.; García, T.; Álvarez, J.A.; Martín-Meizoso, A.; Bannister, A.; Klimpel, A. Definition of BS7608 fatigue classes for structural steels with thermally cut edges. J. Constr. Steel Res. 2016, 120, 221–231. [Google Scholar] [CrossRef]
- García Navas, V.; Ferreres, I.; Marañon, J.A.; Garcia-Rosales, C.; Gil Sevillano, J. Electro-discharge machining (EDM) versus hard turning and grinding—Comparison of residual stresses and surface integrity generated in AISI O1 tool steel. J. Mater. Process. Technol. 2008, 195, 186–194. [Google Scholar] [CrossRef]
- Rech, J.; Kermouche, G.; Grzesik, W.; García-Rosales, C.; Khellouki, A.; García-Navas, V. Characterization and modelling of the residual stresses induced by belt finishing on a AISI52100 hardened steel. J. Mater. Process. Technol. 2008, 187–195. [Google Scholar] [CrossRef]
- Moore, G.; Evans, W.P. Mathematical Correction for Stress in Removed Layers in X-ray Diffraction Residual Stress Analysis. SAE Trans. 1958, 340–345. [Google Scholar] [CrossRef]
- Andrés, D.; García, T.; Cicero, S.; Lacalle, R.; Álvarez, J.A.; Martín-Meizoso, A.; Aldazabal, J.; Bannister, A.; Klimpel, A. Characterization of heat affected zones produced by thermal cutting processes by means of Small Punch tests. Mater. Charact. 2016, 119, 55–64. [Google Scholar] [CrossRef]
- European Standard: EN 1090-2:2011+A1. Execution of Steel Structures and Aluminium Structures. Part 2: Technical Requirements for Steel Structures; European Committee for Standardization: Brussels, Belgium, 2011. [Google Scholar]
- Klimpel, A.; Cholewa, W.; Bannister, A.; Luksa, K.; Przystalka, P.; Rogala, T.; Skupnik, D.; Cicero, S.; Martín-Meizoso, A. Experimental investigations of the influence of laser beam and plasma arc cutting parameters on edge quality of high-strength low-alloy (HSLA) strips and plates. Int. J. Adv. Manuf. Technol. 2017, 92, 699–713. [Google Scholar] [CrossRef]
- Martín-Meizoso, A.; Aldazabal, J.; Pedrejón, J.L.; Moreno, S. Resilience and ductility of Oxy-fuel HAZ cut. Frattura ed Integrità Strutturale 2014, 30, 14–22. [Google Scholar] [CrossRef]
- Hollomon, J.H. Tensile deformation. Trans. AIME 1945, 162, 268–277. [Google Scholar]
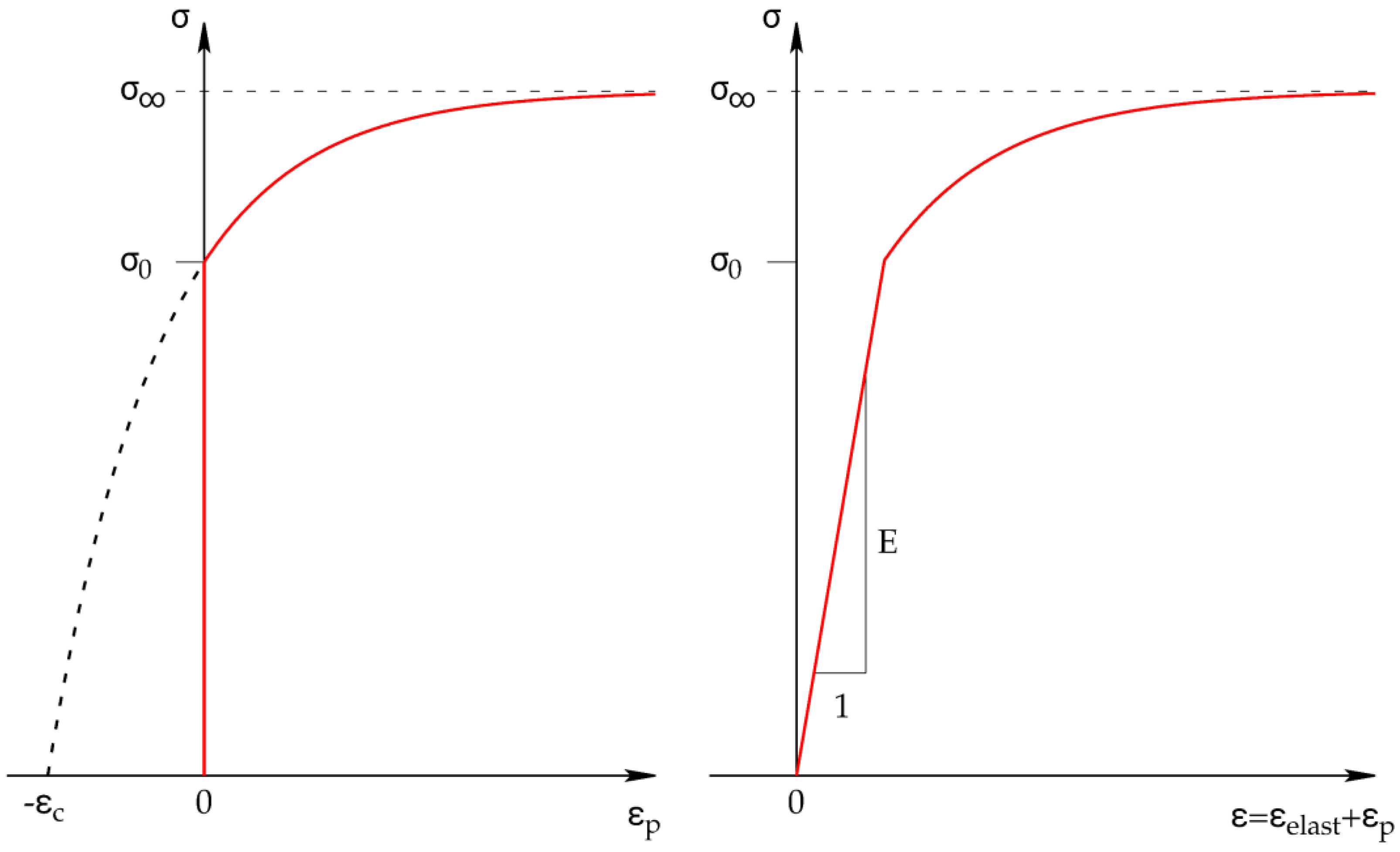
- Voce, E. The Relationship between Stress and Strain for Homogeneous Deformation. J. Inst. Met. 1948, 74, 537–562. [Google Scholar]











© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aldazabal, J.; Martín-Meizoso, A.; Klimpel, A.; Bannister, A.; Cicero, S. Mechanical and Microstructural Features of Plasma Cut Edges in a 15 mm Thick S460M Steel Plate. Metals 2018, 8, 447. https://doi.org/10.3390/met8060447
Aldazabal J, Martín-Meizoso A, Klimpel A, Bannister A, Cicero S. Mechanical and Microstructural Features of Plasma Cut Edges in a 15 mm Thick S460M Steel Plate. Metals. 2018; 8(6):447. https://doi.org/10.3390/met8060447
Chicago/Turabian StyleAldazabal, Javier, Antonio Martín-Meizoso, Andrzej Klimpel, Adam Bannister, and Sergio Cicero. 2018. "Mechanical and Microstructural Features of Plasma Cut Edges in a 15 mm Thick S460M Steel Plate" Metals 8, no. 6: 447. https://doi.org/10.3390/met8060447
APA StyleAldazabal, J., Martín-Meizoso, A., Klimpel, A., Bannister, A., & Cicero, S. (2018). Mechanical and Microstructural Features of Plasma Cut Edges in a 15 mm Thick S460M Steel Plate. Metals, 8(6), 447. https://doi.org/10.3390/met8060447